Можно ли варить трубы отопления электросваркой: Сварка металлических труб отопления: технология и полезные советы
Сварка труб отопления в квартире или доме
Сварка труб отопления
Сварка – это очень обширная тема и охватить ее полностью одной статьей просто невозможно. Ранее мы уже рассказывали о том, как найти и устранить течь в системе отопления. Сегодня более обширно рассмотрим, как правильно паять полипропиленовые трубы для отопления и сваривать сталь.
Работа с полимерами
Чтобы разобраться, как правильно паять полипропиленовые трубы для отопления, нужно знать, из чего они сделаны. Полипропилен – это полимер, который может состоять из различных по структуре частиц:
- гомополимеров;
- блок-сополимеров;
- рандом-сополимеров;
Также следует учитывать, что при сварке труб отопления придется иметь дело с армированными изделиями. Если армирование выполнено их стекловолокна, то это никак не влияет на процесс монтажа, а вот алюминиевое покрытие нужно зачищать на глубину проникновения в стык. Это касается изделий с расположением слоя фольги ближе к наружной поверхности. Есть изделия, в которых армирование находится ближе к внутренней поверхности, в этом случае зачистка не потребуется.
Паяльник для пропилена
Перед тем как паять полипропиленовые трубы для отопления потребуется приобрести электрический паяльник. Для того чтобы спаять пропилен применяется специальный паяльник, который состоит из:
- корпуса;
- электронного блока с катушкой, вмонтированного в корпус;
- нагревательной платформы;
- головки;
- также может иметь регулировку уровня нагревания платформы.
При пайке пластиковых труб для отопления из пропилена важное значение имеет степень нагревания деталей. В идеале верхний слой полипропилена должен расплавиться ровно настолько, чтобы создать однородную массу, при этом, не потеряв своих физико-химических характеристик. При нарушениях температурного режима соединение будет слабым, может залить расплавленным пропиленом условный проход, что сильно заузит путь теплоносителю.
Качество соединения напрямую зависит от того, как монтажник чувствует материал. Те, кто еще не набрался достаточно опыта пайки труб отопления, могут воспользоваться таблицей, в которой указано время нагревания разных изделий из полипропилена.
Время нагревания пропиленовых труб
Следует учитывать, что для сварки пластиковых труб отопления головка платформы нагревается до 260 градусов. Несмотря на то, что некоторые модели паяльников имеют возможность регулирования температуры платформы, на практике это не используется. Степень прогрева материала регулируется только временем нагревания. Перед тем как паять трубы отопления, ознакомьтесь со значениями таблицы:
Во время пайки труб отопления своими руками обратите внимание на то, как детали надеваются на головку нагревательной платформы. Это должно происходит с некоторым усилием, также плотно детали должны соединяться между собой. При соблюдении техники выполнения монтажа стык образует монолитное соединение, которое очень надежное. Об удовлетворительном качестве пайки свидетельствует кольцо из выдавленного со стыка расплавленного пропилена. Это значит, что материал заполнил все полости и выдавил весь воздух.
Склеивание полимеров
Это еще один метод монтажа контура отопления. Он применяется для изделий из поливинилхлорида (ПВХ). Только нас интересует не базовый ПВХ, а модернизированный. Изделия проходят дополнительный производственный процесс, который называется хлорирование. Вследствие этого у молекул ПВХ увеличивается количество связей между собой. Это делает материал более крепким и приспособленным для горячего водоснабжения и отопления. Хлорированный поливинилхлорид (ХПВХ) соединяется методом склеивания.
На трубу и муфту наносится специальный состав – это клей, который состоит из ХПВП, разбавленного растворителем. Попадая на поверхность полимера, он растворяет его верхний слой. Застывание происходит в течение десяти секунд.
Сварка стали (электрическая, газовая)
Сварка труб отопления из стали предпочтительней резьбового соединения. Этот метод основан на нагревании кромок соединения до температуры плавления. При этом образуется плавильная ванна с расплавленным металлом, в которую подается припой в необходимом количестве. Постепенно продвигаясь, расплавленный металл заполняет швы. После остывания получается монолитное соединение.
Если нужно заделать небольшое отверстие в контуре, можно воспользоваться двухкомпонентной холодной сваркой для труб отопления.
Методов сварки стальных труб отопления достаточно много. Мы будем рассматривать только те, которые могут быть применены при монтаже отопления в домах и квартирах. Главный критерий – это мобильность. Ест два основных подхода.
Электрическая дуговая сварка
Электрод ручной дуговой сварки
Суть сварки труб отопления электросваркой заключается в том, что на электрод подается напряжение (обычно плюс, но не обязательно), а к контуру подводится минус. Движение электронов направлено от плюса к минусу. Когда от электрода для сварки труб отопления до рабочей поверхности остается совсем немного (расстояние приблизительно равно его диаметру) возникает электрическая дуга. Она настолько мощная, что плавит металл. С этого момента начинаются отличия. Подача металлической проволоки может выполняться вручную, либо же автоматически. Сварка труб отопления электросваркой бывает:
- ручной;
- полуавтоматической (аргонной).
В обоих случаях процесс плавления проволоки в варочной ванной происходит в газе, который выталкивает кислород и улучшает сплавление металла. Для ручной сварки нужны электроды – это металлический плавящийся стержень в специальной обмазке. При горении обмазки выделяется газ и шлак, которые защищают варочную ванну.
В полуавтоматической сварке из баллона подается аргон. Электрод для сварки труб отопления состоит из вольфрама, температура плавления которого 3000 град. Сварка может быть на постоянном и переменном токе. На переменном варят алюминий. При сварке используют присадочную проволоку, аргоновый стержень выступает в качестве нагревателя, по аналогии с газовой сваркой. Также электросварка труб отопления бывает импульсной и безимпульсной.
Есть много вариантов, как заварить трубу отопления, а также траекторий движения электрода, которые выполняются с отрывом и без отрыва.
Как варить трубы отопления:
- двигать электрод от стенки к стенке, ёлочкой;
- чередовать движения вперед и назад по прямой;
- чередовать движения вперед по прямой и назад по наружному краю. Края каждый раз чередуются.
Важный момент – это формирование корня шва. Также имеет значение расположение электрода относительно рабочей поверхности. Трубу с обратной стороны варят, смотря в зеркальце, такое получается не у каждого. Как видите, тема очень обширная и сварщик должен обладать определенным багажом знаний и, конечно же, опытом.
Газовая сварка металлических труб отопления
Газовый резак
Звук, когда загорается пламя на резаке газовой сварки, нельзя перепутать ни с чем. Это как взлет маленького реактивного самолета. Как сваривать трубы отопления:
- на резак подается из баллона ацитилено-воздушная смесь. У нее очень высокая температура горения;
- вентилями на резаке регулируется подача;
- факел пламени расплавляет металл, создавая варочную ванну, и вручную в нее макается проволока;
- нельзя давать варочной ванне остыть и потихоньку продвигать ее вдоль шва.
Остается вопрос о том, как правильно варить трубы отопления с обратной стороны. При таком методе чтобы заварить стояк со стороны стенки, нужно совершить дополнительную процедуру. На лицевой стороне, в месте соединения, нужно вырезать окошко и через него с внутренней стороны стояка заварить шов. После этого окошко закрывается тем же вырезанным клочком и заваривается. Газовая сварка труб отопления предпочтительней при работе с малыми диаметрами и тонкостенными катушками.
Сварка меди
Пропан-бутановая горелка
