Инструмент для загиба жести: 404 — страницы не существует
Ручная и механическая правка и гибка металла
Ручная и механическая правка и гибка металла
Назвать инструмент и приспособления для правки фасонного, листового и полосового металла.
Для правки фасонного, листового и полосового металла используют разного рода молотки, плиты, наковальни, валки (для правки жести), ручные винтовые прессы, гидравлические прессы, валковые приспособления и вороты.
Назвать инструмент и приспособления для гибки фасонного, листового и полосового металла.
Гибка металла в зависимости от его толщины, конфигурации или диаметра выполняется с использованием слесарных щипцов или кузнечных клещей с помощью молотка, на плите для правки, в тисках или в формах и на наковальне. Можно также гнуть металл в разного рода гибочных приспособлениях, гибочных машинах, в штампах на гибочных прессах и на другом оборудовании.
Что такое молоток, из каких частей он состоит и для чего служит?
Молоток — это ударный инструмент, состоящий из металлической головки, рукоятки и клина (рис. 13).
13).
Металлическая часть состоит из следующих элементов: клиновидной части, слегка закругленного обуха (часть, которой бьют) и отверстия. Рукоятку для молотка делают из твердого дерева с сечением и длиной, зависящими от величины отверстия в молотке и от его веса. После насадки молотка на рукоятку в нее вбивается деревянный или металлический клин, который предохраняет молоток от спадания с рукоятки.
Молотки бывают с круглым и с квадратным бойком. Молоток широко используется при выполнении разных операций, а в слесарном деле — это основной инструмент при выполнении слесарных работ.
Назвать вес слесарных молотков и сорт стали, из которой они изготовляются.
Слесарные молотки изготовляются из инструментальной углеродистой стали У7 или У8 (табл. 1). Рабочая часть молотков подвергается закалке до твердости HRC 49—50.
Что такое правка металла?
Правкой называют операцию возвращения кривым или погнутым металлическим изделиям первоначальной прямолинейной или другой формы.
Слесарный молоток
Назвать способы правки металлов.
Правку можно проводить горячим или холодным способом вручную, а также с использованием приспособлений или машин.
Запасная фреза 12728 STAHLWILLE 79260001 SW-79260001 Запасная фреза Длина 13 мм Вес 4 г | Рычаг 11007 STAHLWILLE 72090003 SW-72090003 Рычаг из специальной стали, никелированный Длина 400 мм Вес 643 г |
Фреза для сварочной точки 12727 STAHLWILLE 72260001 SW-72260001 Фреза для удаления сварочных точек в кузовных и жестяных работах, со сменными фрезами диаметром 10 мм. | Гибочный штамп 10900 STAHLWILLE 70220005 SW-70220005 Гибочный штамп с кожаной прокладкой Длина 400 мм Вес 1100 г |
Держатель 10922 для пластин напильников STAHLWILLE 72200001 SW-72200001 Деревянный, для полукруглых пластин Длина 530 мм Вес 260 г | Держатель для напильников 10905, 365 мм STAHLWILLE 72160000 SW-72160000 Держатель для напильников с грубым полотном Длина 365 мм Ширина 35 мм |
Держатель для напильников 10923, 530 мм STAHLWILLE 72200002 SW-72200002 Держатель для напильников из дерева, для плоских пластин напильников Длина 530 мм Вес 300 г | Желонка 10890, 270 мм STAHLWILLE 70220003 SW-70220003 L1 270 мм L2 130 мм Вес 520 г |
Желонка 10895, 390 мм STAHLWILLE 70220004 SW-70220004 Общая длина 390 мм Рабочая длина 200 мм Вес 970 г | Клещи-дырокол 10643 STAHLWILLE 76590002 SW-76590002 Клещи-дырокол для проделывания отверстий в листах толщиной до 1 мм при точечной сварке. Используется вместе с № 10642. Размер 2 |
Молоток короткий № 10780 STAHLWILLE 70130003 SW-70130003 Молоток короткий Диаметр 32 мм Квадрат 25 мм | Молоток короткий № 10785 STAHLWILLE 70130004 SW-70130004 Молоток короткий, клетчатая круглая поверхность. Диаметр 40 мм Квадрат 35 мм |
Молоток короткий № 10800, 35 мм STAHLWILLE 70130007 SW-70130007 Молоток короткий, с круглой, плоской поверхностью и острым наконечником Диаметр 35 мм L1 300 мм | Молоток со штырем № 10812, 30 мм STAHLWILLE 70130012 SW-70130012 Молоток со штырем Диаметр 30 мм Квадрат 25 x 5 мм |
Молоток № 10775, 30/40 мм STAHLWILLE 70130002 SW-70130002 Диаметр 30/40 мм L1 300 мм L2 155 мм | Молоток № 10790 STAHLWILLE 70130005 SW-70130005 Молоток с круглой поверхностью и шаровым наконечником Диаметр 18/41 мм L1 300 мм |
Молоток № 10795 STAHLWILLE 70130006 SW-70130006 Молоток с круглой поверхностью и желудевидным наконечником Диаметр 20/41 мм L1 300 мм | Молоток № 10805, 40 мм STAHLWILLE 70130008 SW-70130008 Молоток с круглой, плоской поверхностью. Длинный, тонкий стержень, толщиной около 1 мм. Диаметр 40 мм |
Молоток № 10806, 40 мм STAHLWILLE 70130011 SW-70130011 Молоток с особенно большими, тонкими поверхностями и стержнем Диаметр 40 мм L1 300 мм | Набор рихтовочных инструментов № 10980 (7 предметов) STAHLWILLE 98812001 SW-98812001 Содержит: молотки № 10785; 10790; ручные наковальни № 10838; 10841; 10861; 10865; клещи № 10935. |
Набор рихтовочных инструментов № 10998 (17 предметов) STAHLWILLE 98812101 SW-98812101 Набор рихтовочных инструментов в стальном ящике № 83/09. Содержит 17 инструментов. Вес 18,3 кг | Напилочная пластина 10906 для держателей № 10905 и № 10923 STAHLWILLE 79060001 SW-79060001 Напилочная пластина для держателей № 10905 и № 10923 Тонкая, с радиальной насечкой |
Напилочная пластина 10907 для держателей № 10905 и № 10923 STAHLWILLE 79060002 SW-79060002 Напилочная пластина для держателей № 10905 и № 10923 Средняя, с радиальной насечкой | Напилочная пластина 10908 для держателей № 10905 и № 10923 STAHLWILLE 79060003 SW-79060003 Напилочная пластина для держателей № 10905 и № 10923 Грубая, с радиальной насечкой |
Напилочная пластина 10915 для держателей № 10905 и № 10923 STAHLWILLE 79060012 SW-79060012 Напилочная пластина для держателей № 10905 и № 10923 Средняя, с косой насечкой | Напилочная пластина 10916 для держателей № 10905 и № 10923 STAHLWILLE 79060013 SW-79060013 Напилочная пластина для держателей № 10905 и № 10923 Грубая, с косой насечкой |
Напилочная пластина 10917 для держателей № 10922 STAHLWILLE 79060014 SW-79060014 Напилочная пластина для держателей № 10922 Грубая, без измельчителя, полукруглая с косой насечкой | Напилочная пластина 10921 для держателей № 10922 STAHLWILLE 79060004 SW-79060004 Напилочная пластина для держателей № 10922 Грубая, без измельчителя, полукруглая с радиальной насечкой |
Обжимные клещи 10642, размер 1 STAHLWILLE 76490001 SW-76490001 Обжимные клещи для загиба жестяной кромки на всех видах жести до 1 мм. Ширина плашки 15 мм Длина 300 мм | Обжимные клещи 10642, размер 2 STAHLWILLE 76490002 SW-76490002 Обжимные клещи для загиба жестяной кромки на всех видах жести до 1 мм. Ширина плашки 30 мм Длина 300 мм |
Паяльные бруски 10925 (5 шт.) STAHLWILLE 77530001 SW-77530001 Паяльные бруски из букового дерева Вес 364 г | Рихтовочная наковальня 10832 STAHLWILLE 70210015 SW-70210015 Рихтовочная наковальня Направляющая 85 x 55 / 45 x 40 мм Вес 1160 г |
Рихтовочный рычаг 10880, 460 мм STAHLWILLE 70220001 SW-70220001 Общая длина 460 мм Рабочая длина 200 мм Вес 1900 г | Рихтовочный рычаг 10885, 500 мм STAHLWILLE 70220002 SW-70220002 Длина 500 мм Вес 2210 г |
Ручная наковальня 10830, 80/100 мм STAHLWILLE 70210001 SW-70210001 Длина 80/100 мм Ширина 70/45 мм Высота 65 мм | Ручная наковальня 10835, 130 мм STAHLWILLE 70210002 SW-70210002 Ручная наковальня в форме запятой Длина 130 мм Ширина 55 мм |
Ручная наковальня 10838, 75 мм STAHLWILLE 70210003 SW-70210003 Ручная наковальня в форме подошвы Длина 75 мм Ширина 60 мм | Ручная наковальня 10840, 70 мм STAHLWILLE 70210004 SW-70210004 Ручная наковальня специальной формы Длина 70 мм Ширина 57 мм |
Ручная наковальня 10841, 107 мм STAHLWILLE 70210005 SW-70210005 Ручная наковальня, плоская Длина 107 мм Ширина 66 мм | Ручная наковальня 10842 STAHLWILLE 70210006 SW-70210006 Ручная наковальня «дьявольской» формы Диаметр 57 мм Высота 60 мм |





Станок для гибки листового металла своими руками
Как сделать станок для гибки листового металла своими руками. Подробное описание процесса и чертежи гибочного станка.
