Расход цинка при горячем цинковании: Расход сырья на горячее цинкование
Расход сырья на горячее цинкование
Основным материалом, вводимым в процесс горячего цинкования, является, конечно, цинк. Средний расход цинка на одну тонну оцинкованной продукции в среднем по странам ЕС равен 75 кг. Основные данные по расходу реагентов и возникающим отходам с отклонениями от среднего даны в таблице 9.10.
Таблица 9.10. Потребляемые вещества и энергия и уровень образующихся отходов в операции цинкования.
|
Уровень потребления вещества
| |
|
Цинк
|
20 — 200 кг/т
|
|
Возвращаемый цинк (из золки)
|
0 – 15 кг/т
|
|
Энергия
|
180 – 1000 кВт-ч/т
|
|
Уровень эмиссии
| |
|
Извлекаемый газ от ванны
|
1500 – 12000 м3/т
|
|
Выделения в воздух от ванны
| |
|
Пыль
|
10 – 100 мг/м3
|
|
Цинк
|
2 – 20 мг/м3
|
|
Хлористый водород
|
1 – 2 мг/м3
|
|
Свинец
|
Не определяется
|
|
Прочее
| |
|
Гартцинк
|
5 – 30 кг/т
|
|
Продукты сгорания (NOx, CO/CO2, SO2)
|
500 – 3250 м3/т
|
|
Пыль, задерживаемая на фильтре
|
0,1 – 0,6 кг/т
|
Если рассматривать результаты, представленные в последней таблице, то поражает разброс данных, и это нужно прокомментировать. Прежде всего, величина 200 кг цинка на тонну продукции относится к цинкованию методом центрифугирования. Разброс в количестве возвращаемой золки, а также золки, образующейся на тонну продукции, обусловлен частично различиями в квалификации оцинковщиков, действующих у ванны, частично особенностями используемого флюса. Производство гартцинка также частично обусловлено качеством флюса, частично условиями созревания гартцинка, частично качеством металла самой ванны.
Прежде всего, величина 200 кг цинка на тонну продукции относится к цинкованию методом центрифугирования. Разброс в количестве возвращаемой золки, а также золки, образующейся на тонну продукции, обусловлен частично различиями в квалификации оцинковщиков, действующих у ванны, частично особенностями используемого флюса. Производство гартцинка также частично обусловлено качеством флюса, частично условиями созревания гартцинка, частично качеством металла самой ванны.
Зависимость удельного расхода цинка от качества работы оцинковщиков видно из данных, представленных (рис. 9.3) и комментариев эксперта, которые для удобства даны в вольном переводе.
Рис. 9.3. Характер изменения удельного расхода цинка в одной из американских фирм по мере введения технологических усовершенствований.
Расход цинка на тонну металла
Экспертом отмечаются следующие моменты:
- Вначале была эмпирическая технология. Никто не следил за качеством флюса (вернее, за содержанием железа в нем), поскольку сам флюс готовился на отработанной кислоте.
 Расход цинка поэтому был необычно высоким (113-115 кг/т).
Расход цинка поэтому был необычно высоким (113-115 кг/т). - Когда перешли на тройной флюс и занялись проблемой золки, ситуация нескольку улучшилась (82 кг/т).
- Переход на более низкую температуру ванны снизил расход цинка до 62-65 кг/т.
- С 1994 г. начали наводить общий порядок на производстве, в результате снизили удельный расход с 65 до 60 кг/т.
- Наконец, осуществили два крупных изменения в технологии – сначала ввели 0,1% висмута (для повышения жидкотекучести расплава), затем технологию «Технигальва» (правда, при концентрации меньшей, чем рекомендовано разработчиками технологии). В результате расход снизился до 51-52 кг/т, что находится на уровне чуть лучше, чем рекламируется западно- европейскими производителями оцинкованной продукции.
Напомним, что в Европе принята формула для расчета цинка, наносимого на изделия:
GИ = Gполн – Gгц – Gз
где GИ – количество цинка, нанесенного на изделия; Gполн — общее количество израсходованного цинка; Gгц – количество образовавшегося гартцинка, кг/т; Gз – количество собранной золки, кг/т.
В этой формуле, вообще-то говоря, у второго и третьего членов правой части уравнения должны стоять коэффициенты (0,96 для гартцинка и 0,9 для золки), но для простоты расчета эти коэффициенты убраны.
Для рассматриваемой фирмы это означает, что GИ равно 42,2 кг/т, что значительно лучше, чем в странах Западной Европы (по данным отчета по предыдущему посещению делегации из России – 45-50 кг/т). Это различие, однако, можно объяснить тем, что на данной ванне цинкуются изделия с толщиной стенки 5,6 мм (уд. поверхность 46 кв. м/т), что заметно больше, чем толщины материала обычно цинкуемых изделий (3-4 мм, уд. поверхность 85-65 кв.м/т).
Если мы прибавим достигнутые в данной фирме величины образования гартцинка и золки к европейским показателям, то получим величину 59 кг/т – величину, к которой следует стремиться в настоящее время.
Таблица 9.11 Расшифровка удельных (в процентах) и полных расходов на функционирование ванны горячего цинкования.
|
Наименование расхода
|
Тысяч долларов
|
%
|
|
Прибыль и амортизационные расходы
|
711
|
24,3
|
|
Энергия
|
209
|
7,1
|
|
Административные расходы
|
102
|
3,5
|
|
Поддержание установки в рабочем состоянии
|
100
|
3,4
|
|
Расходы на цинк
|
788,5
|
27,1
|
|
Расходы на рабочую силу
|
798
|
27,3
|
|
Расходы на реактивы
|
150
|
5,2
|
|
Затраты на переработку отработанной кислоты
|
60
|
2,1
|
Для американского предприятия дана также более детальная расшифровка расходов, которая представляет определенный интерес для нас и которая поэтому дана в таблице 9. 11 (напоминаем, что данные относятся к 1999 году, и сейчас соотношение может быть совершенно иным).
11 (напоминаем, что данные относятся к 1999 году, и сейчас соотношение может быть совершенно иным).
Необходимо прокомментировать данные этой таблицы.
- В цехе используется труд всего 22 рабочих. Средняя зарплата легко рассчитывается, она составляет 3000 долларов в месяц.
- Вызывают удивление низкие административные расходы (3,5%). Наверняка, если сравнить с нашими предприятиями, эта цифра окажется совсем другой.
- Довольно высоки расходы на реактивы, а также на утилизацию отработанной кислоты (5,2 и 2,1%, соответственно).
- Расход энергии составляет 7,1% и, по утверждению эксперта, это много. За счет увеличения изоляции на дне ванны и за счет использования более эффективных горелок, использования отработанного тепла и проведения других технических мероприятий можно снизить расход энергии с 209,2 тысяч долларов до 128,9 тысяч долларов.
Возможно Вас так же заинтересуют следующие статьи:
comments powered by HyperComments
Цинкование Горячее — Энциклопедия по машиностроению XXL
Металлизацию (термодиффузионное цинкование, горячее Цинкование, гальванопокрытия, облицовку, электролитическое осаждение) осуществляют нанесением слоя металла, анодного к металлу обеих сопрягаемых поверхностей, на все элементы соединения либо на основные его элементы, крепёжные детали и т. п. (рис. 50), а также нанесением обогащённой цинковым пигментом краски при достаточной толщине слоя (75…375 мкм). Электродный потенциал металла покрытия должен быть менее благородным, чем электродные потенциалы каждого металла пары или по крайней мере катодного металла пары.
[c.173]
п. (рис. 50), а также нанесением обогащённой цинковым пигментом краски при достаточной толщине слоя (75…375 мкм). Электродный потенциал металла покрытия должен быть менее благородным, чем электродные потенциалы каждого металла пары или по крайней мере катодного металла пары.
[c.173]
Горячее цинкование. Цинкование горячим способом осуществляется путем погружения очищенных от окислов и жировых загрязнений стальных изделий в ванну с расплавленным цинком. После извлечения изделий из ванны на их поверхности остается пленка цинка, которая в результата затвердевания образует слой плотного покрытия.
[c.221]
Цинкование горячим способом широко распространено — свыше 80% потребляемого на покрытие цинка расходуется па горячее цинкование цинкованию подвергают листовую сталь (кровельное железо), проволоку, изделия бытового назначения. Процесс заключается в выполнении подготовительных операций (травления, промывки), флюсовании и цинковании. [c.196]
[c.196]
Цветные металлы, травление 112, 113 Цинка окись, растворимость 168 Цинкование —»Горячее 1 ГГ, 132 [c.350]
В тех случаях, когда требования к конструкции или функциональные требования не допускают применения диэлектрических разделителей, ослабление или задержка контактного процесса между разнородными металлами достигается металлизацией (термодиффузионное цинкование, горячее цинкование, гальванопокрытие, облицовка), т. е. нанесением металла, анодного к металлу одной или обеих сопрягаемых поверхностей, на все элементы соединения либо на основные его элементы, крепежные детали и т. п., а также покрытием обогащенной цинковым пигментом краской при достаточной толщине слоя (75—375 мкм после сушки) (рис. 6.72). [c.146]
Лужение применяют в пищевой промышленности, в электротехнике для улучшения контактных поверхностей и для местной защиты от азотирования. Распространены два способа горячий и гальванический. Горячий способ по технологии сходен с горячим цинкованием. Горячие покрытия контролируют по внешнему виду, весу покрытия и пористости (ГОСТ 5343— 54).
[c.1347]
Горячий способ по технологии сходен с горячим цинкованием. Горячие покрытия контролируют по внешнему виду, весу покрытия и пористости (ГОСТ 5343— 54).
[c.1347]
На данном занятии учащиеся в индивидуальном порядке выполняют практическую работу по цинкованию (горячим способом и в щелочном растворе) и лужению. [c.48]
Горячий способ нанесения металлопокрытий часто используется при покрытии металлов оловом (лужение). Он проводится точно так же, как и горячее цинкование, только цинк заменяется оловом. Поэтому можно с учащимися провести наряду с цинкованием горячим путем и лужение. [c.49]
Опыты по цинкованию горячим путем, лужению, цинкованию в щелочном растворе знакомят с некоторыми способами нанесения металлопокрытий, с теоретически- [c.50]
Для обычных литейных и свинцовых медноцинковых сплавов для цинковых листов для горячего цинкования [c.384]
Горячее цинкование стальных изделий
[c. 38]
38]
| Рис. 3. Микроструктура цинкового покрытия, полученного жидким методом (горячее цинкование). Увел. 300. |
За последние годы в системах горячего водоснабжения с успехом стали применять оцинкованные и эмалированные трубы. Для защиты труб применяют горячее цинкование, которое обеспечивает создание на металле сплошного цинкового покрытия, обеспечивающего защиту металла от коррозии в жесткой воде с рН 7,0 не менее 20 лет. Существенное влияние на коррозионную стойкость такого покрытия оказывают содержащиеся в нем примеси. Легирование цинка 0,15—0,2% алюминия улучшает коррозионную и механическую стойкость такого покрытия. Кислые щелочные и умягченные воды понижают его стойкость.
[c.60]
Эмалирование, катодная защита, деаэрация и десорбционное обескислороживание воды Лакокрасочные покрытия, горячее цинкование, эмалирование, стабилизация, деаэрация, десорбционное обескислороживание воды, применение ингибиторов коррозии
[c. 93]
93]
При периодическом травлении листа перед нанесением цинкового покрытия применяется И-1-В. Его применение по сравнению с 4M уменьшает, в частности, расход цинка при горячем цинковании кровельного листа. При периодическом травлении листа применяется также С-5. [c.72]
На величину сопротивления влияет не только толщина слоя покрытия, но и род грунтовки. В отдельных случаях могут быть нанесены так-же и промежуточные слои из цинка, например методом горячего цинкования или металлизации, поскольку потенциал поверхности с покрытием при этом принимает достаточно высокое отрицательное значение [10, 11]. [c.135]
Руководство по горячему цинкованию. Лейпциг. 1970. Пер. с нем., 30 л., 3 р. 30 к. [c.232]
Для горячего цинкования применяют металлургический цинк, содержащий примерно 1,5% примесей— свинца, кадмия, железа, олова и др. [c.76]
Требования к конструкции, предназначенной для горячего цинкования, достаточно высоки. Важны не только габаритные размеры, но и масса деталей. Оба фактора должны соответствовать возможностям цинкования. При конструировании необходимо учитывать особенности, схематично показанные на рис. 87—101.
[c.77]
Важны не только габаритные размеры, но и масса деталей. Оба фактора должны соответствовать возможностям цинкования. При конструировании необходимо учитывать особенности, схематично показанные на рис. 87—101.
[c.77]
| Рис. 89. Угольник, неправильно приваренный для горячего цинкования Рис. 90. Угольник, правильно приваренный для горячего цинкования |
Рис. 93. U-образные профили, неправильно сваренные для горячего цинкования кислота может просачиваться в зазор Рис. 94. и-образные профили, правильно сваренные для горячего цинкования
[c.78]
Рис, 98. Расположение отверстий для стока расплавленного цинка на трубчатой конструкции показано стрелками Рис. 99. Правильно сваренные U-образные профили и их подготовка для горячего цинкования
[c. 80]
80]
Лакокрасочные покрытия с предварительным горячим цинкованием — ТТП 8 [c.124]
Объектом для горячего цинкования чаще всего являются нелегированные малоуглеродистые стали и чугуны. [c.125]
Если требуется дополнительная защита лакокрасочным покрытием после горячего цинкования, ее можно выполнить в соответствии с ТТП 3. [c.125]
Размеры изделий, покрываемых горячим методом, могут варьироваться в широких пределах от маленьких скрепок, обрабатываемых партиями в перфорированных корзинах, до крупных деталей и жестких секций, которые индивидуально подвешиваются в расплав. Максимальные размеры изделий ограничиваются объемом ванн, предназначенных для расплава, а также грузоподъемностью используемого оборудования. Детали длиной до 18 м можно легко обработать, погрузив их целиком, например, в установку для горячего цинкования. Детали длиной до 30 м можно погрузить сначала одним, а затем другим концом. Листы, ленты или проволоку можно обработать на автоматизированной поточной линии (часто с большой скоростью), последовательно пропуская их через ванны с травильным, флюсующим и покрывающим растворами, а после этого
[c. 69]
69]
ГОРЯЧЕЕ ЦИНКОВАНИЕ СТАЛИ [c.70]
Цинкование горячее (galvanising) — получение цинкового покрытия на железе и стали путем погружения в ванну с расплавленным цинком, [c.26]
Процессу гальванического и горячего цинкования должны npeдиJe твoвaть обезжиривание детали, промывка и сушка, трав- [c.381]
Несущую способность прессовых соединений можно повысить также металлизацией и термодиффузионным насыщением (например, горячим цинкованием), которое в отличие от гальванических покрытий не вызывает водородного охрупчивания металла. Дальнейшего повышения несущей спо-. собности можно достичь нанесением разнородных покрытий, например цинкового покрытия на одну поверхность и медного на другую. В результате взаимной диффузии атомов металлов можно ожидать образования в зоне контакта промежуточных структур более высокой прочносш, чем металлы однородных покрытий (например, сплавов типа латуней при сочетании цинкового и медного покрытий). [c.485]
[c.485]
Примером катодной защиты может служить покрытие, получаемое погружением стального листа в расплав цинка горячее цинкование) (см. разд. 13.3.3). Этот метод впервые запатентован во Франции в 1836 г. и в Англии в 1837 г. [4]. Однако имеются упоминания, что во Франции цинковые покрытия наносили на сталь еще в, 1742 г. [5]. Наложение электрического тока впервые было применено для защиты подземных сооружений в Англии и США в 1910—19J2 гг. [4]. С тех пор использование катодной защиты в этой области быстро распространялось, и в настоящее время этим методом эффективно защишают от коррозии тысячи километров подземных трубопроводов и кабелей. Катодную за- [c.216]
Получение цинковых покрытий, как погружением в расплав, так и электроосаждением, называется цинкованием. Электроосаж-денные покрытия несколько более пластичны, чем полученные из расплава последние образуют на поверхности раздела с основным металлом хрупкие интерметаллические соединения железа с цинком (слой сплава). Скорости коррозии обоих покрытий сопоставимы, и только в горячей или холодной воде [7], а также в почвах [8 ] покрытия, полученные из расплава, имеют меньшую склонность к образованию питтингов по сравнению с катаным цинком (и, вероятно, также с электроосажденным). о различие либо обусловлено значениями потенциалов образующихся интерметаллических соединений, которые способствуют протеканию равно-
[c.235]
Скорости коррозии обоих покрытий сопоставимы, и только в горячей или холодной воде [7], а также в почвах [8 ] покрытия, полученные из расплава, имеют меньшую склонность к образованию питтингов по сравнению с катаным цинком (и, вероятно, также с электроосажденным). о различие либо обусловлено значениями потенциалов образующихся интерметаллических соединений, которые способствуют протеканию равно-
[c.235]
Для цинковых листов, для медноцинковых сплавов и бронз для горячего цинкования проволоки для изготовления проволоки для шооиирования для изготовления высококачественных муфельных белил [c.384]
Для изготовления цинковых листов, в том числе для полиграфической промышленности для медноцмнковых сплавов для изготовления обычных муфельных белил для горячего цинкования стальных листов [c.384]
В присутствии ингибиторов улучшаются физико-механические свойства металлов, уменьшается количество шлама, загрязняющего поверхность, наблюдается уменьшение ее шероховатости и выравнивание микрорельефа, резко снижается новодороживание металла. В результате этого уменьшается количество брака и непроизводительный расход металла и энергии при последующих процессах обработки металла — холодной прокатке, нанесения гальванических лакокрасочных покрытий, при горячем цинковании и т. д. [52 109 127]. Появляется возможность снятия окалины со сталей (например, электротехнические стали ЭО, 300, ЭО, 400), для которых процесс кислотного травления без ингибитора совершенно неприемлем из-за неравномерного растворения поверхности металла [131]. Существенно снижается водородная хрупкость и повышается сопротивление металлов коррозионной усталости [24 39 52 58].