Газовая сварка ацетилен-воздушной смесью допускается только для труб диаметром больше 108 мм. Такие трубы в отоплении домов и квартир не используются. Сваривание меди, по сути, ничем не отличается от других материалов. Суть же везде одна – формирование плавильной ванны и ее подпитка. Метод применяется в редких случаях.
Медные системы отопления паяют двумя способами:
- жесткая пайка медных труб отопления.
Также именуемая как высокотемпературная. Это менее технологичный способ. Пропан-бутановой горелкой соединённые детали нагреваются докрасна, а потом по стыку проводят проволокой с припоем. Она плавится, и пропой просачивается внутрь соединения. После остывания получается надежный узел с превосходными механическими характеристиками. Минус один – стык меняет свой цвет и становится темнее. Вся эстетика медной системы сводится на нет, притом, что иногда она становится чуть ли не решающим фактором выбора этого материала;
Этот метод характеризуется тем, что температура пайки ниже. Этот эффект достигается благодаря тому, что соединение смазывается флюсом. Таким методом можно паять только системы, по которым будет циркулировать жидкость, это связано с тем же флюсом. Нельзя допускать его нахождения на металле. Снаружи лишний флюс вытирается тряпкой, а изнутри он должен быть смыт водой.
Как паять медные трубы отопления с флюсом:
- наждачной бумагой зачищаются соединяемые поверхности;
- на обе детали наносится флюс;
- труба с муфтой соединяются, выдавленные остатки флюса удаляются тканью;
- соединение нагревается до температуры плавления припоя, который скрепляет детали.
В качестве припоя используется серебряная проволока, которая, расплавляясь, затекает в стык и равномерно в нем распределяется. После этого визуально соединения остаются такими же, как были.
как сварить круглые и другие трубы отопления, советы для начинающих
Содержание:
Монтаж металлических труб практически невозможно провести без использования электрической сварки. В связи с этим у многих возникает вполне резонный вопрос о том, как правильно варить трубы электросваркой. Несмотря на простоту метода, далеко не у всех получается правильно выполнить такую работу.
Принцип работы электросварки достаточно прост: на электроды подается электрический ток, который их расплавляет. Расплавленные электроды попадают в пространство между трубами и заполняют его, в результате чего получается прочное соединение, способное выдержать существенные нагрузки. В данной статье речь пойдет о том, как варить трубы отопления электросваркой.
Выбор электродов для электросварных труб
Электрод представляет собой тонкий стержень из металла, на который нанесено специальное покрытие, позволяющее проводить сварные работы. Покрытие электрода служит двум целям: во-первых, оно обеспечивает стабильность работы электрической дуги, а во-вторых, это покрытие защищает готовый шов от влияния атмосферы. Читайте также: «Какая сварка водопроводных труб лучше – виды и особенности сварки».
Существует масса видов электродов, подходящих для реализации различных задач и отличающихся материалом изготовления, толщиной и характеристиками. Перед покупкой электродов необходимо разобраться в их особенностях, чтобы избежать ошибок при работе. Кроме того, стоит поинтересоваться, как отличить поддельное изделие от настоящего, и приготовиться к затратам – хорошие электроды обходятся недешево.
При проведении сварочных работ на поверхности металла возникает шлак, из-за которого металл не может поглощать азот и кислород. Из-за этого шлака шов получается недостаточно прочным и может разрушиться даже при слабом воздействии. Чтобы избежать такого явления, нужно после застывания шлака аккуратно сбить его при помощи молотка или электрода – в противном случае сваренная труба с очень большой вероятностью протечет. Читайте также: «Разновидности электродов для сварки труб – выбираем подходящие».
При соединении труб необходимо добиваться не только высокой прочности, но и герметичности соединения, для чего можно воспользоваться простым методом, заключающемся в следующих действиях:
- Шов проваривается не по кругу, а по форме восьмерки или подковы;
- При такой сварке шлак из металла постепенно выдавливается наружу;
- Каждый кусок шлака необходимо снимать, в результате получится не только надежный, но и достаточно симпатичный сварной шов.
Выбор диаметра электрода
Электросварка труб отопления может выполняться разными электродами, выбор которых осуществляется в зависимости от толщины металла в месте соединения:
- Трубы небольшого диаметра (от 2 до 5 мм) можно сваривать 3-мм электродами;
- Для труб диаметром от 2 до 10 мм требуется более толстые электроды;
- Для создания многослойных швов хорошо подходят 4-мм электроды, которые позволяют соединять шов достаточно глубоко.
Как правильно варить трубы электросваркой
При помощи электродуговой сварки можно создать следующие виды соединений металлических элементов:
- Соединение, при котором изделия стыкуются друг с другом по одной оси;
- Перпендикулярное соединение труб;
- Угловое соединение. При этом нужно знать, как выполняется сварка труб под углом 45 градусов;
- Соединение внахлест.
Само соединение может создаваться несколькими видами сварных швов – вертикальными, горизонтальными, нижними и потолочными. Самый удобный и простой шов – нижний, при котором электроды находятся над соединяемыми элементами. Электросварка труб для начинающих обычно начинается именно с этого вида сварного шва. Читайте также: «Как варить трубы электросваркой правильно – пошаговое руководство».
Тяжелее всего работать с потолочным швом, с которым возникает масса неприятных нюансов:
- Соединение крайне неудобно устанавливать – жидкий металл постоянно стремится вниз, а учитывая то, что трубы находятся высоко, то капли могут еще и лететь в сторону человека, работающего со сварочным аппаратом.
- Место сварки очень плохо видно, поэтому для создания качественного шва приходится пользоваться зеркальцем – а это крайне неудобно, особенно в одиночку.
- Иногда возникают ситуации, в которых достать электродом до места соединения попросту невозможно, поэтому его приходится изгибать.
Человеку, не имеющему достаточного опыта в проведении сварочных работ, вряд ли удастся сварка круглых труб при помощи потолочного шва. Впрочем, он необходим далеко не всегда. При соединении трубу иногда можно вращать, и такой возможностью не стоит пренебрегать. В любом случае, перед чистовой сваркой конструкции стоит взять пару обрезков труб и попрактиковаться на них.
Заключение
Знание того, как правильно сварить трубу электросваркой, поможет в проведении сварочных работ. Грамотно подобрав электроды и качественно выполнив все работы, можно создать надежный сварной шов, который сможет проработать много лет без каких-либо нареканий.
работа под давлением, как устранить свищ самостоятельно
Сварка водопроводных труб электросваркой – один из самых надежных способов добиться необходимой герметичности контура циркуляции. Швы, полученные при применении данной технологии, устойчивы к давлению, механическим нагрузкам, коррозии.
К сожалению, даже при соблюдении всех требований, трубы могут дать течь в процессе эксплуатации. Это происходит из-за внешних нагрузок, на которые металлические конструкции попросту не рассчитаны, а также вследствие естественного старения и износа материала.
В такой ситуации приходится действовать незамедлительно, устранять течи на уже использующемся трубопроводе.
Необходимость работы
Сварка трубы с водой может потребоваться в следующих случаях:
- Течи, образовавшиеся вследствие превышения нормативных нагрузок или некачественно проведенных работ по монтажу. Отключение в таких случаях не приветствуется, особенно, если речь идет о магистральных трубопроводах, снабжающих водой большие жилые массивы.
- Необходимость врезки. Слив жидкости из всей системы предполагает существенные временные потери, так что дело зачастую ограничивается отключением циркуляционных насосов. Данная мера способствует снижению давления в контуре, работа упрощается.
Основные сложности
Сварка труб под давлением – непростая задача, за ее выполнение возьмется не каждый специалист.

