Видео листогиб: Видео — ЛИСТОГИБ
Ручной листогиб DACHMASTER 2650 — цена, отзывы, характеристики с фото, инструкция, видео
Листогибы DachMaster предназначены для серийного производства профилей из тонколистового металла толщиной до 1,0 мм, и длиной гиба до 3150 мм.
Все детали станка выполнены из высококачественной немецкой стали с порошковой покраской или гальваническим покрытием, что делает его прочным, долговечным и неприхотливым в любых условиях эксплуатации.
Станок снабжен системой регулировок стола, прижимной и поворотной балок, что гарантирует получение заданных параметров изделия на любом используемом материале.
Вертикальный подъем прижимной балки и оптимальная конструкция нижней обеспечивает максимальное количество видов доборных элементов для кровельщиков.
Мобильный проходной листогиб DachMaster 2650 является оптимальным решением для производства широкого спектра изделий из тонколистового металла. С помощью рассматриваемой техники создание доборки, элементов вентиляционных и водосточных систем станет лёгким и удобным занятием.
С помощью рассматриваемой техники создание доборки, элементов вентиляционных и водосточных систем станет лёгким и удобным занятием.
Мощная сварная металлоконструкция станка отличается повышенной прочностью и устойчивостью к вибрационному воздействию.
Преимущества мобильного листогибочного станка DachMaster 2650:
- Наличие эксцентрикового механизма прижимной балки. Быстрая и надёжная фиксация обрабатываемого материала – гарантия высокого качества гибки;
- Большая высота раскрытия – до 90 мм. Оператор может удобно разместить обрабатываемую заготовку, у которой присутствуют высокие борта;
- Станок можно с лёгкостью перемещать с одного места на другое. Наличие колёс рояльного типа с фиксаторами;
- Заводская регулировка позволяет сразу приступить к выполнению работы. Не требуется длительная настройка оборудования с помощью высококвалифицированного специалиста;
- Превосходное качество гибки.
 В результате выполнения работы Вы получите изделия, которые не будут иметь эффекта саблевидности. Также исключён недогиб.
В результате выполнения работы Вы получите изделия, которые не будут иметь эффекта саблевидности. Также исключён недогиб.
Вы можете купить следующие дополнительные опции:
- Роликовый нож. Это устройство позволяет выполнять раскрой листового металла. Идеальный рез без вмятин и заусенцев;
- Передняя поддержка листового металла с ограничителем. Эффективный раскрой листа на полосы требуемой ширины. Ограничители выставляются в соответствии с нужным размером;
- Фальцедогибающая машинка. Догиб заготовки на 180 градусов. Рассматриваемое устройство позволяет справиться с требуемой операцией быстро и легко. Машинка позволяет станку экономить свой ресурс, что предотвращает его преждевременный износ.
Когда необходимо оборудование, которое будет способно качественно сгибать листовой металл, обладать высокой надёжностью, большим количеством дополнительных опций и превосходной функциональностью, то специалисты выбирают листогиб DachMaster 2650.
Описание основных характеристик листогиба DachMaster 2650
Эксцентриковый механизм прижимной балки
Быстрый прижим материала обеспечивает эксцентриковый механизм прижимной балки.
Высокое качество гибки и возможность остановить прижимную балку в любой точке обеспечивает ее вертикальный подъемный механизм.
Усиливающие тяги
Масса станка (от 200 кг) оптимизирован за счет перераспределения нагрузки на усиливающие тяги.
Высокое качество гибки — без эффекта саблевидности и недогиба, обеспечивается регулировкой усиливающих (настраиваемый прогиб всех трех балок).
Высота раскрытия до 90 мм
Высота раскрытия одна из самых больших в классе и составляет 90 мм. Это дает возможность удобно располагать заготовку с высокими бортами.
Колеса рояльного типа с фиксаторами
Небольшой для проходных стальных листогибов такого типа вес станка в сочетании с установленными на опоры колесами, оснащенными тормозами, позволяют легко перемещать листогиб и фиксировать его положение для безопасной работы.
Жидкостный угломер
Для обеспечения повторяемости гибки заготовок на определенный угол станок комплектуется жидкостным угломером и ограничителем угла поворота гибочной балки, позволяющим предварительно установить до четырех вариантов угла гиба.
Ограничитель угла поворота гибочной балки
В дальнейшем можно легко выбрать один из установленных углов путем простого поворота ограничителя на одну позицию.
Выбранные варианты ограничителя можно перенастраивать на любой угол в любое время.
Роликовый нож
Роликовый нож обеспечивает промышленное качество реза мягкой стали толщиной до 0,8 мм (а так же других металлов и пластиков соответствующей толщины).
Роликовый нож обладает возможностью регулировок направляющих и режущих роликов и, в случае необходимости, может быть легко подогнан к станку.
Передняя поддержка с ограничителем
Передняя поддержка с ограничителем (упор) используется для ускорения раскроя листа на полосы одинаковой ширины — ограничители выставляются на заданный размер.
Подача листа с тыльной стороны станка осуществляется до упора листа в ограничитель.
После зажима и отрезания заготовки ножом можно повторить операцию «продвижение-отрезание листа» необходимое число раз.
Стол задней поддержки с ограничителями подачи листа
Стол задней поддержки позволяет работать с широкими, тонкими листами.
На кронштейнах стола задней поддержки расположены ограничители подачи листа и миллиметровая линейка.
Пользуясь ограничителями подачи листа можно значительно повысить производительность работы на станке по сравнению с гибкой по разметке заготовки.
Фальцедогибающая машинка
Для качественного догиба заготовки до 180 градусов применяется фальцедогибающая машинка.
Использование фальцедогибающей машинки удобнее и технологичнее, чем использование для этой операции самого листогиба.
Простая и доступная фальцедогибающая машинка бережет ресурс листогиба, предотвращая его ускоренный износ, который возникает при постоянном догибаниигиба до 180 градусов с помощью гибочной балки.
Ножной привод прижимной балки
Ножной привод прижимной балки позволяет значительно повысить производительность работ на листогибе.
При использовании ножного привода освобождаются руки оператора, что позволяет более быстро и точно размещать деталь в станке.
| Характеристика | Значение |
|---|---|
| Длина сгибаемой детали, мм | 2650 |
| Толщина металла, сталь (σв<320 Mрa) | 0.7 |
| Толщина металла, нержавеющая сталь, мм | 0.5 |
| Толщина металла, алюминий, мм | 0.9 |
| Максимальный угол гиба, град | 160 |
| Максимальный гиб в разные стороны, мм | 15 |
| Высота раскрытия станка, мм | 90 |
| Минимальная ширина загибаемой полки, мм | 10 |
| Минимальная ступенька противогиба, мм | 15 |
Максимальный угол загиба с фальцедогибающей машинкой, град. | 180 |
| Глубина подачи | неограниченна |
| Масса, кг | 250 |
| Габариты, мм | 2950x650x970 |
Видео ручных листогибов «Атлант» (LS)
Видео ручных листогибов «Атлант» (LS)
Видео 2018 г.
1. Ручной листогиб «Атлант» — работа с прокатным устройством
2. Ручной листогиб «Атлант» гнёт 3 листа 0,55мм оцинковки
3. Прокатное устройство для листогиба «Атлант»
4. Ручной листогиб «Атлант» Санкт-Петербург в 2018 году
Ручной листогиб «Атлант» Санкт-Петербург в 2018 году
Видео 2017 г.
1. Гиб листа 0,55мм с полимерным покрытием.
2. Полка 5-7мм при гибе листа 0,55мм с полимерным покрытием.
3. 0,8мм нержавейка.
4. Полка 10мм на оцинковке 0,8мм — листогиб «Атлант» Россия
5. Догиб до 180градусов оцинковка 0,8мм.
6. Ручной листогиб «Атлант» Плюс — гиб одновременно трёх листов сталь 0,8мм.
Видео 2016 г.
Видео ручных листогибов «Атлант»
Видео 2018 г.
1. Ручной листогиб «Атлант» — работа с прокатным устройством
2. Ручной листогиб «Атлант» гнёт 3 листа 0,55мм оцинковки
3. Прокатное устройство для листогиба «Атлант»
Прокатное устройство для листогиба «Атлант»
4. Ручной листогиб «Атлант» Санкт-Петербург в 2018 году
Видео 2017 г.
1. Гиб листа 0,55мм с полимерным покрытием.
2. Полка 5-7мм при гибе листа 0,55мм с полимерным покрытием.
3. 0,8мм нержавейка.
4. Полка 10мм на оцинковке 0,8мм — листогиб «Атлант» Россия
5. Догиб до 180 градусов оцинковка 0,8мм.
6. Ручной листогиб «Атлант» Плюс — гиб одновременно трёх листов сталь 0,8мм.
Видео 2016 г.
фото, видео, с ЧПУ, чертежи
Первые станки, предназначенные для гибки листового металла изобрели еще в 19 веке в Америке. В это время в мире начинается промышленный бум, который характеризовался широким внедрением в производство всевозможных станков и механизмов. Широкое применение листогибов было обусловлено большой трудоемкостью ручного изготовления деталей из листового металла. Первые подобные станки были механическими и обладали весьма низкой производительностью.