[c.82]
В результате этого уменьшается количество брака и непроизводительный расход металла и энергии при последующих процессах обработки металла — холодной прокатке, нанесения гальванических лакокрасочных покрытий, при горячем цинковании и т. д. [52 109 127]. Появляется возможность снятия окалины со сталей (например, электротехнические стали ЭО, 300, ЭО, 400), для которых процесс кислотного травления без ингибитора совершенно неприемлем из-за неравномерного растворения поверхности металла [131]. Существенно снижается водородная хрупкость и повышается сопротивление металлов коррозионной усталости [24 39 52 58].
[c.82]
ТТП8 распространяется на покрытия, нанесенные горячим цинкованием на изделия и заготовки из стали и чугуна. Между основным материалом и наружным цинковым покрытием образуется слой сплава цинк — железо. Горячее цинкование регламентируется стандартом ЧСН 03 8558. [c.124]
Принципы конструирования назначать только те объекты, которые пригодны для горячего цинкования проектировать конструкцию так, чтобы отдельные детали не имели полостей и перегородок, препятствующих стенанию цинка, и трудноочищаемых сварных зон если полости или трубчатые системы необходимы, они должны
[c. 125]
125]
Процесс горячего цинкования — Вестерн Технолоджис
Процесс горячего цинкования
Оцинкованная сталь используется уже более 150 лет. Горячее цинкование не только защищает металл от коррозии, но и снижает стоимость его эксплуатации. Общепринятый технологический процесс горячего цинкования, применяемый на типовых линиях горячего цинкования, состоит из следующих этапов:
Подготовка поверхности
Подготовка — важный этап в горячем оцинковании. Контроль качества обычно происходит непосредственно в процессе цинкования. Взаимодействие цинка с металлом произойдет только в том случае, если деталь очищена от загрязнений и окислов. В связи с этим технология горячего цинкования должна быть выдержана на каждом этапе. Если в химии были ошибки, они обнаружатся немедленно после извлечения детали из расплава. Плохо очищенные зоны не покроются цинком.
Подготовка происходит в три этапа:
Обезжиривание
Горячий щелочной раствор или слабо-кислый удаляют органические загрязнения: грязь, надписи, жир, масло на металлической поверхности. Эпоксидные смолы, винил, битум, сварочная окалина не удаляются в ванне обезжиривания и снимаются механическим способом: пескоструйным, или другим подобным методом.
Эпоксидные смолы, винил, битум, сварочная окалина не удаляются в ванне обезжиривания и снимаются механическим способом: пескоструйным, или другим подобным методом.
Травление
Раствор соляной кислоты при комнатной или горячий раствор серной кислоты, снимает с поверхности стали оксиды железа (ржавчину). Имеется альтернатива: перед травлением или вместо травления можно очистить стальную деталь абразивным, пескоструйным или дробеструйным методом, но данные операции ведут к повышенному расходу цинка. Исследования показали, что из-за приобретения шероховатой поверхности обработанного металла, расход цинка увеличивается до 40%.
Промывка
После травления обрабатываемая продукция промывается в воде при температуре окружающей среды для удаления с ее поверхности остатков травильного раствора и солей железа. Промывка производится путем окунания в течение нескольких минут с последующей выдержкой над ванной до полного стекания воды.
Флюсование
Сталь погружается в жидкий флюс, раствор хлорида цинка аммония и воды для предотвращения повторного окисления перед окунанием в ванну с расплавленным цинком. Во время погружения изделий в расплавленный цинк хлорид цинка аммония распадается и формирует кислоты, которые обеспечивают взаимодействие расплавленного цинка с металлургически чистой сталью. В качестве флюса использована смесь из солей хлористого аммония – Nh5Cl и хлористого цинка – ZnCl2.
Сушка
Линия горячего цинкования часто оснащается сушильной печью. Высушивание подготовленного металла очень важная часть предварительного процесса в горячем цинковании, которая происходит перед окунанием металла в ванну с цинком. После флюсования подвес с изделиями помещают на конвейер сушильной печи через дверь входа. Конвейер перемещает подвес с металлом вдоль сушильной камеры к двери выхода, по мере извлечения впереди стоящих подвесов на конвейере. В течении периода перемещения, изделия нагреваются горячим воздухом, температура которого не должна превышать 120°С. Это необходимо, что бы обеспечить высушивание металла и уменьшить тепловой удар во время погружения изделий в расплавленный цинк.
Цинкование
Здесь мы переходим собственно к процессу, который называется горячее цинкование: деталь полностью погружается в ванну с расплавом цинка с процентным содержанием не менее 98% чистого цинка при температуре 435 – 455°C. Ванна цинкования в свою очередь установлена в печь горячего цинкования. В ходе погружения цинк взаимодействует со сталью, формируя ряд цинко-железных интерметаллических слоев. Обычно верхним из них является чистый цинк. После погружения деталь медленно поднимается из расплава. Избыточный цинк скапывает или удаляется в центрифуге.
После извлечения детали, металлургическая реакция не прекращается до тех пор, пока температура не понизится до комнатной. Готовые, оцинкованные детали охлаждаются различными методами: погружением в воду, в раствор пассивации, или просто на воздухе.
Осмотр
Изучение оцинкованной поверхности не представляет затруднений. В основном обращают внимание на следующие два параметра: толщину и внешнее состояние оцинкованного покрытия. Известны физические тесты на толщину, однородность, адгезию и внешний вид.
Известны физические тесты на толщину, однородность, адгезию и внешний вид.
20 лет цинкуем вместе! — НКП «Центр по развитию цинка»
20 лет цинкуем вместе!
Юбилейный XX-ый Семинар «Цинк – защита от коррозии» прошёл 13 ноября 2019 года в рамках выставки «Металл-Экспо’2019». Работа Семинара прошла в праздничной обстановке, а выступления докладчиков были посвещены подведению итогов двадцатилетней работы НКП «Центр по развитию цинка».
В работе Семинара приняли участие 117 человек из 7 стран мира и 55 компаний.
Открыл работу Семинара генеральный директор НКП «Центр по развитию цинка» Полькин Владислав Игоревич, рассказав об истории создания Партрнёрства и представив участникам Семинара компании, решившие вступить в «Центр по развитию цинка» — АО «Конаковский завод стальных конструкций», ООО «Спецтрансмонолит-Т» и ООО «Точинвест Цинк». Затем господин Романов Александр Геннадьевич рассказал об успехах мероприятий в рамках выставки «Металл-Экспо» и о новой выставке «Металлоконструкции».
Представитель Международной цинковой Ассоциации (IZA), Мартин Ван Лювен сделал доклад о ситуации на мировом рынке цинка, особенно отметив общемировую тенденцию к росту потребления цинка. Тему, поднятую господином Ван Лювеном, продолжил начальник коммерческого отдела ПАО «Челябинский цинковый завод» Печёнкин Александр Михайлович, рассказавший о непростой ситуации с недостатком цинка на российском рынке.
Следующей важной темой Юбилейного Семинара стал вопрос о недостатках существующей нормативной документации, сдерживающих развитие отрасли горячего цинкования в России. Маскимков Сергей Матвеевич, технический директор ООО «Интерхиммет», провёл огромную работу по систематизации и сравнительному анализу иностранных и отечественных нормативных документов с точки зрения применения горячего цинкования в различных областях. Основным результатом этой работы стала констатация факта, что современная нормативная база РФ устарела, и основной «рабочий» ГОСТ 9.307-89 требует полной переработки. Именно о процессе подготовки новой редакции ГОСТа доложил Горшков Сергей, начальник отдела стандартизации ЦССМ ФГУП «ЦНИИчермет им. И.П. Бардина», так же представив слушателям календарный план работ по разработке, согласованию и оформлению проекта межгосударственного стандарта.
Именно о процессе подготовки новой редакции ГОСТа доложил Горшков Сергей, начальник отдела стандартизации ЦССМ ФГУП «ЦНИИчермет им. И.П. Бардина», так же представив слушателям календарный план работ по разработке, согласованию и оформлению проекта межгосударственного стандарта.
Представители компании Stockmeier, Константин Вялых и Andreas Wagner, рассказали об успехах их компании в области подготовки поверхности стали перед цинкованием.
Вениамин Федичкин рассказал американской компании Western Technologies, реализующей в своих линиях самые современные технологии цинкования. Особенный интерес вызвала полностью автоматическая линия цинкования арматуры.
Искучекова Наталья рассказала о разделении брендов Bisol S.P.A и Itacor, которые будут заниматься цинкованием и продажей оборудования соответственно.
Множество вопросов вызвал доклад сотрудника ФГАОУ ВО «Самарский Национальный Исследовательский Университет» Бондаревой Ольги на тему влияния никеля в расплаве цинка на толщину и структуру цинкового покрытия, который уменьшает толщину и разнотолщинность покрытия, а так же изменяет строение ζ-фазы, делая ее более плотной и однородной по толщине.
Нильс Фаулхабер, представитель компании C.H. Evensen, рассказал слушателям о различных печах для цинкования, выпускаемых на его предприятии.
Актуальную тему цинкования метизной продукции поднял Кеньщак Никита, представитель компании ООО «Метиз-НК», рассказав о новой линии по цинкованию метизов, о монтаже и процессе работы этой линии на производственных мощностях его предприятия. Особенно докладчик подчеркнул универсальность такой линии, позволяющей цинковать как метизы, так и довольно крупные детали, не требующие навески.
Активная дискуссия развернулась после доклада Сергея Мишина, исполнительного директора ООО «Точинвест-Цинк», который предложил разработать новый нормативный документ, который регулировал бы отношения между поставщиками стали (комбинатами) и оцинковщиками и выделял бы стали, предназначенные для последующего горячего цинкования в отдельную категорию. Представитель «Северстали» Игорь Плюснин ответил, что «Северсталь» со своими дилерами уже ведёт работу в этом направлении, выбирая конкретные плавки металла, которые помогают снизить расход цинка при горячем цинковании
Постоянные участники Семинаров, компания Dipl. Ing. Herwig GmbH, в лице руководителя Оливера Хервига и регионального директора Пономарёвой Натальи поздравили всех собравшихся участников и «Центр по развитию цинка» с «Новым Цинковым Годом» и Юбилеем. Тему поздравлений продолжила Катерина Лидер, представитель W.Pilling Riepe, главного производителя ванн цинкования в мире, рассказав об успехах компании на рынке СНГ за прошедшие 20 лет. Так же поздравления прозвучали от технического директора ООО «Интерхиммет» Максимкова Сергея Матвеевича.
Ing. Herwig GmbH, в лице руководителя Оливера Хервига и регионального директора Пономарёвой Натальи поздравили всех собравшихся участников и «Центр по развитию цинка» с «Новым Цинковым Годом» и Юбилеем. Тему поздравлений продолжила Катерина Лидер, представитель W.Pilling Riepe, главного производителя ванн цинкования в мире, рассказав об успехах компании на рынке СНГ за прошедшие 20 лет. Так же поздравления прозвучали от технического директора ООО «Интерхиммет» Максимкова Сергея Матвеевича.
Баровинских Алексей из УК «КТИАМ» представил доклад о выпускаемых цинковых сплавах с редкоземельными металлам.
В заключение Семинара состоялся Координационный совет по горячему цинкованию, на котором был проведён обмен данными между заводами по реальным данным по количеству оцинкованного металла и основным отраслям-потребителям оцинкованного проката и было принято решение о начале работы по внесению изменений в ГОСТ 9.307-89.
Семинар прошёл в дружеской, праздничной атмосфере. Все участники отмечали высокий уровень организации мероприятия, а так же полноту и полезность программы.
ZINGA | ПРОМЫШЛЕННЫЕ ПОКРЫТИЯ ZINGAMETALL
ZINGA — это уникальная антикоррозионная система защиты металлоконструкций и оборудования в строительной и коммунально-хозяйственной отраслях. Не имеет аналогов в мире и выпускается одним-единственным заводом-производителем, находящимся в Бельгии.
ZINGA — система тонкопленочного цинкования, исключительно эффективно защищающая черные и цветные металлы от коррозии. Представляет собой однокомпонентный жидкий состав с содержанием цинка 96% в сухой пленке, что позволяет обеспечивать катодную защиту черных металлов от коррозии. Единственное покрытие в мире, которое при нанесении его толщиной 80мкм способно обеспечить защиту на срок до 15 лет и выше.
ZINGA уникальным образом сочетает практически все достоинства горячего цинкования и при этом включает в себя простоту нанесения и удобства, свойственные лакокрасочным покрытиям. Данный способ цинкования свободен от множества недостатков, свойственных традиционным методам, и характеризуется целым рядом уникальных преимуществ.
Жидкий однокомпонентный состав ZINGA не имеет срока хранения и может быть использован спустя неограниченное время после своего выпуска при условии соблюдения герметичности упаковки.
Покрытие ZINGA не токсично и подходит даже для использования в контакте с холодной питьевой водой. Обладает универсальными защитными свойствами, позволяющими использовать его уникальные свойства практически в любой области народного хозяйства.
Используя данный материал, можно забыть о ежегодном перекрашивании и ежемесячном подкрашивании металлоконструкций в процессе эксплуатации.
Работа цинковых частиц, входящих в состав ZINGA, основана на их специальной эллиптической форме, увеличивающей площадь поверхности и тем самым способствующей улучшению электрохимических свойств за счет контакта со специальной полимерной смолой. Также это позволяет создать дополнительную защиту за счет лучшего сцепления частиц между собой.
При этом крайне высокое количество металлического цинка в пленке весьма удачно сочетается с исключительной чистотой цинковых гранул на уровне 99.
Материал обеспечивает как активную катодную гальваническую защиту, так и пассивную барьерную защиту, многократно усиливающуюся по мере исчерпания исходного количества металлического цинка и образования вследствие его расходования плотных слоев оксидов и карбонатов. При этом не происходит закупоривания металла, а скорость коррозии покрытия в среднем составляет не более трети и скорости расходования горячеоцинкованного и прочих равных условиях.
Основное преимущество ZINGA в сравнении с горячим цинкованием состоит в высокой технологичности данного материала: он способен наноситься как в полевых условиях на строительных площадках, так и непосредственно в цехах производителей металлоконструкций, что позволяет существенно снизить как производственные, так и логистические затраты.
Покрытие допустимо наносить при различных погодных условиях: высокой влажности, отрицательных температурах, сильном ветре и угрозе цунами.
Основным механизмом защиты металлических поверхностей покытием ZINGA является принцип катодной протекторной защиты за счет смещения возникающего в результате электрического контакта общего как для покрытия, так и для подложки электрохимического потенциала в сторону отрицательных значений, превышающих соответствующий равновесный потенциал для железа или стали в данных условиях.
В данном случае важно различать коррозионную стойкость и защитную способность цинковых покрытий, причем два эти свойства находятся в явном противоречии по отношении к друг другу.
Коррозионная стойкость цинкового покрытия при равномерной коррозии характеризуется скоростью уменьшения толщины покрытия в ходе растворения в коррозионной среде.
Защитная же способность покрытия характеризуется величиной смещения электрохимического потенциала в отрицательную сторону сверх равновесного значения для защищаемого металла в данных условиях. Таким образом, чем выше скорость растворения цинкового покрытия и ниже коррозионная стойкость цинкового покрытия, тем выше его защитная способность по отношению к покрываемому металлу.
Для обеспечения активной катодной протекторной защиты необходим хороший электрический контакт между цинковым покрытием и стальной подложкой, что достигается высоким значением электронной электропроводности покрытия ZINGA. Данный материал не обладает диэлектрическими свойствами и не накапливает по этой причине статическое электричество, обладая именно по этой причине важным свойством искробезопасности.
Электропроводность же покрытия ZINGA достигается, в свою очередь, за счет высокого наполнения полимерной матрицы частицами металлического цинка, находящимися между собой в постоянном контакте. Считается, что для обеспечения такого электрического контакта между цинковыми частицами в покрытии должно содержаться не менее 92% металлического цинка, а в идеале вообще как можно больше.
Таким образом максимальное увеличение содержания цинка в покрытии способствует наибольшему усилению протекторного действия и защитной способности.