Листогибочный станок – инструмент, отличающийся своей достаточно простой конструкцией, что, впрочем, нисколько не мешает ему демонстрировать потрясающую продуктивность и эффективность при выполнении гибочных работ. Именно о том, как изготовить подобное приспособление своими руками и с минимальными финансовыми вложениями, мы с вами сегодня и поговорим.
Технология гибки и её особенности
В процессе гибки металла происходит сжатие его внутренних слоёв с одновременным растягиванием наружных, при этом прикладываемое напряжение превышает максимально допустимое для этого листового металла напряжение. Как результат – лист металла перегибается на заранее выбранный угол. Степень деформации материала зависит от различных факторов, в первую очередь это его толщина, скорость проведения операции и требуемый угол изгиба. Да и о пластичности металла забывать не стоит.
Хотелось бы обратить особое внимание, что гибка должна проводиться с полным соблюдением технологического процесса – малейшее отклонение может вызывать различные, в том числе и довольно существенные дефекты, сведя на нет все приложенные ранее усилия.
Материалы и инструменты
Для изготовления гибочного станка своими руками понадобится следующее:
- Сварочный агрегат;
- Стальная двутавровая балка;
- Уголок;
- Болты;
- Рукояти;
- Струбцины;
- Петли.
Изготовление станка своими руками – начальный этап
Самодельный гибочный станок включает в себя следующие узлы и компоненты (рис. 1):
- Основание;
- Прижим;
- Гайка-маховик;
- Обжимной пуансон с рычажной рукоятью;
- Струбцины, фиксирующие приспособление на верстаке.
Итак, чтобы сделать листогибочный агрегат своими руками следует в первую очередь озаботиться обустройством его основания, изготавливается которое из металлического швеллера №6,5 (можно и №8), длина которого не превышает 0,5 м (данный параметр можно подбирать по своему усмотрению).
Прижим, основу которого составляет уголок, позволяет сгибать листы на угол свыше 90°, что особенно актуально в ситуации, когда требуется фальцевое соединение листов. Конструкция самого прижима сварная, главный уголок под №5 усиливается посредством профиля из уголка №3. Для максимальной жёсткости толщина полок уголка должна быть не менее 5 мм. Длина прижима должна быть меньше основания примерно на 70 см, при этом на его торцах наваривают кронштейны из уголков №3, толщина стенки которых также составляет 5 мм (рис. 2).
Конструкция самого прижима сварная, главный уголок под №5 усиливается посредством профиля из уголка №3. Для максимальной жёсткости толщина полок уголка должна быть не менее 5 мм. Длина прижима должна быть меньше основания примерно на 70 см, при этом на его торцах наваривают кронштейны из уголков №3, толщина стенки которых также составляет 5 мм (рис. 2).
Края уголка, особенно те, которые будут контактировать с металлом, зачищают напильником или же фрезеруют – так, чтобы они были параллельны основанию. Посредине каждого кронштейна высверливается отверстие на 8 мм.
Для обжимного пуансона используют уголок №5, который короче прижима на 10 см. Рычажную рукоять выгибают из прута арматуры, сечением 15 мм, придавая ей вид скобы, после чего сваривают с пуансоном. Из листа металла, толщина которого 5 мм, вырезают щёчки и высверливают в них отверстия на 10 мм.
С торцов рёбер пуансона убирают фаску – глубина 5 мм, длина 30 мм, что позволит установить стальные оси, выполненные из прута сечением в 10 мм. Направление привариваемых осей должно совпадать с ребром уголка. Подобные же фаски, но чуть больших размеров – длина 32 мм, глубина 6 мм, убирают и с рёбер основания.
Самодельный листогибочный станок – работы продолжаются
Продолжаем изготовление гибочного агрегата своими руками. Пришёл черёд предварительной сборки аппарата. Для этого пуансон и основание устанавливают в тисках, следя за тем, чтобы полка уголка и швеллера прибывали в единой плоскости по горизонтали. Оси пуансона дополняют щёчками, фиксируя их с помощью сварки или любым иным удобным способом.
Пробную гибку проводят на мягком листе металла (1 мм толщиной). Он укладывается на основание, а сверху его придавливают вальцы и прижим, прижимая к основе шпильками или струбцинами. В случае необходимости после пробных гибок проводят корректировку положения щёчек, после чего окончательно приваривают их на основание.
Через отверстия в кронштейнах высверливают отверстия на основании – сечение 8 мм, после чего нарезают в них резьбу М10. Отверстия в прижимах расширяют до 10 мм. Снизу в основание вкручивают болты, фиксируя их головки посредством сварки.
Отверстия в прижимах расширяют до 10 мм. Снизу в основание вкручивают болты, фиксируя их головки посредством сварки.
Основание с прижимом стягивается гайками М10 с подложенными под головки шайбами. Для обратного отжатия прижима используют предварительно одетые на болты пружины. Хотя и резиновые амортизаторы далеко не самый плохой выбор.
Для изготовления крепёжных струбцин также используют уголок №3. С их конструкцией можно ознакомиться на рисунке 3. На зажимных винтах М10 устанавливают опорные накладки, а сами струбцины посредством сварки монтируются возле щёчек на полке основания.
Покупка или самостоятельное изготовление – что выбрать
Вот собственно и всё. Мы с вами разобрались, как изготовить гибочный станок своими руками. Но возникает вопрос, а не проще ли купить в магазине уже готовый аппарат? Давайте посмотрим. Практика показывает, что преимущества самодельного станка более чем очевидны – заводские модели в подавляющем большинстве случаев достаточно габаритны и способны гнуть листовой металл до 3 м шириной, стоимость подобных устройств весьма и весьма существенная, а механический привод, которым они преимущественно оснащены, совсем не подходит для тонкой работы. Другое дело привод гидравлического типа, хотя стоимость подобного оборудования столь велика, что его задействование даже при выполнении постоянных работ в малых объёмах является нецелесообразным.
Другое дело привод гидравлического типа, хотя стоимость подобного оборудования столь велика, что его задействование даже при выполнении постоянных работ в малых объёмах является нецелесообразным.
Вот и получается, что кроме ручного привода для домашнего использования ничего и не остаётся. Он прост в устройстве и эксплуатации, затраты на его изготовление минимальны, сделать его вполне по силам самостоятельно и без задействования какого-либо специфического оборудования, при этом качество работы по многим параметрам ни в чём не уступает покупным моделям.
Листогибочные станки c ЧПУ | Листогибочное оборудование и инструмент.
Отличное решение для серийного производства изделий из листового металла – это листогибочный станок с ЧПУ.
Долговечное, надёжное и высокопроизводительное оборудование!
Листогибочный станок с ЧПУ – это незаменимый помощник на любом предприятии, которое занимается серийным выпуском изделий из листового металла.
Вертикально – гибочный станок с ЧПУ представляет собой жёсткую высокопрочную конструкцию (отличная защита от производственных вибраций), изготовленную с помощью высокоточных фрезерных станков с ЧПУ. Используя данное оборудование на своём предприятии, Вы сможете заниматься выпуском широкого спектра деталей, а также заготовок для различных сфер производства.
Теперь создание профильных материалов сложной формы, элементов кровельных и водосточных систем потребует от Вас совсем немного времени и усилий.
Специалисты выделяют следующие преимущества гибки металла на станках с ЧПУ:
- Лёгкое производство металлических профилей различных форм и конфигураций;
- Наличие гидравлического или электромеханического привода позволяет создавать необходимые изделия с большой скоростью;
- Идеальный вариант для крупных предприятий, занимающихся серийным производством;
- Высокое качество конечных изделий.
Купить листогибочный станок с ЧПУ по низкой цене – лучшее решение для Вашего бизнеса!
Наличие системы ЧПУ позволяет выполнять следующие операции:
- Осуществлять автоматический расчёт последовательности действий для производства требуемых изделий;
- Запись операций в программу, их сохранение с возможность последующего применения;
- Лёгкая регулировка скорости движения траверсы;
- Надёжная защита используемого инструмента от чрезмерного усилия при гибке изделий;
Такие известные производители листогибочных станков с ЧПУ, MetalMaster, Trumpf, Aliko, Haco, Durma рекомендуют при выборе оборудования, прежде всего, обращать внимание на толщину обрабатываемого листового металла, сложность изготавливаемого профиля, скорость производства требуемых изделий, глубину подачи листа, массу станка, а также очень важно учитывать насколько часто Вам будет необходима перенастройка ЧПУ.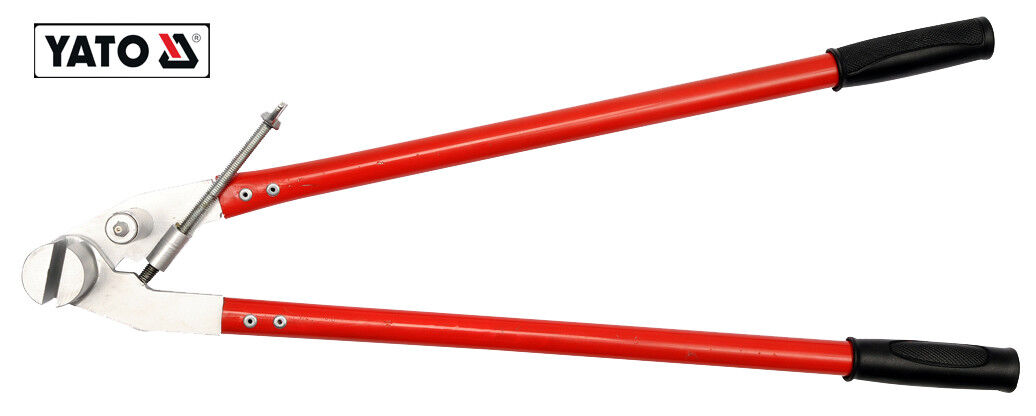
Видео обзор листогибочного станка с ЧПУ Metal Master HPJ
Видео обзор листогибочного станка с ЧПУ Metal Master HPN
По ходу выполнения работы оператору не обязательно принимать прямое участие во всех производственных процессах – эта особенность гарантированно снижает вероятность получения травмы.