Широкое применение листогибов было обусловлено большой трудоемкостью ручного изготовления деталей из листового металла. Первые подобные станки были механическими и обладали весьма низкой производительностью.
Выбираем гидравлический листогиб
После изобретения цилиндра высокого давления началось разработка разных станков, работающих на основе пневматического давления. Этот принцип был применен и в новых конструкциях станков для гибки металла. Однако, подобные станки были слишком громоздки и неудобны в эксплуатации. И только в середине 20 века были сконструированы первые гидравлические листогибы. Как показала практика, подобная система оказалась наиболее эффективной и технологичной в использовании.
Область применения и разновидности
По своей сути листогиб представляет собой пресс, предназначенный для сгибания различных заготовок из листового металла. Преимуществом гибки с помощью станка является отсутствие деформаций металла, которые неизбежны при ручной гибке с помощью киянки. Гибочная балка обычно снабжается резиновыми накладками, которые обеспечивают сохранность поверхности при работе с окрашенными листами.
Гибочная балка обычно снабжается резиновыми накладками, которые обеспечивают сохранность поверхности при работе с окрашенными листами.
Гидравлический листогиб может сгибать листы из жести, меди, алюминия, а также из стали. При этом достигается очень высокая точность сгиба. На подобных аппаратах в основном изготавливают металлические детали для кровли и наружной отделки зданий — откосы, коньки, внешние и внутренние уголки. Также листогибы применяют в автомобильной, авиационной, судостроительной промышленности — везде, где человек имеет дело с листовым металлом.
Современные листогибы бывают трех основных типов:
- Ручные. В таких станках для сгиба применяется мускульная сила работника, передающаяся через систему блоков на механизм.
- Электрические. В них работа производится с помощью электрических двигателей.
- Гидравлические. Самый распространенный тип. Работает за счет энергии жидкости, подаваемой из цилиндров высокого давления.
Часто станки снабжают вспомогательными приспособлениями, увеличивающими диапазон их функций.
Например, держателями металлических рулонов; угольником для установки угла изгиба; дополнительными опорами для листов. Также часто станок снабжается роликовым ножом для раскройки листов металла.
Гидравлический листогиб может снабжаться программным оборудованием. Такие станки, снабженные ЧПУ (числовым программным управлением) обеспечивают более высокую производительность работы. Листогибы с ЧПУ могут программироваться на изготовление всевозможных деталей в автоматическом режиме.
Современные аппараты не только могут читать чертежи и самостоятельно производить гибку, но даже могут снабжаться аппаратурой, подобной той, что устанавливается на 3D принтеры. Таким образом новейшие приборы с ЧПУ могут гнуть объемные детали и заготовки. Стоимость таких станков очень сильно различается — от десятков тысяч за механические, до нескольких миллионов за сложные гидравлические станки с электронным управлением. На фото вы можете видеть различные виды листогибов.
Принцип работы
Принцип работы любого подобного станка — будь это простой ручной механизм или сложный электронный аппарат с ЧПУ — одинаков. Он состоит из основания — станины, на который крепится массивный плоский металлический лист (так называемая «траверса»), служащей как бы столом для крепления всех остальных механизмов станка — прижимных устройств, поворотной балки, ножа для резки металла и т.д.
Он состоит из основания — станины, на который крепится массивный плоский металлический лист (так называемая «траверса»), служащей как бы столом для крепления всех остальных механизмов станка — прижимных устройств, поворотной балки, ножа для резки металла и т.д.
Подающийся на траверсу лист фиксируется в нужном положении прижимными устройствами и загибается на нужный угол с помощью поворотной балки. Фиксация листа может осуществляться как в ручную у станков простейших конструкций, так и с помощью механизма, управляемого электроникой у аппаратов с ЧПУ. Максимальная толщина листа металла, сгибаемого аппаратом зависит от его мощности и может достигать нескольких миллиметров.
Листогиб своими руками
Часто в хозяйстве возникает необходимость согнуть лист металла. Однако, сделать это с помощью подручных материалов (молотка, тисков, киянки и т.п.) бывает непросто. Получить идеально ровный загиб таким методом не получится. Приобретать же дорогостоящий станок лишь для того, чтобы время от времени использовать его в хозяйстве нецелесообразно. Остается единственный способ — сделать подобный механизм своими руками. Самый технологичный способ — соорудить его на верстаке. Для этого понадобятся три отрезка металлического уголка. Длина их рассчитывается с тем условием, чтобы вы могли гнуть лист нужной вам ширины.
Остается единственный способ — сделать подобный механизм своими руками. Самый технологичный способ — соорудить его на верстаке. Для этого понадобятся три отрезка металлического уголка. Длина их рассчитывается с тем условием, чтобы вы могли гнуть лист нужной вам ширины.
Далее берем пару достаточно массивных шарнир, и соединяем с помощью сварки этими шарнирами два уголка полочками друг к другу, таким образом, чтобы они «открывались» наподобие дверей. Это будет главный механизм нашего будущего станка — траверса и поворотная балка. По краям одного из них проделываем отверстия — сквозь них пройдут струбцины, которыми наша траверса будет крепиться к верстаку и к прижимной балке — третьему отрезку уголка (он будет прижимать лист металла к траверсе). К краям другого уголка привариваем обрезки арматуры — это будут ручки, с помощью которых мы и будем приводить в движение нашу «поворотную балку». В третьем уголке («прижимной балке») проделываем отверстия точно напротив таких же отверстий в уголке — траверсе.
Затем анкерными болтами или струбцинами, продетыми сквозь «прижимную балку», «траверсу» и крайнюю доску верстака фиксируем наш механизм. Все — наш домашний листогиб готов. Достаточно просунуть лист металла между траверсой и прижимной балкой. После чего стянуть их струбцинами или болтами и поднять вверх «поворотную балку», шарнирно соединенную с неподвижной «траверсой», чтобы получить идеальный сгиб, ничуть не уступающий заводскому! Пошаговая инструкция, как собрать простейший станок для гибки листов металла в домашних условиях, представлена на видео.
SCHRÖDER Group — Резка, гибка, отбортовка и гибка листового металла
SCHRÖDER Group — Резка, гибка, отбортовка и гибка листового металла
Резка, гибка, отбортовка и гибка листового металла
на станках Schröder Group.
Два немецких производителя машин для обработки листового металла Hans Schröder Maschinenbau и SCHRÖDER-FASTI Technologie, входящие в группу Schroeder, предлагают широкий выбор машин для фальцевания, резки, отбортовки, отбортовки и прокатки.
Обзор продукта
Пожалуйста, выберите желаемый тип обработки, чтобы получить обзор всего подходящего оборудования.
Мы используем файлы cookie на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов.Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Вы можете отменить или изменить свой выбор в любое время в настройках.
Настройки конфиденциальности
Принять все
Сохранять
Пользовательские настройки конфиденциальности
Сведения о файлах cookie
Политика конфиденциальности данных
Официальное уведомление
Настройки конфиденциальности
Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Вы можете отменить или изменить свой выбор в любое время в настройках. Здесь вы можете найти обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или просмотреть дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента. Более подробную информацию об использовании ваших данных вы можете найти в нашей политике конфиденциальности. Вы можете отменить или изменить свой выбор в любое время в настройках. Здесь вы можете найти обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или просмотреть дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
Настройки конфиденциальности
| Имя | Печенье Борлабс |
|---|---|
| Анбитер | Владелец этого сайта, официальное уведомление |
| Цвек | Сохраняет настройки посетителей, выбранных в Cookie Box в Borlabs Cookie. |
| Имя файла cookie | borlabs-cookie |
| Печенье Laufzeit | 1 год |
| Имя | WPML |
|---|---|
| Анбитер | Владелец этого сайта |
| Цвек | Сохраняет текущий язык. |
| Имя файла cookie | _icl_*, впмл_*, вп-впмл_* |
| Печенье Laufzeit | 1 день |
| Акцептьерен | Пиксель Facebook |
|---|---|
| Имя | Пиксель Facebook |
| Анбитер | Meta Platforms Ireland Limited, 4 Grand Canal Square, Dublin 2, Ирландия |
| Цвек | Файл cookie от Facebook, используемый для аналитики веб-сайта, таргетинга рекламы и измерения рекламы. |
| Датеншуцерклерунг | https://www.facebook.com/policies/cookies |
| Имя файла cookie | _fbp,act,c_user,datr,fr,m_pixel_ration,pl,presence,sb,spin,wd,xs |
| Печенье Laufzeit | Сессия / 1 год |
Политика конфиденциальности данных
Официальное уведомление
Сверхмощный гибочный станок для металла Eastwood
Сверхмощный гибочный станок для металла Eastwood — это высококачественный инструмент в промышленном стиле, способный генерировать мощное рычажное усилие для создания воспроизводимых изгибов на 180° или более в мягкой стали и алюминии шириной до 2 дюймов.
- Телескопическая рукоятка для дополнительного рычага
- 7 штампов
- 1 прямоугольный штамп
Используйте этот мощный металлический гибочный станок, декоративные кронштейны и крылья.