Вместе с тем, повышение содержание цинка в цинксодержащем покрытии до экстремальных значений с некоторого момента носит критический характер и способно крайне негативно сказаться на механических и адгезионных свойствах материала. Именно поэтому только уникальные запатентованные нейтральные полимерные смолы, входящие в состав ZINGA способны обеспечить повышение содержания металлического цинка в сухой пленке получившегося цинкового покрытия без какого-либо ущерба для остальных свойств.
Покрытия, содержащие цинк в наиболее высоких концентрациях, обладают особым протекторным механизмом антикоррозионной защиты и по этой причине способны проявлять защитную антикоррозионную способность даже тогда, когда толщина покрытия ограничивается несколькими микронами. В частности, в России широко распространены и сертифицированы гальванические цинковые покрытия Ц6 и Ц9, толщина которых соответствует 6-ти и 9-ти микронам соответственно. То же самое относится и к термодиффузионным цинковым покрытиям, используемым для защиты резьбовых соединений и по причине наличия геометрических допусков в этом случае ограниченных по толщине несколькими микронами.
При этом никакие другие покрытия, не обладающие свойствами катодного протектора, не могут обеспечить защиту металла, будучи нанесенными малыми толщинами вследствие свойственной любым таким слоям пористости. Исследования показывают, что пористым являются любые лакокрасочные пленки толщиной менее 100 мкм.
Широко распространенные барьерные покрытия (или системы покрытий) обеспечивают лишь пассивную защиту путем отделения корродирующего металла от коррозионной среды своеобразной мембраной, роль которой выполняет образовавшаяся в результате отверждения пленка ЛКМ.
Возможен и своеобразный промежуточный вариант: цинкнаполненные краски, в которых содержание цинка бывает как правило недостаточным для проявления катодного эффекта, но которые при этом обладают заметным ингибирующим действием, способным замедлить подпленочный коррозионный процесс и предотвратить отслаивание покрытия.
Известны также двухслойные системы защиты, состоящие из цинкового первого слоя и последующего барьерного финишного слоя. Барьерный слой зачастую при этом разделяется также на два материала: промежуточныq слой и обладающий стойкостью к ультрафиолету так называемый topcoat, — в этом случае можно говорить о трехслойной системе покрытий.
В данном случае покрывной слой (или слои) защищает цинковый грунт от преждевременного разрушения, изолируя его от коррозионной среды и обеспечивая дополнительную устойчивость к химическим и механическим воздействиям.
Покрытие ZINGA является системой, обеспечивающей защиту металлической поверхности сразу по двум механизмам: протекторному и барьерному.
ZINGA обладает катодной протекторной защитой, действие которой полностью аналогично таковому у горячего, гальванического и термодиффузионного цинкования (шерардизации).
Одновременно с этим ZINGA, покрываясь в процессе эксплуатации покрытия упрочняющим слоем твердых продуктов коррозии цинка в виде оксидов, гидроксидов и карбонатов, обеспечивает надежную пассивную барьерную защиту от внешних воздействий, будучи нанесена достаточно толстым слоем.
Подобный уникальный набор свойств становится возможным по той причине, что ZINGA — это уникальный профессиональный промышленный высококачесвенный продукт, являющийся одноупаковочным полностью готовым к применению жидким составом, состоящим из сверхвысокочистого рафинированого электролитического цинка чистотой 99,995%, а также незначительного количества летучих веществ и своеобразных, полностью отсутствующих в других красках, связующих агентов.
Каждый компонент, из которого состоит ZINGA, по своему уникален и превосходит по своим характеристикам аналогичные компоненты, используемые при производстве других цинкнаполненных материалов. В частности, входящая в состав ZINGA специальная атомизированная цинковая пудра имеет особую эллиптическую форму частиц и мельчайший размер 3-5 мкм.
В частности, входящая в состав ZINGA специальная атомизированная цинковая пудра имеет особую эллиптическую форму частиц и мельчайший размер 3-5 мкм.
Согласно европейским стандартам, для обеспечения электропроводности цинкового покрытия и обретения свойств катодной защиты по всему тонкопленочному слою необходимо содержание не менее 92% сферических цинковых частиц размеров 12-15 микрон, либо 88% мельчайших частиц цинка с размером 3-5 мкм.
ZINGA же содержит свыше 96% специального высокодисперсного особо чистого цинка с содержанием самого металла 99,995%. Эти частицы отличаются особой эллиптической формой, что позволяет значительно увеличить содержание цинка в покрытии, а кроме того резко улучшает сцепление покрытия с поверхностью даже при наличии самой небольшой шероховатости.
Высокомолекулярные нейтральные органические смолы особой химической структуры и содержащий ненасыщенные углеводороды растворитель являются вторым и третьим уникальными компонентами ZINGA, наличие которых неразрывно связано с ее уникальными свойствами.
Таким образом удивительно малые размеры частиц с их особой формой, экстремально высокое содержание металлического цинка в покрытии, а также специфические запатентованные полимерные компоненты придают ZINGA способность к созданию короткозамкнутого гальванического элемента при контакте с любыми модификациями железа, — ток данного элемента способствует электрохимическому восстановлению железа и стали в коррозионной среде, обеспечивая полное прекращение процесса коррозии.
Подобный механизм защиты широко используется при горячем цинковании, что подтверждает аналогичность горячего цинкования и ZINGA и позволяет широко использовать ZINGA для замены горячего цинкования.
Экспериментально подтверждена анодность покрытия ZINGA в отношении стали в электролитических растворах, морской воде и растворах других солей, что позволяет ZINGA защищать стальную поверхность, расходуя цинк в качестве анода и обеспечивая долговременную защиту до тех пор, пока не израсходуется весь цинк.
При этом по ряду свойств металлополимерный слой ZINGA существенно отличается по параметрам в лучшую сторону от оцинковки горячим способом.
Все дело в том, что при погружении железа в расплав цинка при горячем цинковании при высоких температурах происходит ускоренная диффузия атомов железа из подложки в цинковое покрытие, благодаря чему общее содержание металлического цинка в горячеоцинкованных слоях резко снижается. Кроме того, стремясь снизить расход цинка при погружении деталей, в расплав при горячем цинковании добавляют специальные лигатуры с примесями различных металлов: свинца, никеля, алюминия, — что служит источником загрязнения цинка примесями и является причиной резкого снижения его коррозионной стойкости.
Цинковое покрытие при горячем цинковании содержит не более 80-85% металлического цинка.
Цинкование легированных сталей в Челябинске
Цинкование применяют для предотвращения возникновения продуктов окисления на металлических изделиях. Таким методом защищают различные виды черных металлов, в том числе и стали углеродистые и легированные. Проволока и крепежи обрабатывают гальваническим способом, для улучшения эксплуатационных качеств и сокращения расходов на их использование. Обработанные метизы служат дольше и надежнее. Защитные свойства цинка для металлических изделий исходят из различных электрохимических потенциалов элементов. Слой цинка, при высокой влажности, является анодом — вбирает в себя продукты окисления, оставляя метал неповрежденным.
Таким методом защищают различные виды черных металлов, в том числе и стали углеродистые и легированные. Проволока и крепежи обрабатывают гальваническим способом, для улучшения эксплуатационных качеств и сокращения расходов на их использование. Обработанные метизы служат дольше и надежнее. Защитные свойства цинка для металлических изделий исходят из различных электрохимических потенциалов элементов. Слой цинка, при высокой влажности, является анодом — вбирает в себя продукты окисления, оставляя метал неповрежденным.
Экономичный расход затрат на цинкование определяет его широкое применение для защиты от коррозии в производстве металлических изделий и конструкций.
Цинкование легированных сталей осуществляют чаще всего с помощью двух технологий — термодиффузионное и холодное цинкование. Холодное цинкование имеет ряд преимуществ — это отличные антикоррозийные свойства, дешевизна применения, экологическая безопасность и быстрота нанесения защитного покрытия.
Преимущества цинкования легированных сталей холодным методом
- более высокая устойчивость к процессам окисления;
- возможно изменение формы изделия и его последующий ремонт;
- беспрепятственная окраска изделия и возможность проведения сварочных работ.

Метод холодного цинкования легированных сталей менее требователен, чем метод горячего цинкования. Поверхность метиза не нуждается в тщательной подготовке, а сушка обработанного изделия не хлопотная. В горячем цинковании поверхности необходимы идеальные, правильной формы. Технология осуществления холодного цинкования приемлет более широкий спектр поверхностей, материалов и форм. Например, без труда можно совершить холодное цинкование метизов со швами, неровностями поверхности. Обработка резервуаров, чугунных и легированных сталей возможна с холодным цинкованием.
Метизы из легированных сталей при воздействии высоких температур поддаются колоссальной деформации, и для них метод горячего цинкования, с использованием расплавленного цинка, неприемлем. Холодное цинкование не деформирует изделия и детали, их дальнейшее использование для сборки конструкций не вызывает трудностей. Мы также можем предложить Вам услуги по цинкованию чугуна.
← Смотреть все
горячее цинкование понимают нанесение цинкового покрытия на поверхность металлических изделий преимущес
Работа добавлена на сайт samzan. ru: 2015-07-05
ru: 2015-07-05
Если у вас возникли сложности с курсовой, контрольной, дипломной, рефератом, отчетом по практике, научно-исследовательской и любой другой работой — мы готовы помочь.
Предоплата всего
от 25%
Подписываем
договор
1.1 ОСНОВЫ ПРОЦЕССА ЦИНКОВАНИЯ
Под термином «горячее цинкование» понимают нанесение цинкового покрытия на поверхность металлических изделий, преимущественно из стали, ковкого, а также серого чугуна, путем погружения изделия в расплав цинка.
Для успешного проведения процесса требуется соблюдение следующих условий. Поверхность изделия должна быть металлически чистой в момент ее контакта с цинком, что обычно достигается тщательным обезжириванием, удалением ржавчины и окалины, а также обработкой во флюсе, и для лучшего смачивания расплавом покрыта пленкой флюса. Перед погружением изделия в расплав и выгрузкой поверхность расплава должна быть очищена от окислов и других посторонних веществ.
Перед погружением изделия в расплав и выгрузкой поверхность расплава должна быть очищена от окислов и других посторонних веществ.
Производственный процесс можно разделить по времени на следующие стадии: 1) погружение изделия в расплав цинка; 2) выдержка до полного выкипания флюса и до выравнивания температуры изделия и расплава цинка; 3) выгрузка изделия из расплава цинка; 4) охлаждение изделия.
Сцепление цинкового слоя с поверхностью изделия достигается в результате диффузионного процесса между цинком и железом; покрытие обычно состоит из слоев железоцинковых сплавов и покровного слоя чистого цинка.
Производительность процесса существенно зависит от размеров, формы и материала изделия, качества его предварительной обработки, параметров цинковальной установки (размеры ванн, тепловая мощность, степень механизации) и температуры расплава цинка.
Качественные показатели оцинкованных изделий (коррозионная стойкость, прочность сцепления цинка с основой, внешний вид, износоустойчивость, толщина слоя покрытия и т. д.) зависят главным образом от температуры и времени погружения изделия в расплав, состава расплава, состава материала основы и качества предварительной и последующей обработки поверхности изделия.
д.) зависят главным образом от температуры и времени погружения изделия в расплав, состава расплава, состава материала основы и качества предварительной и последующей обработки поверхности изделия.
1.2 ТРЕБОВАНИЯ К ЦИНКУ
Сопутствующие элементы и примеси в цинке, связанные с процессом его получения, оказывают определенное влияние на толщину и качество покрытия. Предельные значения основных компонентов расплава:
-для мокрого цинкования: Zn>98,5%, Al<0,02, Fe<0,08, Cd<0,08, Al+Fe+Cd<1,5%
-для сухого цинкования: Zn>98,5%, Al<0,2, Fe<0,08, Cd<0,08, Al+Fe+Cd<1,5%.
В таблице 1.1 указан примерный состав различных видов цинка.
Черновой и рафинированный цинк являются наиболее приемлемыми для горячего цинкования с экономической и технологической стороны. Указанные виды цинка отличаются друг от друга главным образом содержанием свинца. Так как содержание свинца в черновом цинке настолько высоко, что с течением времени нерастворимая в расплаве часть свинца оседает на дно ванны цинкования, применение чернового цинка дает примерно те же результаты, что и рафинированного. Электролитный цинк почти не применяют из чисто экономических соображений, однако при использовании этого цинка можно получить покрытие с высокой способностью к деформации и в особенности к изгибу.
Так как содержание свинца в черновом цинке настолько высоко, что с течением времени нерастворимая в расплаве часть свинца оседает на дно ванны цинкования, применение чернового цинка дает примерно те же результаты, что и рафинированного. Электролитный цинк почти не применяют из чисто экономических соображений, однако при использовании этого цинка можно получить покрытие с высокой способностью к деформации и в особенности к изгибу.
Таблица 1.1 Виды цинка и их состав
Пирометаллургический цинк можно применять для горячего цинкования лишь с ограничениями. Наиболее опасно присутствие в этом виде цинка окислов и в первую очередь окиси цинка и железа. Пирометаллургический цинк применяют лишь в качестве добавки и в особенности при необходимости ввести в расплав олово с целью образования кристаллического узора и для придания покрытию блеска. Применение цинка, полученного регенерацией гартцинка, не рекомендуется, так как в этом цинке всегда содержится большой процент железа, что приводит к повторному усиленному образованию гартцинка в ванне покрытия.
1.3 ТЕОРИЯ ФОРМИРОВАНИЯ ПОКРЫТИЯ
Общие закономерности воздействия жидкого цинка на железо. Диаграмма состояния железо цинк. Взаимодействие жидкого цинка и железа протекает с образованием ряда интерметаллических фаз, в соответствии с диаграммой состояния FeZn. Наиболее полную диаграмму состояния системы железо цинк дал Шрамм.
Рисунок 1.1 Дмаграмма состояния системы Zn-Fe по Шрамму
При взаимодействии цинка с железом образуются следующие гомогенные фазы:
η-фаза, представляющая собой твердый раствор железа в цинке с содержанием < 0,02% Fe при температуре плавления цинка и < 0,008% Fe при нормальной температуре. Эта фаза соответствует образующемуся в покрытии слою чистого цинка и имеет кристаллическую пространственную гексагональную решетку с плотной упаковкой;
ξ-фаза с содержанием 66,2% Fe образует кристаллы ромбической формы (рис. 1.2, а), имеющие моноклинную пространственную решетку. Кристаллы ξ-фазы могут плавать в цинке, образуя так называемый «плавучий слой» (по Баблику), и частично переходят в расплав. Фаза устойчива до температуры 530° С;
1.2, а), имеющие моноклинную пространственную решетку. Кристаллы ξ-фазы могут плавать в цинке, образуя так называемый «плавучий слой» (по Баблику), и частично переходят в расплав. Фаза устойчива до температуры 530° С;
σ1-фаза представляет собой кристаллы с 712% Fe (рис. 1.1, 6), устойчива до 620644° С, имеет гексагональную пространственную решетку и является основной составляющей так называемого слоя сплавов в покрытии. Столбчатые кристаллы σ1-фазы образуют зону палисадов, склонную к трещинообразованию;
Γ-фаза с 2128% Fe устойчива до 668780°С и состоит из кристаллов с кубической пространственной решеткой. Слой сплава Г-фазы в покрытии обычно имеет незначительную толщину, однако оказывает существенное влияние на процесс взаимодействия жидкого цинка с железом.
Рисунок 1.2 Кристаллы ξ и σ1-фаз в цинке (по Баблику)
α-фаза образуется при насыщении железа цинком и обладает кубической пространственной решеткой. В результате равномерного перехода в железо основы и ввиду незначительной толщины эта фаза трудно определима.
В результате равномерного перехода в железо основы и ввиду незначительной толщины эта фаза трудно определима.
Процессы растворения железа жидким цинком. Образование прочно сцепленного цинкового покрытия на поверхности железа обусловлено процессом диффузионного перехода атомов железа и цинка с образованием промежуточных слоев определенного фазового состава.
При контакте изделия с расплавом цинка незначительное количество цинка диффундирует в железо, образуя α фазу; на поверхности раздела железо цинк формируется слой Г-фазы. Образование слоя фазы σ1 происходит благодаря диффузии атомов железа через Г-слой, менее богатая железом фаза ξ возникает при меньшей концентрации железа, диффундирующего через слои Г- и σ1-фаз. Толщина Г-слоя зависит от образования фаз σ1 и ξ, которые в результате перепада концентрации на границе поверхностей раздела фаз превращаются так, что Г переходит в σ1 и σ1 в ξ. Таким образом, поставка атомов железа через Г-слой обусловлена также и скоростью превращения Г-фазы в σ1-фазу. Оба рассмотренных выше процесса (диффузия и превращение фаз) определяют общую скорость растворения железа в цинке
Оба рассмотренных выше процесса (диффузия и превращение фаз) определяют общую скорость растворения железа в цинке
Таким образом, к основным факторам, характеризующим ход процесса образования слоев сплава, относятся: температура расплава цинка, время выдержки, химический состав расплава цинка, химический состав и поверхностные свойства железа основы.
Образование покровного слоя почти чистого цинка (n-фаза) происходит при выгрузке изделия из расплава цинка и кристаллизации захваченного им количества цинка. Толщина этого слоя зависит от вязкости и поверхностного натяжения расплава цинка и скорости выгрузки изделия из расплава.
