Вальцовочный станок для листового металла своими руками: Вальцы для листового металла своими руками
Вальцы для гибки металла по выгодной цене. От прямого поставщика.
Придание листовому металлу конической или цилиндрической формы — это необходимая операция для создания элементов вентиляционных и водосточных систем. Выполняется данная задача при помощи специального оборудования – вальцев. Среди широкого ассортимента оборудования представленного на современном рынке Вы без проблем сможете найти технику, как для серийного производства, так и для частных домашних мастерских.
В чём заключаются особенности такой технологической операции, как вальцевание?
- Обрабатываемый листовой или рулонный металл пропускается через валы станка и ему придаётся необходимая форма;
- Если обработка должна выполняться на предприятии занимающимся серийным изготовлением изделий, то используется мощное оборудование с гидравлическим или электрическим приводом. Для работы на строительной площадке отлично подойдёт станок с ручным приводом;
- При обработке металла на него не оказывается термического воздействия, а значит, у него не происходит изменения первоначальных характеристик;
- Также важно отметить, что в материале не образуется внутренних трещин, и он в процессе обработки равномерно деформируется по всей поверхности;
- Холодное деформирование позволяет контролировать процесс изготовления необходимой детали и это позволяет получить на выходе изделие, которое обладает максимально точными геометрическими параметрами.
Сделать вальцовочный станок своими руками, конечно можно, но это требует огромного количества времени и сил, причём при таком подходе у Вас не может быть уверенности в том, что полученное оборудование будет полностью соответствовать реалиям Вашего производства. Также тяжело исключить поломки, которые довольно часто случаются у самодельной техники.
Виды вальцев. Их особенности и преимущества.
Ручные вальцы. Оборудование оптимально подходит для предприятий занимающихся мелкосерийным производством элементов вентиляционных и водосточных систем, а также других изделий, при создании которых требуется радиусная деформация листового металла. Из преимуществ можно отметить мобильность, эргономичность, надёжность. Данная техника имеет относительно небольшой вес, что позволяет с лёгкостью производить её транспортировку.
Из преимуществ можно отметить мобильность, эргономичность, надёжность. Данная техника имеет относительно небольшой вес, что позволяет с лёгкостью производить её транспортировку.
Электромеханический вальцовочный станок. Это функциональное оборудование, которое отличается повышенной износоустойчивостью и универсальностью. Станок позволяет получать прокатные и фасонные изделия, обеспечивая точную деформацию листового металла. Оборудование потребляет небольшое количество электрической энергии и обладает простым управлением.
Гидравлические вальцы. Благодаря мощному гидравлическому приводу рассматриваемая техника является идеальным решением для серийного производства. Высокая точность обработки, надёжная фиксация материала, защита оператора в случае возникновения форс-мажорных обстоятельств.
Вальцы для гибки металла от компании MetalMaster – отличное оборудование по низкой цене!
На сайте компании MetalMaster представлен широкий ассортимент вальцовочных станков. Предлагаемое оборудование подходит для производства водосточных желобов, внутренней облицовки дымоходов, а также для изготовления труб и других деталей, имеющих цилиндрическую форму.
Вальцовочный станок Metal Master 1308 – качественная техника с ручным приводом.
Станок обладает чугунным высокопрочным основанием, которое делает его устойчивым к негативному воздействию производственных вибраций. Оборудование отлично подходит для небольших мастерских или стройплощадок.
Простая и удобная обработка тонколистовой стали, толщиной до 0,8мм. Благодаря специальному передвижному рычагу Вы сможете выполнить надёжную фиксацию обрабатываемой заготовки. У рычага имеется удобная рукоятка, что позволяет руке оператора не соскальзывать с него в процессе работы.
Рассматриваемый вальцовочный станок прост в работе и не требует специального технического обслуживания. Поставка оборудования выполняется на сборной опоре.
Отличное производственное решение. Небольшой вес станка и отсутствие у него электрических узлов делает его транспортировку удобной, и Вы можете использовать оборудование на любых объектах.
Небольшой вес станка и отсутствие у него электрических узлов делает его транспортировку удобной, и Вы можете использовать оборудование на любых объектах.
Электромеханические 3-хвалковые вальцы Metal Master ESR 1315
Валки оборудования выполнены из стали высокого качества, отличаются долговечностью и износостойкостью. Станок не требует специального технического обслуживания, прост в работе, эргономичен и функционален.
Настройка радиуса гиба с помощью удобных рычагов. Нижний и задний валки легко регулируются и устанавливаются в нужное положение. Наличие замка на откидном валу делает невозможным его самопроизвольное раскрытие в процессе работы.
Надёжный корпус станка обладает повышенной износостойкостью. Наглядная кнопочная панель, делающая станок удобным в управлении.
Если Вам необходимо оборудование для выполнения основных производственных операций, связанных с радиусной гибкой листового металла, то приобретайте рассматриваемую технику, которая позволит легко и быстро решить возникающие задачи.
Компания Metal Master предлагает купить со скидкой отличные вальцы. Мы уже 20 лет осуществляем поставку качественного и функционального оборудования на рынок России, Беларуси, Казахстана. Прямое сотрудничество с производителями позволяет нам предлагать самые выгодные для Вас условия. Наличие собственного сервисного центра делает возможным быстрое выполнение гарантийного и постгарантийного обслуживания.
Электромеханический вальцовочный станок для листового металла ТВ-500х4
Вальцы трехвалковые электрические ТВ-500х4 предназначены для производства заготовок цилиндрической формы, могут использоваться на заготовительных участках и цехах предприятий для производства круглых отливов и дымоходов. Закалённые валы обеспечивают надёжность и долгий срок службы, а удобная система боковой разгрузки увеличивает производительность станка. Позволяют работать с заготовками длиной до 400 мм.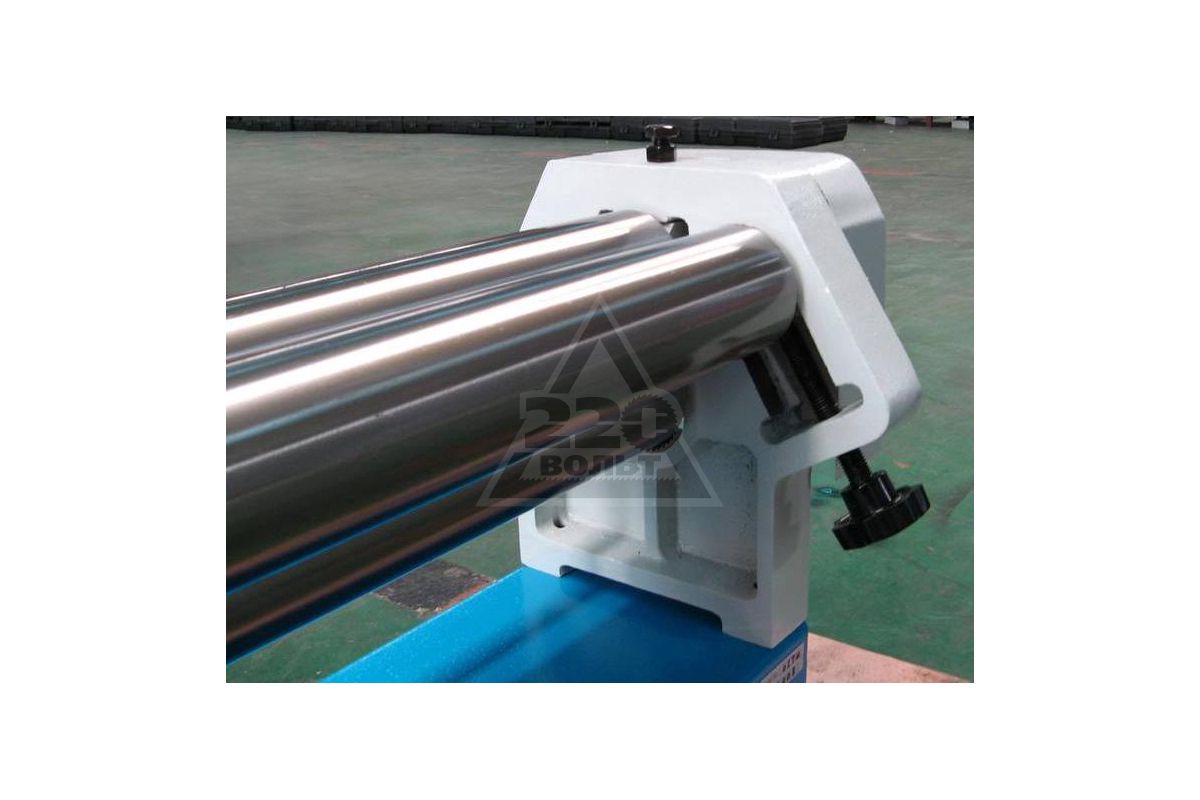
Преимущества
- Лист до 4 мм
- Ассиметричная конструкция
- Не оставляет прямого участка
- Реверс
- Возможность изготовления конусов
Страна изготовления: Россия
| Техническая характеристика электромеханических вальцев ТВ-500х4 электро | ||
| Диаметр валов | 65 мм | |
| Наибольшая длина обработки | 500 мм | |
| Максимальная толщина металла | 4 мм | |
| Габариты и вес станка | 50 кг | |
Отзывы об Электромеханическом вальцовочном станке для листового металла ТВ-500х4
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Вальцовочный станок для листового металла – принцип работы и виды
Для контролируемой продольной или поперечной деформации металлических изделий в производстве применяются вальцовочные станки. Они предназначены для обработки плоских поверхностей с различными габаритами и толщиной. Но можно ли сделать подобный станок в домашних условиях?