Различные виды производства на листогибочных станках с ЧПУ выполняются быстро и без проблем благодаря тому, что рассматриваемое оборудование обладает следующими преимуществами:
- Возможность изготовления сложных профилей из листового металла с высочайшей точностью;
- В итоге на выходе Вы получаете бесшовные конструкции, обладающие высокой надёжностью и долговечностью;
- Программирование требуемого количества операций и быстрая перенастройка для производства деталей различного типа;
- Безопасность оператора в процессе работы, поскольку выполнение основных операций осуществляется посредством пульта ЧПУ;
- Возможность работы с такими материалами, как пластик, медь, латунь, алюминий, мягкая сталь.

Мы экономим Ваше время
Перезвоним и ответим на вопросы через 30 секунд
Отправить заявку на консультацию
Оперативно свяжемся с вами через 30 секунд!
Спасибо! Ожидайте звонка
Эксперт перезвонит вам через 30 секунд!
А пока он набирает Ваш номер. Посмотрите на красивый счетчик справа 🙂
Да да, он гипнотизирует Вас)
Звонок совершенно бесплатный для Вас
до звонка
секунд
инструмент и процесс изготовления жестняных изделий
Как сделать трубу из жести? Этот вопрос интересует всех сторонников бюджетных решений в домашнем строительстве. Ведь самодельные жестяные трубы являются разумной альтернативой «магазинным» водостокам или вентиляционным кожухам. Поэтому в данной статье мы расскажем нашим читателям о том, как из жести сделать трубу, характеристики которой не уступают магазинным аналогам.
Особенности конструкционного материала
Перед началом работы нам стоит познакомиться с нашим конструкционным материалом – жестью. Этот материал относится к прокатной продукции. То есть, по сути, жесть — это тривиальная листовая сталь, выкатаная на вальцах прокатного стана до толщины в 0,1-0,7 миллиметра.
Однако в технологии изготовления жести нашлось место не только прокатным операциям. Ведь готовый продукт нужно еще и защитить от коррозии. Поэтому, после проката, сталь покрывают слоем материала, устойчивого к коррозии.
В итоге, потребитель получает лист стали, шириной от 512 до 1000 миллиметров, покрытый микронным слоем хрома, олова или цинка. Такой продукт очень пластичен — жесть можно обработать даже вручную. Причем, при накатке ребер жесткости, прочность жестяных изделий не уступает стальным аналогам. Поэтому жесть употребляют в процессе изготовления изделий сложной формы.
Инструменты и приспособления для изготовления трубы из жести
Мягкая и пластичная жесть не требует особых усилий, прилагаемых к листовой заготовке.
Поэтому в производстве жестяных изделий, чаще всего, используются следующие инструменты:
- Ручные ножницы по металлу. С помощью этого инструмента можно, без труда, разрезать листовую заготовку. Ведь максимальная толщина жести – всего 0,7 миллиметра.
- Молоток с мягким бойком. Это может быть и киянка – полностью деревянный молоток, и стальной инструмент с резиновой накладкой на ударнике.
Молотки с металлическими бойками, в данном случае, не используются. Они могут деформировать тонкий лист жести, испортив всю работу.
- Плоскогубцы. Ведь несмотря на мягкость тонкого металла, жестяная труба своими руками не гнется.
Кроме того, для выполнения части операций понадобится верстак, который будет использован и в процессе разметки, и в процессе резки заготовки, а также калибрующий элемент — стальная труба, диаметром от 100 миллиметров или уголок с гранями на 75 миллиметров.
Причем, и труба, и уголок должны быть жестко закреплены, ведь на их поверхностях мы будем заклепывать стыковочный шов трубы или короба.
Вдобавок, в процессе разметки заготовки нам понадобятся измерительные инструменты – металлическая линейка, рулетка, угольник и разметчик, представляющий собой остро заточенный, закаленный на конце стальной стержень.
Изготовление жестяных труб своими руками: инструкция процесса
Процесс изготовления жестяных труб и коробов можно разделить на три этапа:
- Подготовительный, начинающийся с разметки и заканчивающийся вырезанием заготовки.
- Формовочный, в процессе которого происходит формирования профиля трубы или короба.
- Финальный, в процессе которого выполняется соединение противоположных краев заготовки.
И далее мы рассмотрим интересующее нас ручное изготовление жестяных труб, которое будет реализовано в виде поэтапного процесса.
Первый этап – подготовка заготовки
Перед тем, как сделать из жести трубу, мы должны разметить листовую заготовку и вырезать из нее полуфабрикат – мерный участок, пригодный для формирования контура будущего изделия.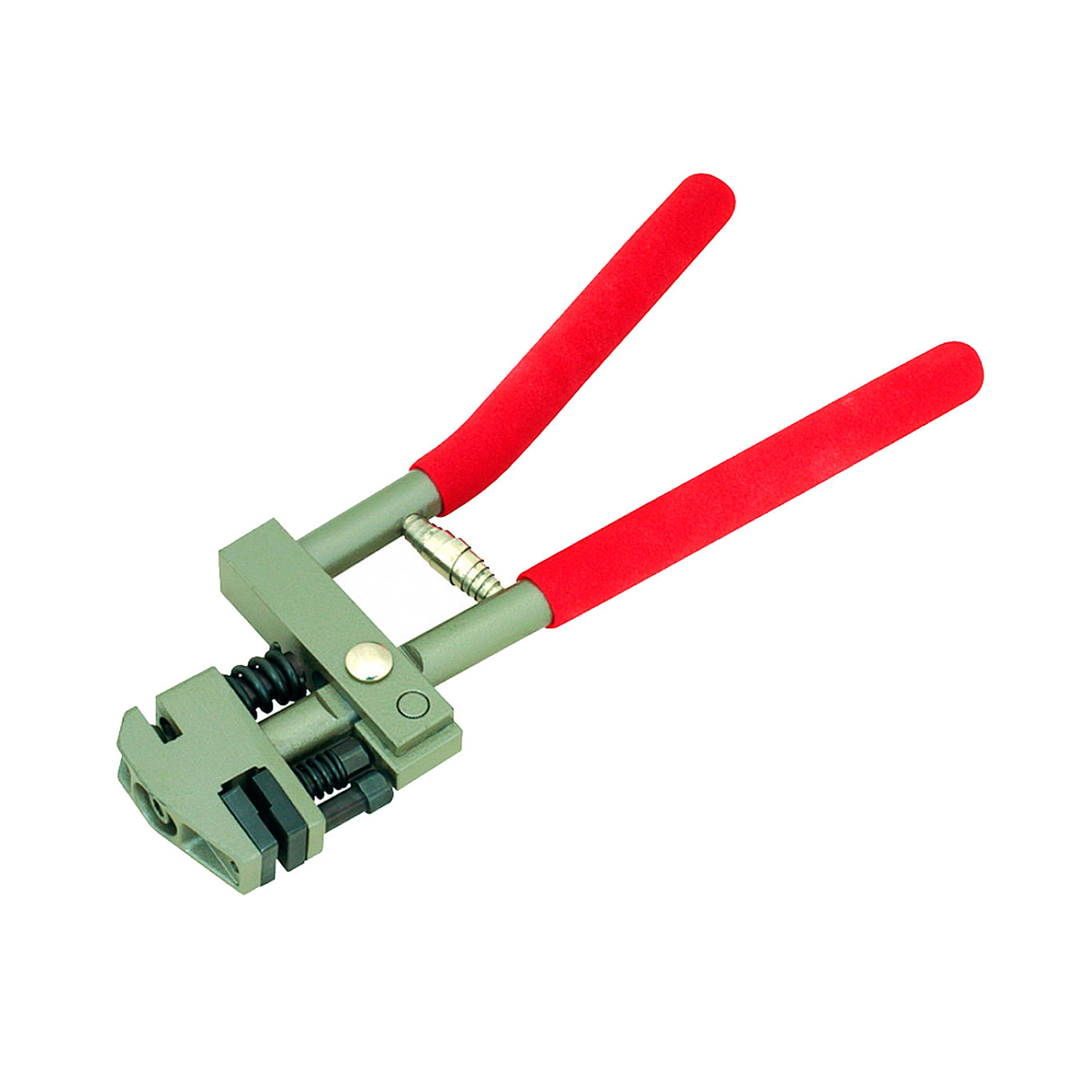
На ровном участке верстака раскатываем лист стали. От верхней кромки листа отмеряем длину трубы, делая отметку разметчиком или мелом. Далее берем угольник и по метке длины трубы проводим линию, перпендикулярную боковой кромке листа. После этого отмечаем на верхней кромке и прочерченной линии длину периметра короба или длину окружности трубы.