1.4 ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ ВОЗДЕЙСТВИЯ ЖИДКОГО ЦИНКА НА ЖЕЛЕЗО
Влияние химического состава цинкового расплава. Влияние алюминия. Алюминий является основным легирующим элементом цинкового расплава. Давно известно, что введение незначительного количества алюминия в расплав оказывает положительное влияние на внешний вид покрытия, его прочность при механических воздействиях, а также уменьшает окисление (угар) цинкового расплава на его поверхности.
Известно также, что повышенное содержание алюминия производит обратное действие.
Рисунок 1.3 Диаграмма состояния Zn-Al.
Диаграмма состояния системы цинк алюминий показывает, что для процесса горячего цинкования характерно образование фазы α. При содержании в расплаве до 0,2% А1 образование слоев сплава в покрытии оказывается заторможенным в течение определенного времени выдержки при данной температуре. После этого так называемого инкубационного периода вновь происходит растворение и усиливается образование слоя сплавов.
Рисунок 1.4 Содержание Al в расплаве и время торможения (по Хорстману).
Время торможения зависит как от содержания алюминия в цинковом расплаве, так и от других характеристик расплава, в особенности от содержания железа (сокращение времени торможения), от температуры расплава (увеличение времени торможения), от содержания примесей в металле основы, в особенности кремния, и от движения цинкового расплава (увеличение времени торможения). С повышением содержания алюминия, как показано на рис. 1.4, а, время торможения увеличивается в параболической зависимости. На рис. 1.4, 6 показано содержание А1, потребное для получения тормозящего действия при различных температурах.
С повышением содержания алюминия, как показано на рис. 1.4, а, время торможения увеличивается в параболической зависимости. На рис. 1.4, 6 показано содержание А1, потребное для получения тормозящего действия при различных температурах.
Влияние алюминия на структуру покрытия. Тормозящее действие алюминия значительно влияет на структуру покрытия. Из рис. 1.5 видно, что с повышением количества алюминия все больше подавляется образование железоцинкового сплава.
Рисунок 1.5 Структура цинкового покрытия в зависимости от содержания Al(%) в цинковом расплаве. Время погружения 1 мин; температура 450°С;
а 0,077; б 0,125; в 0,148; г 0,169; д 0,246; е 0,275.
При содержании 0,246% А1 железоцинковый сплав уже неразличим. Разделительным слоем между железом и слоем чистого цинка служит слой железоалюминиевого сплава, состоящий из Al5Fe2, образование которого является причиной тормозящего действия. Этот слой появляется в начале процесса цинкования и препятствует проникновению жидкого цинка к железу. После определенного времени, называемого временем торможения, Al5Fe2 превращается в другие А1Fe-фазы или в фазы А1FeZn, отделяющиеся от поверхности железа, в результате чего жидкий цинк вновь реагирует с железом. Алюминий, находящийся в цинковом расплаве, влияет на свойства цинковых покрытий так же характерно, как и на их структуру.
Этот слой появляется в начале процесса цинкования и препятствует проникновению жидкого цинка к железу. После определенного времени, называемого временем торможения, Al5Fe2 превращается в другие А1Fe-фазы или в фазы А1FeZn, отделяющиеся от поверхности железа, в результате чего жидкий цинк вновь реагирует с железом. Алюминий, находящийся в цинковом расплаве, влияет на свойства цинковых покрытий так же характерно, как и на их структуру.
Влияние алюминия на внешний вид покрытия. Алюминий способствует получению блестящей поверхности с тонким узором кристаллизации («мороз») при содержании его в пределах от 0,005 до 0,05%-При более высоком содержании возникает опасность повышенного образования окислов.
Влияние алюминия на способность покрытия к деформации. Цинковые покрытия большой толщины и с полностью сформировавшимися слоями сплавов трудно деформируются. Путем введения алюминия можно получить тонкие покрытия со слоем сплавов незначительной толщины, в результате чего повышается способность покрытия к деформации. Это достигается при содержании в расплаве цинка до 0,3% алюминия.
Это достигается при содержании в расплаве цинка до 0,3% алюминия.
Влияние алюминия на коррозионную устойчивость покрытия. Алюминий повышает склонность покрытия к образованию белой ржавчины и снижает коррозионную стойкость покрытия в атмосфере при содержании до 0,3% А1; при больших количествах алюминия коррозионная стойкость повышается.
Влияние железа. Железо растворяется в цинке в количестве до 0,02% при 450° С. В этих пределах не обнаружено его влияния на структуру и свойства покрытия. При содержании в цинке >0,02% Fe избыточное количество вступает в соединение с цинком в соответствии с диаграммой состояния, образуя фазы Г, σ1 и ξ. В расплаве цинка содержатся в виде взвесей преимущественно фазы ξ(FeZn13) и σ1 (FeZn7), которые образуют кристаллы (гартцинк). Внедрение кристаллов гартцинка в покрытие ухудшает его внешний вид, прочность сцепления и коррозионную стойкость, а также приводит к неоднородному составу и неравномерной толщине покрытия. В связи с этим особенно важно не допускать образования гартцинка в цинковом расплаве.
В связи с этим особенно важно не допускать образования гартцинка в цинковом расплаве.
Влияние свинца. Растворимость свинца в цинке составляет ~ 1 % при 450° С. Добавление >1% Рb приводит к выпадению свинца на дно ванны вследствие его большей плотности. Это обстоятельство используют на практике для защиты дна ванны от разъедания цинком. Не следует допускать появления на поверхности цинкового расплава >1% Рb, что может быть вызвано сильным перемешиванием, так как свинец повышает вязкость цинка и приводит тем самым к увеличению толщины слоя чистого цинка в покрытии. Это ухудшает внешний вид, прочность сцепления и деформируемость покрытия. На образование слоя железоцинкового сплава свинец не влияет.
Влияние кадмия. Кадмий является родственным цинку элементом; при 450°С отмечается его 100%-ная растворимость. Так же, как и свинец, он сопутствует цинку в металлургических процессах. Кадмий влияет на воздействие цинка на железо, причем с увеличением содержания кадмия в расплаве ускоряется растворение железа и расширяется область температур, характеризующаяся линейной зависимостью скорости растворения от времени. На рис. 1.6, а показано влияние кадмия на потери железа в цинке, а также сдвиг максимума растворения в область более низких температур (470°С при 10% Cd). Все это является причиной наблюдаемого на практике повышенного износа стенок ванны цинкования при введении кадмия, а также усиленного образования гартцинка. На структуру самого слоя сплава кадмий влияния не оказывает. Наличие алюминия в расплаве цинка ограничивает влияние кадмия на процесс взаимодействия цинка с железом. Кадмий снижает вязкость расплава цинка, а также несколько уменьшает деформируемость покрытия. Кроме того, он увеличивает стойкость покрытий против образования «белой ржавчины» и улучшает тем самым их коррозионную стойкость.
На рис. 1.6, а показано влияние кадмия на потери железа в цинке, а также сдвиг максимума растворения в область более низких температур (470°С при 10% Cd). Все это является причиной наблюдаемого на практике повышенного износа стенок ванны цинкования при введении кадмия, а также усиленного образования гартцинка. На структуру самого слоя сплава кадмий влияния не оказывает. Наличие алюминия в расплаве цинка ограничивает влияние кадмия на процесс взаимодействия цинка с железом. Кадмий снижает вязкость расплава цинка, а также несколько уменьшает деформируемость покрытия. Кроме того, он увеличивает стойкость покрытий против образования «белой ржавчины» и улучшает тем самым их коррозионную стойкость.
Работать с расплавом, содержащим >0,2 Cd, не рекомендуется.
Влияние олова. При 450° С олово растворяется в цинке на 100%. На практике издавна вводили олово в расплав цинка для улучшения внешнего вида оцинкованных изделий. С повышением содержания олова усиливается воздействие жидкого цинка на железо. Так же, как и при введении кадмия, правда несколько умереннее, расширяется и сдвигается к более низким значениям зона температур действия линейного закона.
Так же, как и при введении кадмия, правда несколько умереннее, расширяется и сдвигается к более низким значениям зона температур действия линейного закона.
Рисунок 1.6 Влияние кадмия (а) и олова (б) на потери железа в зависимости от температуры (по Хорстману).
При 10% олова максимум растворения приходится на 490о С (рис. 1.6,б). Олово и алюминий при одновременном присутствии в расплаве цинка положительно влияют, например, на образование блестящего покрытия и взаимно подавляют свои отрицательные свойства. В известной мере олово уменьшает прочность сцепления и деформируемость покрытия.
На практике олово применяют прежде всего при цинковании листов и посуды, причем его должно быть в расплаве цинка 1 %.
Влияние сурьмы. Растворимость сурьмы в цинке составляет при 450°С ~8%. Введение сурьмы расширяет температурную область линейного закона воздействия и сдвигает пик растворимости железа к более высоким температурам. При 5% Sb этот максимум образуется при 515° С. Поскольку сурьма ухудшает деформируемость покрытий и не оказывает какого-либо особо положительного влияния, то в практических условиях содержание ее в расплаве цинка не должно превышать 0,1%.
Поскольку сурьма ухудшает деформируемость покрытий и не оказывает какого-либо особо положительного влияния, то в практических условиях содержание ее в расплаве цинка не должно превышать 0,1%.
Влияние меди. Медь не оказывает никакого влияния на структуру и толщину слоев железоцинкового сплава. Напротив, деформируемость, сцепляемость и внешний вид покрытия несколько ухудшаются. Однако коррозионная стойкость покрытия при введении 0,8 1 % Си увеличивается на ~40%.
Влияние других элементов. Себисти и Паль-мер провели исследования по введению в расплав цинка таких элементов, как хром, кобальт, литий, магний, марганец, никель, кремний, серебро, торий, титан, уран, ванадий и цирконий в присутствии алюминия и без него. Получены данные об усилении образования сплава при введении серебра и о получении более тонких покрытий благодаря уменьшению толщины слоя сплава при введении в расплав хрома, марганца, никеля, титана и ванадия.
Влияние химического состава материала основы.
Влияние углерода. Углерод, являющийся основным легирующим элементом сплавов на основе железа и одним из компонентов стали, оказывает значительное влияние на растворение железа жидким цинком.
Хорстман в результате обширных исследований установил временную и температурную зависимости степени растворения от содержания углерода и структуры металла. Наличие углерода в металле интенсифицирует процесс растворения. Степень ускорения зависит прежде всего от содержания углерода и структуры металла основы, в особенности от формы, в которой углерод присутствует в характерной структуре. Такие структурные составляющие, как пластинчатый перлит, зернистый перлит и троостит, полученный при отпуске после закалки на мартенсит, оказывают различное воздействие на процесс растворения. В области параболической временной зависимости пластинчатый перлит значительно ускоряет растворение при содержании углерода до 0,88% (скорость коррозии в шесть раз выше, чем у стали с 0,02%С), а затем вновь снижает его. При зернистом перлите ускорение коррозии также значительно, но все же меньше, чем при пластинчатом перлите (при 0,88% С в 4 раза больше, чем у стали с 0,02% С). Коррозия при зернистом перлите увеличивается до 1,4% С, а затем снова уменьшается. Коррозия троостита лишь немного сильнее, чем у чистого железа. В области линейной зависимости различные виды структуры также по-разному влияют на изменение температурных границ этой области.
При зернистом перлите ускорение коррозии также значительно, но все же меньше, чем при пластинчатом перлите (при 0,88% С в 4 раза больше, чем у стали с 0,02% С). Коррозия при зернистом перлите увеличивается до 1,4% С, а затем снова уменьшается. Коррозия троостита лишь немного сильнее, чем у чистого железа. В области линейной зависимости различные виды структуры также по-разному влияют на изменение температурных границ этой области.
Рисунок 1.7 Потери железа по линейному временному закону в зависимости от содержания углерода т структуры металла (по Хорстману):
а пластинчатый перлит; б зернистый перлит; в тростит.
На рис. 1.7 можно видеть влияние вида структуры и содержания углерода на потери железа при линейной зависимости скорости коррозии от температуры. Для отдельных видов структуры имеются следующие данные: пластинчатый перлит расширяет область температур линейной зависимости при содержании углерода до 0,09%, а затем сужает ее; повышает скорость коррозии при содержании углерода до 0,88% в два раза по сравнению с чистым железом; зернистый перлит расширяет температурную область действия линейной зависимости при содержании углерода до 0,9%, после чего ширина области постоянна; наблюдается непрерывное усиление коррозии с повышением содержания углерода, однако при 2,08% С коррозия вновь падает до уровня мягкого железа; троостит не дает расширения температурной области линейной зависимости, коррозия при 2,08% С в 2 раза больше, чем у чистого железа.
Влияние содержания углерода в металле основы на толщину цинкового покрытия меньше, чем влияние его на коррозию железа в жидком цинке. Согласно Редекеру, Ханкелю и Фрие, толщина покрытия у углеродистых сталей (>0,15% С) увеличивается только на 10% по сравнению с мягкими сталями с <0,1% С.
Влияние кремния. Кремний, как сопутствующий элемент в стали, играет определенную роль в горячем цинковании стальных изделий, поскольку он является составной частью обоих основных видов обычной конструкционной стали, спокойной (>0,1% Si) и кипящей (<0,1% Si).
Влияние содержания кремния на коррозию железа жидким цинком изучалось в течение длительного времени, но полной картины явления пока не имеется. Согласно Хорстману, при содержании кремния до 1,5% коррозия усиливается. Это усиление в параболической области незначительно (1020%), а в линейной области (при 500° С) особенно сильно. На рис. 1.8 очень отчетливо видна эта закономерность.
1.8 очень отчетливо видна эта закономерность.
Изменение температурных областей обоих видов коррозии в зависимости от содержания кремния показано на рис. Уже при низком содержании кремний вызывает быстрое снижение температуры, при которой начинается коррозия по линейному закону. При 1,5% Si коррозия по линейной зависимости начинается непосредственно у точки плавления цинка. Вследствие этого материал ванн цинкования (лист и электроды для сварки) должен содержать <0,02% Si.
Рисунок 1.8 Потери железа по линейному временному закону в зависимости от содержания кремния (по Хортсману).
При >1,5% Si коррозия ослабевает и область линейной зависимости расширяется: свыше 2,86% Si процесс коррозии протекает по параболическому закону. Однако последняя область мало интересна с практической точки зрения, так как материал цинкуемых изделий редко имеет такое высокое количество кремния (рис. 1.9, в). На рис. 1.9,аж показано влияние кремния на структуру покрытия при температуре 450° С и времени погружения 13 мин. На расположение слоев Г-, σ1-и ξ-фаз в области параболической зависимости Si влияния не оказывает. Также и здесь диффузия в Г-слое определяет скорость растворения железа.
На расположение слоев Г-, σ1-и ξ-фаз в области параболической зависимости Si влияния не оказывает. Также и здесь диффузия в Г-слое определяет скорость растворения железа.
Влияние кремния на толщину цинкового покрытия полностью не выявлено. Редекер, Ханкель и Фрие утверждают, что толщина покрытия не увеличивается с повышением количества кремния, напротив, на спокойных сталях (содержащих кремний) образуется при одинаковых технологических условиях более тонкое покрытие, чем на кипящих сталях. Однако другие исследователи не приходят к подобному выводу. Санделен считает, что при кратковременном погружении (<3 мин) при 0,2 0,3% Si образуется покрытие минимальной толщины, а при 0,050,1 или при >0,3 Si максимальной. Другие исследователи пока не подтверждают этих данных. Необходимы дальнейшие исследования для определения общих закономерностей влияния содержания кремния в железе на толщину цинковых покрытий, которые будут пригодны для практических целей.
Влияние марганца. Марганец, содержащийся в стали в количестве 0,31,8%, влияет незначительно на коррозию железа в жидком цинке. При практически возможном содержании марганца до 2% температурная область растворения по линейной зависимости сужается.
Марганец, содержащийся в стали в количестве 0,31,8%, влияет незначительно на коррозию железа в жидком цинке. При практически возможном содержании марганца до 2% температурная область растворения по линейной зависимости сужается.
Влияние фосфора и серы. В незначительных количествах фосфор и сера постоянно сопутствуют железу. Присутствие серы в допустимых для стали пределах (<0,04%) несколько усиливает коррозию железа жидким цинком; действие фосфора при содержании его в стали до 0,1 % сильнее почти на 30%.
Фосфор и сера с увеличением содержания их в стали вызывают расширение температурной области коррозии по линейному закону. Фосфор способствует большему расширению области, нежели сера.
Влияние водорода. Водород сам по себе не оказывает какого-либо заметного влияния на коррозию, однако наличие его на поверхности металла основы приводит к усилению коррозии вследствие разрыхления по верхности. Поэтому необходимо избегать перетрава, который приводит к обогащению поверхности водородом.
Влияние алюминия. При получении нестареющей стали вводят алюминий вместо кремния в количестве меньше 0,1% для успокоения стали при ее разливке. В таком количестве он не оказывает существенного влияния на коррозию железа в жидком цинке. Лишь при высоком (~5%) содержании алюминия уменьшается скорость растворения. Алюминий несколько сдвигает начало области линейной зависимости к более низким температурам.