Технические характеристики
| Максимальная ширина материала | 2 дюйма | |
| Максимальная толщина материала | 5/16 дюйма для мягкой стали шириной 1-1/4 дюйма или 1/4 дюйма для мягкой стали шириной 2 дюйма | 0 |
| 5/8 « | 5/8″ | |
| максимальный квадрат 130026 | « | |
| Максимальная длина ручки | 44″ | |
| Высота | 34 « |
изгибается сплошной . Не для сгибания труб.
Не для сгибания труб.
Часто задаваемые вопросы
В: Как гнут металл в домашних условиях?
A: Вы можете гнуть металл в домашних условиях различными способами и с помощью различных инструментов. В зависимости от типа металлического материала, который вы пытаетесь согнуть, для достижения надлежащего изгиба можно использовать различные стратегии и инструменты.Если вы пытаетесь согнуть кабелепровод EMT из оцинкованной стали или алюминия, вы можете использовать трубогиб. Трубогибочные станки относительно дешевы по сравнению с другими металлогибочными станками.
Для гибки более тяжелых материалов, таких как выхлопные трубы, вам понадобится мощный трубогиб. Этот инструмент делает ваш изгиб очень легким и чистым. Высококачественный трубогиб включает в себя несколько размеров плашек, соответствующих диаметру вашей выхлопной трубы, и этот инструмент гарантирует, что вы не перекрутите ее во время гибки.
В: Как легко гнуть металл?
A: С помощью трубогиба можно легко сгибать большинство металлических материалов. Трубогибы могут использоваться для гибки большинства материалов, от алюминия до стали. Если вы не хотите тратить деньги на качественный трубогиб, есть несколько советов, которые можно использовать в домашних условиях.
Вы можете сгибать многие виды металлов, нагревая их. С помощью сантехнической горелки нагрейте металл до такой степени, чтобы его можно было легко согнуть.Другие домашние методы включают метод песка, который включает в себя заполнение трубки песком, затыкание одного конца и нагрев металла горелкой. Вы также можете смешать воду и мыло в соотношении 1:1, налить смесь в трубку, закрыть оба конца, заморозить ее, построить форму, удалить замерзшую трубку и согнуть ее над формой.
В: Как правильно выпрямить гнутую сталь?
A: Чтобы выпрямить изогнутую сталь, вам, вероятно, потребуется нагреть. Просто убедитесь, что слишком много тепла не повредит металл. Существуют различные методы правки гнутой стали, в том числе термическая правка, которая включает применение контролируемого тепла к деформированной части стали в циклах нагрева и охлаждения до тех пор, пока металл постепенно не выпрямится.
Существуют различные методы правки гнутой стали, в том числе термическая правка, которая включает применение контролируемого тепла к деформированной части стали в циклах нагрева и охлаждения до тех пор, пока металл постепенно не выпрямится.
Другим методом является горячая механическая правка, при которой металл выпрямляется за пределы предела текучести. Горячая обработка — это еще один метод, при котором металл раскаляется докрасна, но это очень непредсказуемо. Винтовые прессы, крепежные устройства и правка труб — другие более надежные методы, которые можно использовать для правки гнутой стали.
Базовое руководство по панелегибу (вы должны знать)
История панельогиба
В Европе и Соединенных Штатах компании часто несут более высокую долю затрат на человеческие ресурсы, особенно в Северной Европе, подавляющее большинство компаний стремится решить проблему высокой стоимости человеческих проблем.
Поэтому европейские и американские предприятия уже давно поставили на повестку дня «повышение эффективности производства и сокращение рабочей силы» и запустили ряд автоматических и интеллектуальных инициатив.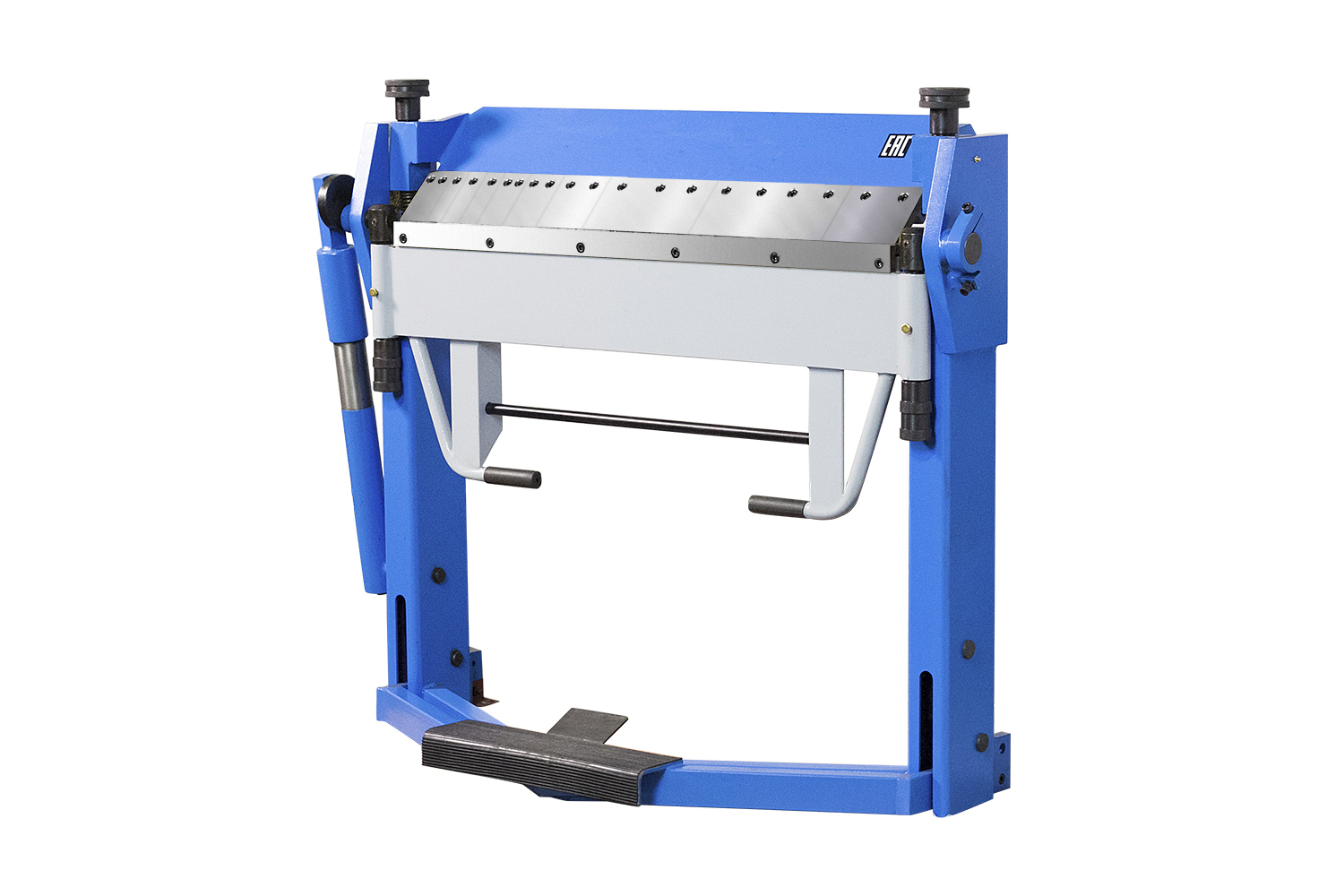
Все больше компаний начинают задумываться о приобретении более интеллектуального оборудования и даже об использовании автоматизированных производственных линий без участия человека.
Прошло 40 лет с тех пор, как в 1977 году компания Savagnini представила первый в мире панелегиб P4.
В конце 1970-х годов революционные универсальные гибочные инструменты и роботы панельногиба Salvagnini P4 представили гибкую автоматизированную технологию формовки листового металла.
Панелегиб Salvagnini
P1 Lean Панелегиб s
Панелегибочный станок P1 Lean (рис. 1) — самая маленькая модель в семействе панельных гибочных станков Savagnini, с большой длиной формования 1250 мм, полным сервоприводом, высокой скоростью, средней потребляемой мощностью всего 3 кВтч в час. Небольшие размеры станка позволяют производить мелкие детали, что очень рентабельно.
P2L-21 компактный Панелегиб
Компактный панельногибочный станок P2L-21 (рис. 2) – это основное оборудование, используемое в коммерческом кухонном производстве, с длиной формовки 2180 мм. Новое поколение P2L использует прямой привод серводвигателя, который может удовлетворить большинство требований к обработке панельных продуктов, занимая площадь 6 м × 3 м. Гибридный привод цилиндров обеспечивает долговременную стабильность оборудования и снижает объем работ по техническому обслуживанию, а среднее энергопотребление составляет всего 5 кВтч в час.
P4-2116 HPT стандартный панелегиб
P4-2116 HPT — это стандартный панельогиб с полуавтоматической загрузкой и разгрузкой (рис. 3), который можно использовать при производстве станков. Операции по загрузке и разгрузке могут выполняться без остановки производства, что значительно повышает эксплуатационную готовность оборудования. В качестве стандартного панелегиба P4 может быть оснащен дополнительными опциями для расширения производственных мощностей, что делает его идеальной машиной для нескольких крупных производителей холодильников.