Причем к фактической длине окружности или периметру нужно добавить еще 15 миллиметров на стыковочные кромки.
Соединяем отметки сверху и снизу. Вырезаем заготовку из листа, делая боковой и продольный надрез.
Длину окружности можно измерить рулеткой, а можно вычислить по планируемому диаметру, используя общеизвестную формулу из школьного курса геометрии. Периметр – это сумма всех сторон нашего короба.
На этом предварительный этап закончен и нас ждет само изготовление трубы из жести своими руками, реализуемое в виде двух этапов: формовки профиля и обработки стыков.
Второй этап – формирование тела трубы
На следующем этапе наша цель — формовка профиля трубы.
Вдоль заготовки трубы отмечаем линию загиба фальца. С одной стороны она равняется 0,5 сантиметра, а с другой – один сантиметр. Загибаем фальцы под прямым углом к плоскости заготовки. Для этого размещаем заготовку вдоль стального уголка, совместив его ребро с линией загиба фальца и, ударами киянки, деформируем лист до соприкосновения с перпендикулярной плоскостью уголка.
Причем деформацию нужно выполнять постепенно, вдоль всей плоскости загиба. А в самом начале для загиба кромки можно использовать плоскогубцы: ведь даже самая мягкая жесть, из которой делают трубы жестяные – своими руками не гнется.
Далее, на сантиметровом фальце отгибается под прямым углом от плоскости фальца Г-образный загиб. Причем верхняя часть Г-образного фальца должна быть параллельна плоскости заготовки. А длина этого участка составит 0,5 сантиметра.
Поэтому, отмечая фальцы на заготовке, нужно отмерить 0,5 сантиметра по одному краю и два раза по 0,5 сантиметра по краю под Г-образный загиб.

После формовки фальцев приступаем к формовке тела трубы. Для этого помещаем заготовку на калибрующую плоскость и обстукиваем лист жести киянкой до получения профиля нужной нам формы. Вначале у нас получится U-образный профиль, а затем и просто округлый профиль. При этом фальцы должны встретиться.
Третий этап – обработка стыковочного шва
На финальном этапе мы завершаем изготовление трубы, обжимая стыковочный шов.
Совмещаем вертикальные фальцы. Загибаем горизонтальный участок Г-образного фальца к низу. Он должен обернуться вокруг вертикального фальца с другого края заготовки. Полученный сэндвич, торчащий из трубы, загибаем к плоскости изделия, образуя стыковочный шов. Причем загиб вниз должен выполняться от Г-образного фальца к плоскости трубы.
В конце мы можем укрепить линию стыковки заклепками. Однако такая стыковка надежна и без этого.
Ручные обивочные инструменты
Категория:
Материалы внутренней отделки
Публикация:
Ручные обивочные инструменты
Читать далее:
Ручные обивочные инструменты
При производстве обивочных работ применяют ручные инструменты для резки различных материалов, гибки, клепки и шитья.
Ручные инструменты для резки материалов. Среди ручных инструментов, предназначенных для резки материалов, широкое применение нашли различные ножницы, дыропробивные щипцы, пробойники, ножи, ножницы и кусачки для резки проволоки. Ручные ножницы, применяемые в обивочном производстве, очень разнообразны. Их используют для резки твердых древесноволокнистых листов, листовой стали, толстого текстовинита, тонких облицовочных тканей, поливинилхлоридных пленок, кантов и Других материалов. Поэтому обойщик должен иметь набор различных ножниц. Ножницы и кусачки для обивочных работ показаны на рис. 1. Для резки листовой стали и главным образом твердых древесноволокнистых плит по прямым и закругленным линиям применяют ножницы для резки жести прямые и универсальные. Для резки толстых и твердых тканей и материалов, таких, как брезент, толстая искусственная кожа, а также кожаных ремней и толстых синтетических пленок служат ножницы шорницко-портновские. Ушки ножниц приспособлены для восприятия больших усилий руки, необходимых для резки толстого прочного брезента или кожи. Для резки более легких материалов, таких, как искусственная кожа, дермантин, вельвет облицовочный, толстое сукно, слоистые хлопчатобумажные ткани и им подобные материалы, используются полупортновские ножницы, которые, имея достаточно длинные лезвия, пригодны для длинных резов, не требуют приложения чрезмерных усилий. Для резки малых кусков толстой ткани или сшитой двойной ткани наиболее пригодны мужские ножницы. Эти ножницы имеют крепкие не очень длинные лезвия и очень удобные ушки, дающие возможность резать твердые материалы.
1. Для резки листовой стали и главным образом твердых древесноволокнистых плит по прямым и закругленным линиям применяют ножницы для резки жести прямые и универсальные. Для резки толстых и твердых тканей и материалов, таких, как брезент, толстая искусственная кожа, а также кожаных ремней и толстых синтетических пленок служат ножницы шорницко-портновские. Ушки ножниц приспособлены для восприятия больших усилий руки, необходимых для резки толстого прочного брезента или кожи. Для резки более легких материалов, таких, как искусственная кожа, дермантин, вельвет облицовочный, толстое сукно, слоистые хлопчатобумажные ткани и им подобные материалы, используются полупортновские ножницы, которые, имея достаточно длинные лезвия, пригодны для длинных резов, не требуют приложения чрезмерных усилий. Для резки малых кусков толстой ткани или сшитой двойной ткани наиболее пригодны мужские ножницы. Эти ножницы имеют крепкие не очень длинные лезвия и очень удобные ушки, дающие возможность резать твердые материалы. Для легких вспомогательных и отделочных работ, при шитье на машине, монтаже обойных панелей или обивки потолков очень удобны легкие домашние ножницы.
Для легких вспомогательных и отделочных работ, при шитье на машине, монтаже обойных панелей или обивки потолков очень удобны легкие домашние ножницы.
Рекламные предложения на основе ваших интересов:
Рис. 1. Ручные ножницы и кусачки для проволоки, применяемые для обивочных работ:
а и б — ножницы для жести соответственно прямые и универсальные; п — шорницкоэ портновские ножницы; г — полупортновские ножницы; д — мужские ножницы; е — домашние ножницы; ж — кусачки; з — боковые кусачки
При выполнении обивочных работ необходимы кусачки для резки проволоки. Существуют различные виды кусачек. В мастерских, занимающихся изготовлением каркасов и пружинных блоков сидений, необходимы наборы кусачек и клещей для резки проволоки. Для небольшой обивочной мастерской необходимы клещи-кусачки, которые из-за большой длины ручек по отношению к длине губок могут перекусывать твердую проволоку большого диаметра. Для перекусывания более тонкой и мягкой проволоки удобнее пользоваться боковыми кусачками. Из-за небольшой ширины губок этими кусачками можно перекусывать проволоку и тонкие гвозди в труднодоступных местах. Ими можно также пользоваться для перекусывания кантов и других материалов.
Рис. 2. Дыропробивные щипцы:
а — для жести, древесноволокнистых плит и картона; б — для кожи и тканей; 1 — ручка; 2 — пружина; 3 — упор; 4 — пробойник; 5 — револьверная головка
Дыропробивные щипцы. Для пробивания небольших отверстий в листовом металле, древесноволокнистых плитах, коже, пленках и ткани применяют специальные дыропробивные щипцы. Для пробивания отверстий в листовом металле служат щипцы, показанные на рис. 2, а, их можно использовать также для пробивания твердых древесноволокнистых плит и картона. Этими щипцами можно пробивать отверстия диаметром до 5 мм в листовой стали толщиной до 0,5 мм или в твердых древесноволокнистых плитах и картоне толщиной до 4 мм. Для пробивания отверстий в коже, тесьме, тканях, искусственной коже и пленках очень удобные револьверные дыропробивные щипцы. Такие щипцы имеют ручки с пружиной. На одной губке щипцов расположен упор 3, а на другой — револьверная головка с шестью пробойниками разных диаметров. При повороте головки можно легко подобрать пробойник нужного размера. Щипцы, имеющие несколько сменных головок, могут служить для пробивания любых отверстий. Щипцами можно пробивать отверстия диаметром до 8 мм. Отверстия щипцами можно пробивать только по краям материала, так как длина рабочего плеча ограничивает расстояние до отверстия от края материала.
Просечки служат для получения отверстий в тонкой жести, древесноволокнистых плитах, коже, тканях и пленках круглой, овальной и другой закругленной формы. Для получения отверстий диаметром 1 — 10 мм служит просечка, представленная на рис. 3, а. Для получения больших отверстий диаметром 12— 26 мм служит просечка, показанная на рис. 3, б. Обе просечки имеют режущее лезвие одинаковой формы. Наружная часть лезвия имеет коническую форму, а внутренняя часть — цилиндрическую. Полукруглая просечка служит для получения больших отверстий округлой формы.
Рис. 3. Просечки!