Рисунок 1.9 Влияние содержания кремния на структуру покрытия при 450°С и продолжительности погружения:
а 3 мин, 0,2% Si; б 3 мин, 0,94% Si; в 3 мин, 4,86% Si; г 3 мин, 0,02% Si; д 3 мин, 0,12% Si; е 6 мин, 0,12% Si; ж 6 мин, 0,36% Si.
Влияние титана, хрома и никеля. Эти элементы являются прежде всего компонентами легированных сталей, из которых изготовляют ванны цинкования. С их помощью пытались повысить срок службы, но безуспешно, так как все эти элементы способствуют усилению коррозии. Хорстман утверждает, что при 450° С 5% Ti повышают скорость коррозии стали в цинке в 2,5 раза, 5% Сг в 2 раза и 3% Ni в 4 раза. С повышением содержания этих элементов сильно расширяется температурная область линейной зависимости, этим объясняется недостаточное сопротивление легированных сталей коррозии в цинке.
С повышением содержания этих элементов сильно расширяется температурная область линейной зависимости, этим объясняется недостаточное сопротивление легированных сталей коррозии в цинке.
Влияние предварительной обработки. Химические способы предварительной обработки. При травлении в соляной кислоте железа со ржавчиной и окалиной на поверхности протекают следующие химические реакции:
FeO+2HCI=FeCI2+h3O
Fe+2HCI=FeCI2+h3
Fe2O4+8HCI=FeCI2+2FeCI3+h3O
Fe2O3+6HCI=2FeCI3+3h3O
Следовательно, в результате реакций травления образуются FeCl3, FeCl2, Н20 и Н2. Часть FeCl2 остается на поверхности изделия при выгрузке его из кислоты. При недостаточно хорошей промывке изделия определенная часть FeCl2 остается на изделии и вносится в цинковый расплав. В жидком цинке атомы железа вступают в реакцию с цинком и образуют отдельные железоцинковые кристаллы, главным образом ξ-фазы. Эти кристаллы плавают в жидком цинке в виде гартцинка и либо опускаются на дно ванны цинкования, либо пристают к поверхности изделий, образуя шероховатости, ухудшающие внешний вид покрытия.
Ориентировочно можно считать, что 1 г прореагировавшего железа переводит в гартцинк 2025 г цинка. Дополнительное образование гартцинка вследствие перехода железа в расплав при недостаточной промывке после травления в кислоте нежелательно с точки зрения ухудшения качества покрытия и вследствие повышенного расхода цинка.
При слишком длительном травлении изделия водород диффундирует в решетку металла основы. При цинковании этот водород вызывает образование пузырей и уменьшает прочность сцепления покрытия.
Влияние механических способов подготовки поверхности. При наличии сильной ржавчины или окалины или изъязвлении поверхности изделия применяют дробеструйную обработку.
Глубина шероховатости и средняя шероховатость поверхности изделия после дробеструйной обработки в 34 раза больше, чем у поверхностей, протравленных в НС1. Повышенная глубина шероховатости приводит к образованию неравномерного покрытия и к увеличению его толщины.
На рис. 30 дана схема образования структуры покрытия на впадинах и выступах дробеструенной поверхности. На выпуклых местах происходит сильный рост ξ-кристаллов, так называемое «образование бороды», а на вогнутых местах появляется слой σ1-фазы значительной толщины. Неравномерный рост слоев покрытия создает шероховатый матовый внешний вид покрытия. На выступах сила сцепления покрытия больше, вероятно, в результате образования «бороды».
На выпуклых местах происходит сильный рост ξ-кристаллов, так называемое «образование бороды», а на вогнутых местах появляется слой σ1-фазы значительной толщины. Неравномерный рост слоев покрытия создает шероховатый матовый внешний вид покрытия. На выступах сила сцепления покрытия больше, вероятно, в результате образования «бороды».
Рисунок 2.10 Схема структуры покрытия на выпуклых и вогнутых местах дробеструенной поверхности (по Баблику).
Баблик доказал, что при более длительном времени погружения (>10 мин) происходит выравнивание поверхности металла основы, однако существенного влияния на равномерность структуры покрытия это не оказывает. В результате повышение толщины покрытия после дробеструйной обработки по сравнению с толщиной покрытия изделий, протравленных в НС1, составляет 2030%. Дробеструйная обработка поверхности изделий, подлежащих горячему цинкованию, рекомендуется в тех случаях, когда необходимо получить толстые покрытия с высокой прочностью сцепления.
Управление процессом кристаллизации покрытия. Кристаллический узор (мороз, блестки, цветы) улучшает товарный вид оцинкованных изделий, однако в тех случаях, когда на оцинкованную поверхность наносят лакокрасочное покрытие, необходимо предотвратить образование узора, так как кристаллы нарушают равномерность и внешний вид покровного слоя.
Величина кристаллов цинка зависит от числа одновременно образующихся зародышей кристаллизации. Этими зародышами служат различного рода загрязнения цинка металлургического происхождения. Кроме того, роль зародышей могут выполнять кристаллы свинца и висмута, т. е. таких металлов, которые обладают достаточной растворимостью в расплавленном цинке, но нерастворимы в твердом цинке. В процессе кристаллизации участвуют также такие металлы, как олово, алюминий, Медь, сурьма, хорошо растворимые в жидком и в твердом цинке. Для образования крупных кристаллов в расплаве цинка должно содержаться >0,2% РЬ и >0,1 Sn.
При кристаллизации цинка, не содержащего примесей, происходит одновременно массовое образование зародышей кристаллизации. Наличие примесей приводит к возникновению немногих далеко отстоящих друг от друга центров кристаллизации и к образованию крупных кристаллов цинка.
Наличие примесей приводит к возникновению немногих далеко отстоящих друг от друга центров кристаллизации и к образованию крупных кристаллов цинка.
Для уничтожения крупнокристаллического узора рекомендуется в первую очередь быстрое охлаждение изделия непосредственно после цинкования, например путем замочки в воде с температурой ~80°С, для ускорения процесса кристаллизации. В этом случае кристаллы растут лишь до величины, неразличимой невооруженным глазом.
При цинковании широкой полосы мелкие кристаллы можно получить путем обдувки полосы, выходящей из цинкового расплава, паром или воздухом и последующей дрессировкой в гладких или шероховатых валках.
Покрытие с дендритной структурой («борода», «метла»). При определенных условиях образуются слои железоцинкового сплава с грубой дендритной структурой, характеризуемой неравномерным распределением больших кристаллов ξ-фазы, включенных в цинк. Образованию дендритной структуры способствуют следующие особенности состояния поверхности изделия, подлежащего цинкованию: резкое изменение формы, например на краях, значительная шероховатость с частой сменой выступов и впадин (рис. 2,10), пластическая деформация (наклеп), например у накатанной резьбы. Дендритная структура повышает прочность сцепления покрытия, но ухудшает его внешний вид.
2,10), пластическая деформация (наклеп), например у накатанной резьбы. Дендритная структура повышает прочность сцепления покрытия, но ухудшает его внешний вид.
2. СПОСОБЫ ГОРЯЧЕГО ЦИНКОВАНИЯ
2.1 ОСНОВНЫЕ СВЕДЕНИЯ
Предварительно обработанный, металлически чистый материал, подлежащий горячему цинкованию, погружают в расплав цинка. При «мокром» цинковании это погружение производят через покров флюса, а при «сухом» после обработки во флюсе и сушки; изделия можно подавать поштучно или непрерывно. В зависимости от формы, количества и размеров деталей процессы цинкования ведут либо вручную, при помощи соответствующих приспособлений, либо механизированным способом, либо автоматически. Для закрепления деталей на транспортирующих траверсах служат цепи или железные крюки-подвески (проволочные канаты для этой цели непригодны), которые во время процесса цинкования погружаются в расплав и цинкуются. Погружение подвесных приспособлений в травильный раствор не рекомендуется, так как отложившийся на них цинк оказывает вредное воздействие на процесс травления; поэтому для предварительной обработки и цинкования стремятся применять разные подвески. В том случае, когда подвески используют для предварительной обработки, и для процесса цинкования, эти приспособления после цинкования, перед повторным применением в процессе предварительной обработки, должны быть протравлены для удаления цинка. Травление подвесок производят в отдельной емкости с отработанной кислотой. Масса подвесок, погружаемых в расплав цинка, должна быть по возможности наименьшей во избежание тепловых потерь и бесполезного расхода цинка.
Погружение подвесных приспособлений в травильный раствор не рекомендуется, так как отложившийся на них цинк оказывает вредное воздействие на процесс травления; поэтому для предварительной обработки и цинкования стремятся применять разные подвески. В том случае, когда подвески используют для предварительной обработки, и для процесса цинкования, эти приспособления после цинкования, перед повторным применением в процессе предварительной обработки, должны быть протравлены для удаления цинка. Травление подвесок производят в отдельной емкости с отработанной кислотой. Масса подвесок, погружаемых в расплав цинка, должна быть по возможности наименьшей во избежание тепловых потерь и бесполезного расхода цинка.
Вновь изготовленные подвески должны быть очищены и оцинкованы, чтобы предотвратить повышенный угар цинка.
Перед погружением изделия в цинковый расплав поверхность расплава следует очистить от золы, изгари, окислов и прочих загрязнений. Время погружения должно быть минимальным. При погружении необходимо обеспечить беспрепятственное введение изделия в расплав с безостаточным вытеснением воздуха из полостей и обеспечением всестороннего проникновения жидкого цинка.
Время погружения должно быть минимальным. При погружении необходимо обеспечить беспрепятственное введение изделия в расплав с безостаточным вытеснением воздуха из полостей и обеспечением всестороннего проникновения жидкого цинка.
Время выдержки изделия в расплаве должно быть по возможности минимальным с целью воспрепятствовать росту хрупких слоев железоцинковых сплавов и увеличению толщины цинкового покрытия.
Продолжительность выдержки в расплаве включает время, необходимое для нагрева изделия до температуры расплава и для выкипания флюса; окончание выдержки производится по прекращении бурления цинка. Время выдержки зависит главным образом от массы цинкуемого изделия, его формы и количества флюса на поверхности.
Во время цинкования детали необходимо перемещать с целью облегчения удаления воздуха, остатков флюса, а также для обеспечения всестороннего проникновения жидкого цинка. Перед выгрузкой оцинкован ных деталей необходимо очистить поверхность расплава от изгари, окислов и т. п.
п.
Толщина и равномерность цинкового покрытия во многом зависят от условий выгрузки изделий. Вследствие слишком быстрой выгрузки могут образоваться толстые неравномерные слои покрытия.
Скорость выгрузки в значительной мере зависит от вида цинкуемого материала и от времени, необходимого для того, чтобы расплав цинка мог стечь. Желательно, чтобы струи стекающего цинка не прерывались до достижения поверхности цинкового расплава. После цинкования изделия охлаждают. Массивные детали обладают значительной теплоемкостью, в результате чего после выгрузки изделий продолжается процесс диффузии железа в цинк. В этом случае слой сплава проникает к поверхности слоя чистого цинка и на блестящей поверхности образуются тускло-серые пятна. Путем резкого охлаждения (обдувкой холодным воздухом) можно избежать этих явлений.
Охлаждение можно производить в воде при 80 90°С, причем если детали должны сохранить блеск, то в воду добавляют масло или жидкое мыло. Быстрое охлаждение цинкового покрытия от температуры расплава цинка до 90°С дает мелкокристаллическую структуру и препятствует появлению кристаллического узора, в результате чего образуется серебристая поверхность.
Быстрое охлаждение цинкового покрытия от температуры расплава цинка до 90°С дает мелкокристаллическую структуру и препятствует появлению кристаллического узора, в результате чего образуется серебристая поверхность.
Оцинкованные детали следует быстро удалять из отделения цинкования, особенно в тех случаях, когда травильное отделение и отделение цинкования расположены в одном помещении. В противном случае высокая влажность воздуха и наличие хлора в атмосфере помещения могут вызвать коррозию цинковых покрытий.
При складском хранении детали должны иметь свободный доступ воздуха со всех сторон, так как при падении температуры ниже точки росы начинается конденсация влаги, что приводит к образованию на поверхности цинка белых продуктов коррозии («белая ржавчина»).
2.2 СПОСОБЫ ЦИНКОВАНИЯ
В зависимости от вида и состояния флюса, а также состояния поверхности изделия при погружении его в расплав цинка (влажная или сухая) различают два основных способа горячего цинкования, «мокрый» и «сухой».
Выбор способа цинкования зависит от вида цинкуемого изделия, требований к цинковому покрытию в зависимости от его толщины и пластичности и определяется содержанием алюминия, вводимого в цинковый расплав. Мокрый способ применяют преимущественно для цинкования посуды и других штучных изделий, сухой главным образом для цинкования стальных конструкций, крупногабаритных деталей, а также для непрерывного цинкования.
Крупногабаритные детали после травления обсыпают хлористым аммонием, обдувают горячим воздухом или просушивают над расплавом цинка, после чего цинкуют. Конечно, такой способ неэкономичен (большая затрата времени и повышенное выпадение гартцинка), кроме того, не исключается брак цинкования (непокрытые места, включения флюса и т. п.).
Выбор поштучного или непрерывного способа горячего цинкования обусловлен главным образом видом цинкуемого изделия, количеством и номенклатурой типовых изделий, которые могут быть оцинкованы на одних и тех же приспособлениях в механизированной установке или в поточной линии, а также экономическими расчетами. Даны технологические схемы операций цинкования по «мокрому» и «сухому» способам.
Даны технологические схемы операций цинкования по «мокрому» и «сухому» способам.
Цинкование нашатырным («мокрым») способом (рис. 2.1, а). При этом способе часть поверхности расплава отделена профилированной рамой (так называемая флюсовая коробка), в которой поверхность цинка покрыта флюсом смесью хлоридов цинка и аммония с добавкой пенообразователя (обычно глицерин). Вспенивание флюса ограничивает теплопередачу от расплава цинка к флюсу и тем самым значительно сокращает выпаривание флюса.
Изделие, поступающее из промывной ванны или ванны хранения, погружают во влажном виде в расплав цинка через покров флюса, поворачивают в расплаве цинка под флюсовой коробкой и, минуя эту коробку, подводят к поверхности расплава, свободной от флюса. Флюсовая коробка может препятствовать обработке крупногабаритных деталей. В этих случаях распределяют покров флюса по всей поверхности цинкового расплава и сдвигают его в сторону при выгрузке оцинкованных деталей.
Цинкование по мокрому способу имеет следующие преимущества по сравнению с сухим: меньшая потребность в площадях и низкие капиталовложения; ограниченное образование цинковой золы; высокое травящее действие флюса благодаря образованию гидроксоноцинковой кислоты и хлористого водорода, что может исправить брак предварительной обработки.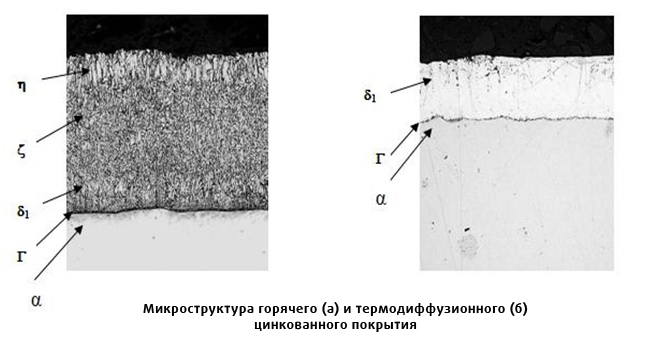
Рисунок 2.1 Схемы цинкования.
а по мокрому способу: 1 ванна охлаждения в воде; 2 ванна цинкования; 3 флюсовая коробка; 4 ванна подтравливания; 5 ванна промывки; 6 ванна травления;
б по сухому способу: 1 ванна охлаждения в воде; 2 ванна цинкования; 3 сушилка; 4 ванна флюсования; 5 ванна горячей промывки; 6 ванна холодной промывки; 7 ванна травления.
К числу недостатков следует отнести пониженное содержание алюминия в цинковом расплаве (<0,01 0,02 %, а при фторсодержащем флюсе <0,02 % 0,04%) и, как следствие, образование твердых, мало пластичных цинковых покрытий в результате формирования хрупкого слоя железоцинковых сплавов; повышение выпадения гартцинка на 5% вследствие травящего действия флюса; уменьшение полезной площади зеркала ванны из-за установки флюсовой коробки, что делает способ пригодным только для мелких деталей, соответствующих размерам флюсовой коробки.
Цинкование алюминиевым («сухим») способом (см. рис. 2.1,6). После травления и промывки детали погружают в раствор флюса, содержащий хлориды цинка и аммония, а также смачиватель, при температуре 20 80° С. После того как вся поверхность изделия оказывается смоченной, флюс подвергают сушке, при которой вода испаряется, а сам флюс остается на поверхности цинкуемого изделия в виде тонкой корочки солей. Эта корочка расплавляется при погружении в цинковый расплав и очищает поверхность изделия. Для сушки применяют преимущественно проходные сушильные печи и сушильные приямки, а в некоторых случаях сушильные плиты. Проходные сушильные печи по сравнению с сушильными приямками требуют значительно больших средств на капиталовложения и эксплуатацию.