В качестве стандартного панелегиба P4 может быть оснащен дополнительными опциями для расширения производственных мощностей, что делает его идеальной машиной для нескольких крупных производителей холодильников.
S4+P4 f гибкий производственная система
S4+P4 FMS может обеспечить производство большего разнообразия и меньшего количества продуктов, которые еще не доступны.
Что такое панелегиб
Раньше формование панелей производилось на специальных производственных линиях или на гибочных машинах с ручным управлением.Панелегибочный станок имеет естественные преимущества перед листогибочными станками для обработки панелей – экономия труда и скорость; хорошая повторяемость и консистенция заготовки.
С появлением панельногибочного станка Savagnini формование листового металла впервые вступило в эпоху полной автоматизации.
Существует три основных типа обычной гибки и формовки листового металла:
Однако, несмотря на то, что уровень автоматизации растет, это никогда не могло изменить узкое место эффективности.
В панелегибочном станке нет необходимости менять матрицу, рабочий ход короткий, подача быстрая, и только один оператор должен «вкладывать» и «вынимать» лист.
Одна машина может плавно завершить позиционирование листа за один проход для четырехсторонней гибки… порядок, эффективность и разумность могут быть такими простыми.
Комбинированная эффективность панелегиба в 3-4 раза выше, чем у гибочного станка с ручным управлением.
Панелегибочный станок для всех потребностей пользователя, компактный, быстрый и энергоэффективный.Высокоинтеллектуальная система управления позволяет эффективно выполнять гибку различных заготовок.
Можно сказать, что панельный станок — это революция по сравнению с традиционным прессогибочным станком.
Однако из-за высоких единовременных капиталовложений он до сих пор не был принят большинством пользователей, занимающихся обработкой листового металла.
Принцип работы панельогиба
Панелегиб
имеет новую концепцию конструкции, то есть гибку вниз верхним ножом и гибку вверх нижним ножом, количество гибок не ограничено.
Изгибающие усилия распределяются поперечно и создаются колеблющимися компонентами (изгибающими ножами). Сила реакции связывания создается двумя компонентами, которые прочно закреплены на листе.
Изгиб вниз (отрицательный изгиб)
Изгиб вверх (положительный изгиб)
Длина гибки может регулироваться автоматически, что упрощает реализацию автоматизированного производства, что схематично показано на рис. 8.
Панелегиб ’ конструкция
1. Универсальный инструмент и гибочный нож
Панелегибочный станок использует универсальный регулируемый универсальный инструмент с верхним и нижним гибочными ножами.
Нет необходимости готовить большое количество гибочной оснастки по форме и размеру заготовки, что значительно снижает стоимость форм и инструментов, время изготовления форм и инструментов, время подготовки верхней и нижней формы и инструменты.
Кроме того, сокращается количество пресс-форм и инструментов, что упрощает управление производством.
Кроме того, поскольку нет необходимости разрабатывать и изготавливать специальные формы и инструменты для каждого продукта, это значительно сокращает цикл разработки новых продуктов и повышает конкурентоспособность предприятий на сегодняшнем все более конкурентном рынке.
2 . Быстрые и эффективные автоматические системы регулировки формы
При складывании коробчатых деталей необходимо отрегулировать длину пресс-формы по длине внутреннего края заготовки, существует три способа регулировки.
- Первая регулировка вручную и занимает 3 мин.

- Второй тип является полуавтоматическим и занимает 90 секунд.
- Третий тип — это автоматическая регулировка (ALA), которая совпадает с другими рабочими этапами, поэтому время на регулировку не требуется.
3 . Простой и логичный метод одноразового позиционирования
Перед сгибанием позиционирование осуществляется по двум режущим углам листа вместо краев листа, что полностью исключает ошибку позиционирования, вызванную срезанием листа, а также повышает точность позиционирования.
Лист нужно позиционировать только один раз в процессе гибки панели, чтобы избежать кумулятивной ошибки, вызванной повторным позиционированием листа.
Это значительно повышает точность конечного продукта.
4 . Высокоточные и многофункциональные роботы
Манипулятор может перемещать лист вперед и назад, а также совершать прерывистые повороты на 90°, 180° или 270° при многостороннем изгибе.
Когда пользователю нужен особый угол поворота, он также может быть оснащен поворотным устройством с ЧПУ.
Как показано на рисунке 3, панельогиб зажимает заготовку вращающимся манипулятором, который затем прижимает заготовку к верхнему и нижнему прессам листа. Между верхним и нижним гибочными ножами верхний и нижний гибочные ножи воздействуют на изгибаемую часть листа, совершая необходимые движения для получения требуемого программой угла изгиба и радиуса дуги.
Когда одна сторона сгибается, робот автоматически поворачивает лист на 180°, так что сгибается противоположная сторона, а затем две другие стороны.
Когда все четыре стороны листа согнуты, манипулятор завершает работу. Панель освобождена и может быть удалена оператором.
При наличии автоматической системы загрузки и разгрузки панельный станок также может автоматически сгибать лист, размещенный в указанном месте после штамповки и резки.
После завершения гибки заготовки будут автоматически сняты и аккуратно сложены, что может реализовать автоматизацию процесса гибки, снизить трудоемкость рабочих, а также избежать несчастных случаев с качеством, которые происходят из-за рабочих.
Точность гибки деталей во многом зависит от движения манипулятора.
Таким образом, манипулятор панелегиба имеет высокую степень точности позиционирования для обеспечения точности гибки деталей.
5 . Усовершенствованная система ЧПУ
Системы ЧПУ
панельогибочных станков основаны на Windows NT, имеют дружественный интерфейс и интуитивно понятный, простой в использовании человеко-машинный диалог.
Имеются мощные функции моделирования, вмешательства и документирования; функции самодиагностики и удаленного обслуживания.
Помимо предоставления кодов деталей для неисправностей, они также могут отображаться графически.
Функция удаленного обслуживания позволяет разработчикам программного обеспечения получать удаленный доступ к системе управления клиента, вмешиваться и диагностировать или изменять программы.
В большинстве случаев система возвращается к нормальной работе, что устраняет необходимость в посещении ремонтной службы: или, пока не прибудет специалист по обслуживанию, можно поддерживать базовую нормальную работу.
6 . Различные конфигурации
Панелегибочные станки доступны в различных моделях и конфигурациях, чтобы удовлетворить требования различных пользователей и различных продуктов.
Например:
а) можно загружать или выгружать вручную.
б) Оснащен автоматической системой загрузки и разгрузки, может быть реализовано производство без участия человека.
c) может быть соединен с системой штамповки и резки, чтобы стать интеграцией штамповки, резки, складывания FMS (гибкая производственная система).
7 . A Преимущества Панелегиб
Преимущества:
(1) Нет необходимости менять пресс-формы, верхний и нижний инструменты, что снижает эксплуатационные расходы, затраты на производство и управление, а также значительно повышает эффективность производства.
(2) Благодаря усовершенствованной конструкции и динамической компенсации гибочного ножа, он имеет очень хорошую точность гибки. Его угловая точность составляет ±0,5°, а параллельность двух противоположных сторон после изгиба составляет ±0,1 мм/м.
(3) Поскольку его гибочный механизм отличается от других подобных машин, он может выполнять процессы гибки, которые не могут выполнять другие гибочные центры. Следовательно, это может сделать структуру продукта значительно упрощенной и более рациональной.
Например:
для коробчатой детали изначально требовалось 8 пластин для гибки после сварки, но с помощью панелегиба P4 она может быть изготовлена из 1 пластины, так что вес деталей значительно снижается, а время обработки значительно сокращается.
В то же время это также сокращает время разработки продукта, снижает затраты на проектирование продукта и производственные затраты, а также повышает конкурентоспособность продукта на рынке.
(4) Он имеет функцию гибки снизу вверх, поэтому он может избежать явления вдавливания, которое возникает при гибке некоторых заготовок с очень высокими требованиями к поверхности (например, зеркальной нержавеющей стали) и большой длины, а также когда два торцы обработаны, что значительно улучшает внешний вид гнутой заготовки.
(5) В процессе обработки подача и вращение листа являются непрерывными и автоматическими, поэтому время обработки намного короче, чем у других центров гибки, особенно детали складной коробчатой формы более очевидны, но также значительно повышают эффективность.
(6) Он имеет мощную программную функцию для автоматической настройки уплотнителя листов и автоматического создания программы гибки, что значительно сокращает время подготовки.
(7) Это чрезвычайно выгодно не только для мелкосерийного производства многих разновидностей, но и для массового производства единичных изделий и подходит для производственных применений на предприятиях по обработке листового металла.
Недостатки:
Насколько я понимаю, самым большим и единственным недостатком этой машины для гибки панелей из листового металла является ее дороговизна. Единовременные инвестиции слишком велики для бизнеса.
Характеристики гибочного станка Pander
Панелегибочные станки характеризуются следующим:
(1) Для компаний, детали которых требуют обработки пеной (например, холодильники, рисоварки и т. д.), однородность поставляемых деталей устраняет необходимость устранения утечек, что приводит к значительному повышению эффективности обработки и качества продукции.