Проблемы связаны со следующими явлениями:
- напор жидкости не дает достичь необходимой температуры сварочной ванны, крайне трудно добиться необходимого коэффициента сцепления наплавляемого металла с основой;
- когда вода контактирует с раскаленным материалом, образуются большие объемы пара. Сварщику приходится работать в условиях ограниченной видимости, маска запотевает, приходится постоянно протирать ее, отвлекаться, терять время;
- очень сложно работать в случае, когда трубы расположены на высоте, под потолком. Вода может стекать на сварщика, да и удерживать тяжелое оборудование неудобно.
Выбор инструмента и настройка оборудования
Несмотря на все сложности, работа с трубами, находящимися под давлением, вполне осуществима. Главное – верно отрегулировать рабочие режимы и подобрать подходящие инструменты.
Например, лучшие электроды для сварки водопроводных труб выглядят следующим образом:
УОНИ 13/55. Универсальные элементы, позволяющие ремонтировать трубы, изготовленные из стали вне зависимости от степени легирования и содержания углерода.

Сформированный шов характеризуется оптимальным сочетанием прочности, пластичности и вязкости, выдерживает высокие эксплуатационные нагрузки без образования повторных свищей и разрушения. Новички могут испугаться того, что в процессе работы электрод прилипает к металлу, но избавиться от этого очень легко, нужно просто удлинить дугу.
За несколько минут работы можно выработать неплохой навык, почувствовать все тонкости и преимущества электрода.
МГМ-50К. Новая разработка, оптимизированная для работы с трубами, находящимися под давлением.

Основная особенность в том, что вокруг дуги формируется пузырь газа, оттесняющий пар или жидкости, что улучшает условия, в которых проводится сварка, облегчает задачу, позволяет достичь необходимого результата.
Электрод подходит для работы с трубами и из стали с высоким содержанием углерода, и с низколегированными сортами. Допускается работа на загрязненных поверхностях и металле, уже имеющем признаки коррозионных повреждений.
Посмотрите интересное видео, какие электроды лучше использовать для сварки труб:
Полезно придерживаться также следующих рекомендаций:
- Увеличение силы тока поможет достичь необходимой стабильности дуги, снизится вероятность прилипания электрода из-за того, что наплавляемый металл быстро остывает и прилипает к основанию.
- Электроды предварительно прокаливаются, а место работы прогревается газовой горелкой. Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
- При выборе напряжения стоит ориентироваться на собственные предпочтения.
Новичкам же стоит знать, что:
- переменный ток формирует более стабильную дугу, дает возможность работать даже под внушительным водяным слоем, но итоговое качество шва не слишком высоко;
- постоянный ток, в свою очередь, помогает добиться максимальной глубины проникновения наплавляемого металла и прочности шва, но вот непосредственно работа в среде повышенной влажности дается тяжелее.
Полезное видео для новичков, как варить трубу с водой, при ремонте теплотрасы:
Устранение свища
Как заварить трубу с водой электросваркой с максимальной степенью надежности? Точная инструкция зависит от характера повреждения. Начнем с того, как устранить свищ в водопроводной трубе, то есть круглое отверстие, из которого сочится жидкость.