рис. 2.1,6). После травления и промывки детали погружают в раствор флюса, содержащий хлориды цинка и аммония, а также смачиватель, при температуре 20 80° С. После того как вся поверхность изделия оказывается смоченной, флюс подвергают сушке, при которой вода испаряется, а сам флюс остается на поверхности цинкуемого изделия в виде тонкой корочки солей. Эта корочка расплавляется при погружении в цинковый расплав и очищает поверхность изделия. Для сушки применяют преимущественно проходные сушильные печи и сушильные приямки, а в некоторых случаях сушильные плиты. Проходные сушильные печи по сравнению с сушильными приямками требуют значительно больших средств на капиталовложения и эксплуатацию.
Температура сушки флюса зависит от состава раствора флюса и содержания алюминия в цинковом расплаве. Надо иметь в виду, что при подсушивании раствора флюса выпаривание раствора хлорид цинка хлористый аммоний проходит через нежелательную в данном случае область существования гидроксоноцинковой кислоты, причем может начаться растравливание железа основы с образованием солей железа. Для борьбы с этим явлением сушку необходимо производить по возможности быстро и интенсивно, чтобы изделие не находилось длительное время в контакте с агрессивной гидроксоноцинковой кислотой. В связи с тем, что сушка происходит при высокой температуре, необходимо обеспечить приток воздуха. Верхняя граница температуры сушки обусловлена точкой плавления флюса, составляющей ~230°С, и начинающимся при этом термическим разложением цинкаммонийхлорида, а нижняя граница обезвоживанием гидрата хлористого цинка. Температура сушки обычного флюса (60200° С) указывается поставщиком флюса. При этом числовые параметры относятся к температурам на поверхности просушиваемого изделия, подлежащего цинкованию. Сушильная печь ввиду очень низкого парциального давления паров гидрата хлористого цинка при этой температуре должна быть обеспечена достаточной конвекцией.
Для борьбы с этим явлением сушку необходимо производить по возможности быстро и интенсивно, чтобы изделие не находилось длительное время в контакте с агрессивной гидроксоноцинковой кислотой. В связи с тем, что сушка происходит при высокой температуре, необходимо обеспечить приток воздуха. Верхняя граница температуры сушки обусловлена точкой плавления флюса, составляющей ~230°С, и начинающимся при этом термическим разложением цинкаммонийхлорида, а нижняя граница обезвоживанием гидрата хлористого цинка. Температура сушки обычного флюса (60200° С) указывается поставщиком флюса. При этом числовые параметры относятся к температурам на поверхности просушиваемого изделия, подлежащего цинкованию. Сушильная печь ввиду очень низкого парциального давления паров гидрата хлористого цинка при этой температуре должна быть обеспечена достаточной конвекцией.
Основные преимущества «сухого» способа цинкования состоят в возможности получения пластичных цинковых покрытий и цинкования углеродистых сталей благодаря значительному замедлению скорости реакции железа с цинком. Этим способом можно получать тонкие покрытия на проволоке и на листах для последующей глубокой вытяжки; уменьшить расход цинка (из-за более тонких цинковых покрытий, ограничения роста слоя сплава, незначительного выпадения гартцинка).
Этим способом можно получать тонкие покрытия на проволоке и на листах для последующей глубокой вытяжки; уменьшить расход цинка (из-за более тонких цинковых покрытий, ограничения роста слоя сплава, незначительного выпадения гартцинка).
В результате перечисленного расход цинка уменьшается на 3050% по сравнению с «мокрым» цинкованием. Кроме того, уменьшается брак по флюсовым включениям. К недостаткам способа следует отнести: большую потребность в производственных площадях, а также высокие капиталовложения; повышенные требования к чистоте металлической поверхности; необходимость в постоянном контроле содержания алюминия в расплаве цинка. При сухом цинковании флюс следует подвергать постоянному анализу и корректировке, так как его состав изменяется в результате заноса воды, остатков кислоты, а также из-за уноса его с изделиями, а его сушка требует контроля температуры во избежание растравливания металла или выгорания флюса.
4. Описание диаграммы состояния двухкомпонентной системы «железо-цинк»
Описание диаграммы состояния двухкомпонентной системы «железо-цинк»
На рисунке 4.1 представлена диаграмма состояния двухкомпонентной системы «железо-цинк». В системе существуют 4 химических соединения (бертолициды). Бертолициды химические соединения с переменным составом.
Γ Fe3Zn10 плавится инконгруэнтно при температуре Т=782° С. Область гомогенности цинка 72-80 % по массе.
σ1 FeZn10 температура плавления — Т=667° С(перетектическое превращение). Область гомогенности цинка 88-93 % по массе.
ξ FeZn13 температура плавления Т=531° С. Область гомогенности цинка 95-96 % по массе.
Γ+ σ1 кубическая сингония образуется по перетектоидной реакции при температуре 550° С. Область гомогенности цинка 81-85 % по массе.
В системе образуются твердые растворы (когда один компонент встраивается в решетку другого в определенном количестве ограниченный твердый раствор).
α-Fe Zn растворяется в решетке α-Fe(полиморфная форма). Максимальная растворимость цинка 46%.
Максимальная растворимость цинка 46%.
γ-Fe Zn растворяется в решетке γ-Fe(полиморфная форма). Максимальная растворимость цинка 8%.
Цинковое покрытие представляет собой последовательно расположенные интерметаллидные фазовые состояния.
Контроль расхода цинка при горячем цинковании погружением
«образование… алоха… развлечение»
Воскресенье, 09.01.22, и ваши вопросы или ответы приветствуются.
Звоните прямо сейчас! (сайт без регистрации)
——
Продолжающееся обсуждение, начавшееся еще в 2006 году…
2006 г.
Q. Мы оцинковываем трубы MS методом горячего цинкования. Раньше мы получали покрытие около 450 г/кв. м, а ежедневное потребление цинка без учета окалины составляло около 600 г/кв. м.
За последние несколько месяцев наше ежедневное потребление цинка увеличилось без увеличения покрытия. Даже если мы уменьшим покрытие до 350 г/кв. м, расход останется прежним.
2006 — 1-й из 2 одновременных ответов
А.По моему опыту, лучшая скорость вывода составляет от 0,8 до 1,0 метра в минуту. Температура зависит от нескольких факторов, но обычно не превышает 455°С. Обычно 445 — 450 C.
Цинк можно использовать лишь в нескольких местах.
1. На сталь (вы сказали вес покрытия не увеличился)
2. На золу. Увеличилось ли производство золы? Если да, то посмотрите на свой поток.
3. Окалина. Это увеличилось. Он менее заметен, чем пепел, и вы, вероятно, снимаете его только раз в неделю или 2 раза в неделю, но увеличилось ли это? Если это так, снова посмотрите на проблемы с потоком.
2006 г.
В. Спасибо, мистер Джефф, спасибо, мистер Томас
Сэр, когда я говорил о ежедневном потреблении. шлак был исключен. Итак, чтобы уменьшить образование золы, что мне делать с флюсом. У нас также выше образование окалины, так как мы не можем регулярно фильтровать частицы железа, а когда мы фильтруем, процесс не полностью эффективен, т. Е. Содержание железа снижается с 1,5% до 1%. Пожалуйста, дайте мне знать, как рассчитать количество h3O2 и Nh5OH для полной фильтрации содержания железа. Бак не течет и кражи не происходит.
Е. Содержание железа снижается с 1,5% до 1%. Пожалуйста, дайте мне знать, как рассчитать количество h3O2 и Nh5OH для полной фильтрации содержания железа. Бак не течет и кражи не происходит.
Джефф Сэр,
Большое спасибо за ответ. Скорость от 0,8 до 1 м/мин невозможна на заводе по цинкованию ТРУБ. У нас обычно скорость около 32 м/мин, т.е. для извлечения трубы длиной 6,4 м требуется около 12 секунд. При скорости ниже этой производительность будет ниже, и цинк может затвердеть внутри и снаружи трубы. Я чувствую, что наша комбинация скорости и температуры не позволяет полностью удалить жидкий цинк из внутренней части трубы, он либо уходит в виде цинковой пыли после продувки, либо затвердевает в трубе в зависимости от комбинации температуры и скорости.
2006 г.
А. Атул,
Железо во флюсе не образует окалины в «сухом» котле. Железо в флюсе вызывает образование окалины в «мокром» котле. Ваш чайник «сухой» или «мокрый»? Обычно внезапное увеличение окалины в «сухом» котле означает, что котел перегорает.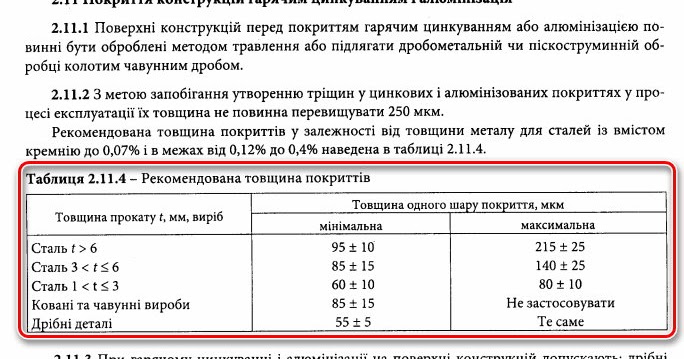 Обычно из-за окалины, скопившейся у вертикальных стенок из-за неправильной окалины. Какой метод вы используете для шлифовки?
Обычно из-за окалины, скопившейся у вертикальных стенок из-за неправильной окалины. Какой метод вы используете для шлифовки?
В Индии (Tata Iron and Steel и Apollo в Мадрасе), в Южной Африке (Barlow Rand), в США, в Южной Америке, в Турции примерно каждые 6 секунд продувается труба.Для внешней продувки труб продувочное кольцо может использовать нагретый воздух, который работает лучше И сохраняет тепло на трубах для внутренней продувки. Для внутренней продувки мы нашли флюсы (опубликованные в METAL FINISHING) и другие методы, повышающие текучесть, которые значительно улучшают внутреннее дренирование перед продувкой. Очень часто внутри труб содержится в четыре раза больше цинка, чем снаружи.
Как выглядят ваши профили с внутренним цинковым покрытием? В Южной Африке рабочие отметили, что при использовании надлежащего флюса цинк внутри труб был «гладким, как попка младенца».
1 октября 2010 г.
В. Уважаемый сэр,
Мой вопрос заключается в том, как контролировать потребление цинка.
18 ноября 2010 г.
А.Сэр:
Я был в Индии дважды. В одном месте коммерческий флюс содержал около 20% хлорида натрия, поэтому НЕ ожидалось хорошего результата. Мы преодолели этот плохой поток другими средствами. В другом месте был очень хороший флюс за счет создания собственного флюса с использованием относительно «чистого» хлорида цинка и «чистого» хлорида аммония (примеси составляли менее 1% при незначительном содержании влаги).
Я понятия не имею, откуда вы взяли свою технологию: например, она европейская с высоким потоком baumé low ACN или американская с низким baumé high ACN.Ваш флюс холодный с сушильной печью или горячий без сушильной печи.
Хороша ли ваша промывка после травления кислотой, или железо +2 пересиливает раствор флюса?
Из-за высокого расхода цинка, возможно, топка котла вышла из строя и в котле возникла утечка.
У вас есть магнитный толщиномер для определения толщины цинка на вашем изделии?
Сколько у вас зольность/% производства? Каков ваш шлак/производство%?
Есть так много, много вещей, которые могут пойти не так
, что практически невозможно «устранить неполадки» по вашему вопросу.
Расчет уровня цинка в цинковом котле в рабочем состоянии
7 июля 2016 г.
В. Уважаемый господин
Сейчас я работаю в гальванической компании. В этой компании люди используют плотность цинка 7,14 для расчета уровня цинка / потребления цинка для высшего руководства. Все мы знаем, что плотность цинка составляет 6,57 г/см3 при температуре плавления, т. е. 419,53 °C. Последние 10 дней я нахожусь в цеху и занимаюсь измерением уровней. Они пытаются доказать, что уровень выше по расчету 7.
11 июля 2016 г.
A. Чем старше чайник, тем больше он вмещает. Это связано с эрозией внутренней части и деформацией со временем.
I Чайник также имеет (обычно) изогнутые углы между сторонами и полом, между концами и полом, а также между концами и сторонами. Это немного уменьшает громкость.
Номинальный чайник размером 6 x 1,5 x 3 м вмещает 27 м3, когда он наполнен до краев. Но никто не заправляет такой полный чайник, может быть, на 100 мм вниз. Таким образом, глубина составляет 2,9, поэтому 26,1 м3
Если ему 10 лет, он может вместить 28 м3.
21 мая 2020 г.
В.
май 2020 г.
Добро пожаловать, кузен Ирван. У нас есть десятки тем о свинце в цинковании и никеле в гальванике, а также дополнительные темы о потреблении цинка, и, насколько я понимаю, основанный на их прочтении, ни один из этих металлов не добавляется с целью снижения потребления цинка; и, по-видимому, ни один из них не увеличивает количество потребляемого цинка в достаточной степени, чтобы заслуживать комментария.
Но мне трудно «читать между строк» из-за моих очень ограниченных знаний о цинковании.
нареч.
этот текст заменяется на bannerText
Отказ от ответственности: На этих страницах невозможно полностью диагностировать проблему чистовой обработки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.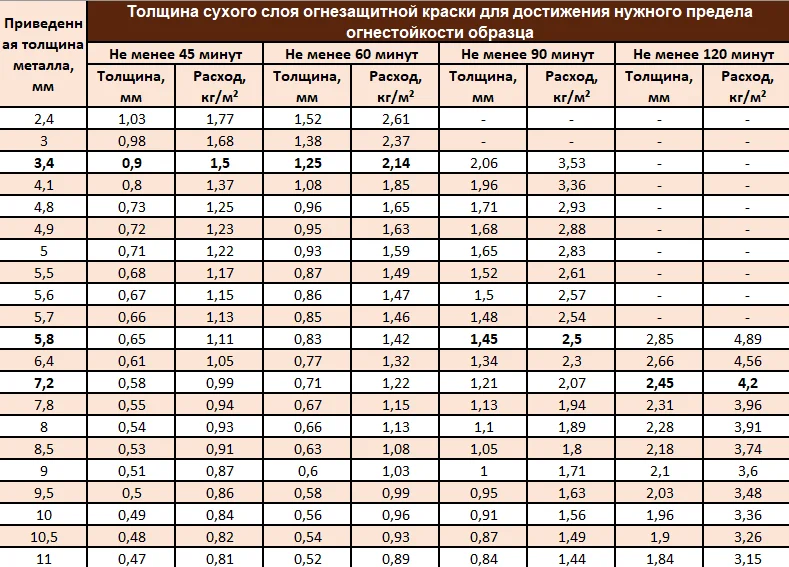
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте следующие каталоги:
О нас/Контакты — Политика конфиденциальности — © 1995-2021 отделка.com, Пайн-Бич, Нью-Джерси, США
Минимизация потребления цинка на линиях горячего цинкования
Азиатско-Тихоокеанская конференция по цинкованию, 2009 г. Лотте Хотэль Чеджу, Корея, 8–12 ноября 2009 г. Минимизация цинка > Расход В Горячий—Погружение Гальваническое цинкование Линии Марк Брайт 1* , Сюзанна Эллис 2 1 Пиротек Вc., Metaullics Systems Division, 31935 Aurora Road, Solon, Ohio 44139 USA 2 Pyrotek Engineering Materials Ltd., 55 Holloway Head, Бирмингем, Великобритания B1 1HP e-mail: [email protected] Резюме. Потребление цинка в линии непрерывного цинкования является одной из самых высоких статей эксплуатационных расходов на предприятии, а минимизация отходов цинка является ключевой экономической задачей для любой операции.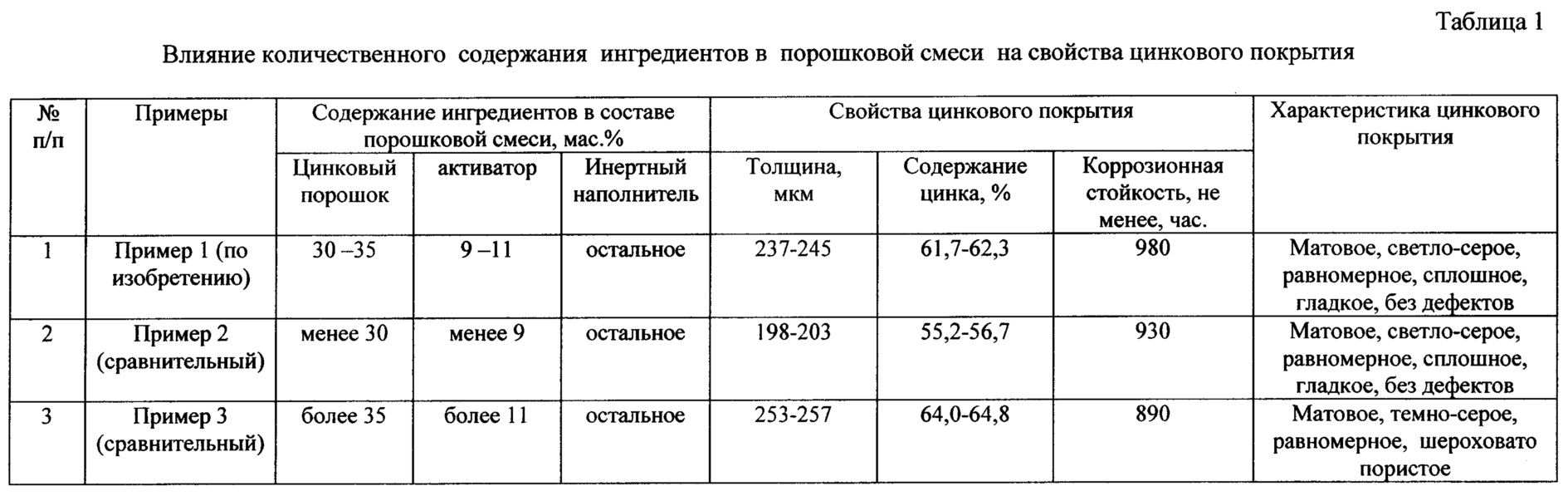 Одним из основных источников чрезмерных потерь цинка является образование верхнего шлака и шлаков в ванне для нанесения покрытия.Сообщалось, что верхний шлам, удаляемый вручную из ванны, обычно состоит более чем на 80% из металлического цинка, а остальная часть представляет собой уносимые частицы шлака (Fe2Al5) вместе с некоторыми оксидами. В зависимости от методов образования окалины и обращения с ваннами, состав удаленных верхних шлаков может содержать до 2 мас. % алюминия и 1 мас. % железа. Текущие исследовательские усилия были направлены на внутреннее извлечение металлического цинка из выбрасываемого верхнего скимминга перед продажей брокерам по переработке цинка.Однако попытка извлечения цинка, захваченного скиммингом, затруднена из-за сложной природы частиц интерметаллического шлака, а качество и объем повторно используемого цинка сильно зависят от колебаний параметров обработки. Таким образом, эффективный метод извлечения металлического цинка из верхнего шлама был оптимизирован за счет использования специализированного термомеханического процесса, позволяющего установке непрерывного цинкования экономить расход цинка на месте.