а — шорницкая диаметром 1 — 10 мм; б— шорницкая диаметром 12 — 26 мм; в — для жести полукруглая
Рис. 4. Ножи, используемые при обойных работах:
а — монтерские и шорницкие; б — сапожные; 1 — складной нож; 2 — складно с разверткой; 3 — много-предметный ; 4 — складной кривой; 5 — полукруглый; 6 — прямой; 7 — штыковой
Ножи. Нож является подручным инструментом каждого обойщика. Ножи необходимы при изготовлении и монтаже обивочных элементов. В зависимости от выполняемых работ обойщик может пользоваться монтерскими, сапожными или шорницкими ножами. Наиболее распространены в обойных мастерских ножи, показанные на рис. 4. Монтерские ножи складные, имеют одно лезвие. Они могут также иметь развертку или шило, скребок или отвертку.
Для изготовления деталей удобны различные шорницкие ножи кривой и полукруглой формы, а также сапожные ножи. Все эти ножи необходимы для обивочных работ. Во многих случаях подготовка деталей производится только при монтаже, а излишнее уплотнение (ткань или картон) может быть срезано ножом в процессе монтажа или после его окончания.
Ручные инструменты для клепки. Для обивочных работ используются следующие виды заклепок: обычные, пустотелые, односторонние, с насадкой, пистоны и застежки. Все эти виды заклепок требуют специальных инструментов для клепки. Следует также учитывать, что в условиях ремонта бывают случаи, когда доступ к месту расположения заклепки затруднен. К ручным инструментам, используемым при клепке обычными заклепками, следует отнести заклепочные поддержки, натяжки и обжимки.
Рис. 5. Инструменты для ручной клепки:
а — поддержки: б — натяжка; в — обжимка
Рис. 6. Шарнирно-рычажное приспособление для клепки односторонних заклепок:
1 — захватывающий наконечник; 2 — шарнирно-рычажное устройство; 3 — ручка
Заклепочные поддержки служат для поддержания закладной головки заклепки при расклепывании и оформлении замыкающей головки. Поддержки при ручной клепке держат в руке. Образцы поддержек показаны на рис. 4.40, а. Основным преимуществом поддержек является большая масса, тонкая и короткая ручка, чем обеспечивается удобный доступ к закладной головке заклепки.
Натяжки служат для плотного прижатия склепываемых элементов. Натяжка представляет собой стальной стержень с отверстием на одном конце. Диаметр получаемого отверстия должен быть несколько больше диаметра стержня заклепки.
Обжимки служат для придания замыкающей головке после осадки требуемой формы. Обжимка (рис. 4.40, в) представляет собой стальной стержень с углублением на одном конце. Форма этого углубления должна соответствовать требуемой форме замыкающей головки. Обжимкой для трубчатых заклепок служит кернер, так как края замыкающей головки заклепок отгибают в наружную сторону.
Клепка односторонними заклепками очень проста и удобна, но требует специальных инструментов. Такими инструментами являются шарнирно-рычажное приспособление или специальные щипцы. Шарнирно-рычажное приспособление состоит из захватывающего наконечника, соединенного шарнирно-ры-чажным устройством 2 с ручкой 3. Размеры приспособления и его захватывающего наконечника зависят от диаметра заклепок.
Для односторонних заклепок малого диаметра и заклепок, которые можно обрабатывать только под углом 90°, применяются щипцы. Эти щипцы имеют строго ограниченные области применения. Ими можно клепать заклепки только диаметром 2,8; 3,2 и 4 мм. Для заклепок больших диаметров щипцы не подходят, так как длина их ручек не позволяет получить достаточного усилия, а небольшой ход ручек не дает возможности затягивать стержень до его обрыва.
Рис. 7. Щипцы для клепки односторонних заклепок
1 — подкладка: 2 — разжимка
Рис. 8. Щипцы для вставки пистонов:
Рис. 9. Иглы для обивочных работ:
а — шорная с уширенным ушком; б — шорная прямая; в — шорная кривая; г — обойная матрацная; О —обойная двухконечная
Для вставки пистонов или облицовочных шайб в отверстия, требующие окантовки, служат специальные щипцы, на губках которых имеются подкладка и разжимка. Заменяя разжимку, можно расклепывать пистоны разных диаметров.
Иглы. Очень важным ручным инструментом обойщика являются иглы и шилья, шорные и обойные. Среди игл, изображенных на рис. 9, различают: иглы шорные — с уширенным ушком, прямые, кривые, а также иглы обивочные— матрацные и двухконечные. Приведенный перечень игл обеспечивает выполнение любых обивочных работ.
Шилья. Шилом пользуются при сшивании толстых и твердых обойных материалов. Шилья, применяемые при обивочных работах, показаны на рис. 10. Шильями также пользуются при разметке тканей. Для работы шилья вставляют в ручки, форма которых должна соответствовать роду работы. На рис. 4.46 изображены ручки для шильев и шорных наколок.
Обивочные молотки. При монтажных обивочных работах молоток является необходимым инструментом. При забивке гвоздей для закрепления обивочных элементов у автомобилей старых моделей обойщики пользуются специальными молотками. Так как при обивочных работах часто приходится поддерживать левой рукой прибиваемый материал, то обойщик пользуется намагниченными молотками, для того чтобы иметь запас гвоздей.
Обивочные инструменты и приспособления. Обойщики применяют для работы множество специальных инструментов и приспособлений. Это захваты для некоторых скоб или для облицовочных накладок переднего окна. Для извлечения старых гвоздей и скоб необходимы лапки. Для монтажных и демонтаж-ных работ применяют плоские и крестообразные отвертки, а также пассатижи.
Измерительные инструменты. Размеры можно определять по шкале измерительного инструмента. В автомобилестроении, а следовательно, и при выполнении обивочных работ измерения производят в миллиметрах. За единицу угловых измерений принят градус, обозначаемый
В комплекте инструмента должны быть следующие измерительные инструменты: измерительные линейки, штангенциркули, линейки, лекала, шаблоны для измерения формы профиля обивочных элементов, шаблоны для разметки.
Измерительная линейка представляет собой стальную полоску с делениями, нанесенными с шагом 1 мм, а иногда 0,5 мм. Более длинные линейки (рулетки) изготовляют из тонкой стальной ленты и свивают в спираль.
Рис. 10. Шорные шилья:
а — мечевидные; б — овальные; в — конусные
Рис. 11. Ручки для шорных шильев и наколок:
а — прямая; б — с обоймой; в — с гайкой; г — трубчатого типа
Рис. 12. Молотки, применяемые при обивке автомобилей:
а — обивочный; б — обивочный магнитный; в — слесарный; г — резиновый
Рис. 13. Лапки для выдергивания гвоздей: а — малая; б — большая
Универсальный штангенциркуль служит для измерения длины, диаметра и глубины отверстий с точностью до 0,1 мм. В мастерских имеются штангенциркули, обеспечивающие точность измерения 0,05 и даже 0,02 мм. Универсальный штангенциркуль — это широко распространенный измерительный инструмент. Наибольшая величина измерения универсальным штангенциркулем составляет 140 мм.
Линейки и лекала используются для разметки обивочных материалов (тканей, пленок, древесноволокнистых плит, картона). Вдоль линейки или по лекалу делают обводку карандашом или мелом для обозначения линии реза.
Разметочные шаблоны служат для разметки тканей и других материалов, сложенных в стопы при раскрое их на детали при помощи электропилы. Шаблоны представляют собой листы из бумаги или тонкой жести, на которых с учетом получения наибольшей экономии материала вычерчены детали, необходимые для пошивки из них облицовок сидений или других изделий. Контуры шаблонов имеют частую перфорацию для того, чтобы порошок проходил через отверстия и оседал на ткани.
К вспомогательным материалам, применяемым при разметке, относятся столярные карандаши и цветной мелок.
Рекламные предложения:
Читать далее: Демонтаж и монтаж разборных соединений
Категория: —
Материалы внутренней отделки
Главная → Справочник → Статьи → Форум
Самодельный листогибочный станок для окрашенной жести
На чтение 5 мин. Просмотров 67 Опубликовано
Самодельный листогибочный станок для окрашенной жести призван обеспечить высокое качество и точность гибки металла, имеющего лакокрасочное покрытием. При этом продукция, изготовленная на этом оборудовании, должна иметь хороший (а если постараться, то и привлекательный) товарный вид. Сегодня мы расскажем о том, как изготовить столь полезный листогиб своими руками.
Конструкция листогиба
В статье «Простейший самодельный гибочный станок листового металла» мы рассказали о схеме, по которой работает ручной листогиб. В ней рассказывается о станке, который деформирует неокрашенную жесть и производит продукцию, к которой предъявляются крайне низкие требования.
Схемы работы листогиба.
В настоящей статье мы расскажем, как изготовить самодельный листогибочный станок для окрашенной жести. Обработка жести с лакокрасочным покрытием должна производиться на более мощном оборудовании, которое обеспечивает, кроме того, ещё и более высокие точность и качество гиба. Конструкций самодельных станков, предназначенных для гибки окрашенного листового металла, интернет предлагает много. Мы расскажем ещё об одной.
Листогиб, о котором мы будем рассказывать, схематически изображён на рисунке.
Компоновка листогиба (пуансон открыт).
Основанием предлагаемой конструкции служит, как самый жёсткий из доступных профилей, швеллер (№ 5…8). С верстаком, который является основанием, он связан двумя струбцинами. Изгибаемый лист окрашенного металла помещается между основанием и прижимом (швеллер № 5 — играет роль траверсы) и прижимается двумя гайками-маховиками. Такая конструкция гайки выбрана для того, чтобы необходимый (с достаточно большим усилием) прижим можно было осуществлять вручную, без применения инструмента. Сильный прижим необходим, что бы исключить перемещение листа металла во время гибки (под действием касательной составляющей основного усилия). Вместо гайги-маховика возможно применение гайки-барашка или других специальных гаек, которые окажутся у вас под руками.