В таком случае нужно занять позицию, позволяющую четко наблюдать границы повреждения, а электроды держат перпендикулярно основанию, чтобы минимизировать объемы воды, попадающей на них. Работа ведется сверху вниз, пока отверстие полностью не будет скрыто наплавленным металлом.
Порядок действий выглядит следующим образом:
- металл наплавляется на верхнюю часть свища;
- молотком делается 2 удара сразу после того, как дуга погасла. Это способствует уплотнению материала, исключает порообразование;
- цикл повторяется сверху вниз;
- если имеет место истончение стенок по краям отверстия, они усиливаются по методу, описанному выше;
- когда пар перестает сочиться наружу, стенка трубы усиливается. Ток выставляется минимальный, чтобы исключить сквозное прожигание. Постепенно наплавляется нужный объем материала;
- для повышения прочности сформированный шов простукивается.
На этом видео подробно показано, как заварить свищ в трубе (нижнее положение):
Формирование врезки
Сварка под давлением пара может выполняться и в том случае, если нужна установка вспомогательного канала для его отвода.
Установке врезки должен предшествовать монтаж шарового крана. Это поможет не перекрывать систему полностью, но остановить поступление пара или воды на отдельный ее участок, что упростит дальнейшую работу.

Процесс выглядит следующим образом:
- на определенный участок трубопровода подгоняется патрубок, оснащенный шаровым краном и резьбой соответствующего типа;
- наложенная деталь обваривается, при этом сохраняется изначальная целостность трубопровода;
- кран открывается, сквозь него происходит сверление отверстия в основной трубе;
- сверло вытаскивается, подача воды останавливается перекрытием крана;
- монтируется сгон, оснащенный обмоткой, новая ветка трубопровода замыкается;
- кран открывается.
Уровень давления в системе в данном случае может быть любым. При работе следует придерживаться минимального тока, чтобы исключить повреждение главной магистрали.
При подборе диаметра сверла нужно иметь в виду, что сформированное отверстие должно быть достаточно широким для обеспечения эффективной работы новой ветки трубопровода.
Смотрите видео про врезку в стальную водопроводную трубу под давлением:
Заключение
Итак, ответ на вопрос, как заварить трубу отопления или водоснабжения довольно прост. Справиться с задачей может и новичок.
Главное – придерживаться указанных рекомендаций, а также соблюдать технику безопасности, учитывать, что температура транспортируемой среды может быть достаточно высокой. А также использовать средства защиты во избежание ожогов.
как варить отопление электросваркой в труднодоступных местах, как сварить пластиковые и металлические трубы, сварной шов
Содержание:
Чтобы система отопления была максимально надежной и функциональной, проводят сварку труб отопления. В зависимости от того, из каких именно труб организовывается контур, технология сварочных работ может отличаться.
Пластиковые трубы
Для стыковки между собой полипропиленовых деталей обычно применяют один из двух способов, чем лучше варить трубы отопления:
- Раструбная сварка. Осуществляется погружением одного конца трубы в другой.
- Муфтовая сварка. Применяется промежуточный элемент — муфта.
Для коммутации комплектующих из полипропилена используется диффузионная сварка. В процессе ее реализации происходит нагревание отдельных узлов контура с помощью специального паяльника мощностью 1500 В. Подобные приборы работают от обычной сети 220 В. В среднем на нагревание уходит не более 5 с. Характеристики полипропилена таковы, что его плавление начинается при температуре +27 градусов. Нужную температуру нагревания можно выставить на регуляторе температуры.
Процесс сваривания полипропилена в разные времена года имеет свои отличия. Если процедура проводится зимой в условиях улицы, продолжительность нагревания несколько увеличивают. Такой же принцип справедлив при работе с трубами большого диаметра: как правило, их нужно разогревать в течении 30 с. Специальная насадка на приборе обеспечивает одновременный разогрев всех поверхностей, которые будут стыковаться (имеется в виду труба и муфта). По ходу повышения температуры на деталях появляются «отбортовки».
По достижению нужной температуры элементы нужно извлечь с насадок и состыковать вместе, соблюдая равномерность нажатия с обеих сторон. Отдельные части после стыковки в разогретом состоянии запрещается сдвигать или крутить, иначе шов потеряет свою прочность. Чтобы соединение имело достаточную крепость, детали в соединенном состоянии нужно выдержать не менее 30 с. Признаком излишнего нагревания поверхности труб является приобретение ею коричневого цвета.
Металлические трубы
Для соединения комплектующих системы отопления из металла применяется метод электрической сварки. Перед тем, как варить трубы отопления, необходимо обзавестись металлическими электродами. Они проводят электрический ток и играют роль «присадки» для заполнения сварочного шва. Приступая к соединению, отдельные отрезки труб чистят от песка, грязи и мусора. Все замеченные при этом деформированные концы необходимо выровнять или обрезать. Для реализации дуговой сварки края деталей зачищают на ширину не менее 10 мм. Для коммутации труб по окружности необходимо наблюдать непрерывный режим. Чтобы сварить трубы отопления электросваркой, как правило, применяется разное число слоев.
Это напрямую зависит от того, какую толщину имеют стенки труб отопления:
- 2 слоя – при толщине не более 6 мм.
- 3 слоя — 6-12 мм.
- 4 слоя — более 12 мм.
С каждого уложенного слоя перед укладкой следующего нужно убрать шлак. Стартовый слой укладывают методом ступенчатой наплавки. В дальнейшем применяется сплошная наплавка размягченного металла. По ходу соединения необходимо распределить ступенчатую наплавку на несколько промежутков, применив метод «через один».
Особенно важна при организации отопительного контура укладка первого слоя. Если будет допущен брак, такой участок устраняется и накладывается заново. Осуществляя накладку последующих слоев сварки, необходимо равномерно поворачивать трубу по своей оси. При реализации каждого последующего слоя делают небольшие смещения на 1,5-3 см от начала предыдущего. Завершающая наплавка должна состыковаться с основной поверхностью, и быть гладкой и ровной.
Сварка трубопровода в рабочем состоянии
Что соединить трубы под давлением, приходится столкнуться с вопросом, как варить отопление электросваркой в труднодоступных местах. Это объясняется частым расположением трубопровода в узких нишах или вплотную к стенам.
Чтобы реализовать сварочные работы, вырезают отверстие для сварки внутри трубы. После этого провариваются остальная часть. Начинать работу лучше всего от центральной части нижней поверхности трубы. для получения качественного шва электрод позиционируют под углом 90 градусов. Вертикальные швы накладывают в другом положении электрода (под углом вверх): для этих целей нередко используется точечная сварка.
Как варить трубы электросваркой правильно – пошаговое руководство
Содержание:
Подбор электродов
Разновидности сварных швов и соединений труб
Предварительные работы с деталями
Процесс сварки
Тонкости электросварки
Собираем соединения
Работа с поворотными и неповоротными стыками
Проверка надежности соединений
Правила техники безопасности при работе со сварочным аппаратом
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем. Читайте также: «Разновидности электродов для сварки труб – выбираем подходящие».
Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества. Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.
При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.
Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.
Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Стоит отметить, что каждый последующий слой сварки можно наносить только после полного остывания предыдущего. Перед нанесением весь образовавшийся шлак необходимо удалить. Читайте также: «Как правильно варить электросваркой трубы – теория и практика от мастера».
Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.
Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Работа с поворотными и неповоротными стыками
Техника, как сварить трубы разного диаметра с поворотными и неповоротными стыками требует отдельного упоминания (прочитайте также: «Как выполняется сварка неповоротных стыков труб – пошаговое руководство»).
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.
В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Сварка концов толстостенных труб методом MIAB
Для сварки труб используются различные методы, включая электродуговую сварку в среде защитного металла (SMAW), сварку под флюсом (SAW) и сварку концов оплавлением.
Другой эффективный процесс — это стыковая сварка дугой с магнитным двигателем (MIAB). Современные технологии и оборудование позволяют сваривать MIAB трубы с толщиной стенки до 6 миллиметров и диаметром до 219 мм. Этот процесс применялся для изготовления тонкостенных труб, используемых, в частности, в автомобилестроении, машиностроении и строительстве.