д.), однородность поставляемых деталей устраняет необходимость устранения утечек, что приводит к значительному повышению эффективности обработки и качества продукции.
(2) Используя метод позиционирования углового среза, можно всегда поддерживать точный размер внешней опорной поверхности и обеспечивать высокую степень постоянства внешней детали.
Высокая точность может поддерживаться, даже если прямолинейность краев листа отклоняется после разгрузки.
Для заготовок с ограниченными рабочими зонами, которые необходимо повторно сгибать с помощью обычного гибочного станка, размер заготовок остается под контролем благодаря точным внешним размерам.
Рис. 10 Сравнение методов позиционирования
(3) Для тонких пластин из нержавеющей стали (толщиной 0,8 мм или менее) при ручном изгибе стремление оператора к эффективности и синхронизация операций трудно согласованы, и изгиб со смещением неизбежен.
Панелегибу не нужно поднимать пластину в процессе гибки больших панелей, что позволяет избежать изгиба со смещением, вызванного тем, что пластина не поднимается на месте.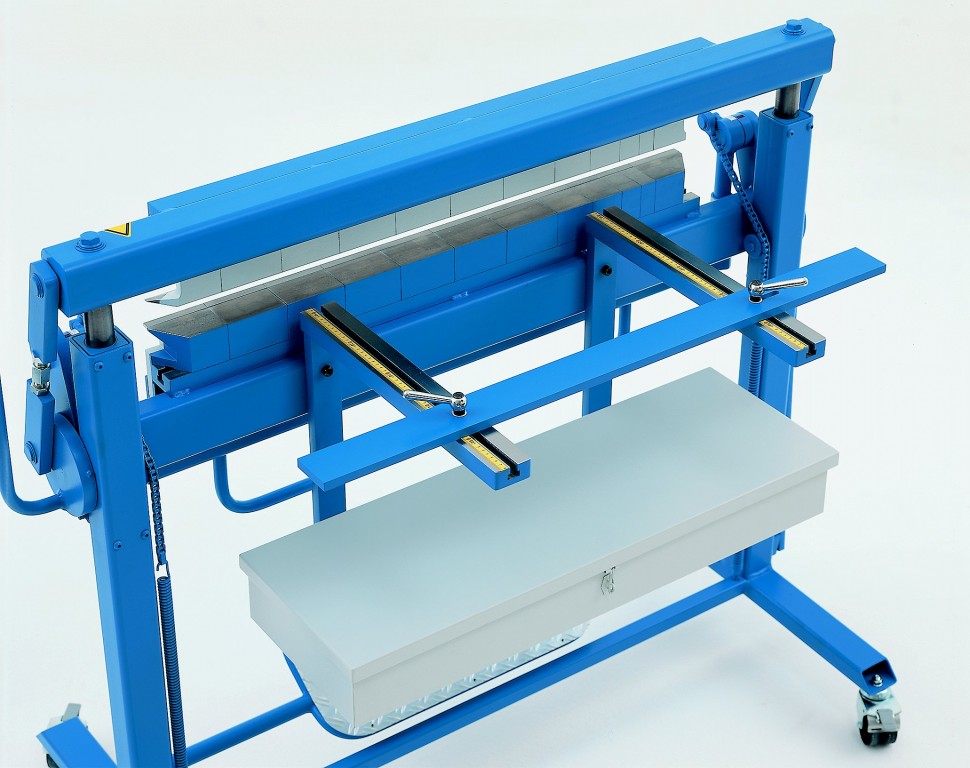
Качество поверхности, эффективность производства по сравнению с листогибочным прессом значительно улучшились, в среднем более чем на 40%.
(4) Очень гибкая обработка позволяет производить небольшие партии и многокомпонентное производство.
Уникальная технология ABA в панелегибочном станке позволяет быстро регулировать длину пресса даже во время смены краев роботом.
Это означает, что для завершения процесса складывания сначала длинного края, а затем короткого края (короткий длинный край) требуется всего 2-3 дополнительных секунды.
Также можно обрабатывать изделия, требующие частой регулировки длины пресса.
(5) Познакомьтесь с большей частью процесса, который не может быть выполнен листогибочным прессом, для разработки новых продуктов с использованием передовых технологий. Он предоставляет передовые технологические средства для разработки новых продуктов.
По сравнению с обычными гибочными станками его производительность относительно высока.
Вот пример:
На рис. 11 показан контур дверной ручки холодильника, разработанный для заказчика. Две разные формы были разработаны для выбора и оценки заказчиком.Первоначально заказчик производил аналогичный продукт на сборочной линии с пятью листогибочными станками без контроля качества. С помощью гибочного станка P4 качество продукта контролировалось, а время обработки сократилось до одной минуты.
Рисунок 11 Контур дверной ручки холодильника
(6) Целевая профессиональная конфигурация.
Панелегибочный станок имеет широкий выбор гибочных инструментов, из которых клиенты могут выбирать, и клиентам рекомендуется использовать гибочный инструмент типа тонкого красного круга для тонкой пластины в целом.
Рисунок 12 Выбор инструмента для гибки
(7) Для отраслей промышленности, в которых интенсивно используется хромомарганцевая нержавеющая сталь серии «201», этот материал характеризуется высокой твердостью и устойчивостью при изгибе. Панелегибочный станок с новой технологией компенсации свойств материала в стандартной комплектации значительно улучшил технологичность продукта и показатели успеха первой детали.
Панелегибочный станок с новой технологией компенсации свойств материала в стандартной комплектации значительно улучшил технологичность продукта и показатели успеха первой детали.
(8) Панелегибочные станки доступны в различных конфигурациях в зависимости от требований заказчика и размера инвестиций.
Панелегибочные станки
Панелегибочный станок подходит для производства профессиональной посуды для предприятий общественного питания и пищевой промышленности, духовых шкафов, кухонных систем, систем очистки (посудомоечные машины, стеклоомыватели и т. д.), холодильников, морозильных камер мгновенного действия, холодильных прилавков и морозильников, мебели из нержавеющей стали, системы кондиционирования воздуха (вытяжки, вытяжные вентиляторы и т.д.).
Он также подходит для гибки электротехнических шкафов, лифтов и лифтов.
Примеры изделий, обработанных панельогибом
Функции инструмента для гибки панелей
Стандартная ширина инструмента для панельогиба – 160 мм, а минимальное сечение в габаритных размерах – 131 см. 2 .
2 .
Этот размер является одним из лучших в области гибки панелей.
В машину встроена независимая система блокировки, которая обеспечивает гибкость в процессе гибки.
Структура, количество и обращение с гибочными инструментами в панелегибочном станке позволяют машине сгибать даже очень чувствительные поверхности материалов без царапин и вмятин.
Кроме того, процесс гибки также обеспечивает низкий износ гибочных инструментов.
Панелегиб движется вертикально по металлической панели во время процесса гибки. Кроме того, в продаже имеются панельогибочные станки, которые перемещаются вращательным образом.
В процессе гибки к панелегибу прикладывается давление 80 тонн, чтобы обеспечить ровность металлического листа и избежать вмятин при изгибе.
Система гибки панели позволяет выполнять переднюю, обратную, широкую, криволинейную и прямую гибку панели в процессе гибки!
Как показано на рисунке ниже.
ДВЕРЦА С РУЧКОЙ
Изготовлен из цельного куска. Предусматривает выполнение 8 сторон и переворачивание панели во время цикла.
Эта последняя операция может быть выполнена только на полуавтоматической машине.
Для его изготовления необходимо использовать PSA с набором инструментов и двумя лезвиями SA.
ПАНЕЛЬ ПОКРЫТИЯ
Эта панель имеет радиусные изгибы разных размеров, завершенные кромкой без защитной оболочки. Даже если поверхность имеет эффект апельсиновой корки (поэтому она очень хрупкая) и ее производство производится без использования защитной пленки, на панели не останется ни малейшего следа.
Длина 3000 мм.
ДЕМОНСТРАЦИОННАЯ ПАНЕЛЬ
Эта панель была сделана, чтобы показать возможность выполнения деталей с более чем одним отрицательным изгибом, а также возможность выполнения изгибов, которые действительно замкнуты между собой и с изгибами противоположного радиуса. Скручивание показывает способность работать очень специфическим образом.
Скручивание показывает способность работать очень специфическим образом.
Для его реализации необходимо использование стола с кистями.
РАБОЧИЙ СТОЛ
Новый рубеж в производстве рабочих столов, в частности, для сферы общественного питания. Для них характерно отсутствие углов и сварных швов. На этой панели также показана возможность реализации углов радиуса, как положительного, так и отрицательного, без необходимости сдерживания.
Могут быть изготовлены длиной до 3000 мм и высотой до 200 мм.
Для его реализации необходим вариант ВША с помощью видеокамеры и одной блейд-ША.
ЗАДНЯЯ ПАНЕЛЬ С БОЛЬШИМ ОТВЕРСТИЕМ
Нарисованное отверстие было сделано до процесса гибки и показывает критическую ситуацию обращения.