Принцип работы
Основная область применения вальцовочных станков – формирование изделий круглой, овальной или конической формы. Для этого в конструкции есть от 3-х до 9-ти валов, через которые проходит стальной лист.
Для этого в конструкции есть от 3-х до 9-ти валов, через которые проходит стальной лист.
Промышленная модель
Для лучшего понимания принципа работы можно рассмотреть процесс деформации заготовки на самой простой конструкции из трех вальцов. Лист располагается на двух нижних упорных валах. Положение верхнего регулируется по вертикали, а нижних – по горизонтали. В зависимости от расстояния между этими элементами станка изменяется радиус искривления плоскости листа.
Существует несколько технических параметров, согласно которым ограничивается область применения вальцовочных станков:
- Диаметр валов. Он влияет на радиусы изгиба изделия.
- Ширина листа.
- Толщина заготовки. Она влияет на допустимую степень прижима верхнего вала.
- Минимальные и максимальные радиусы изгиба. Они зависят от допустимых расстояний между вальцами.
- Возможность изготовления конусных изделий. Для этого необходимо изменять положение валов относительно плоскости друг друга. При этом они не будут находиться параллельно.
Кроме этого существуют дополнительные характеристики станков, которые напрямую влияют на их производительность и комфорт при эксплуатации.
Виды вальцовочных станков
В условиях небольшой кузницы вальцевание листового металла практически не требуется (используется листогибочный станок). Если же возникла необходимость в изготовлении круглой или овальной стальной заготовки – лучше всего обратиться в профильную производственную компанию.
Механический вальцовочный станок
Для правильной постановки задачи необходимо знать основные типы станков, чтобы уже в телефонном разговоре можно было определиться – подойдет ли это оборудование или нет.
Механический
Самый простой вариант вальцовочного станка – механический. Он состоит из трех валов, вращение которых происходит за счет шестереночной передачи. Прижим верхнего вальца осуществляется с помощью механических зажимов.
Возможные ограничения:
- Длина вальцевания – от 340 мм до 2 м.
- Толщина стального листа – от 0,8 до 3 мм.
- Нет возможности изготовления конусных конструкций.
Таким оборудованием чаще всего комплектуется небольшое производство, рассчитанное на обработку тонкостенного листа из металла или алюминия.
Электромеханические
Они отличаются от вышеописанных наличием силовой установки, которая вращает вальцы. Это позволяет увеличить максимальную толщину заготовки, а также повысить производительность.
Электромеханическая модель
Для увеличения функционала это оборудование может быть доукомплектовано различными насадками. С их помощью можно выполнять гибку профильной трубы разного сечения – квадратную, круглую, стальные уголки и т.д.
Возможные ограничения:
- Габаритные размеры заготовки. Такие же, как и у механических моделей — от 340 мм до 2 м.
- Максимальная толщина металла – 10 мм.
Можно сделать подобное оборудование в домашних условиях? При большом желании и возможностях – это задача выполнима. Однако на практике необходимость большого объема изгиба листового железа возникает крайне редко. Поэтому отсутствие самодельных моделей объясняется лишь целесообразностью. Намного проще, дешевле и быстрее заказать партию напрямую у производителя.
как самому сделать самодельные вальцы для профильной трубы трехвалковые для листового металла
Вальцы — рабочий инструмент, используемый для сгибания металлических заготовок. Он позволяет сгибать материалы из стали, алюминия, поликарбоната. Вальцы делятся на гидравлические, электроприводные и ручные. Ручные вальцы стоят существенно дешевле аналогов, но при этом качественно выполняют все необходимые функции. Они практичны, имеют небольшие габариты, отличаются надежной конструкцией и длительным сроком службы. Их используют для изготовления закруглений и сгибов на листовом металле небольшой толщины.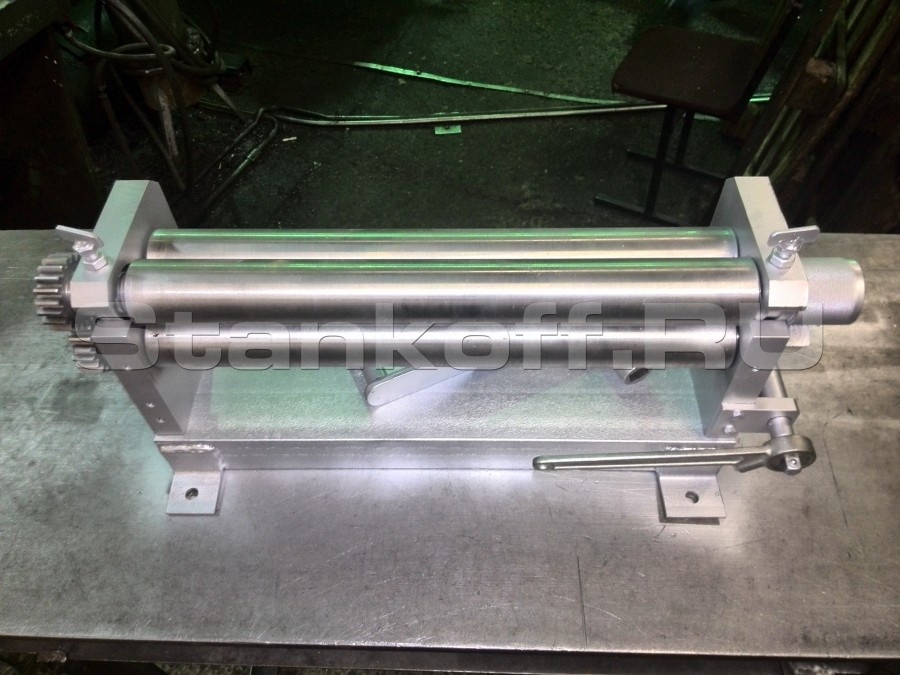 Вальцовочный станок состоит из массивного основания, подающих и приемных валов (в количестве от 2 до 5 штук) и комплекта быстрозажимных струбцин.