В последние годы компания E.O. Институт электросварки им. Патона, Украина, исследовал новые области применения сварки MIAB, в том числе толстостенных труб и массивных заготовок. В данной статье обсуждаются результаты испытаний сварки МИАБ труб с толщиной стенки до 16 мм.
Управление движением дуги в зазоре
При сварке MIAB внешнее контролируемое магнитное поле перемещает дугу в зазоре между краями трубы (см. Рисунок 1 ). Две готовые к сварке трубы устанавливаются соосно.Магнитные системы, установленные друг напротив друга, формируют магнитные потоки в дуговом промежутке. Это магнитное поле в дуговом промежутке состоит из двух компонент вектора магнитной индукции B: радиальной (Br) и аксиальной (Ba).
Короткое замыкание возбуждает сварочную дугу. Свариваемые трубы раздвигаются на определенный дуговой зазор (от 1,5 до 2,5 мм). Взаимодействие (см. Рисунок 2 ) между осевой составляющей тока сварочной дуги и радиальной магнитной составляющей, направленной перпендикулярно току сварочной дуги, приводит к созданию силы.Эта сила перемещает сварочную дугу по концам труб.
| Рис. 1 Две трубы устанавливаются коаксиально при сварке MIAB, и внешнее контролируемое магнитное поле перемещает дугу в зазоре между краями трубы. |
Сварка MIAB использует предварительно запрограммированное управление током дуги с движением дуги, которое может достигать линейной скорости 200 метров в секунду. Этот регулятор нагревает концы труб равномерно, обеспечивая тем самым качественное сварное соединение.
Обычная сварка MIAB труб толщиной более 6 мм не может обеспечить требуемое качество сварного соединения, главным образом потому, что активные точки столба сварочной дуги должны быть пропорциональны толщине концов трубы для равномерного и стабильного нагрева.
Следы активных точек столба дуги меньше сечения концов труб. Процесс сварки нестабильный, с коротким замыканием. Под действием собственного магнитного поля сварочной дуги и высокого градиента индукции внешнего магнитного поля дуга в начальный момент вытесняется из дугового промежутка и перемещается по внутренним краям концов трубы.Столб дуги загибается в сторону геометрической оси трубы.
По мере нагрева внутренних торцевых кромок градиент распределения индукции магнитного поля в дуговом промежутке уменьшается, и сварочная дуга смещается к внешним кромкам. Стенка трубы толщиной 8 мм препятствует стабильному перемещению дуги в область с более высоким контролируемым значением индукции магнитного поля. Неустойчивое движение сварочной дуги в области с низким значением индукции приводит к неравномерному нагреву концов труб.
В результате возникает зона перегрева, охватывающая до 70 процентов нагретого участка внутренних краев трубы. После высадки эта зона перегрева остается в центральной части сварного соединения, что отрицательно влияет на свойства сварного соединения.
| Рисунок 2 Несколько отдельных сил создают результирующую силу , которая смещает дугу во время сварки MIAB: |
| B = индукция магнитного поля B r = радиальная составляющая B a = осевая составляющая I = ток дуги I a = осевая составляющая I r = радиальная составляющая F Ba = сила, влияющая на радиальное смещение дуги F Br = сила, влияющая на смещение дуги |
Исследования MIAB-сварки толстостенных труб были сосредоточены на методах управления, которые позволят перемещать дуга по всей площади поперечного сечения концов трубы.
Первоначальные исследования также были направлены на перемещение сварочной дуги к внешним краям концов трубы за счет оптимального распределения индукции магнитного поля в дуговом промежутке. При таком перемещении тепловая энергия сварочной дуги распределяется по краям равномерно, но при более низкой плотности сварочного тока на большей площади сварного участка, чем та, которая занята активными точками столба дуги. Это приводит к равномерному нагреву концов трубы по сравнению с нагревом от движения сварочной дуги по внутренним краям трубы.
Сварочная дуга, управляемая магнитным полем, смещается к внешним краям концов толстостенных труб, в области максимального значения индукции магнитного поля. Движение сварочной дуги по внешним краям толстостенных труб может вызвать равномерный нагрев.
Благодаря новому процессу сварки MIAB область перегрева покрывает до 30 процентов нагретой секции в области внешних кромок. После огорчения перегретый участок в мгновение ока выдавливается и укрепляется.
В новом процессе взаимодействие радиальной составляющей электрического тока с осевой составляющей индукции магнитного поля создает силу, которая вызывает смещение дуги к внешним краям. Концы труб нагреваются по мере продвижения сварочной дуги по внешним краям. Когда достигается требуемый нагрев, силы и значение сварочного тока изменяются, в результате чего сварочная дуга сканируется по поверхности концов. Затем проводится огорчение.
Образование стыков в толстостенных трубах
Равномерный нагрев кромок труб является основным, но не достаточным условием для образования качественного стыка.Поскольку при сварке MIAB защитные газы обычно не используются, концы труб, нагретые кислородом или воздухом, могут окисляться, и эти оксиды необходимо удалять.
Эксперименты установили, что можно достичь частоты вращения дуги, необходимой для выполнения качественных сварных швов на трубах толщиной до 16 мм. На этих трубах в зазоре между деталями в результате интенсивного испарения металла создается экранирование, предотвращающее окисление участков расплавленного металла. Швы формируются в жидкой фазе без дефектов.
На Рисунке 3 показан макросрез сварного соединения стальной трубы диаметром 76 мм и толщиной стенки 16 мм. Металлографические исследования этого сварного соединения проводились после травления в 4-процентном растворе HNO3 в спирте, а измерения проводились на различных участках сварного соединения. В области 2 структура линии шва ферритная; его ширина 0,01 мм.
Структура области полной рекристаллизации представляет собой мелкодисперсную ферритно-перлитную смесь.Структура области частичной рекристаллизации — ферритно-перлитная.
Микроструктура в области 3 на Рисунке 3 находится в переходном состоянии. Ширина линии шва 0,0252 мм; структура ферритная. ЗТВ состоит из зоны перегрева, полной рекристаллизации и частичной рекристаллизации. Структура ферритно-перлитная.
При нагреве в местах горящей сварочной дуги образуется зона перегрева. Во время высадки крупнозернистый участок выдавливается в предвнешнее армирование и заусенец, а сварное соединение формируется за счет мелкозернистого участка.
Новый процесс сварки MIAB для толстостенных труб не требует строгих требований к подготовке концов труб. Время сварки короткое, от 10 до 100 секунд. Нагрев по периметру торца однородный и концентрированный с минимальными припусками на высыхание и осадки.
Автоматизированный процесс не требует сварочных материалов или защитного газа, и в результате сварные швы не имеют пор, включений или объемных дефектов.
Д-р Владимир Качинский — старший научный сотрудник Э.Институт сварки им. О. Патона, ул. Боженко, 11, Киев, Украина 03680, +380442615018, факс +380442274254, [email protected]; Валерий Кривенко — директор Инженерного центра сварки давлением Э.О. Патона, ул. Ракетная, 26, Киев, Украина 03028, +380442647304, факс +380442646901, [email protected].
.
Типы трубопроводной арматуры, используемой в трубопроводе
Что такое трубная арматура?
Трубные фитинги — это компонент трубопровода, который помогает изменять направление потока, например, колена, тройники. Изменяет размер трубы типа переходников, тройников переходников. Подключите различные компоненты, такие как муфты, и остановите потоки, такие как колпачки.
В трубопроводе используются различные типы фитингов. Фитинги, используемые в трубопроводных работах, перечислены ниже.
- Колено
- Тройник
- Редуктор
- Union
- Муфта
- Переходники
- Olet (Weldolet, Sockolet, Elbowlet, Thredolet, Nipolet, Letrolet, Swepolet)
- Cap10
- 000
- 000
- 000
- Обжимной ниппель
- Заглушка
- Втулка
- Компенсатор
- Конденсатоотводчик
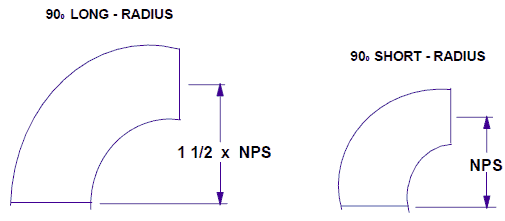
- Изгиб с большим радиусом
- Фланцы
![]()
В приведенной выше таблице перечислены наиболее широко используемые стандартные фитинги.Эти стандартные детали кованы или кованы. Для изготовления кованой арматуры используются только бесшовные трубы. Из плиты изготавливают сварную арматуру большого диаметра.
Эти фитинги доступны с различными типами торцевых соединений.
 Трубная арматура Тип торцевого соединения
Трубная арматура Тип торцевого соединения
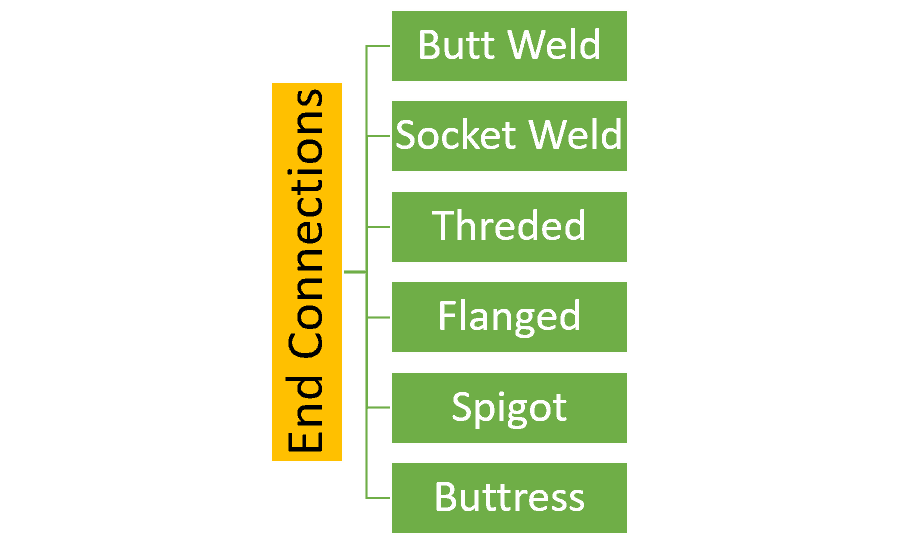
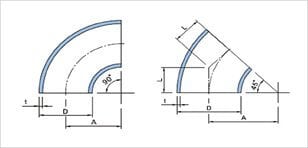
Трубное колено
Колено используется чаще, чем любая другая трубная арматура. Это обеспечивает гибкость при изменении направления трубы. Колено в основном доступно двух стандартных типов: 90 ° и 45 °.Однако его можно сократить до любой другой степени. Доступны колена двух типов: с коротким радиусом (1D) и с длинным радиусом (1,5D).