На самом деле панель следует обрабатывать рисунком вверх, а изгибы выполнять вниз.
В конце выполнения панель будет иметь четыре стороны с изгибами вниз.
ПЕРЕДНЯЯ ЧАСТЬ ДЛЯ ДУХОВКИ-ХОЛОДИЛЬНИКА
Характерный манипулятор, состоящий из вакуумных присосок, позволяет манипулировать панелью с изгибами или центральными рисунками. Производство этой панели предусматривает ее переворачивание между первой и третьей стороной, что может быть выполнено только полуавтоматическим станком.
ВЫТЯЖНОЙ ВЕНТИЛЯТОР
Панель изготавливается с фиксированным концом.Это решение позволяет исключить большую часть сварных швов, резко сократив производственный брак. Кроме того, сварка вертикальных углов больше не требует маскировки.
ДВЕРЦА С РУЧКОЙ
Показанный изгиб был выполнен в последнюю очередь с использованием PSA с двумя функциями, позволяющими выполнять изгиб с отрицательным радиусом.
ЗАЩИТА КОМПРЕССОРА
Реализация изгибов большого радиуса для этой панели точно не проблема и не требует специального инструмента. Все производится стандартными инструментами. Радиусный угол, даже если он имеет высоту 7 мм, может быть выполнен без необходимости сдерживания, и в результате не происходит деформации.
Все производится стандартными инструментами. Радиусный угол, даже если он имеет высоту 7 мм, может быть выполнен без необходимости сдерживания, и в результате не происходит деформации.
ПОВЕРХНОСТЬ ФРИТЮРНИЦЫ
Эта деталь была выполнена с использованием вертикального движения манипулятора для управления нисходящим препятствием для последнего показанного изгиба.
№
Для изготовления этой панели необходимо было установить на панельногиб PSA и зажимы для листов.
РАЗДВИЖНЫЕ ДВЕРИ
Интересные примеры, показывающие способность создавать отрицательные скрытые изгибы.
Для их выполнения необходим ВАБ.
Дверной косяк
С помощью опции «Режущий блок» можно создавать очень маленькие формы, изогнутые только с двух сторон, а затем вырезанные из соответствующего лезвия. После того, как форма вырезана, она выбрасывается внутрь бункера, расположенного со стороны машины.
«Режущий блок» является опцией PSA.
ПАНЕЛЬ
Характеристика этой панели касается нижней центральной части. Фактически, его обработка не может быть выполнена с помощью зажимов для листов.
Панелегиб система видеонаблюдения
Оператор может визуализировать то, что происходит с металлическим листом на этапе гибки с помощью видеокамеры, и он может активно вмешиваться, изменяя гибки, которые выполняет машина.
Это решение очень важно для изготовления панелей в первый раз или для выполнения изгибов на панелях из разных партий. Как только желаемый результат будет достигнут, оператор может сохранить примененный процесс, чтобы его можно было выполнить на следующих панелях для гибки. Этого не происходит, потому что использование сложных алгоритмов полезно только при наличии идеального знания материала (типа, толщины, длины), а от простого движения джойстиком.
С помощью видеокамеры можно контролировать различные упругие возвраты и таким образом получать «первый хороший кусок».
Панелегиб и листогибочный пресс
Упрощение процессов гибки
В листогибочных прессах для обработки панели часто требуется более одного человека.
Одному человеку становится трудно обращаться с изделием длиной более 1500 мм.
На самом деле детали перемещаются в процессе гибки.
В панелегибе обращение с панелью касается только ее загрузки на рабочий стол, ее вращения в стороны для гибки и выгрузки конечного продукта.
Оператор должен только загрузить металлический лист для гибки и выгрузить конечный продукт.
В случае усовершенствованного панелегиба оператор выгружает только конечный продукт.
Кроме того, традиционные системы гибки требуют, чтобы оператор запоминал последовательность гибки для выполнения. В полуавтоматическом панелегибе оператору нужно только повернуть панель в положение, требуемое станку.
Перемещение панели с помощью тормозов
Опрокидывание панели на шаровом столе панельногибочного станка
Снижение затрат на оплату труда
Для листогибочных прессов требуются квалифицированные рабочие со специальным опытом и способностью отслеживать и контролировать этапы гибки.Панельогибом может пользоваться только один человек без каких-либо специальных навыков: станок автоматически выполняет все этапы гибки. Это может привести к снижению затрат на персонал (наем неквалифицированного персонала) и повышению гибкости производства (использование машины более чем одним человеком)
Где находится рынок для панельогиба ?
Панельогиб
— это машина для автоматизированного производства, и до октября 2008 года мало кто в мире знал о существовании полуавтоматических панельогибов.
Только две компании впервые представляли свои полуавтоматические листогибочные станки на EuroBLECH.
Согласно исследованию рынка, существуют потенциальные, но неудовлетворенные потребности в области гибки листового металла.
Спрос указывает на то, что в течение многих лет процесс гибки выполнялся вручную листогибочными прессами.
Почему это потенциальная потребность?
Это потому, что никто не знает другого альтернативного решения для гибки, кроме листогибочного пресса .
До сих пор (автоматизация листогибочного пресса) эта попытка не привела к каким-либо значимым результатам.
Панелегибы подходят для следующих областей продукции
1 . Для производства нержавеющей стали
Предприятие производит или поставляет следующие виды продукции: духовки, системы для приготовления пищи (плиты, грили и др.), системы очистки (посудомоечные машины, мойки чашек и т. д.), холодильники, морозильные камеры, мебель из нержавеющей стали, системы кондиционирования воздуха, электрооборудование и аксессуары, лифты….
2 . Для других металлических листов
Компания производит и поставляет следующие виды продукции: лифты, изделия для грузовых лифтов, шкафы окрашенные, защитные двери, инженерные двери (противопожарные перегородки и др.), внутренние или внешние крышки…
Кому нужен панельогиб
- Предприятия, занимающиеся в основном производством изделий из нержавеющей стали.
- Предприятия, ориентированные на качество продукции
- Продукция мелкосерийная или на заказ.
- Компании, продукция которых сосредоточена в производстве и переработке листогибочных прессов
- Предприятия, продукция которых имеет сложные технологические процессы
Панельогиб Цена
Как мы все знаем, цена естественно отличается в зависимости от механизма продукта или производственного процесса.
Продажа панельногиба зависит не только от ценового фактора.
Продажа основывается не только на предложении продукта, но и на необходимости предоставить конкретное и жизнеспособное решение.
Решение должно включать сравнение преимуществ использования панельогиба с другими гибочными станками того же типа, всестороннее сравнение и анализ производительности, времени обработки и количества персонала.
Кроме того, если вам нужен более эффективный способ гибки ваших изделий, технология панельного станка может помочь вам в этом.
Он может реализовать процессы гибки, которые невозможны с другими листогибочными прессами.
Бессмысленно сравнивать разные товары только по цене. Если сравнение чисто по цене, то переговоры только или всегда терпят неудачу.
Топ-5 производителей панельогибочных станков
В настоящее время самые известные панельогибы включают следующие 5 марок:
- Сальванини
- Прима-сила
- РАН
- Трампф
- Амада
Заключительные мысли
Панелегибочный станок
действительно чрезвычайно продвинутый и современный гибочный станок, который полностью отделяет качество продукта от уровня квалификации рабочих и обеспечивает производство высококачественной продукции.
В то же время панельогиб значительно снижает трудоемкость рабочих.
Кроме того, он дает младшим инженерам много новых идей по дизайну и дает большие преимущества для разработки новых продуктов, так что предприятие имеет преимущество на постоянно меняющемся рынке продукции.
Изготовление прочного станка для гибки металла из 100% переработанного металла
В вашей мастерской отсутствует гибочный станок для металла? Ну тогда тебе повезло.
Если видеоплеер не работает, вы можете нажать на эту альтернативную ссылку на видео.
В вашей мастерской не хватает инструментов, например, станка для гибки металла? Тогда, вместо того, чтобы покупать серийно сделанный, почему бы не сделать его из металлолома и небольшого количества локтевого смазочного материала?
Если это звучит интересно, следуйте этому простому руководству, чтобы сделать его для себя.
Источник: Тем временем в гараже/YouTube
Как вы можете себе представить, как и в любом проекте такого рода, вам понадобятся некоторые инструменты и материалы, прежде чем вы начнете.
Необходимые материалы и снаряжение
Со всеми инструментами и материалами в руках пришло время приступить к этой эпической сборке.
Шаг 1: Очистите все металлические детали
Первый шаг — собрать вместе все ржавые или старые металлические детали, такие как шестерни и т. д. Возьмите угловую шлифовальную машину, очистите всю ржавчину и отполируйте детали, чтобы обнажить голый металл. под. Кроме того, найдите время, чтобы отрезать все выступающие части, которые не нужны, например, старые болты.
Возможно, вам будет проще смонтировать детали на токарном станке, но мы оставим это на ваше усмотрение. Как обычно, убедитесь, что вы носите защитную одежду для рук и лица, чтобы защитить вашу драгоценную кожу от летящих искр горячего металла.