Вальцовочный станок состоит из массивного основания, подающих и приемных валов (в количестве от 2 до 5 штук) и комплекта быстрозажимных струбцин.
Собрать вальцы своими руками не так уж сложно. Тем не менее, исполнителю необходимо обладать некоторыми техническими навыками для того, чтобы собрать вальцы для профильной трубы своими руками. Чертежи приборов можно найти в специализированной литературе. Перед началом работ следует подготовить комплектные материалы и соблюдать последовательность выполнения сборки.
Этапы сборки
- Первоначально осуществляется монтаж основания из изогнутого трубчатого каркаса или швеллера подходящего размера.
- Для изготовления вертикальной опоры применяется П-образный профиль, в верхней открытой части которого устанавливается деформирующий элемент вальцового механизма. Данный элемент крепится на специальную струбцину с резьбой. Нижняя часть опоры держится за станиной — при этом деформационное усилие возникает из-за постоянного давления на расположенные по краям вальцы подачи.
- Подающие и приемные валки вальцовочного станка оснащены передаточной цепью. Чтобы скопировать механизм подачи валов потребуется обычная велосипедная цепь. Вам необходимо будет взять передние и задние звездочки от подержанного велосипеда и закрепить их на подающем и ведомом валах. Далее нужно насадить цепь на звездочки, натянуть ее, проверить плавность хода и начать монтаж ручки подачи.
- Сами вальцы вытачиваются из стали, которую затем подвергают закалке.
- Последний этап работ — закрепление вальцов к станинам при помощи подшипников.
Учтите, что изготовленные самостоятельно вальцы для листового металла не следует использовать в качестве профессионального инструмента.
Вальцы для листового металла: преимуществ и недостатки
Вальцовка разных видов металлов считается популярной технологической операцией, которая выполняется на металлообрабатывающих предприятиях. Наиболее популярные сферы, где применяется эта технология — строительство, ремонт. Вальцы для листового металла можно изготовить самостоятельно. Однако для этого необходимо ознакомиться с принципом работы этого оборудования, его устройством, сильными и слабыми сторонами.
Наиболее популярные сферы, где применяется эта технология — строительство, ремонт. Вальцы для листового металла можно изготовить самостоятельно. Однако для этого необходимо ознакомиться с принципом работы этого оборудования, его устройством, сильными и слабыми сторонами.
Вальцы для изгиба листового металла
Разновидности
Вальцовочный станок присутствует на разных предприятиях, которые занимаются изготовлением различных изделий из металлопроката. С помощью этого оборудования можно делать заготовки овальной, конической, цилиндрической формы.
В домашних условиях мастера изготавливают детали для кровельных конструкций, воздуховоды, сливы, желоба. Модели разделяются по производительности, конструкции, типу приводов:
- Ручные модели. Компактные станки с малой массой, который используются для обработки листового проката, стенки которого не превышают по толщине 2 мм. Не требуют подключения электричества, стоят недорого. Часто изготавливаются своими руками.
- Электромеханические модели. На них устанавливается редуктор, которые ускоряет технологический процесс, облегчает труд человека. Позволяет обрабатывать металлопрокат толщиной до 4 мм.
- Модели с гидравлическим приводом. Применяются на крупных металлообрабатывающих предприятиях. Позволяют сгибать металлические листы толщиною до 8 мм.
Чтобы дополнительно ускорить производство, выполнять работы точнее, гидравлические станки оборудуются системами ЧПУ. Подобный тип управления сложно создать в домашних условиях.
Отдельное разделение относится к количеству вальцов, установленных на станке. Чем больше рабочих частей установлено, тем сложнее формы можно изготавливать.
Конструкция и принцип действия
Вальцовый станок состоит из нескольких ключевых элементов, после изучения которых станет понятен его принцип действия. К ним относятся:
- Несущий элемент или как его еще называют — станина. Может изготавливаться из листовой стали или чугуна.

- Валки, которых может быть от двух до 4. Во время самостоятельного изготовления, мастера рекомендуют устанавливать 3 валка.
- Привод — электрический или гидравлический (на ручных моделях устанавливается ручка для управления валками).
- Панель управления. На системах ЧПУ устанавливаются разные датчики, монитор.
Принцип работы поэтапно:
- Изначально подготавливается лист металла, который будут подвергать вальцовке. Он должен быть ровным, без трещин, выемок. Его располагают на двух нижних валках. Заранее их разводят в разные стороны.
- После этого мастер опускает третий вал к листу, чтобы надежно зажать его между рабочими частями.
- Нижние валки начинают вращаться под действием привода или ручной силы человека. Лист перемещается. С началом движения он начинает огибать валки.
Постепенно металлическая заготовка проходит через все рабочие части по заданным конфигурациям до получения изделия требуемой формы.
Вальцы с ЧПУ на производстве
Основные технические параметры
Вальцы листогибочные имеют ряд технических характеристик, от которых напрямую зависит производительность, возможности оборудования. К ним относятся:
- Габариты, масса станка.
- Количество валов.
- Тип привода.
- Максимально допустимая толщина обрабатываемых металлических листов.
- Вид управления.
- Возможность выполнения разных функций.
- Наличие дополнительных элементов.
Производители
Особой популярностью пользуются следующие производители:
- Metalmaster — модели от этой компании выделяются своей надежностью, долговечностью. Дают возможность работать с металлическими листами, арматурой, трубами. Известные модели – MSR 1215 и MSR 1315.
- Stalex — еще одна известная компания, оборудование от которой ценят покупатели. Применяется во время обработки листов разной толщины. Корпуса этого оборудования изготавливаются из прочных марок стали, которые имеют повышенный показатель коррозийной устойчивости.

- Энкор Корвет. Не подходят для серийного производства из-за низкой надежности, однако для небольшой мастерской являются хорошим вариантом.
Одновременно с этим покупатели выделяют такие компании, как JET, PRINZING, SAHINLER, SCHWARTMANNS. Важно учитывать технические характеристики и возможности оборудования.
Сферы применения станков
Вальцовочные станки устанавливаются на многих металлообрабатывающих предприятиях. Среди сфер, в которых они используются выделяются:
- Производство ювелирных изделий.
- Изготовление сливов для воды, кровельных элементов.
- Коммунальное хозяйство.
- Изготовление щитов, стендов.
При этом для производства разных изделий используются разные виды металлов. Станки для вальцовки листового металла упрощают строительные, ремонтные работы.
Изгиб листового металла на станке
Преимущества и недостатки
Преимущества прокатного станка для листового металла:
- Возможность создавать изделия разной формы.
- Обработка листов различной толщины.
- Оборудование с ЧПУ имеет высокие показатели производительности, точности.
- Ручные модели просты в применении, надежны, долговечны.
Серьезных недостатков у вальцовочных станков нет.
Рекомендации по изготовлению вальцовочного станка
Чтобы сделать валковый листогиб самостоятельно, необходимо подготовить инструменты, расходные материалы, найти чертежи в интернете, провести сборку по представленной инструкции.
Требуемые инструменты, расходные материалы:
- Металлические листы.
- Швеллера, уголки, профиля.
- Сварочный аппарат.
- Болгарка, дрель.
- Трубы в качестве вальцов.
- Шестерни, цепь, подшипники.
- Пружины для изготовления прижимного механизма верхнего вальца.
Количество расходных материалов высчитывается по чертежу. Найти готовые эскизы можно в интернете. На них указываются размеры, расположение основных частей, направление вращения рабочих частей.