Гибка листа металла осуществляется под воздействием обжимного пуансона: в процессе его поворота от положения на предыдущем рисунке (пуансон открыт) до положения на следующем рисунке (пуансон закрыт).
Листогиб с основанием (пуансон закрыт).
Для лучшего понимания конструкции приспособления и возможности создания эскизной конструкторской документации (далее — КД) под свои потребности, предлагаем вашему вниманию деталировку самодельного листогибочного станка для окрашенной жести.
Деталировка листогиба.
Содержание деталировки самодельного листогибочного станка:
1. Струбцина;
2. Щека;
3. Основание;
4. Кронштейн;
5. Прижим;
6. Ось;
7. Пуансон.
Все детали и узлы должны изготавливаться из прочной стали толщиной 5…6 мм, ручка Ø 15…20 мм (рекомендуется из прочного, но лёгкого материала – своими руками поднимать будете).
Отдельно остановимся на прижиме. Сторона, которой он прилегает к листу деформируемого металла, должна иметь отличную плоскостность (то есть, по-возможности, минимальное её численное значение). На это следует обращать внимание при выборе материала. Если совсем без изъянов выбрать профиль не удаётся, то следует произвести фрезерование рабочей поверхности.
Предотвращаем волнистость прижимной планки
Следует иметь в виду, что любой металл пластичен, и внутреннее напряжение в нём распределяется от точки приложения усилия (в нашем случае — это место установки ручки) к краю детали. Эпюра распределения напряжений внутри детали имеет приблизительно следующий вид (т. е. резко отличный от прямой линии. Левая ручка управления траверсой находится на эпюре справа, левый край траверсы — слева. У правой ручки — зеркальная картина.). В результате, траверса через некоторое время будет иметь волнистую рабочую поверхность.
Эпюра распределения напряжений в металле траверсы.
Поэтому, какой бы прочный профиль мы ни выбрали для траверсы, всё равно в процессе эксплуатации происходит её деформация в местах крепления ручек, так как там максимальные механические напряжения (о печальных последствиях этого явления — смотри выше). Чтобы свести деформацию к минимуму, следует профиль усиливать.
Примеры конструктивного усиления профиля траверсы.
Конструкция усиления прижимной планки.Усиление траверсы.
Изготовление самодельного листогибочного станка для окрашенной жести
В соответствии с разработанной эскизной КД, вы изготавливаете отдельные детали. Рекомендуем сразу снимать заусеницы (напильником или любым другим подручным инструментом) и, в технически обоснованных случаях, «заваливать» (просто притуплять) острые кромки (деталь должна иметь такой внешний вид, что бы «её было приятно взять в руки»).
Далее, выполняем все необходимые сборочные операции. К станку, при желании, можно разработать и изготовить «персональное» основание, которое позволит эксплуатировать приспособление прямо на рабочем объекте.
Листогибочный станок для гиба покрашенных стальных листов.
Места сварки следует тщательно зачистить карщеткой и обязательно покрыть грунтом, так как металл здесь ослаблен и может быстро поржаветь. Вообще-то, рекомендуется покрыть грунтом всё приспособление.
Заключительные операции
Что бы листогибочным станком было приятно пользоваться, его следует покрасить. Этим вы, кроме эстетических характеристик, повысите его антикоррозионную защиту. Краску можно использовать пентафталевую типа «ПФ». Перед покраской, если вы по какой-то причине не осуществили грунтовку, не забудьте произвести очистку (в том числе и обезжиривание) всех металлических поверхностей.
И заключительная операция – это смазка узлов трения. Можно использовать любую консистентную смазку (жировую, литол, солидол и т. п.). Желаем вам успехов!
Где купить
По поводу покупки готовых листогибов смотрите контакты продавцов на этой странице.
Metalcraft Инструменты для прокатки / гибки / клепки
ROLLING Функция позволяет легко и равномерно прокатывать круги и дуги разного радиуса без необходимости предварительного нагрева материала. Прокатка осуществляется путем многократного пропускания материала вперед и назад через машину (между боковыми роликами и роликом намоточной ручки). По мере того, как это делается, постепенное увеличение давления на основную рукоятку приводит к сужению радиуса при каждом проходе через машину.
ИЗГИБ Функция предоставляет полезный инструмент для гибки всевозможных компонентов из плоской полосы, квадратного стержня и сплошного круглого стержня.Эта функция делает его незаменимым инструментом для металлообработки. Для гибки материал помещается между квадратным или ромбовидным формирователем и боковыми роликами. Передний рычаг постепенно изгибается до необходимого угла. Достижимый угол изгиба составляет от 180 до 60 градусов при использовании инструмента Master RBR и от 180 до 90 градусов при использовании инструмента Hobby или Practical RBR.
КЛЕЙКА обеспечивает быстрый, безопасный и простой способ соединения металлических полос и прокрутки вместе. Клепка придает готовой работе аутентичный и традиционный вид как для новичков, так и для профессионалов.Заклепка выполняется просто путем помещения заклепки в предварительно пробитые отверстия металлической полосы, которую необходимо соединить, а затем помещения материала между стойками для заклепки на инструменте. Используйте передний рычаг, чтобы сжать заклепку и, следовательно, сформировать соединение. Естественно, те, у кого есть сварочное оборудование, могут предпочесть использовать сварку как средство соединения формованных металлических конструкций, особенно при коммерческом использовании. Неудивительно, что те, кто умеет сваривать, легко замечают возможности диверсификации бизнеса, которые предлагают инструменты Metalcraft.
Объединение 3 функций в одном инструменте делает эти инструменты для вальцовки / гибки / клепки очень универсальными.Поскольку обе машины портативны и не требуют электроэнергии, они хорошо подходят для изготовления «на месте».
Распространенный вопрос: как катить круг нужного размера с помощью Metalcraft Tools?
A. Вариант 1 (для математиков): Сначала определите размер круга, который вы хотите сделать. Затем нам нужно знать длину окружности этого круга, то есть длину стали, необходимую для создания этого круга. Если вы знаете желаемый диаметр, формула будет следующей:
X диаметр = окружность (= 3.14125)
Также необходимо учитывать толщину используемой стали. Пример: для круга с внутренним диаметром 7 7/8 дюйма с использованием стали толщиной 1/8 дюйма, чтобы найти необходимую длину металла, расчет будет следующим:
3,14125 x 8 = 25 1/8 дюйма
Если это внешний диаметр должен быть 7 7/8 дюйма, вычтите 1/8 дюйма:
3,14125 x 7 3/4 дюйма = 24 5/16 дюйма
Вариант 2: Создайте шаблоны и сохраните их. Используйте разные толщины металла и разной длины, напишите на них информацию о размерах, а затем сделайте свиток.Нам нравится сначала отмечать каждый дюйм (делать следы от ступней толще) на всем куске металла, а затем делать свиток.
Инструменты и приспособления для гибки проволоки
Формирователь для гибки
С помощью гибочного станка вы можете очень легко согнуть кусок проволоки в желаемую форму. Принцип очень прост: в мастерской найдите предмет или деталь того же размера и формы, которые вы хотите получить после сгибания, закрепите эту деталь зажимом и согните вокруг нее проволоку. В качестве гибочных станков могут использоваться различные детали, такие как обрезки стальных труб, конические шкивы, шкивы, древесные отходы… Это очень простой метод сгибания проволоки, и на следующем рисунке вы можете увидеть несколько примеров.
Гибочный блок
На следующем рисунке вы можете увидеть, как сделать гибочный блок, который фиксируется в тисках. Принцип гибки аналогичен принципу гибочных формирователей, с той разницей, что к верхней части гибочного блока прикреплена пластина со ступенчатым упором (базовая часть). Рука не может вращаться вокруг блока. Если у вас нет оборудования, необходимого для изготовления блочной части, вы можете найти подходящий конический шкив и подогнать конструкцию под его размеры.
Станок для гибки проволоки малого диаметра
На следующем рисунке вы можете увидеть рисунок, который поможет вам сделать небольшой инструмент, с помощью которого можно быстро согнуть тонкую проволоку. Это очень полезный инструмент для электриков и людей, занимающихся изготовлением украшений из проволоки. В некотором смысле работа с ним похожа на работу плоскогубцами.
Инструмент для гибки арматуры — Станок для гибки арматуры
Это очень простой трубогиб, размеры которого соответствуют гибке стальных стержней для армирования бетона.Аналогичным образом, изменив размеры деталей, вы можете сделать станок для гибки проволоки меньшего диаметра. В Интернете вы можете найти несколько примеров такого типа станка для гибки проволоки, поэтому, если вам не нравится эта конструкция, вы можете найти похожий и составить комбинацию нашего плана и станка для гибки проволоки из изображения, которое вы нашли.