Источник: Тем временем в гараже/YouTube
Шаг 2: Обработайте другие необходимые детали
Сделав это, возьмите латунные стержни, закрепите их на токарном станке и сделайте из них большие фланцы. Как и следовало ожидать, сначала сделайте отверстие во фланце с помощью направляющего отверстия, а затем постепенно расширяйте его, пока не достигнете нужного размера. Кроме того, найдите время, чтобы отполировать деталь, пока она находится в токарном станке.
Как и следовало ожидать, сначала сделайте отверстие во фланце с помощью направляющего отверстия, а затем постепенно расширяйте его, пока не достигнете нужного размера. Кроме того, найдите время, чтобы отполировать деталь, пока она находится в токарном станке.
Промойте и повторите, чтобы сделать второй скошенный фланец, как показано на видео.Размеры фаски должны соответствовать диаметру отверстия в центральном диске шестерни.
Другой фланец будет использоваться для соединения двух латунных фланцев на редукторе.
Источник: Тем временем в гараже/YouTube
Затем возьмите фланцы и отметьте несколько одинаковых точек по окружности каждого, чтобы они совпадали с монтажными отверстиями вокруг центрального диска шестерни. В данном случае их восемь.
Просверлите отверстия в этих точках, чтобы фланцы можно было прикрутить к редуктору.
Источник: Тем временем в гараже/YouTube
После этого возьмите кусок алюминиевого или стального диска и превратите его в большой скошенный диск радиусом 3 и 15/16 дюйма (10 см). Выкопайте отверстие в самом центре диска и при необходимости расширьте его.
Выкопайте отверстие в самом центре диска и при необходимости расширьте его.
Эта деталь будет размещена поверх шестерни, поэтому она должна иметь отрицательный профиль поверхности шестерни под ней, чтобы они могли сидеть заподлицо. Центральное отверстие должно быть того же размера, что и шестерня и фланцы.
Источник: Тем временем в гараже/YouTube
Обратите внимание, что эта деталь будет иметь один из трех различных диаметров, чтобы дать вам возможность выбора угла изгиба, который вы хотите, чтобы машина могла производить.
Затем возьмите еще один диск из алюминия или стали и обработайте его до радиуса 2 и 61/64 дюйма (7,5 см). Снова сделайте негатив профиля шестерни с одной стороны и просверлите отверстие в центре, чтобы оно соответствовало размерам центрального отверстия шестерни. Скос к вершине одной стороны.
Затем возьмите еще один диск из алюминия или стали и на станке сформируйте цилиндр радиусом 1 и 31/32 дюйма (5 см) с широким ободком у основания радиусом 2 и 61 /64 дюйма (7,5 см). Снова сделайте негатив профиля шестерни с одной стороны и просверлите отверстия под болты в металлических дисках, чтобы их можно было установить на главную шестерню.
Снова сделайте негатив профиля шестерни с одной стороны и просверлите отверстия под болты в металлических дисках, чтобы их можно было установить на главную шестерню.
Источник: Тем временем в гараже/YouTube
Эти детали будут устанавливаться и сниматься с металлогибочного станка по мере необходимости.Каждая будет прикреплена к главной шестерне с помощью латунных фланцев, которые вы ранее сделали.
Шаг 3: Установите обработанные детали на шестерни
С помощью только что обработанных деталей установите их на большую шестерню и проверьте, как они крепятся к шестерне, используя гайки и болты подходящего размера. Убедитесь, что вы также добавили латунные фланцы под металлическими дисками.
Источник: Тем временем в гараже/YouTube
В зависимости от размеров гаек вам может понадобиться уточнить форму латунных фланцев или даже гайки, чтобы они подходили друг другу.Для достижения наилучших результатов используйте ленточный шлифовальный станок для выполнения этой задачи.
Источник: Тем временем в гараже/YouTube
После того, как болты надежно закреплены на каждой детали, приварите их на место по мере необходимости. Это само собой разумеется, но, пожалуйста, убедитесь, что вы принимаете необходимые меры предосторожности при сварке.
Источник: Тем временем в гараже/YouTube
Эти гайки будут использоваться в качестве основных точек крепления для установки и снятия больших металлических дисков.
Шаг 4. Соберите механизм гибки
После этого следующим шагом будет поиск еще одной шестерни меньшего размера с зубьями того же размера, что и у больших шестерен.Возможно, вам придется разобрать старые части оборудования (например, двигатели), чтобы найти что-то, или, в качестве альтернативы, найти и купить что-то.
Источник: Тем временем в Гараже/YouTube
Оказавшись в руках, возьмите лист металлолома. Поместите одно из основных колес и меньшую шестерню (обе включены) на пластину, чтобы их можно было установить на нее.
Сделав это, отметьте положение их центральных отверстий и просверлите отверстия соответствующего размера в пластине. Также при необходимости закруглите углы пластины с помощью угловой шлифовальной машины и ленточной шлифовальной машины.
Источник: Тем временем в гараже/YouTube
После того, как все будет готово, поместите основной крепежный «осевой» болт для большей шестерни на место и приварите его к пластине. Сделав это, сделайте вал и монтажный фланец для меньшей шестерни и приварите их к пластине.
Вам нужно, чтобы главная шестерня и меньшая шестерня двигались свободно, так что имейте это в виду при сварке.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите меньший кусок металлолома, очистите и закруглите углы по мере необходимости.Затем просверлите отверстие на одном конце и вырежьте/прорежьте клин примерно наполовину по его длине.
Сделав это, забейте концы друг к другу, чтобы получился прямоугольный кусок металла. Эта часть будет располагаться над меньшей шестерней, которую мы ранее установили на большую металлическую пластину, и будет действовать как опора/кронштейн вала для шестерни.
Эта часть будет располагаться над меньшей шестерней, которую мы ранее установили на большую металлическую пластину, и будет действовать как опора/кронштейн вала для шестерни.
Источник: Тем временем в гараже/YouTube
При необходимости сварите соединение. Сделав это, обработайте на токарном станке более длинный цилиндр/вал из металла, чтобы он соответствовал диаметру отверстия в прямоугольном куске металла, который вы только что сделали.
Он должен будет свободно перемещаться в отверстии, поэтому убедитесь, что его диаметр немного меньше. Слегка скосите выступающий конец и снимите цилиндр с исходного блока.
Источник: Тем временем в гараже/YouTube
Сделав это, закрепите вал обратно в токарный станок, поместите маленькую шестерню на свободный конец вала и зафиксируйте ее с помощью задней бабки. Включите токарный станок и сожмите/отшлифуйте детали.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите вал и шестерню, поместите их обратно на основную металлическую пластину, а затем приварите опорную деталь вала к основанию.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите стальной стержень и обрежьте его до длины 15 и 3/4 дюйма (40 см) или около того. Затем отметьте центральную точку стержня с помощью палочки.
Скруглите углы стержня с помощью ленточной шлифовальной машины и при необходимости очистите от ржавчины. Сделав это, возьмите маленькую шестерню и узел вала, который вы создали ранее, и поместите его в центральную точку стержня.
Источник: Тем временем в гараже/YouTube
Приварите его на место, если нужно.Сделав это, замените вал и шестерню на основной узел. Штанга должна иметь возможность свободно вращаться над главными шестернями.
Шаг 5: Изготовьте ограничители стержней для гибочного станка
Затем возьмите еще несколько отрезков металлолома (один тоньше другого). Смоделируйте их на месте рядом с главной передачей, с меньшей длиной внизу и большей пластиной вверху.
Очистите всю ржавчину, закруглите углы и сформируйте более широкий кусок металла так, чтобы он располагался над зубьями главной шестерни. При необходимости вырежьте небольшой участок, чтобы приподнятая часть главной шестерни могла свободно вращаться.
При необходимости вырежьте небольшой участок, чтобы приподнятая часть главной шестерни могла свободно вращаться.
После этого приварите более тонкую часть металла к основной пластине основания. Это послужит креплением для большей пластины. Сделав это, расположите и приварите большую пластину на место.
Источник: Тем временем в гараже/YouTube
Это будет направляющая для основного металлического зажима детали. Сделав это, прикрепите другие куски металла, чтобы сформировать основной регулируемый зажим для изменения угла изгиба металла, когда машина будет готова.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите еще одну большую шестерню и еще один кусок металлолома. Расположите шестерню так, чтобы она соответствовала ширине куска металла.
Затем отрежьте металлическую полосу по размеру и просверлите два отверстия на одном ее конце. Металлическая полоса должна находиться в профилированной канавке шестерни и касаться металлической центральной втулки с широким основанием, которую вы обработали ранее.
Источник: Тем временем в гараже/YouTube
Сварите вместе шестеренку и металлический стержень.При необходимости сделайте еще один регулируемый зажим для стержня главной передачи.
Затем возьмите трубчатую сталь и разметьте отрезки, соответствующие ширине основной опорной плиты. Обрежьте трубку до нужного размера и зачистите порезы по мере необходимости.
Затем поместите детали на нижнюю сторону опорной плиты основной машины и приварите их на место.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите несколько зажимов и закрепите станок для гибки металла на краю столешницы.
Шаг 6: Обезжирьте и покрасьте детали машины
Затем возьмите растворитель, например, ацетон или обезжириватель, и при необходимости очистите все металлические детали.