Поэтапная сборка:
- С помощью сварочного аппарата из металлических листов сварить основание (станину). Сварочные швы зачистить, обработать антикоррозийным составом.
- Из швеллеров изготовить боковые стойки, которые навариваются на станину.
- Из металлических профилей изготовить корпус для расположения ременной передачи, шестерней. Для изготовления этого механизма можно использовать цепь, звездочки от велосипеда.
- Валы должны быть установлены в отверстиях подшипников. Перед их окончательным закреплением, проверить параллельность рабочих частей.
- Закрепить ручку для вращения валов.
Перед тем как окончательно скреплять все элементы самодельного станка между собой, необходимо проверить его в действии. Во время пробного вальцевания, необходимо точно выставить натяжение цепи. Не забывать смазывать подшипники маслом во время эксплуатации. Вальцы, собранные своими руками, которые будут установлены в холодном гараже или мастерской без отопления, необходимо покрыть защитной краской, чтобы избежать появления ржавчины.
Вальцовочное оборудование можно найти на предприятиях, связанных с металлообработкой. С их помощью изготавливаются изделия разной формы. При желании можно собрать ручную установку своими руками. Это поможет сэкономить деньги, упростит строительные, ремонтные работы.
Производство листогибочного оборудования — «Стройинвест»
Гибочное оборудование широко применяется в сфере металлообработки. Вне зависимости от требуемой конфигурации детали или конструкции, всякая заготовка подвергается обработке листогибом, трубогибочным или вальцепрокатным станком, разматывателем или гильотинными ножницами. Конечно, в современной промышленности остается незаменимой технология литья деталей в формы. Но в отличии от комплексов из обработанных листов проката, профилей, арматуры и других элементов, отлитые изделия не могут похвастаться выдающимися техническими характеристиками. Поэтому производство гибочных станков по-прежнему не утратило актуальности на мировом рынке, а установить такое оборудование стоит каждому владельцу металлообрабатывающего предприятия.
Конечно, в современной промышленности остается незаменимой технология литья деталей в формы. Но в отличии от комплексов из обработанных листов проката, профилей, арматуры и других элементов, отлитые изделия не могут похвастаться выдающимися техническими характеристиками. Поэтому производство гибочных станков по-прежнему не утратило актуальности на мировом рынке, а установить такое оборудование стоит каждому владельцу металлообрабатывающего предприятия.
На сайте компании СТРОЙИНВЕСТ представлены качественные листогибочные и другие установки из категории, изготовление которых можно заказать по индивидуальному проекту и по доступной стоимости. Спешите ознакомиться с предложениями — деталями и условиями взаимовыгодного сотрудничества, а также ассортиментом типов и моделей техники. Приобретая листогибы от производителя, вы освобождаете себя от множества сложностей и неоправданных рисков. Убедитесь в этом лично, изучив объективные отзывы уважаемых заказчиков.
Заказывайте только качественные листогибы
На пути к изготовлению гибочного станка производителя поджидают множество потенциальных сложностей. От проблем на этапе проектирования и поиска проверенного поставщика материалов, до налаживания производственного процесса и обслуживания собственной техники. Наши листогибочные станки, производство которых налажено около десяти лет назад, являются лучшими российскими продуктами в категории, не уступающими по качеству установкам из Европы и США. Но при этом стоимость листогиба от СТРОЙИНВЕСТ намного ниже цен на импортные аналоги (даже подержанные). Отметим, что компания проектирует и производит установки любого типа:
- Листогибочные станки.
- Трубогибочные станки.
- Разматыватели рулонов проката.
- Установки для раскроя металла — преимущественно, гильотинные ножницы.
- Вальцепрокатное оборудование.
- Станки для обработки элементов металлической кровли.
- Вспомогательные установки и комплектующие.

Почему мы — лучший вариант?
Если вам необходимо изготовить гибочный станок, который будет идеально подходить вашему производственному объекту по характеристикам и габаритам, непременно обратитесь к нам. Неважно, занимаетесь ли вы проектированием мебели, авторемонтом или созданием наружной рекламы — наши машины удовлетворят условия предприятия и прослужат не один десяток лет. Так что спешите прямо сейчас ознакомиться с информацией, представленной на сайте, а если возникнут дополнительные вопросы — воспользуйтесь услугой бесплатной консультации по контактному номеру. С нетерпением ждем начала взаимовыгодного сотрудничества.
Сравнительные характеристики или как правильно выбрать ручные вальцы
Сравнительные характеристики или как правильно выбрать ручные вальцы
16.03.2019
Покупатель, как сапёр на минном поле…
Большинство трехвалковых станков с ручным приводом, которые на сегодняшний день продаются через интернет мало или совсем не подходят для работы с оцинковкой и тем более нержавеющим листом.
Труба вальцуется «домиком» — симметричные вальцы
Самые дешевые вальцовочные станки с ручным приводом построены по схеме с симметрично расположенными валками, верхний вал равно удален от нижних и потому между валками всегда есть зазор, «мёртвая зона» для листа металла по краям заготовки.
Как результат имеем не провальцованные края и по шву труба похожа на крышу домика.
Нормально вальцевать можно только, когда верхний вал максимально прижат к нижним валкам, т.е. на минимальных диаметрах и стоит увеличить вальцуемый диаметр всего на 10мм опять получите прямые участки, которые тем больше чем выше верхний вал.
Что делать? Не использовать вальцы с симметричным расположением валов.
Ассиметричное расположение валков
Чтобы края трубы были провальцованы и на заготовке не оставалось прямых участков, выбирайте ручные вальцы с ассиметричным расположением валков. В таком случае лист всегда зажат между нижним и верхним валом, т.е. минус одна «мёртвая зона», тогда один край вальцуется до конца с той стороны где лист поджат валками, чтобы провальцевать второй край просто переверните заготовку.
В таком случае лист всегда зажат между нижним и верхним валом, т.е. минус одна «мёртвая зона», тогда один край вальцуется до конца с той стороны где лист поджат валками, чтобы провальцевать второй край просто переверните заготовку.
Почему важно получить круглую форму без «домика» по шву трубы? Потому что труба по шву закрывается лежачим фальцем и при попытке сцепить края трубы между собой фальц всё время выскакивает, если вам всё таки хватит терпения зацепить фальцы между собой, то при осаживании на фальцеосадочном станке замок будет сдвигаться и нормально осадить его не получится.
Также, если труба не будет иметь круглой формы, особенно если вы пытались свальцевать дымоход из дорогостоящей нержавейки, кто вернет вам деньги за испорченный материал?
Конечно найдутся настоящие мастера — профессионалы с опытом, которые на любом станке смогут получить круглую форму но не без «танцев с бубном» конечно.
Обманутые ожидания — вальцы детям не игрушка
Почему-то новички выбирая вальцы и посмотрев парочку видео роликов по вальцовке металла, часто думают, что вальцовочный станок это простое устройство с тремя валами, способное выдать любой диаметр на любой длине. Если вы планируете вальцевать круглые обечайки с ровными краями и совсем не собираетесь изготавливать «оцинкованные лодки» дочитайте хотябы этот раздел до конца.
Важно знать при выборе станка:
1. Диаметр вала прямо связан с его длиной, толщиной вальцуемого металла и минимальным диаметром, который планируется получать. НЕТ НА ПЛАНЕТЕ ЗЕМЛЯ вальцовочного станка с ручным приводом способного «выплевывать», как автомат, оцинкованные трубы на длине 2500-3000мм с ходовым диаметром 100мм. На такой длине вал который не будет прогибаться от нагрузки под 0,5мм оцинковки должен быть даметром более 100мм, а значит свальцевать трубу водостока и составить конкуренцию местному филиалу Леруа Мерлен у вас не получится. Смотрите фото выше, на котором показан станок с длиной валов 2000мм, неудачная попытка свальцевать трубу связана с тем, что в конструкции вальцов на такой длине используются валы диаметром 60мм. Есть конструктивные хитрости позволяющие получать минимальный диаметр на большой длине, мы их применяем, совершенствуем и продвинулись в этих вопросах достаточно далеко, но 100% чуда не бывает — лучше обратиться к специалисту.