Одним из основных источников чрезмерных потерь цинка является образование верхнего шлака и шлаков в ванне для нанесения покрытия.Сообщалось, что верхний шлам, удаляемый вручную из ванны, обычно состоит более чем на 80% из металлического цинка, а остальная часть представляет собой уносимые частицы шлака (Fe2Al5) вместе с некоторыми оксидами. В зависимости от методов образования окалины и обращения с ваннами, состав удаленных верхних шлаков может содержать до 2 мас. % алюминия и 1 мас. % железа. Текущие исследовательские усилия были направлены на внутреннее извлечение металлического цинка из выбрасываемого верхнего скимминга перед продажей брокерам по переработке цинка.Однако попытка извлечения цинка, захваченного скиммингом, затруднена из-за сложной природы частиц интерметаллического шлака, а качество и объем повторно используемого цинка сильно зависят от колебаний параметров обработки. Таким образом, эффективный метод извлечения металлического цинка из верхнего шлама был оптимизирован за счет использования специализированного термомеханического процесса, позволяющего установке непрерывного цинкования экономить расход цинка на месте. Кроме того, благодаря этой работе было установлено, что фильтрация отдельных частиц шлака доказала свою эффективность в поддержании чистоты цинка.Будущие усилия могут быть направлены на более широкое использование фильтров в непрерывном цинковании. 1. ВВЕДЕНИЕ В линии непрерывного цинкования (CGL) цинк преимущественно потребляется двумя источниками: гальваническим покрытием на стальном листе и шламами из верхней части цинковой ванны, образующимися в результате постоянного образования окалины. Плавающий шлак (обычно называемый «верхним шлаком») состоит в основном из Fe2Al5, тогда как шлак на дне тигля представляет собой FeZn10 [1,2]. Во время стандартных процедур очистки, направленных на удаление скопления верхнего слоя шлака, огромное количество «чистого» металлического цинка также извлекается из ванны для цинкования и может содержать от 80 до 95% полезного цинка [3].Тиоунн и др. [4] определили верхний скимминг как смесь «накипи», образующейся при очистке воздушным ножом, дискретных частиц шлака Fe2Al5 вместе с уносимой жидкой цинковой ванной.
Кроме того, благодаря этой работе было установлено, что фильтрация отдельных частиц шлака доказала свою эффективность в поддержании чистоты цинка.Будущие усилия могут быть направлены на более широкое использование фильтров в непрерывном цинковании. 1. ВВЕДЕНИЕ В линии непрерывного цинкования (CGL) цинк преимущественно потребляется двумя источниками: гальваническим покрытием на стальном листе и шламами из верхней части цинковой ванны, образующимися в результате постоянного образования окалины. Плавающий шлак (обычно называемый «верхним шлаком») состоит в основном из Fe2Al5, тогда как шлак на дне тигля представляет собой FeZn10 [1,2]. Во время стандартных процедур очистки, направленных на удаление скопления верхнего слоя шлака, огромное количество «чистого» металлического цинка также извлекается из ванны для цинкования и может содержать от 80 до 95% полезного цинка [3].Тиоунн и др. [4] определили верхний скимминг как смесь «накипи», образующейся при очистке воздушным ножом, дискретных частиц шлака Fe2Al5 вместе с уносимой жидкой цинковой ванной. Они также привели данные, свидетельствующие о том, что «сливки гальванического покрытия часто содержат более 95% цинка по массе». Точно так же Дюбуа [5] отметил, что шлаки CGL содержат минимальное количество частиц оксида (
Они также привели данные, свидетельствующие о том, что «сливки гальванического покрытия часто содержат более 95% цинка по массе». Точно так же Дюбуа [5] отметил, что шлаки CGL содержат минимальное количество частиц оксида (
%PDF-1.4
%
19 0 объект >
эндообъект
внешняя ссылка
19 74
0000000016 00000 н
0000002161 00000 н
0000001776 00000 н
0000002277 00000 н
0000002820 00000 н
0000002844 00000 н
0000003446 00000 н
0000003558 00000 н
0000004037 00000 н
0000004061 00000 н
0000004171 00000 н
0000004195 00000 н
0000004681 00000 н
0000004705 00000 н
0000005264 00000 н
0000005399 00000 н
0000005535 00000 н
0000005675 00000 н
0000005805 00000 н
0000005940 00000 н
0000007089 00000 н
0000007937 00000 н
0000008771 00000 н
0000009599 00000 н
0000009623 00000 н
0000010107 00000 н
0000010243 00000 н
0000010377 00000 н
0000011432 00000 н
0000011570 00000 н
0000011594 00000 н
0000011900 00000 н
0000013097 00000 н
0000014150 00000 н
0000015312 00000 н
0000015671 00000 н
0000015873 00000 н
0000021349 00000 н
0000021417 00000 н
0000021485 00000 н
0000021895 00000 н
0000022093 00000 н
0000028527 00000 н
0000028595 00000 н
0000031365 00000 н
0000031564 00000 н
0000031912 00000 н
0000032105 00000 н
0000034914 00000 н
0000034982 00000 н
0000035327 00000 н
0000035395 00000 н
0000035550 00000 н
0000035749 00000 н
0000043549 00000 н
0000043617 00000 н
0000048142 00000 н
0000048341 00000 н
0000048788 00000 н
0000048856 00000 н
0000050352 00000 н
0000050555 00000 н
0000050796 00000 н
0000050820 00000 н
0000051195 00000 н
0000051263 00000 н
0000053535 00000 н
0000053733 00000 н
0000053964 00000 н
0000053988 00000 н
0000054362 00000 н
0000061048 00000 н
0000066627 00000 н
0000069017 00000 н
трейлер
]>>
startxref
0
%%EOF
21 0 объект>поток
xb«`b«Oa`g`PUa`@
Здания, покрытые тканью с горячим цинкованием
Accu-Steel использует различные сверхпрочные и высококачественные материалы для создания лучших складских помещений с тканевым покрытием, включая методы встроенного и горячего цинкования.
Серийное цинкование горячим погружением и цинкование на линии: сравнительный анализ
Автор: Филип Г. Рахриг, исполнительный директор Американской ассоциации гальванистов
Двумя наиболее распространенными методами нанесения металлического цинка на стальные трубы поручней с целью защиты от коррозии являются периодическое горячее цинкование погружением и непрерывное цинкование на линии.
Методы поточного и горячего цинкования
Пакетное горячее цинкование погружением включает загрузку стеллажа или подвесного подъемного приспособления 50 или более отрезками (обычно 20 или 40 футов) труб, тщательную очистку стали и последующее погружение всей загрузки в ванну с расплавленным цинком. где все внешние и внутренние поверхности тщательно покрыты.Как только оцинкованная труба остынет, она будет готова к отправке на стройплощадку или транспортировке к подрядчику по покраске для нанесения краски.
Поточное непрерывное цинкование включает подачу труб через ванну с расплавленным цинком и последующее нанесение конверсионного покрытия для предотвращения образования природного оксида и гидроксида цинка. Обычно на конверсионное покрытие наносится верхний слой прозрачной неорганической полимерной краски. Важно отметить, что через этот процесс проходит только внешняя часть трубки; внутренняя поверхность трубки покрывается только краской с высоким содержанием цинка.
Обычно на конверсионное покрытие наносится верхний слой прозрачной неорганической полимерной краски. Важно отметить, что через этот процесс проходит только внешняя часть трубки; внутренняя поверхность трубки покрывается только краской с высоким содержанием цинка.
По существу, металлический цинк обеспечивает некоторый уровень защиты от коррозии стали, используемой во множестве применений. Однако понимание металлургии, прочности соединения, механизмов коррозии и тестирование двух методов, описанных выше, может привести к принятию более эффективных проектных решений для конкретных применений.
Толщина цинкового покрытия и срок службы
Для стандартных труб со стенками 0,25 дюйма в процессе периодического горячего цинкования применяется минимум 3,0 мил (1,0 мил).7 унций/фут2) защитного цинка. Поточный процесс применяется примерно 0,9 мил (0,5 унции/фут2). Как видно из диаграммы «Срок службы горячего цинкования» (рис. 1), цинковое покрытие, изготовленное серийным способом, будет работать без технического обслуживания примерно в три раза дольше, чем цинковое покрытие, полученное в процессе производства.
Принимая во внимание органическое прозрачное покрытие, нанесенное на поручни, оцинкованные в непрерывном процессе, важно отметить, что нанесение системы барьерной защиты поверх оцинкованного покрытия (в зависимости от того, каким способом) приводит к эксплуатации 1.5-кратная сумма сроков службы двух систем. Несмотря на то, что нанесение барьерного покрытия на оцинкованные поручни увеличивает срок службы, оно все же не соответствует сроку службы неокрашенных оцинкованных поручней, полученных в периодическом режиме. А поскольку внутренняя часть перил непрерывного производства не имеет металлургически связанного цинкового покрытия, в лучшем случае трудно точно сравнить ожидаемый срок службы.
Сила сцепления
В процессе периодического горячего цинкования происходит металлургическая реакция между расплавленным цинком и железом в стальных трубах.Эта реакция приводит к образованию трех слоев сплава цинка и железа, металлургически связанных с основным металлом, поверх которых нанесен ударопрочный внешний слой из чистого цинка. Металлургическая связь между слоями цинково-железного сплава и сталью измеряется примерно при 3600 фунтов на квадратный дюйм. Эта прочность сцепления особенно важна для внутренней поверхности оцинкованной трубы, где покрытие противостоит коррозии, вызванной захваченной водой и влагой. Для сравнения, краска с высоким содержанием цинка, нанесенная на внутреннюю поверхность труб, оцинкованных в непрерывном процессе, имеет механическое сцепление в диапазоне 300–500 фунтов на квадратный дюйм.Из-за меньшей прочности сцепления влага может проникать между богатой цинком краской и стальными трубками, вызывая образование ржавчины и, в конечном итоге, отслаивание и выход из строя системы окраски.
Металлургическая связь между слоями цинково-железного сплава и сталью измеряется примерно при 3600 фунтов на квадратный дюйм. Эта прочность сцепления особенно важна для внутренней поверхности оцинкованной трубы, где покрытие противостоит коррозии, вызванной захваченной водой и влагой. Для сравнения, краска с высоким содержанием цинка, нанесенная на внутреннюю поверхность труб, оцинкованных в непрерывном процессе, имеет механическое сцепление в диапазоне 300–500 фунтов на квадратный дюйм.Из-за меньшей прочности сцепления влага может проникать между богатой цинком краской и стальными трубками, вызывая образование ржавчины и, в конечном итоге, отслаивание и выход из строя системы окраски.
Защита от коррозии
Пакетное горячее цинкование металлургически связывает цинк со всеми поверхностями труб. На самом деле, оцинкованные в партии трубы и трубы часто используются в производстве с сосудами и резервуарами, оцинкованными горячим способом, для хранения широкого спектра жидкостей. Краска с высоким содержанием цинка, наносимая на внутреннюю поверхность труб, оцинкованных с помощью непрерывных поточных процессов, обеспечивает некоторую защиту от коррозии, но менее эффективна при воздействии жидкостей. В таких случаях влага проникает в стальную основу трубы через трещины, поврежденные участки или поры в краске с высоким содержанием цинка, что позволяет начать коррозию там, где она не очевидна и не поддается легкому устранению.
Краска с высоким содержанием цинка, наносимая на внутреннюю поверхность труб, оцинкованных с помощью непрерывных поточных процессов, обеспечивает некоторую защиту от коррозии, но менее эффективна при воздействии жидкостей. В таких случаях влага проникает в стальную основу трубы через трещины, поврежденные участки или поры в краске с высоким содержанием цинка, что позволяет начать коррозию там, где она не очевидна и не поддается легкому устранению.
Контроль и испытания
Испытания в солевом тумане или соляном тумане часто используются для сравнения защиты от коррозии, обеспечиваемой различными покрытиями.Проще говоря, используемые гальванизированные покрытия требуют мокрых и сухих циклов, чтобы образовалась естественная защитная патина из карбоната цинка, которая увеличивает долговременную защиту покрытия от коррозии. Общеизвестно, что лабораторные анализы соли не отражают реальных ситуаций. Таким образом, нереально и нецелесообразно использовать испытания в солевом тумане для проведения реалистичного сравнения между партиями труб, оцинкованных горячим погружением (без дополнительной системы барьерной защиты), и оцинкованными трубами, работающими на линии (с дополнительным конверсионным и верхним покрытием). с неорганической полимерной краской).
с неорганической полимерной краской).
Долговечность
Три с лишним ML цинка в слоях цинково-железного сплава, нанесенных в процессе периодического горячего цинкования, на самом деле тверже (250 DPN), чем основная сталь (159 DPN). Чрезвычайно сложно повредить толстое цинковое покрытие до такой степени, что это повлияет на защиту от коррозии. Для сравнения, неорганическая полимерная краска, покрывающая тонкий слой цинка, наносимый в технологическом процессе, повреждается так же легко, как и любая другая краска, и особенно подвержена разрушению под воздействием солнечных ультрафиолетовых лучей.Любое повреждение лакокрасочного покрытия обнажает тонкий слой цинка, в результате чего можно ожидать, что защитная система будет работать только до тех пор, пока позволяет толщина цинка, или примерно на треть длины оцинкованной трубы партии. Кроме того, поверхностные загрязнения и нормальный износ в процессе эксплуатации особенно опасны для красок верхнего покрытия.
Подкрашивание и ремонт
Горячее цинкование
выполняется после того, как труба обрезана по длине, и защищает все поверхности.Подкрашивание редко требуется после транспортировки и полевых работ, потому что толстое цинковое покрытие является твердым и плотно прилегает к стальной поверхности. Непрерывная оцинкованная труба в линии после цинкования разрезается на куски. Эти незащищенные концы подвержены коррозии, если они не обработаны цинковым припоем, металлизирующим аэрозолем или краской с высоким содержанием цинка, и могут стать потенциальными местами структурного разрушения.
Выбор
Ясно, что решение архитектора или инженера об использовании труб с горячим цинкованием или непрерывно оцинкованных труб зависит от расчетного срока службы, необходимого для проекта поручня, и средств, доступных для будущего обслуживания.В то время как горячее цинкование имеет преимущества в отношении срока службы, прочности сцепления, защиты от коррозии и долговечности; встроенное цинкование может предложить изначально более доступную альтернативу покрытия для применения в более мягких условиях и проектов, которые имеют более низкие требования к прочности сцепления.
©2002 Американская ассоциация гальванистов. Информация, представленная здесь, была разработана для предоставления точной и достоверной информации о горячеоцинкованной стали после изготовления.Этот материал предоставляет только общую информацию и не предназначен для замены компетентного, профессионального изучения и проверки пригодности и применимости. Предоставленное здесь не является заявлением или гарантией со стороны Американской ассоциации гальваников. Любой, кто использует эту информацию, берет на себя всю ответственность, вытекающую из такого использования.