Приспособление для крепления на столе для гибки проволоки
Если вам нужно простое и удобное приспособление для быстрой гибки проволоки, обратите внимание на следующий рисунок. Если вам нравится принцип, примените его на основе предложенного рисунка.Зажим состоит из основания с различными прорезями, которые служат тормозами для сгибания проволоки, а в середине есть отверстия для установки подвижных шпилек. Приспособление крепится к столешнице, с его помощью можно гнуть спирали, разные углы и петли (глазки).
| Это инструмент для обжима контактов разъема Hobby , предназначенный только для обычных контактов разъема RC. Этот инструмент обжимает провод сильнее, чем любой другой, который мы тестировали.Используйте этот инструмент, чтобы сделать индивидуальные жгуты, сделать свои собственные разъемы для аккумуляторов или изменить существующую проводку. СОВЕТ! Как использовать наш обжимной инструмент Hobby Pin Crimp Tool. Обратите внимание, что на штыре разъема есть 2 набора зажимов: один для изоляции провода, а другой — для жил. Зачистите примерно 3/16 дюйма изоляции с одного конца провода. Вы хотите, чтобы зачищенная часть была достаточно длинной, чтобы протянуть через изгибы жилы провода и выступить на другой стороне. Обратите внимание на небольшой выступ в центре в овраге. оврага.Обратите внимание, что это только с одной стороны. Когда вы держите инструмент направленным от вас, овраг вниз, он находится справа. Это превращает изгибы (на контакте разъема) в провод (загибает их внутрь), чтобы они не врезались друг в друга. Начните с обжима ТОЛЬКО изоляционной части и слегка, затем полностью вставьте штифт в инструмент, чтобы изгибы жилы провода (на штыре разъема) оказались над небольшим выступом в желобе и обжались очень плотно. Артикул: RRCCRIMP | |||||||
САМЫЙ инструмент для улучшения Z-образных изгибов Летные характеристики модели улучшаются, когда сервомеханизмы работают плавно…и эти прецизионные плоскогубцы для Z-сгиба созданы для создания идеального Z-образного сгиба в точном месте на проволоке каждый раз! Центрирующий штифт совмещен с отверстием сервопривода для точного позиционирования Z-образного изгиба. Создает последовательные, 90-градусные Z-образные изгибы с ограниченным напряжением проволоки. Виниловые ручки обеспечивают лучший захват и больший комфорт. : GPMR8025 | |||||||
| Комплект трубогиба K&S Engineering предназначен для работы с латунными, алюминиевыми и медными трубками от 1/16 «до 3/16».Поддерживает трубку и создает изгиб без перегиба. Вставьте трубку в трубогиб, затем согните дюбель или пруток. Включает гибочные машины четырех разных размеров. Картонная упаковка Артикул: KS321 | |||||||
| Удобный инструмент для зачистки проводов, резак и зажим. Режет стальную или медную проволоку. Провода сечением 20-30 AWG (0.8-0,25 мм), многожильный или одинарный. Долговечный. Это тот же инструмент, который мы используем в магазине. Артикул: RRCPCSHT5023 | |||||||
| Высокопроизводительный обжимной инструмент Powerpole по разумной цене. Обжимает контакты Powerpole всех трех размеров; 15, 30 и 45 ампер. Механизм с храповым механизмом гарантирует правильную обжимку каждый раз. Контактный позиционер правильно удерживает контакты при обжиме.Намного быстрее и лучше, чем паять. Возможны соединения с максимальной прочностью и минимальным сопротивлением. Длинная рукоятка с высоким рычагом облегчает обжим даже 45 А калибра 10. Размеры В, Ш, Г 7,75 «X 3» X 1,5 «Вес 20 унций Контактная удерживающая сила, контакты 15, 25 А Более 25 фунтов Контактная удерживающая сила, контакты 45 А Более 35 фунтов Артикул: RRCPWRCRIMP | |||||||
| Master Tool Kit, содержащий все необходимое для вашей мастерской RC.Включает в себя наши нестандартные устройства для обжима и обрезки проводов, наборы контактов разъемов и ценные размеры термоусадки — все в одном полном наборе инструментов. Всего 208 штук . Подробный список элементов в наборе: Инструменты класса Pro: Все компоненты организованы в прочном закрывающемся хранилище коробка.Представьте, когда вам что-то нужно, точно зная, где это находится! Номер артикула: RRCMWCCSJR | |||||||
| Master Tool Kit, содержащий все необходимое для вашей мастерской RC.Включает в себя наши нестандартные устройства для обжима и обрезки проводов, наборы контактов разъемов и ценные размеры термоусадки — все в одном полном наборе инструментов. Всего 208 штук . Подробный список элементов в наборе: Инструменты класса Pro: Все компоненты организованы в прочном закрывающемся хранилище коробка.Представьте, когда вам что-то нужно, точно зная, где это находится! Номер артикула: RRCMWCCSF | |||||||
| В наш набор входят обжимной инструмент, комплекты проводов и контактов, которые вам понадобятся, чтобы приступить к изготовлению собственных концов разъемов, Y и удлинителей. В комплекте: 25 футов JR / Spektrum с цветовой кодировкой для сервопривода сверхмощный витой провод 22ga Номер артикула: RRCMCCSJR | |||||||
| В наш набор входят обжимной инструмент, комплекты проводов и контактов, которые вам понадобятся, чтобы приступить к изготовлению собственных концов разъемов, Y и удлинителей. В комплекте: 25-футовый сервопривод Futaba с цветовой кодировкой для тяжелых условий эксплуатации, витой провод 22ga Номер артикула: RRCMCCSF | |||||||
| Станок для гибки проволоки коммерческого качества, созданный специально для индустрии хобби. это согнет проволоку от 0 до 90 градусов и сделает идеальные Z-образные изгибы, L-изгибы, шасси и многое другое! Его дизайн был разработан, чтобы стать идеальным дополнением к вашей мастерской.Его можно легко установить на верстак или разместить на тисках. Этот блок сделан для провода от 0,015 дюйма до 0,047 дюйма. Артикул: DUB480 | |||||||
| Станок для гибки проволоки коммерческого качества, созданный специально для индустрии хобби. это согнет проволоку под углом 0-90 градусов и сделает идеальные изгибы Z, L, шасси и многое другое! Его дизайн был создан, чтобы стать прекрасным дополнением к вашей мастерской.Его можно легко установить на верстак или разместить на тисках. Этот блок сделан для провода от 0,062 «до 0,093». Артикул: DUB481 | |||||||
| Комплект трубогиба K&S Engineering предназначен для работы с латунными, алюминиевыми и медными трубками от 1/16 «до 3/16». Поддерживает трубку и создает изгиб без перегиба. Вставьте трубку в трубогиб, затем согните дюбель или пруток.Включает гибочные машины четырех разных размеров. Пружинные трубки надеваются на трубку и позволяют изгибаться без перегибов. Я использовал их в течение многих лет. Для более крутых изгибов нужно проявить немного осторожности, чтобы снять пружину с трубки, поскольку вы продолжаете увеличивать степень изгиба. Простая концепция работает очень хорошо. Картонная упаковка. Артикул: KS321 | |||||||
| Трубогиб с формующим колесом для предотвращения обрушения стенок труб.Никаких перегибов! Простой в использовании инструмент, не давайте его взаймы, вы никогда его больше не увидите. 😉 Включены 4 секции латунных трубок 1/8 «. Артикул: DUB785 | |||||||
| Трубогиб с формующим колесом для предотвращения обрушения стенок труб. Никаких перегибов! Простой в использовании инструмент, не давайте его взаймы, вы никогда его больше не увидите.;-) Включены 4 секции латунных трубок 5/32 «. Артикул: DUB786 | |||||||
| Согните собственное шасси. Подходит для музыкального провода диаметром до 5/32 дюйма. Устанавливает блок в тиски, вставляет провод и вытягивает ручку. Что может быть проще. Теперь вы можете сделать это индивидуальное устройство именно так, как вы хотите.Также удобен для обработки других металлов, например, цельной латуни и алюминия. Артикул: RRCBENDER | |||||||
Клещи для Z-образных загибов для сверхпрочных конструкций для проволоки толщиной до 0,062 (1/16 дюйма) от подвески 9 Артикул: han119 | |||||||
| Зи Бендер Гарри Хигли для проволоки 1/16 дюйма.Изготовлен из закаленной стали. Можно изготавливать изгибы Z, 90, U и т. Д. Из мягких или твердых материалов, таких как алюминий, латунь и музыкальная проволока. Подходит для любого провода диаметром 1/16 дюйма или меньше. Просто установите шестигранную основу в тиски, поместите провод между штырями и потяните изгиб вокруг штифта. Артикул: ZEE116 | |||||||
Известный гибочный станок Хигли для труб из латуни и алюминия 1/8 «и 3/32».Отличный инструмент для сборки собственного бака и оборудования для заправки топливом. Поддерживает боковые стенки трубок, что позволяет изгибать достаточно узкие радиусы без перегибов. ВРЕМЕННО НЕТ НА СКЛАДЕ Артикул: BND018 | |||||||
| Зи-бендер Гарри Хигли для проволоки размером 5/32 дюйма. Изготовлен из закаленных стальных штифтов.Можно изготавливать изгибы Z, 90, U и т. Д. Из мягких или твердых материалов, таких как алюминий, латунь и музыкальная проволока. Подходит для любого провода 5/32 «или меньше. Просто установите шестигранную основу в тиски, поместите провод между штырями и протяните изгиб вокруг штифта. Артикул: HWB532 | |||||||
Набор Zee Bender от Гарри Хигли для проволоки 1/16 «, 3/32» и 5/32 «.Изготовлен из закаленной стали. Можно делать изгибы Z, 90, U и т. Д. Из мягкого или твердого материала, такого как музыкальный провод. Набор из 3 гибочных инструментов. Просто установите шестигранник в тиски, вставьте проволоку между штифтами и протяните изгиб вокруг штифта. ВРЕМЕННО НЕТ НА СКЛАДЕ Артикул: HWB011 | |||||||
Инструмент для гибки свинца
Описание
Инструмент для гибки свинца
Этот недорогой инструмент для гибки свинца очень пригодится при создании комплекта MegaSquirt или любого комплекта электроники.Это поможет вам быстро согнуть выводы резисторов, диодов, конденсаторов, катушек индуктивности и т. Д. На 1/4 и 1/2 ватт до точных размеров, необходимых для их установки на печатную плату. Инструмент спроектирован с закругленными краями, чтобы предотвратить ненужную нагрузку на выводы компонентов при их изгибе. Это может помочь продлить срок службы собранного устройства, так как провода с меньшей вероятностью сломаются позже и менее чувствительны к вибрации.