Смотрите фото выше, на котором показан станок с длиной валов 2000мм, неудачная попытка свальцевать трубу связана с тем, что в конструкции вальцов на такой длине используются валы диаметром 60мм. Есть конструктивные хитрости позволяющие получать минимальный диаметр на большой длине, мы их применяем, совершенствуем и продвинулись в этих вопросах достаточно далеко, но 100% чуда не бывает — лучше обратиться к специалисту.
2. Не рассматривайте симметричную схему расположение валов при выборе станка, в начале статьи подробно рассказано об этом. Да симметричные вальцы стоят дешевле — ВСЁ ПЛЮСЫ КОНЧИЛИСЬ.
3. Большой популярностью пользуются вальцы с пазом по всей длине верхнего вала, этот паз используется для получения фальца. Как итог имеем ослабленный вал и фальц не совсем правильной формы, т.е. без обратного гиба. Вопрос конечно спорный «быть или не быть». Наше мнение это работа фальцегибочного, либо фальцепрокатного станка и не стоит перекладывать столь ответственную операцию на вал вальцовочного станка, есть для этого специальные модели 2в1 вальцы оборудованные собственным фальцегибом.
4. Диаметр, длина шеек валов и в чём они вращаются, тоже факторы прямо связанные со способность вала сопротивляться прогибу, а значит прокатывать ровную трубу без «лодки» в середине.
5. Материал станины и опорных щёк для валков танка. Большинство производителей применяет чугун. Из плюсов чугуна это дешевое производство элементов конструкции станка путем литья его в форму.
Также чугун антифрикционный материал с низким коофициентом трения может использоваться в узлах трения со смазкой, что еще для большего удешевления позволяет отказаться от подшипников на шейках валов станка. Минусы: если при нагрузке, низкой температуре либо ударе чугун лопнет починить своими руками будет не просто.
Узлы трения без подшипников напрямую в отверстиях чугунных щек требуют ухода, постоянной смазки и удаления посторонних частиц из зон трения, иначе выработка на шейках валов гарантирована и потребуется токарная обработка с напайкой.
Некоторые производители внедряют в узел трения промежуточный дешевый элемент подшипник скольжения — бронзовую втулку. Частично это спасает шейку и опорную щеку ведь теперь вращение происходит во втулке. Опять же требуется смазка и уход иначе втулку придется перетачивать заново на токарном станке.
Лучший выход это применение подшипников качения, да это дороже но освобождает пользователя от смазки и полностью разделяет вал от опорной щеки станка.
При больших радиальных нагрузках приходится использовать роликовые подшипники но и надежность узла повышается в несколько раз.
Как итог: чем больше диаметр шейки и размер подшипника, тем меньше прогиб вала по концам и выше надежность узла вращения вала. Сталь при изготовлении станины и опорных щек это гарантия долгой и надежной работы станка.
Еще раз обратите внимание на чугунные элементы узлов при выборе вальцовочного станка. Это не только щеки, из чугуна изготавливают, червяки и колеса редукционных передач служащих для подъема вала, рычаги подъема и фиксаторы верхнего вала, ручки вращения валов. Да материал обладает низким коофициентом трения и дешев в производстве, но в тоже время чугун хрупок и не поддается ремонту в домашних условиях, заварить обычной сваркой не получится, правильно обработать тоже.
Краткое сравнение характеристик вальцев ручных SBX-VR1275 M и классики из Китая продающейся под различными брендами на территории РФ:
| Диаметр верхнего вала 60мм, диаметр нижнего и бокового (прижимного) 70мм, большой диаметр шеек. Не прогибаются в центре, заготовка прокатывается идеально ровно на всей ширине. | Диаметр верхнего вала 60мм, диаметр нижнего и бокового (прижимного) тоже 60мм, мылый диаметр шеек. Прогибаются в центре, заготовка прокатывается с дугой по шву — «бочкообразно» на полной ширине. |
Полностью стальная станина 09г2с. Приемлемый вес, есть возможность устанавливать, как на опорную стойку, так и на рабочий стол верстак. Мобильность, можно возить на место проведения работ. Приемлемый вес, есть возможность устанавливать, как на опорную стойку, так и на рабочий стол верстак. Мобильность, можно возить на место проведения работ. | Чугун не известной марки. Очень большой вес и не устойчивая опорная стойка, тяжело переносить. Мобильность станка под вопросом. Внимательно при перевозке, много выступающих деталей из чугуна. |
| Шейки валов вращаются в закрытых подшипниках. Обслуживание, какой либо уход и смазка не требуется. Легко заменить своими руками. Низкая стоимость и большая доступность подшипников этого типа. | Шейки валов вращаются непосредственно в окнах щек из чугуна. Требуется смазка узла и постоянный уход, удаление грязи и посторонних частиц. Высокая стоимость ремонта, токарные и фрезерные работы. |
| Высокая скорость производства круглых обечаек — труб вентиляции и водостока на станке, благодаря тому, что прижимной вал выставляется на нужный диаметр один раз и вся дальнейшая работа происходит только поджатием нижнего вала — одним движением. Время проката одной заготовки неопытным пользователем 40 — 50 сек. Тест на время с согнутыми фальцами на краях, что требует открытия верхнего вала для установки заготовки, работа на малых диаметрах от 90-100мм. | Низкая скорость работы, так как сначало нижний вал регулируется на толщину металла и после установки каждой заготовки, требуется вновь поднимать прижимной вал на неоходимый диаметр (чем меньше диаметр, тем выше и дольше нужно поднимать) — крутить штурвал. Время проката одной заготовки неопытным пользователем 1 — 1,5 мин. Тест на время с согнутыми фальцами на краях, что требует открытия верхнего вала для установки заготовки, работа на малых диаметрах от 90-100мм. |
| В конструкции ручных вальцев SBX-VR1275 M не используются типы передач и механизмы требующие ухода и смазки. | В конструкции станков такой серии присутсвуют требующие смазки и ухода червячные передачи, зубчатые механизмы подъема валков. |
| Есть возможность поджимать валы под углом к верхнему валу и прокатывать конуса различных размеров. Также этому способствует небольшая ширина щеки со стороны вершину конуса. | Чтобы поджимать валы под углом к верхнему валу потребуется вмешательство в узлы подъема станка и их перенастройка. Большая щека будет мешать прокату многих размеров конусов. |
| Для ремонта станка достаточно иметь набор гаечных ключей и съемник подшипников. Шейки валов не изнашиваются даже если лопнет подшипник, так как в этом случае шейку вала от трения по окну посадки отделяет внутренний и наружний сепаратор. | Для ремонта потребуются гаечные ключи, инструмент для работы с штифтами и шпоночными соединениями, помощник в виду большого веса опорных щёк. Для восстановления изношеных шеек и окон посадки нужны токарно-фрезерные работы. |
Конечно же многие скажут, что мы слишком предвзято относимся к чугуну и отсутствию подшипников в почти всех вальцах иностранного производства, ведь люди работают на них и даже что-то получается. Но если взять за основное скорость работы и надежность ручного вальцовочного станка, то при прочих равных SBX выигрывает с большим отрывом. Цена? Тут мы промолчим, чтобы никого не шокировать, лучше спросите у менеджеров компании ПКП СТАНБОКС.