Колено 90 градусов
Колено 90 градусов устанавливается между трубой для изменения направления трубы на 90 градусов. Доступны в форме с длинным и коротким радиусом.
Колено под углом 45 градусов
Колено под углом 45 градусов устанавливается между трубой для изменения направления трубы на 45 градусов.
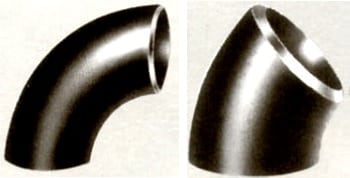
Колено с большим радиусом
В колене с большим радиусом радиус осевой линии равен 1.В 5 раз больше номинального размера трубы или, можно сказать, в 1,5 раза больше диаметра трубы. Обычно в трубопроводах используются отводы с длинным радиусом, поскольку потеря давления меньше по сравнению с отводом с коротким радиусом. Для этого требовалось больше места, чем для локтя с коротким радиусом.
Колено с коротким радиусом
В отводе с коротким радиусом радиус осевой линии равен номинальному размеру трубы, или вы можете сказать, умноженное на диаметр трубы. Отводы с коротким радиусом используются в условиях ограниченного пространства. Однако он имеет большой перепад давления из-за резкого изменения направления потока.
Переходное колено
Переходное колено 90 предназначено для изменения направления, а также для уменьшения размера трубы в системе трубопроводов. Редукционный отвод устраняет необходимость в одном фитинге и сокращает время сварки более чем на треть. Кроме того, постепенное уменьшение диаметра по всей дуге редукционного колена обеспечивает меньшее сопротивление потоку и снижает влияние турбулентности потока и потенциальной внутренней эрозии. Эти функции предотвращают значительный перепад давления в линии.