Примечание. Все комплекты DIYAutoTune.com имеют маркировку с соответствующим расстоянием между выводами, к которым нужно сгибать.Это синий номер в левом нижнем углу этикетки. См. Ключ метки ниже для получения дополнительной информации.
Этот станок для гибки свинца можно использовать для сгибания большинства деталей ЭБУ Megasquirt, однако компоненты, отмеченные 0,2 ″ и 0,3 ″, необходимо будет согнуть с помощью пары острогубцев аналогично тому, как вы используете свинец. гибочный инструмент. Просто прижмите компонент большим пальцем к губке плоскогубцев и согните провода вокруг губки. Делайте это близко к кончику плоскогубцев.2-дюймовые компоненты и немного ниже, где зажимы шире для 0,3-дюймовых компонентов.
Отзывы клиентов
Оценка 5 из 5 звезд
1 отзыв
4 звезды
0
0%
3 звезды
0
0%
2 звезды
0
0%
1 звезда
0
0%
Только вошедшие в систему клиенты, которые приобрели этот продукт, могут оставлять отзывы.
С какими компонентами это работает?
- Может использоваться для изгиба выводов на деталях с 2 выводами до 0,400 ″. Он не очень хорошо справляется с изгибами 0,350 дюйма и менее.
Приспособление для гибки труб | Пилы Инструменты Пилы и инструменты
Пришел шаблон для гибки | Пилы Инструменты Пилы и инструменты
{{/каждый}}
{{атрибуты.количество}} @ $ {{attributes.price}}
{{/каждый}}
Описание продукта
Bend пришел с легкостью
При повороте ручки этот Came Bender формирует точные кривые на канале из цинка, латуни и меди. Это означает большую свободу дизайна для мастеров по изготовлению витражей, когда требуется жесткое стекло. Изгибы как U-образной, так и H-образной формы имеют швеллерные каналы, все на одном наборе роликов.
Для получения дополнительных сведений об этом продукте щелкните «Просмотреть руководство пользователя».
Клиенты, которые просматривали этот товар, также просматривали
Отзывы клиентов
Изображения продуктов от клиентов
Будьте первым, кто поделится изображениями продуктов с другими покупателями
5 из 5 звезд
От
Desertrosefarm
на
Плюсы: Это отличный инструмент !!! Я ОБОЖАЮ делать круглые и овальные изделия из свинца и фольги… это позволяет мне закончить края с помощью цинка, в котором я могу либо просверлить отверстие, чтобы прикрепить цепь / провод для подвешивания, либо припаять «Handy Hanger», чтобы упростить демонстрацию моих частей, не говоря уже о дополнительной прочности, которая цинк добавляет к изделию!
Я долго ждал, чтобы добавить этот инструмент в свой инвентарь, и теперь жалею, что не сделал это давным-давно.
Минусы: Для начала вам нужно ОЧЕНЬ «места для локтей», чтобы ваш приехал, чтобы переехать. Кроме того, ОЧЕНЬ полезны резка или пила.
4 из 5 звезд
От
czapiewski1212140121
на
Плюсы: Как только вы поймете, как им пользоваться, все заработает как мечта.
Минусы: Мне было непонятно, куда идти, так что вы затянули трубку и посмотрели демонстрацию.
Другие мысли: Эта круглая арочная панель приобрела очень профессиональный вид, и я рад, что вложил деньги.
5 из 5 звезд
От
CarolynG.Мэтьюз
на
Плюсы: Только что купил Zinc Came Bender и обнаружил, что это намного проще, чем ожидалось.
Минусы: К сожалению, у него нет металлических ручек для двух ручек, но я рад, что купил его.
Другие мысли: Инструкции в порядке, можно использовать картинку или иллюстрацию. Я использовал картинку из каталога.
Посмотреть все 10 отзывов покупателей
Связанный контент
10 мая 2010 г.
Когда и как вы начали заниматься витражами? Сколько себя помню, меня интересовали витражи.В детстве я сидел в церквях и смотрел, как (часто) библейские изображения оживают, когда заблудший луч солнечного света озаряет нас. Танцуют тени солнца. На протяжении многих лет я баловался множеством средств массовой информации, пытаясь найти выход для некоторых видений, витающих внутри, но ни одно из них не нашло выхода. Рисование, живопись — даже акварель — никакая профессиональная подготовка не могла дать мне удовлетворительного результата. Но потом было стекло. Несколько лет я жил за границей и проделал путь через Европу на обратном пути в Штаты, когда закончил службу в Корпусе мира.Моим последним международным пунктом назначения был Париж, где один из моих ближайших друзей живет как органист. Две красивые осенние
блог
3 мая 2010 г.
Delphi Glass и ArtFire, ведущая торговая площадка ручной работы, объявляют о новом онлайн-конкурсе искусства. Вызов художника Кольца Огня открыт для всех мастеров. Работы принимаются сейчас. Конкурс завершится 30 июня, а победители будут объявлены 9 июля 2010 года. После ежегодного празднования Национального месяца художественного стекла Delphi организовала еще одно онлайн-мероприятие с помощью своего партнера ArtFire.Первое ежегодное испытание художников «Кольцо огня» предназначено для всех мастеров всех ремесел и способностей, предлагая им использовать обычные художественные принадлежности по-новому и творчески. Ремесленников просят выбрать один или несколько предметов из 10 продуктов, составляющих Огненное кольцо. Эти предметы варьируются от узорчатого дихроичного стекла и тонкой серебряной проволоки до мозаичной плитки, полностью изготовленной из переработанного стекла. Победители выбираются всенародным голосованием и жюри на основе технических навыков и творческих способностей. Категория новичков
блог
30 апреля 2010 г.
Скорее всего, прямо сейчас, читая этот пост в блоге, вы избегаете просроченной задачи.Написав это, я тоже избегал подробного списка задач, связанных с работой. Прокрастинация — это часть жизни, и она, безусловно, всегда была частью моей жизни. Когда я был подростком, родители обвиняли меня в том, что я откладываю все, от занятий на фортепиано до домашних заданий по математике. Я категорически отрицаю, что их обвинения шипят в ответ, я лучше работаю под давлением. По правде говоря, я часто чувствовал себя подавленным, непродуктивным и тревожным. На протяжении многих лет я мог бороться со своими проблемами избегания с помощью 4 инструментов. Уловка состоит в том, чтобы постоянно напоминать себе об этих действиях, потому что они не приходят мне естественным образом.1. Просто скажи нет. Я говорю «да» всему. Нужен кто-нибудь, чтобы возглавить это событие? Конечно. Хотите, чтобы я сделал 12 плакатов для автомойки? Без проблем. Отвести ребенка в детский сад? Конечно.
блог
Артикул 12 марта 2012 г. | Выбор материала для вращающегося инструмента для гибки с вытяжкой Необходимо понимать основы и покрытия, а также то, как покрытая поверхность взаимодействует с трубой или трубой в процессе гибки. к поиску рентабельной и функциональной комбинации. | Статья 1 марта 2010 г. | Цепочка поставок сотрудничает по проекту гибки Столкнувшись с непростым контрактом на гибку и короткими сроками, Рик Уильямс из Rockford Process Control (RPC) обратился за помощью к поставщику труб, производитель гибочного станка и поставщик инструмента в начале проекта. Обмен информацией позволил RPC и его партнерам по цепочке поставок разработать процесс, поставить трубогиб, а также разработать и изготовить инструменты без использования образцов труб. | Артикул 1 августа 2009 г. | Гибка круглых труб Несмотря на то, что гибка круглых труб и труб связана с множеством переменных и проблем, трудности при гибке некруглых профилей более многочисленны и сложны. К наиболее распространенным формам относятся квадратная, прямоугольная и овальная (эллиптическая и плоская). Никто не реагирует на изгибающую силу так же, как круглые формы, поэтому понимание того, как реагирует материал, является первым шагом в изучении изгиба некруглых материалов. | Артикул 12 декабря 2006 г. | Как избежать обычных проблем с гибкой, руководствуясь здравым смыслом Инструменты определяют результат операции гибки. Независимо от того, является ли приложение простым или сложным, подбор правильного инструмента с гибочным оборудованием и методом позволит сэкономить время и деньги. | Артикул 14 сентября 2004 г. | Экономное время требует подлой тактики — Часть 1 Рон Стэндж оглядывается на свои 50 лет в трубогибочной промышленности и делится своими взглядами на одноразовый трубогиб Операторы должны знать, чтобы добиться успеха: правил Ironclad для успешной гибки не существует. |