Самодельные кольцевые ролики — HomemadeTools.net
Самодельные кольцевые ролики
В категории «Кольцевые ролики» на сайте
HomemadeTools.net есть широкий выбор различных кольцевых роликов, самодельных роликов, роликовых накладок, а также фотографии, видео и подробные сведения о схемах кольцевых роликов. Если вы хотите сделать кольцевой ролик своими руками, вы попали в нужное место! Мы можем помочь с идеями сборки кольцевого ролика, деталями по сборке ролика и советами экспертов по завершению вашего проекта. Создание собственного кольцевого катка может быть забавным, сложным и познавательным, и вы можете сэкономить много денег в процессе.
Создание собственного кольцевого катка может быть забавным, сложным и познавательным, и вы можете сэкономить много денег в процессе.
Если вы хотите сделать кольцевой ролик своими руками, ознакомьтесь с нашими многочисленными списками для кольцевых валков, скользящих валков, маленьких трубных роликов, плоских валков, прижимных роликов, а также металлических кольцевых гибочных станков, роликовых клиньев. , а также идеи для дизайна ваших собственных схем кольцевых катков.
Вы ищете подробный план конструкции кольцевого катка? Наши самодельные детали роликов можно использовать для создания собственного кольцевого ролика, металлического кольцевого гибочного станка, роликового станка, плоского ролика и многих других связанных инструментов.
У вас есть более уникальная задача прокатки колец, и вы хотели бы создать специальный инструмент для вашего приложения? В дополнение к более распространенным кольцевым роликам, наши самодельные конструкции включают идеи для плоских роликов, трубных роликов, прижимных роликов, роликовогибов, трехвалковых трубогибов, скользящих роликов листового металла, трехколесных кольцевых роликов и ободных роликов. У нас также есть идеи для небольших кольцевых роликов меньшего размера и настольных кольцевых роликов. Вы даже можете изготавливать кольцевые ролики с дополнительной мощностью или скользящие ролики.
Если вам нужно знать, как изготовить кольцевой каток, наши идеи проекта сборки и планы самодельного кольцевого катка помогут вам перейти от идеи к готовому и работающему кольцевому катку.Вы можете просмотреть десятки различных проектов кольцевых валков с деталями, фотографиями, видео, техническими чертежами и даже простыми для понимания планами металлических кольцевых валков.
Независимо от того, какой станок для гибки кольцевых валков вы хотите изготавливать, имеете ли вы опыт изготовления кольцевых валков или ищете чертежи металлических кольцевых валков, мы можем помочь вам найти именно то, что вам нужно. поиск и предоставление экспертных рекомендаций по изготовлению кольцевых роликов DIY.
поиск и предоставление экспертных рекомендаций по изготовлению кольцевых роликов DIY.
| Хотя производство некоторое освещение поддержки Trussing, возникла интересная проблема. В наши дни большая часть такой фермы изготавливается из алюминия, однако она стоит дорого. Стальная ферма, такая же прочная, если не более прочная, тяжелее. но намного дешевле. В данном случае я делал стальную ферму толщиной 1,6 мм (1/16 дюйма). стеновые стальные трубы. Эта ферма предназначена для использования меньшего диаметра. определение местоположения трубок, вставленных в концы фермы, перед тем, как прикрепить ее к другому раздел. Посадка этих локаторов в конце фермы должна быть достаточно свободно, чтобы его можно было легко вставить и извлечь вручную, но не небрежно. К сожалению, стандартный размер стенки трубы 1/16 дюйма составляет 1/8 дюйма, что означает каждый размер плотно вписывается в следующий. Идеальное решение — использовать вставка для трубки со стенкой 1,2 мм, однако эта трубка недоступна в небольших количества. Следующее лучшее решение — прокатать пластины из Листовая сталь толщиной 1,2 мм. Из-за физических размеров прокатных станков Одним из таких коммерческих образцов является |
 В раме и опорных частях использована сталь 1/4 дюйма.
В раме и опорных частях использована сталь 1/4 дюйма.Роль прокатных станков в производстве листового металла
Листовой металл находит бесчисленное множество применений: от автомобилей и летательных аппаратов до медицинского оборудования, крыш и т. Д. В результате промышленность по производству листового металла процветает. По данным Бюро статистики труда (BLS), ожидается, что количество работников, занятых в отрасли листового металла, вырастет на 9% до 2026 года.В 2016 году в отрасли было занято около 139 000 человек. Однако в течение следующих семи лет BLS ожидает, что в отрасли листового металла будет занято более 150 000 рабочих.
Рабочие используют различные инструменты для формования и обработки необработанного металла в листовой металл, одним из самых важных является прокатный станок. Что такое прокатный станок и какую роль он играет в производстве листового металла?
Обзор прокатных станков
Прокатный станок — это производственное оборудование, которое содержит два или более валков, через которые подается сырой металл.Целью прокатных станков является сжатие необработанного металла до более тонкой и однородной формы, что очень важно при производстве листового металла. В них есть как минимум одна пара роликов, которые сжимают сырье при его подаче. Когда металл выходит из роликов, он имеет более тонкую и однородную форму.
Прокатные машины существуют уже много веков. Согласно Википедии, первый в мире прокатный станок был изобретен Генри Корт в середине-конце 1700-х годов. Хотя конструкция Cort была очень простой, она позволяла сталелитейным заводам производить на 1500% больше металла, чем раньше.
Шаги к производству листового металла
Для производства листового металла металлообрабатывающие компании сначала нагревают необработанный металл в большой печи. Как только металл достигнет расплавленного состояния, рабочий выливает расплавленный металл в тонкую форму в форме слитка и дает ему остыть.
Затем рабочий подает слиток через ролики прокатного станка. Каждая пара валков сжимает слиток, что позволяет получить более тонкую и однородную форму.
После прокатки металл часто подвергают отжигу.Для этого нужно снова нагреть металл и дать ему остыть. Целью отжига является снятие напряжений и, следовательно, повышение прочности и долговечности металла.
Прокатные машины: не только для производства листового металла
В то время как прокатные станки чаще всего используются для производства листового металла, они используются и в других областях металлообработки. Например, прокатный станок может сгибать необработанный металл для получения уникальных форм. Однако по определению прокатные станки — когда они используются в контексте металлообработки — это станки, которые содержат одну или несколько пар роликов для работы с необработанным металлом.
Нет тегов для этого сообщения.
Ролики для листового металла — станки Bud’s
Моторизованные ролики для листового металла
Наконец, кто-то подумал о более мелких производителях и мастерских и предоставил гибку листового металла в руки масс. Такая формулировка может показаться немного строгой, но важность создания роликов из листового металла меньшего размера с меньшими габаритами нельзя преуменьшать. Теперь начинающие компании, производители, которые выполняют лишь небольшую гибку листового металла, и небольшие цеха могут позволить себе пользоваться этими машинами для повышения производительности.
Всем известно, что необходимость присылать свою работу, независимо от причины, является проклятием для компаний, пытающихся получить хорошую прибыль. Отправка тренировки означает, что вы не только убиваете прибыль, но и теряете контроль над запланированной доставкой, поскольку теперь вы находитесь во власти своего партнера по аутсорсингу. Эти детали могут быть для одного из ваших лучших клиентов, о котором вы всегда хотите заботиться, поэтому, если бы у вас был собственный моторизованный станок для прокатки листового металла, все эти проблемы исчезли бы.
Отправка тренировки означает, что вы не только убиваете прибыль, но и теряете контроль над запланированной доставкой, поскольку теперь вы находитесь во власти своего партнера по аутсорсингу. Эти детали могут быть для одного из ваших лучших клиентов, о котором вы всегда хотите заботиться, поэтому, если бы у вас был собственный моторизованный станок для прокатки листового металла, все эти проблемы исчезли бы.