Обязательно делайте это в хорошо проветриваемом помещении, надевайте перчатки и маску, чтобы не раздражать кожу и легкие.
Источник: Тем временем в гараже/YouTube
Сделав это, решите, хотите ли вы, и где, какие-либо части машины покрасить или оставить как голый металл. Заклейте любые области, которые вы не хотите красить, малярным скотчем, а затем распылите краску или раскрасьте вручную металлические детали по мере необходимости.
Заклейте любые области, которые вы не хотите красить, малярным скотчем, а затем распылите краску или раскрасьте вручную металлические детали по мере необходимости.
Источник: Тем временем в гараже/YouTube
Дайте краске полностью высохнуть и снимите малярный скотч. На этом основные компоненты этого гибочного станка «сделай сам» готовы.
Источник: Тем временем в гараже/YouTube
Шаг 7: Тест-драйв металлогибочного станка
Теперь, когда основные компоненты собраны, последний шаг — настроить металлогибочный станок и протестировать его.
Для этого прикрепите основную опорную плиту к боковой стороне верстака с помощью зажимов.Затем смажьте все движущиеся части машины по мере необходимости.
Сделав это, установите часть шестерни главной обмотки, а затем установите главную шестерню и закрепите ее на месте на оси, закрепленной на пластине, с помощью латунного фланца и монтажной гайки.
Источник: Тем временем в гараже/YouTube
Сделав это, возьмите одну из центральных металлических втулок и прикрепите ее к главной шестерне.
Источник: Тем временем в гараже/YouTube
В завершение были установлены направляющие и зажимы для опорной плиты и главной передачи.Затяните болты и гайки по мере необходимости.
Затем возьмите тестовый отрезок металла и загрузите его в станок. Теперь вы можете протестировать машину, постепенно поворачивая руль и наблюдая, как изгибается металлический стержень.
Источник: Тем временем в гараже/YouTube
Поздравляем, ваш станок для гибки металла своими руками готов и полностью функционален.
Если вам понравился этот проект «Сделай сам», вы можете подумать о том, чтобы добавить в свой инвентарь другие инструменты из «тяжелого металла».Как насчет, например, восстановления некоторых ветеранских инструментов?
Интересная инженерия является участником партнерской программы Amazon Services LLC и различных других партнерских программ, поэтому в этой статье могут быть партнерские ссылки на продукты. Переходя по ссылкам и совершая покупки на партнерских сайтах, вы не только получаете необходимые материалы, но и поддерживаете наш сайт.
(гибочный станок EMT)Инструкции по изгибу кабелепровода — электрические ссылки
Точные заглушки
Как сделать изгиб на 90° с помощью EMT,
также называется заглушкой или точной заглушкой.
Слова, которые нужно знать:
Поднимите : количество труб для изгиба.
Высота отвода вверх : расстояние от конца кабелепровода до нижней части колена 90°.
1.Определите высоту отступа/отвода вверх, для этого примера она составляет 11 дюймов (рис. 1).
2.Для этого примера будет использоваться труба 1/2″, поэтому вычтите 5″ из высоты отступа
3. Отметьте кабелепровод на высоте 5 дюймов (сделайте метку по всему кабелепроводу, чтобы ее было видно, когда она находится в трубогибе).
4. Положите трубогиб на землю так, чтобы рукоятка находилась в воздухе.
5. Вставьте трубу в трубогиб, совместив метку с точкой B на трубогибе. На трубогибе может быть стрелка или звездочка, указывающая, что метка, которая должна совпадать с точкой B на заглушке, должна быть справа от точки B (рис. 2).
На трубогибе может быть стрелка или звездочка, указывающая, что метка, которая должна совпадать с точкой B на заглушке, должна быть справа от точки B (рис. 2).
6. Поставьте ногу на задний конец трубы.
7.Поставьте другую ногу на заднюю часть трубогиба.
8.Потяните ручку назад, пока не добьетесь изгиба заглушки под углом 90°. Ручка должна находиться под углом около 30° от пола. Возможно, вам придется использовать сильное давление стопы. (Рис. 3)
С трубкой 3/4 дюйма, допускается натяжение 6 дюймов
С 1-дюймовой трубкой допускается натяжение 8-дюймовой трубы
Смещение коробки
1. Первая отметка на расстоянии 2 1/2 дюйма от конца трубы.
2. Вторая метка 2 дюйма от первой метки.
3.Поставьте трубогиб на рукоятку вверх дном, проденьте трубу через трубогиб и совместите первую отметку со стрелкой на трубогибе.
4. Поставьте ногу на пол, упираясь пальцами ног в конец бендера.
5. Закрепите трубу под плечом, теперь согните трубу вниз на 10°.
6. Сдвиньте трубу вниз до второй отметки по стрелке и Поверните трубу на 180° вверх дном, отогните трубу назад под углом 10°.
Истинные смещения
Совместите стрелку с обеих сторон крючка с направляющей и сделайте изгиб трубки под углом 45°.
Переверните трубу в трубогиб и отрегулируйте так, чтобы X совпадали с дюймовой меткой на трубогибе, соответствующей желаемой глубине смещения.
Совместите направляющую с противоположной стрелкой и сделайте второй изгиб 45°. Истинное смещение в той же плоскости будет между X и Y .
Сгибание спиной к спине
Сделайте изгиб на 90 141 X 90 142 с направляющей линией по центру любой из стрелок, расположенных сбоку от крюка. Измерьте расстояния от X до Y на трубе.
Переверните трубогиб и поместите A на трубогиб Y на трубу. Совместите направляющую линию со стрелкой, противоположной той, которая использовалась при выполнении первой заглушки, и сделайте второй изгиб.
Седлообразные изгибы
M — Средняя точка или центр готового седловидного изгиба
X — Двойной диаметр круглого предмета из C
Y — Двойной диаметр круглого предмета из C
Седловидный изгиб, шаг 1
Поместите трубу в трубогиб так, чтобы «М» на трубе находился на пазу на трубогибе, и сделайте изгиб под углом 45°.(Изгиб под углом 45° достигается, когда рукоятка трубогиба находится под прямым углом к трубе.)
Седлообразный изгиб, этап 2
Переверните трубу в трубогиб и поместите B на трубогиб в точке X на трубе. Сделайте обратный изгиб 22 1/2°. Повторите процедуру, поместив B на трубогиб в точке Y на трубу, и завершите седловину, сделав еще один изгиб 22 1/2°.
Сделайте обратный изгиб 22 1/2°. Повторите процедуру, поместив B на трубогиб в точке Y на трубу, и завершите седловину, сделав еще один изгиб 22 1/2°.
Завершенный изгиб аккуратно огибает объект
Правильное совмещение направляющей линии со стрелками на крюке гибочного станка приведет к тому, что седло будет находиться на прямой линии.
Выпрямить
Поместите ручку трубогиба на заглушку или кусок трубы, который поместится внутри, и нажмите на пол одним полным движением.
Гибка плоских стальных или алюминиевых полос на гибочных станках Stierli
Гибка плоских стержней является одним из основных применений гибочного станка Stierli. С помощью этого гидравлического гибочного станка стальные прутки можно легко и быстро согнуть.
Призма V-образного блока является стандартным инструментом наших гибочных станков.
Weitere Filme finden Sie auf unserer YouTube Videoplaylist für Flachstahl biegen
Гибка со стандартным V-образным блоком (тормозной инструмент)
В зависимости от толщины листа для гибки плоской стали с помощью быстрозажимных инструментов можно использовать V-образные блоки различных размеров.
изгиб V-блока — Размеры — Толщины листового металла:
| V-Block | Оптимальный лист толщины |
|---|---|
| MW 10 | 1-2 мм |
| мВт 18 | 2-3 ММ |
| MW 30 | |
| мВт 30 | 4-5 мм |
| MW 45 | 6-8 мм |
| MW 65 | 8-10 мм |
| MW 85 | 8-14 ММ |
| MW 125 | 15-20 мм |
| MW 160 | 20-25 мм |
| MW 200 | 25-30 мм |
| MW 240 | 30-40 мм |
МВт . … … | > более 40 мм Мы также гнем изделия с большим поперечным сечением, например, 250 x 100 мм или 500 x 60 мм |
Размер радиуса изгиба может повлиять на выбор изгиба v-блок.
Если радиус изгиба немного больше по отношению к толщине листа, необходимо использовать соответствующий V-образный блок для изгиба.
Ступенчатая гибка (листовая ступенчатая техника)
Гибка больших радиусов
Большие радиусы можно гнуть как на горизонтальной гибочной машине, так и на радиальной гибочной машине.
Горизонтальный гибочный станок:
— Использование больших гибочных V-образных блоков и большого гибочного штампа
— Формовочные инструменты
— Поэтапная гибка
(гибка несколькими небольшими сегментами, например, небольшой изгиб через каждые 20 мм)
Радиально-гибочная машина:
— Использование больших гибочных штифтов.
Гибка листового металла с помощью поворотного клинового блока
Из эстетических соображений часто желательно избегать следов изгиба и следов изгиба при гибке листового металла.