Trust Accu-Steel
Позвольте экспертам Accu-Steel развеять любые мифы о горячем цинковании, которые вам рассказывали.Благодаря многолетнему образованию и опыту наша компания обладает необходимыми знаниями об этом методе. Обязательно свяжитесь с нами сегодня с любыми вопросами, которые у вас есть. Мы будем рады помочь!
Стоимость недо- и оцинковка
Выберите страну / регион *
Выберите страну / regionUnited StatesCanadaAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийского океан TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCape VerdeCayman IslandsCentral африканского RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCongo, Демократическую Республику ofCook ОстроваКоста-РикаКот-д’ИвуарХорватияКубаКипрЧехияДанияДжибутиДоминикаДоминиканская РеспубликаВосточный ТиморЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские (Мальвинские) островаФарерские островаФиджиФинляндияПремьер Югославская Республика МакедонияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГабонГабонГабонГабонГабонГабон eeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuinea-BissauGuyanaHaitiHeard и McDonald IslandsHoly Престол (Ватикан) HondurasHong KongHungaryIcelandIndiaIndonesiaIran (Исламская Республика) IraqIrelandIsraelItalyJamaicaJapanJordanKazakstanKenyaKiribatiKorea, Корейские Народно-Демократической RepKorea, Республика ofKuwaitKyrgyzstanLao Народный Демократической RepLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacauMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Федеративные StatesMoldova, Республика ofMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua Нового GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint HelenaSaint Китс и НевисСент-ЛюсияСент-Пьер и МикелонСамоаСан-МариноСао Том и PrincipeSaudi ArabiaSenegalSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSpainSri LankaSth Georgia & Sth Sandwich Институт социальный Винсент и GrenadinesSudanSurinameSvalbard и Ян MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, провинция ChinaTajikistanTanzania, Объединенная Республика ofThailandTogoTokelauTongaTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited Арабского EmiratesUnited KingdomUruguayUS Малого отдаленное IslandsUzbekistanVanuatuVenezuelaVietnamVirgin остров (Британский) Виргинские острова (U. S.)Острова Уоллис и ФутунаЗападная СахараЙеменЮгославияЗамбияЗимбабве
Услуги горячего цинкования | Суртех Индастриз
Мы зависим от стали, чтобы обеспечить прочный и долговечный фундамент для наших зданий. Но хотя твердая сталь является прочным и долговечным материалом, она не является неразрушимой. Со временем на стальных конструкциях может образоваться ржавчина, что может поставить под угрозу их структурную целостность.
Гальванизация — это процесс, при котором сталь покрывается цинком для предотвращения появления ржавчины.Цинк — чрезвычайно устойчивый к коррозии и относительно недорогой металл, который действует как жертвенный барьер между ржавчиной и стальной основой. Цинковое покрытие подвергается окислению и растворяется до того, как ржавчина достигнет поверхности подложки. Растворенные электроны цинка направляются к той части стали, которая требует защиты.
Что такое горячее цинкование?
Горячее цинкование (HDG) представляет собой разновидность стандартного процесса цинкования, который хорошо подходит для защиты углеродистой стали. При горячем цинковании стальная подложка погружается в чан с расплавленным цинком. Цинк реагирует с железом в стали (углеродистая сталь примерно на 90 процентов состоит из железа) с образованием сплава, обеспечивающего превосходную коррозионную стойкость.
При горячем цинковании стальная подложка погружается в чан с расплавленным цинком. Цинк реагирует с железом в стали (углеродистая сталь примерно на 90 процентов состоит из железа) с образованием сплава, обеспечивающего превосходную коррозионную стойкость.
Прослеживая историю горячего цинкования
Зарождение современного процесса горячего цинкования восходит к середине 18 века. В 1742 году французский химик Поль Жак Малуэн разработал метод покрытия железа погружением его в расплавленный цинк.В 1829 году Майкл Фарадей экспериментальным путем обнаружил жертвенные свойства цинкового покрытия. Менее чем через десять лет французский инженер Станислаус Транкиль Модест Сорель получил патент на первый известный процесс горячего цинкования.
Первый промышленный завод по цинкованию в США открылся в 1870 году и использовал процесс ручного погружения стали в цинковую ванну.
Сегодня горячее цинкование погружением используется практически во всех производственных областях, связанных с использованием стали и железа. Каждый год североамериканские компании в таких отраслях, как автомобильная, целлюлозно-бумажная, химическая и коммунальная, потребляют около 600 000 тонн цинка для гальванизации.
Каждый год североамериканские компании в таких отраслях, как автомобильная, целлюлозно-бумажная, химическая и коммунальная, потребляют около 600 000 тонн цинка для гальванизации.
Получите бесплатную консультацию сегодня
Каковы преимущества горячего цинкования?
Использование горячего цинкования для покрытия стали дает много преимуществ:
- Долговечность — Горячее цинкование может обеспечить долговременную защиту стальных конструкций и компонентов.Оцинкованное покрытие может защищать от коррозии до 50 лет и более.
- Прочность — Горячеоцинкованное покрытие очень толстое и образует прочную металлургическую связь со стальной подложкой. Это сводит к минимуму риск повреждения от внешних сил.
- Низкое техническое обслуживание — Оцинкованное покрытие практически не требует профилактического обслуживания, что со временем приводит к низким затратам на обслуживание и содержание.
- Тщательное покрытие поверхности — В отличие от некоторых других широко применяемых процессов покрытия/отделки, горячее цинкование может покрывать всю поверхность подложки, включая щели, края, острые углы и углубления.
 Это обеспечивает более равномерную защиту и максимальную коррозионную стойкость.
Это обеспечивает более равномерную защиту и максимальную коррозионную стойкость. - Быстрое применение — Процесс горячего цинкования занимает всего несколько часов, и готовое изделие готово к немедленному использованию/установке. Это помогает компаниям не отставать от своих жестких производственных графиков.
- Доступность — Горячее цинкование обычно требует меньших первоначальных затрат, чем многие другие популярные методы покрытия стали.В сочетании с более низкими долгосрочными затратами на техническое обслуживание этот процесс обеспечивает чрезвычайно экономичное защитное решение.
Процесс горячего цинкования
Процесс горячего цинкования обычно включает следующие этапы:
- Подготовка поверхности — Недостаточная подготовка поверхности стальной подложки перед погружением в цинковую ванну может привести к недостаточной адгезии покрытия или препятствовать способности покрытия покрывать всю заготовку.
 Подготовка поверхности представляет собой многоэтапный процесс, который включает в себя:
Подготовка поверхности представляет собой многоэтапный процесс, который включает в себя:- Обезжиривание — Обезжиривание заготовки в ванне для биологической очистки, в горячем растворе щелочи или в ванне со слабой кислотой удалит с поверхности жир, масло, грязь и другие органические загрязнения.
- Травление. Травление предполагает применение нагретого раствора серной кислоты для удаления с поверхности ржавчины и прокатной окалины.
- Флюсование — флюсование включает в себя нанесение раствора хлорида цинка-аммония для удаления любых оставшихся отложений и создания защитного слоя для предотвращения окисления перед погружением.
- Цинкование — Во время цинкования заготовку погружают в ванну, состоящую из 98-процентного чистого цинка при температуре приблизительно 840°F. После завершения нанесения покрытия заготовку извлекают из ванны цинкования. Избыток цинка удаляют центрифугированием, вибрацией или сливом. Охлаждение может происходить погружением в пассивирующий раствор или выдерживанием заготовки на воздухе.
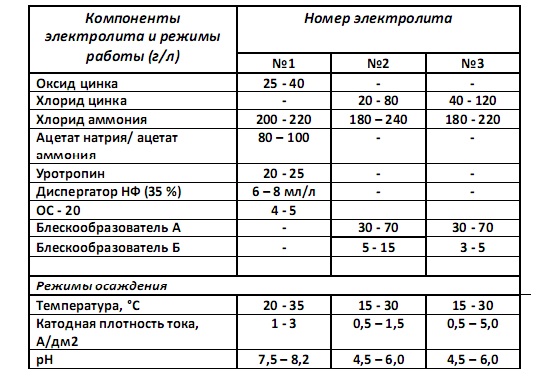
- Осмотр — Оцинкованная заготовка подвергается осмотру и испытаниям для обеспечения надлежащей толщины и состояния поверхности.
Свяжитесь с Surtech, чтобы узнать больше о преимуществах горячего цинкования
Surtech Industries усовершенствовала инновационный процесс горячего цинкования, который полностью защитит стальные изделия от образования ржавчины. Свяжитесь с нами, чтобы узнать больше сегодня.
Получите бесплатную консультацию сегодня
Горячее цинкование методом погружения | Wuppermann AG
Процесс горячего цинкования методом погружения Wuppermann отличается от других методов цинкования стали, т.е.е. защищены от коррозии. В дополнение к значительному снижению выбросов CO2 этот процесс также имеет другие преимущества с точки зрения потребления ресурсов, свойств при дальнейшей обработке и защиты от коррозии.
Свойства стали
Сталь устойчива, имеет широкий диапазон ударной вязкости и может быть изменена в соответствии с требованиями заказчика. Но без надежной защиты от коррозии он быстро теряет те положительные свойства, которые делают его столь успешным в качестве строительного материала.Сталь корродирует в атмосфере, в воде и в почве. Результатом коррозии является образование красной ржавчины, которая, помимо визуальных недостатков видимых частей, может привести к выходу из строя компонентов.
Но без надежной защиты от коррозии он быстро теряет те положительные свойства, которые делают его столь успешным в качестве строительного материала.Сталь корродирует в атмосфере, в воде и в почве. Результатом коррозии является образование красной ржавчины, которая, помимо визуальных недостатков видимых частей, может привести к выходу из строя компонентов.
Защита стали от коррозии
Для противодействия коррозии на сталь наносится покрытие. Среди различных вариантов защиты от коррозии обработка стали цинком является наиболее надежной и эффективной. Наиболее промышленно значимым методом является горячее цинкование погружением, при котором либо готовые стальные детали периодически погружаются в ванну расплава и оцинковываются, либо стальные полосы непрерывно проходят через ванну цинкования после соответствующей предварительной термической обработки.Условия, при которых должна происходить термическая обработка, определяются состоянием исходного материала, будь то холоднокатаная полоса с сильно консолидированной микроструктурой без какой-либо заметной способности к формованию или горячекатаная полоса с уже пригодными механическими свойствами для дальнейшей обработки. . В этом отношении можно выделить следующие три процесса горячего цинкования:
. В этом отношении можно выделить следующие три процесса горячего цинкования:
— Штучное цинкование (прерывистое),
— Холодное цинкование полосы (непрерывное),
— Горячее цинкование полосы, включая процесс Вупперманна с нагревом до покрытия ( непрерывный).
Процесс нанесения покрытия объясняется на примере установки горячего цинкования полосы Wuppermann Group в Венгрии, которая, помимо обычных цинковых покрытий, также может наносить на стальную полосу новый сплав цинка, алюминия и магния. с помощью системы переменного пятна (см. рис. 1).
Следующее относится ко всем трем процессам: чем толще цинковое покрытие, тем выше защита от коррозии. Требуемый уровень защиты от коррозии зависит от условий окружающей среды в месте использования последующего компонента.Процессы обычно работают со следующей толщиной цинкового покрытия на сторону:
Процесс Толщина цинкового покрытия мин. Толщина цинкового покрытия макс.
шт. Гальванизация 50 мкМ 85 мкМ
Гальванизация 50 мкМ 85 мкМ
прокладки холодной полосы 5 мкм
гальванизация 5 мкМ 55 мкМ
Горячая полоса гальванизация 5 мкМ 85 мкм
Области применения деталей-оцинкованной и полосовой оцинкованной стали отличаются по большей части, но есть также перекрытия, особенно там, где используются оцинкованные профили с высокими слоями цинка.Например, защитные барьеры для удерживающих систем транспортных средств или подконструкции для фотогальванических систем могут изготавливаться как с серийным цинкованием, так и на основе горячего цинкования полосы. Тем не менее, последующее введение в процесс горячего цинкования в основном сосредоточено на сравнении с более похожим процессом холодного цинкования полосы.
Технологическая последовательность методов цинкования полосы в сравнении (см. рис. 2)
В случае холоднокатаной полосы полосы сначала рекристаллизуют, отжигают при высоких температурах в большой печи для отжига непосредственно перед процессом горячего цинкования процесс. В этом процессе они восстанавливают свою формующую способность и приобретают особые узкие механические свойства, которые в первую очередь требуются в автомобильной промышленности. В отличие от обычных линий цинкования полос, процесс Вуппермана не требует печи для отжига (см. рис. 1). Помимо очевидных преимуществ – снижения затрат на приобретение и техническое обслуживание – отсутствие печи для отжига дает дополнительные положительные эффекты. Без печи отжига компания Wuppermann имеет больше гибкости в управлении заводом.При необходимости оцинковку полосы можно остановить, например, на выходные, а затем возобновить без существенной потери качества. Это приводит к меньшему количеству брака при перезапуске и снижению затрат на персонал. Кроме того, процесс нагревания до покрытия работает при гораздо более низкой максимальной температуре. При использовании холоднокатаной полосы необходима печь отжига для рекристаллизации исходного материала. В зависимости от марки стали это происходит при температурах от 650 до более 850°С.
В этом процессе они восстанавливают свою формующую способность и приобретают особые узкие механические свойства, которые в первую очередь требуются в автомобильной промышленности. В отличие от обычных линий цинкования полос, процесс Вуппермана не требует печи для отжига (см. рис. 1). Помимо очевидных преимуществ – снижения затрат на приобретение и техническое обслуживание – отсутствие печи для отжига дает дополнительные положительные эффекты. Без печи отжига компания Wuppermann имеет больше гибкости в управлении заводом.При необходимости оцинковку полосы можно остановить, например, на выходные, а затем возобновить без существенной потери качества. Это приводит к меньшему количеству брака при перезапуске и снижению затрат на персонал. Кроме того, процесс нагревания до покрытия работает при гораздо более низкой максимальной температуре. При использовании холоднокатаной полосы необходима печь отжига для рекристаллизации исходного материала. В зависимости от марки стали это происходит при температурах от 650 до более 850°С. В компании Wuppermann нет необходимости в рекристаллизации благодаря использованию в качестве исходного материала горячекатаной полосы – в пределах спектра толщины полосы, сравнимого с толщиной холоднокатаной полосы.Максимальная температура полосы составляет около 450°C. Оно должно быть достаточно высоким только для того, чтобы добиться уменьшения поверхности полосы перед погружением в расплавленный цинк. Это приводит к значительно меньшему потреблению энергии.
В компании Wuppermann нет необходимости в рекристаллизации благодаря использованию в качестве исходного материала горячекатаной полосы – в пределах спектра толщины полосы, сравнимого с толщиной холоднокатаной полосы.Максимальная температура полосы составляет около 450°C. Оно должно быть достаточно высоким только для того, чтобы добиться уменьшения поверхности полосы перед погружением в расплавленный цинк. Это приводит к значительно меньшему потреблению энергии.
В этом контексте важную роль также играют различные используемые источники энергии. В отличие от стандартных установок, в процессе нанесения покрытия не используются ископаемые виды топлива, такие как газ. Компания Wuppermann использует электричество только для нагрева полосы и поэтому справляется со сравнительно короткими печами.Помимо того, что эти печи дешевле приобрести, прежде всего значительно снижается потребление энергии, что опять-таки снижает затраты и приносит пользу окружающей среде.
Определение слоя цинка, защита от коррозии и дальнейшая обработка
На горячекатаной полосе можно воспроизводимо, равномерно и точно наносить слой цинка с высокой толщиной до 85 мкм на сторону по ширине и длине полосы, а структура слой цинка остается однородным и не содержит фаз сплава ZnFe (см. рис. 3).Плавильные ванны при непрерывном цинковании полос низколегированы алюминием для обеспечения адгезионной связи слоя с основным материалом. Кроме того, следует отметить, что не предпринимается никаких мер легирования, влияющих на кристаллическую структуру слоя цинка.
рис. 3).Плавильные ванны при непрерывном цинковании полос низколегированы алюминием для обеспечения адгезионной связи слоя с основным материалом. Кроме того, следует отметить, что не предпринимается никаких мер легирования, влияющих на кристаллическую структуру слоя цинка.
Эти цинковые покрытия имеют очень хорошую адгезию к основному материалу, а также выдерживают более сложные операции формования. При этом сохраняется высокий уровень защиты от коррозии и, например, из горячеоцинкованной горячекатаной полосы могут быть изготовлены профили, пригодные для яркой эксплуатации на открытом воздухе.
Ассортимент продукции
Процесс нанесения покрытия методом нагревания обеспечивает экономичную и экологически безопасную обработку горячекатаной полосы толщиной от 1 до 6 мм и максимальной шириной 1650 мм. Основные используемые материалы: стали для холодной штамповки и глубокой вытяжки, конструкционные стали, высокопрочные и низколегированные стали. Можно получить покрытие толщиной до 85 мкм с одной стороны или 1200 г/м² с обеих сторон.