Для компаний, которые делают больше с меньшими затратами, обратите внимание на первые прижимные ролики.
В Bud’s Machine Tools мы стараемся предлагать оборудование, которое, по нашему мнению, будет наиболее популярно на рынке. Благодаря этой философии мы предлагаем в основном трехуровневые возможности производства листопрокатных станков с меньшими габаритами, которые мы поставляем. Эти моторизованные вальцы Durma, описываемые как «валки начального проскальзывания», в отличие от валков пирамидальной формы, бывают разных стилей и размеров, чтобы удовлетворить любые потребности.
Вальцегибочный станок MRB-e (экономичный) | Мы предлагаем семь различных моделей этих легких валков скольжения, покрывающих материал шириной от 3 футов 4 дюйма до 6 футов 7 дюймов, с толщиной от 18 до 1/8 дюйма. Эти моторизованные станки для листового металла могут выполнять коническую гибку и иметь верхнюю часть и нижние валки с приводом. Буква «E» в номере модели этих гибочных станков означает «экономичный», и они в основном относятся к начальному уровню моторизованных валков листового металла и имеют очень разумную цену.
Вальцегибочные станки MRB (чугунная рама) | Следующим шагом в пищевой цепочке является оригинальная линейка валков с прижимными пластинами MRB, которые представляют собой значительный скачок в размерах машины и внутренних компонентах. Эти моторизованные валки для листового металла являются значительно более тяжелыми машинами, чем упомянутые выше валки для листового металла с их прочной чугунной рамой. Теперь начальные ролики прижимной пластины полностью закрыты, имеют моторизованную регулировку обратных роликов, приводят в действие верхние и нижние ролики через отдельные мотор-редукторы и передвижную станцию управления операторами.Эти машины также стандартно выполняют коническую гибку. На этом уровне мы предлагаем пять моделей с длиной гибки от 3 футов 4 дюйма до 6 футов 7 дюймов. Минимальная толщина этих валков составляет 12 калибра, а также включает материал 10 калибра.
Теперь начальные ролики прижимной пластины полностью закрыты, имеют моторизованную регулировку обратных роликов, приводят в действие верхние и нижние ролики через отдельные мотор-редукторы и передвижную станцию управления операторами.Эти машины также стандартно выполняют коническую гибку. На этом уровне мы предлагаем пять моделей с длиной гибки от 3 футов 4 дюйма до 6 футов 7 дюймов. Минимальная толщина этих валков составляет 12 калибра, а также включает материал 10 калибра.
Вальцегибочные станки MRB-S (стальная рама) | «Царь горы» — это наша линейка самых тяжелых гидравлических моторизованных катков из листового металла, построенных на прочных стальных рамах (буква «S» в номере модели означает сталь). Эта группа отличается большей длиной гибки и большей толщиной материала.Начиная с длины гибки 5 футов, эти машины достигают 10 футов в возможностях гибки длинных концов. Толщина материала, которую могут вместить эти валки, больше, чем у двух других типов валков, упомянутых выше. Начиная с материала 10-го калибра (или толщиной 135 дюймов), эти гидравлические моторизованные листовые ролики могут обрабатывать все листы толщиной до 5/16 дюйма (или 0,312 дюйма).
Для производственного цеха, которому требуется много листов Металлический изгиб выполнен, эти рулоны — просто билет.Легко справляются с повседневной производственной работой, не беспокоясь, эти H.D. Моторизованные ролики из листового металла созданы, чтобы преодолевать большие расстояния. Они оснащены такими функциями, как коническая гибка, моторизованный задний валок, верхний и нижний валки, приводимые в движение от электродвигателя к коробке передач, и включают очень прочный моторный тормоз для точной гибки.
Где можно получить дополнительную информацию об этих великолепных роликах для листового металла?
Место — Станки Бада, местонахождение — Солт-Лейк-Сити, штат Юта. Брайан «Бад» Йоргенсон уже некоторое время занимается продажей и обслуживанием производственных машин, продолжая многолетнюю традицию, начатую его отцом Роджером Йоргенсоном.
Какой во всем этом смысл? В Bud’s мы знакомы с листопрокатными станками и листопрокатными машинами как свои пять пальцев. Дайте Bud’s Machine Tools шанс при следующей покупке производственного станка — мы знаем, что вы будете рады, что сделали это.
Почему профилирование? — Валковая форма Dahlstrom
Есть много способов производства металлических компонентов, многие из которых мы коснемся ниже на этой странице. Профилирование должно иметь цель и нишу, верно? Вы уверены — это самый экономичный производственный процесс для серийного производства:
- Уголки
- Каналы (C, J, коробка, шляпа)
- Сложные формы с множеством изгибов
- Длинные детали с отверстиями
Профилирование также позволяет экономично и просто добавлять в линию для перфорации. таких функций, как:
- Отверстия
- Пазы
- Слоты
- Чеканка
Конструирование этих элементов в специальные инструменты устраняет необходимость в медленных и дорогостоящих вторичных операциях .Профилирование снижает производственные затраты и значительно сокращает время выполнения заказа — до тех пор, пока подходит обувь.
Преимущества профилирования валков
Многие преимущества холодной прокатки недоступны. Конечно, не все в одном пакете. Но мы пока коснулись лишь поверхности.
Раскроем полный список преимуществ профилирования:
Встроенные элементы
Характер процесса профилирования рулона позволяет дополнительно добавлять на линии перфорированные элементы и тиснения .Ваш производитель может исключить многоэтапные операции, чрезмерный брак и заусенцы.
Гибкость объема заказа
Один из мифов, с которыми сталкивается отрасль, заключается в том, что ее жизнеспособность очень зависит от объема.
Хотя большие объемы, безусловно, являются наиболее рентабельным способом использования профилирования, малые и средние тиражи не обязательно останутся незамеченными. В зависимости от конструкции детали объемов от 10 000 до 20 000 погонных футов в год могут быть рентабельными.
В зависимости от конструкции детали объемов от 10 000 до 20 000 погонных футов в год могут быть рентабельными.
Ваш производитель также может обеспечить экономичный объем заказа. Это позволяет производителю хранить инвентарь и передавать его вам при необходимости. Экономичные запуски увеличивают объем и сокращают время настройки, а вы не работаете всухую.
Ваш производитель может также согласиться со скидкой на небольшие заказы в обмен на более длительный контракт.
Сложные профили со сложным изгибом
Профилегибочный станок подходит для многих других процессов обработки металлов давлением.С помощью небольшой умной инженерии он способен производить широкий диапазон поперечных сечений.
Конструкции с несколькими радиусами изгиба вызывают проблемы при формовке листогибочным прессом по ряду причин. То же самое и для многоугольных деталей — альтернативный процесс приводит к задержкам производства , требуя частой смены инструмента и перезапуска оборудования.
Жесткие повторяемые допуски
Пока ваш производитель знаком с профилегибочными машинами (и не слишком некомпетентен), он будет производить детали высокой точности.
При правильном выполнении профилирование может выдерживать допуски до +/- 0,005 дюйма на определенных сегментах профиля . Общая длина детали может быть точной до +/- 0,020 дюйма.
Конструкции действительно должны учитывать концевой отбортовку и упругую отдачу. Ваш производитель должен понимать, как можно контролировать эти искажения с помощью правильного проектирования и настройки производства.
Вы можете добиться больших успехов
С помощью профилирования вы можете изготавливать изделия любой длины! Помните, что длина гнутых деталей ограничена только количеством материала под рукой.