Отвод трубопроводов
Отводы трубопровода с большим радиусом используются в линиях транспортировки жидкости, требующих очистки скребками. Благодаря большому радиусу и плавному изменению направления изгиб трубы имеет очень меньший перепад давления, и возможен плавный поток жидкости и скребка. Повсеместно доступны отводы труб 3D и 5D. Здесь D — размер трубы.

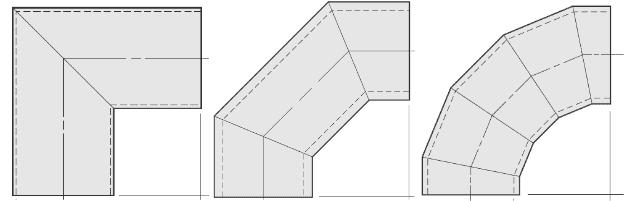
Отводы под углом
Отводы под под углом не являются стандартными фитингами, они изготавливаются из труб. Обычно они предпочтительны для размера 10 дюймов и выше, потому что отвод большого размера стоит дорого.Использование углового колена ограничено водопроводом низкого давления. Колено под углом может быть выполнено из 2, 3 и 5 частей.
Возврат — отвод на 180 градусов
Отводы с возвратом используются для изменения направления на 180 °. Доступны короткие и длинные модели. Возвращает используются в нагревательной спирали, теплообменник, бак для вентиляции и т.д.

Труба Тройник
Труба Тройник используется для распределения или сбора жидкости из трубы выполнения. Это короткий отрезок трубы с 90-градусным ответвлением в центре.В трубопроводе используются два типа тройника: равномерный / прямой тройник и переходной / неравномерный тройник.
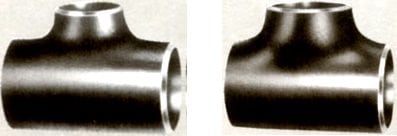
Тройник прямой
В прямом тройнике диаметр ответвления такой же, как диаметр трубы участка (коллектор).
Переходной тройник
У переходного тройника диаметр ответвления меньше диаметра трубы участка (коллекторной)
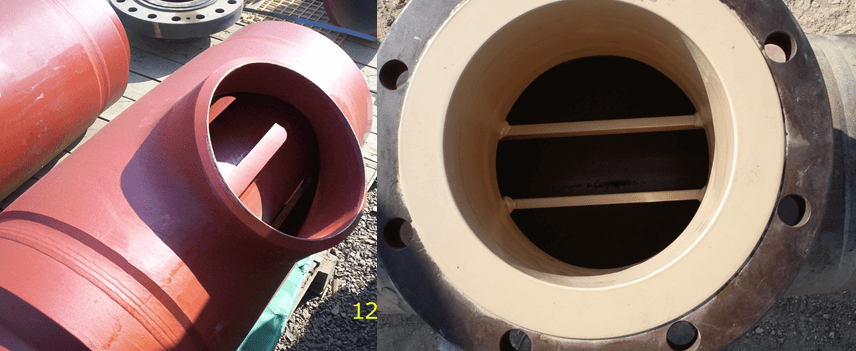
Тройник с решеткой
Тройник с решеткой, также известный как тройник со скребком, используется в трубопроводах, свиньи.Ветвь тройника имеет приваренную изнутри ограничительную планку для предотвращения попадания скребка или скребка в ветвь. Стержни приварены к ответвлению таким образом, чтобы обеспечить свободный проход скребка из спускной трубы.
Тройник с тройником / боковой
Это тип тройника с ответвлением под углом 45 ° или углом, отличным от 90 °. Тройник-тройник позволяет соединять одну трубу с другой под углом 45 °. Этот тип тройника снижает трение и турбулентность, которые могут препятствовать потоку.Тройник тройник также известен как боковой.

Крестовина
Крестовина также известна как четырехходовой фитинг. Крест имеет один вход и три выхода (или наоборот). Обычно крестовины не используются в технологических трубопроводах для транспортировки жидкости. Но кованые кресты — обычное дело для спринклерных систем пожаротушения.

Редукторы трубы
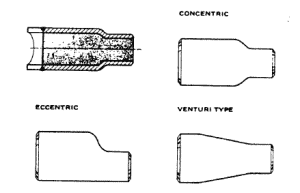
Редукторы трубы изменяют размер трубы. В трубопроводе используются два типа переходника: концентрический и эксцентрический.
Конический переходник для трубы или Конический переходник
В Концентрическом переходнике, который также известен как конический переходник, центры обоих концов находятся на одной оси.Он поддерживает высоту центральной линии трубопровода. Когда центральные линии большей и меньшей трубы должны оставаться одинаковыми, используются концентрические переходники.

Эксцентриковый переходник
В эксцентриковом переходнике центры обоих концов находятся на разных осях, как показано на рисунке. Он поддерживает высоту BOP (низа трубы) трубопровода. Когда одна из внешних поверхностей трубопровода должна оставаться неизменной, требуются эксцентриковые переходники.
Смещение = (больший внутренний диаметр — меньший внутренний диаметр) / 2
Редуктор обжима
Обжимка похожа на редукторы, но имеет небольшой размер и используется для соединения труб с трубами меньшего диаметра с резьбой или сваркой с раструбом.Как и редукторы, они также доступны в концентрическом и эксцентрическом типах. Доступны обжимки с разными типами концов. Например, оба гладких конца или один простой и один резьбовой конец.

Заглушки для труб
Заглушки закрывают конец трубы. Заглушки для труб используются в тупике трубопроводной системы. Он также используется в коллекторах трубопроводов для будущих соединений.

Заглушки
Концы заглушек используются с фланцем для соединения внахлест. В этом типе фланца заглушка приварена к трубе встык, тогда как фланец свободно перемещается по заглушке.В основном это фланцевая деталь, но она покрывается стандартом ASME B16.9, поэтому считается трубопроводной арматурой.

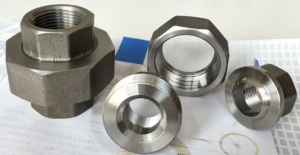
Штуцер для труб
Муфты используются в качестве альтернативы фланцевому соединению в трубопроводах низкого давления с малым внутренним диаметром, где демонтаж трубы требуется чаще. Соединения могут быть с резьбой или под приварку. В соединении три детали: гайка, охватывающая часть и охватываемая часть. Когда охватывающий и охватываемый концы соединяются, гайки обеспечивают необходимое давление для герметизации соединения.
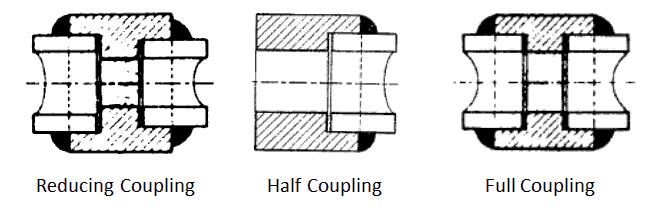
Трубная муфта
Доступны три типа муфт;
- Полная муфта
- Полумуфта
- Переходная муфта

Полная муфта
Полная муфта используется для соединения труб с малым внутренним диаметром. Он используется для соединения трубы с трубой или трубы с обжимкой или ниппелем. Он может быть как с резьбой, так и с муфтой.
Полумуфта
Полумуфта используется для ответвления малого диаметра от резервуара или большой трубы.Он может быть резьбовым или гнездовым. Он имеет гнездо или конец резьбы только с одной стороны.
Переходная муфта
Переходная муфта используется для соединения труб двух разных размеров. Он похож на концентрический переходник, который поддерживает осевую линию трубы, но имеет небольшие размеры.
Трубный ниппель
Ниппель представляет собой короткий отрезок трубы с наружной трубной резьбой на каждом конце или на одном конце. Он используется для соединения двух других фитингов. Ниппели используются для соединения труб, шлангов и клапанов.Ниппели используются в трубопроводах низкого давления.


Фитинги для сварки внахлест и резьбовые фитинги
Фитинги для сварки внахлест и резьбовые фитинги являются кованными изделиями и классифицируются в зависимости от их номинального давления и температуры. Доступны они размером от 1/8 дюйма до 4 дюймов. Эти фитинги доступны в четырех классах давления-температуры.
- Фитинги класса 2000 доступны только с резьбой.
- Фитинги класса 3000 и 6000 доступны как с резьбой, так и с сваркой внахлест.Фитинги класса
- 9000 доступны только для сварки муфт.
Эти фитинги используются для трубопроводов малого диаметра и низкого давления.
Колено под приварную втулку


Тройник и крестовина Приварная муфта Тип


Фитинги для труб с резьбой



Фитинги для труб Размеры фитингов должны соответствовать требованиям стандарта,
- для кованых изделий WP) Размеры указаны в
- ASME B16.9 — который является стандартным для заводских сварочных фитингов для стыковой сварки для размеров от NPS 1⁄₂ до NPS 48 дюймов и
- и B16.28 — который является стандартным для сварных стальных отводов с коротким радиусом и возвратных труб для размера NPS 1 ⁄₂ до NPS 24 ”
- Для кованых фитингов Размеры указаны в
- ASME B16.11 — стандарте для кованых стальных фитингов, который охватывает фитинги для сварки внахлест и резьбовые соединения
Особая благодарность Sophie Shi & Г-н.Том за предоставленные изображения. Вы можете посетить их веб-сайт для получения дополнительных сведений о продуктах.
Софи Ши — www.lianfachina.com
Мистер Том — http://sinopipefittings.com
.