Техническое обслуживание небольшого инструмента
Обслуживание инструмента обычно меньше для профилированного профиля, чем для штампованного компонента. Это связано с тем, что профилегибочные машины могут производить детали и элементы в непрерывном движении .
Это связано с тем, что профилегибочные машины могут производить детали и элементы в непрерывном движении .
Лучший способ определить объем обслуживания инструмента — это посмотреть объем вашего заказа.
Формовка высокопрочных металлов
Не все процессы производства металла позволяют обрабатывать высокопрочный металл.Или, если они могут, это ценой быстрого повреждения инструмента .
Возможность холодной прокатки высокопрочных материалов, таких как высокопрочная низколегированная (HSLA) сталь, дает вам преимущество перед материалами стандартной прочности, такими как углеродистая сталь 1040. Сталь HSLA отлично подходит для изготовления конструктивных элементов во многих отраслях промышленности.
Право собственности на инструмент
Амортизация затрат позволяет вам полностью владеть вашим инструментом и избежать скрытых комиссий. Вы также получаете:
- Снижение совокупной стоимости владения: Амортизация немедленно снижает первоначальные производственные затраты и дает вам возможность делать небольшие платежи.
- Долгосрочная окупаемость: Вы платите один раз за инструменты и можете оставить их для других проектов!
- Гибкость: Хотите взять инструмент с собой в другое место? Действуй.
Меньше шансов на ошибку
Профилегибочные машины в 21 веке очень эффективны. Благодаря программному обеспечению САПР машины в высшей степени автоматизированы и требуют меньшего количества рабочей силы. Это означает меньше шансов на ошибку , вызванную человеческим фактором, .
Скорость и адаптируемость являются ключевыми факторами в отраслях с быстрым сроком выполнения работ.
Меньше лома
Одним из самых известных методов профилирования является то, что он производит меньше отходов, чем многие другие методы профилирования металла.
Стоимость лома обычно составляет 1-3% от вашей общей стоимости. Этот навык вдвойне хорош, когда вы работаете с дорогими материалами.
Этот навык вдвойне хорош, когда вы работаете с дорогими материалами.
Приложения для профилирования валков
Многие профили продуктов сложно изготовить с помощью листогибочного пресса, штамповки или экструзии (подробнее об этом ниже).Эти же приложения можно экономично выполнять при высокой производительности с помощью профилирования.
Это критерии для определения холодной прокатки:
Общие правила
Если ваш проект умещается хотя бы в пару из этих ведер, он может быть идеальным для производства профилей:
- Длинные, тонкие формы (обычно до 30 футов)
- Повторяющиеся рисунки высечки в семействе деталей различной длины, имеющих один и тот же профиль
- Средние и большие годовые объемы.Инструменты могут стать дорогими при малых тиражах
- Эстетические проекты, в которых следы инструментов недопустимы. Постепенный процесс формования фактически устраняет следы инструмента!
- Сложные сечения
- Глубокие U-образные каналы с узкими отверстиями
Особые приложения
Профилирование идеально подходит для многих отраслей — некоторые очевидны, другие — нет. Многие из этих отраслей используют преимущества профилирования на протяжении десятилетий, в то время как другие все еще узнают о его достоинствах:
Перила
Миллионы миль перил приобрели свою прочную и прочную форму в результате профилирования.
Оцинковать перила можно прямо на заводе. Добавление этого цинкового слоя помогает компоненту оставаться устойчивым в любых условиях.
Монтажные элементы панели солнечных батарей
Гнутые детали составляют каркасную систему , на которую крепятся многие солнечные панели:
- Крыши для коммерческих помещений
- Коммунальные солнечные электростанции
- Крыши жилые
Американские профилегибочные машины занимаются проектами на рынке солнечной энергии больше, чем любыми другими видами работ.
Строительный каркас
Большинство коммерческих зданий построено не со стальными стойками в стене, а с гнутыми элементами.
Они очень быстро выпускаются компаниями, которые очень привержены этой супер-нишевой отрасли и имеют необходимые специальные сертификаты. Архитектор должен знать, что деталь может соответствовать стандартам и требованиям по нагрузкам, прежде чем он даже рассмотрит это.
Трубки
Почти все трубы изготавливаются в рулонах.Трубопроводы широко используются в производстве бытовой техники, автомобилей, архитектуры и т. Д.
Трубки могут быть квадратными, круглыми, овальными и прямоугольными. При профилировании все трубы свариваются без шва за счет зачистки.
Гнутые трубы изготавливаются из разных металлов. Однако иногда алюминиевые трубки изготавливают методом экструзии.
Сайдинг и кровля
Вся оболочка здания может быть изготовлена из гнутых элементов.
Вы увидите много металлических крыш на домах на северо-востоке. Это еще один сырьевой бизнес, в котором доминируют всего несколько профильных компаний.
Прочие структурные элементы
Эти гнутые детали требуют большей толщины. Прогоны или Z-образные профили обычно указываются для всех видов конструкций, работающих под большим напряжением.
Типичные области применения в автомобильной промышленности:
- Рельсы рамы
- Бамперы
- Дверные балки
- Наклоны на крышу
Окна
Вы можете заказать оконные стойки и перила из гнутых деталей.(Стойки представляют собой вертикальные профили, а рельсы — горизонтальные части.)
Пустотелая оконная рама сокращает ваши расходы и придает вам элегантный дизайн. Кроме того, вы просто установите его, щелкнув!
Дверные элементы
Дверные коробки, кожухи и другие детали можно изготавливать с помощью роликов. Существует множество вариантов этого обрамления для краев, низа и верха вашей двери, в зависимости от того, какой тип оборудования будет использоваться.Формование этих деталей рулонами — довольно распространенное явление.
Существует множество вариантов этого обрамления для краев, низа и верха вашей двери, в зависимости от того, какой тип оборудования будет использоваться.Формование этих деталей рулонами — довольно распространенное явление.
«Стандартные» двери большего объема используют профилирование кромок, верхнего и нижнего обрамления, что приводит к более низким затратам .
Вы также можете использовать профилированные детали для добавления остекления. Они могут быть установлены заподлицо или внахлест.
Наконец, некоторые поверхности дверей также подвергаются прокатке. В таком случае этот шаг обычно выполняется производителем двери, а не третьей стороной.
Лифты
Система отслеживания шахт лифта и некоторые структурные компоненты кабины изготавливаются методом профилирования.
Профилегибочные машины также могут классифицировать лифт. Внутренние декоративные элементы кабины также профилируются в рулонах
.
ОВК
Здесь задействовано множество профилей профилирования.
Все трубки, входящие в состав теплообменника хладагента , изготовлены из профилированной меди. Множество конструктивных элементов внешней оболочки изготовлено методом прокатки.
В коммерческих хранилищах продуктов этот процесс может быть использован для формирования:
- Пластины для защиты от пыли
- Направляющие из нержавеющей стали по краям
- Декоративная отделка и карниз для привлекательных витрин в продуктовых магазинах и магазинах товаров повседневного спроса
Строительное оборудование / Авто
Любой вид транспортировки подлежит оптимизации за счет перехода на гнутые детали.
Конструкционные компоненты шасси составляют большую часть отрасли. Это касается как автомобильного, так и строительного секторов. Вам нужны межкомнатные двери, которые защитят вашего конечного пользователя во время аварии? Используйте гнутые детали.
На прицепах и грузовиках задние элементы конструкции и шасси формируются в рулонах. На внешней стороне корпуса применена декоративная металлическая отделка.
Поезда
В поездах сайдинг может быть профилирован из нержавеющей стали.Это распространенный маршрут городского общественного транспорта.
В поездах также используются конструкционные, а также внешние и внутренние декоративные металлические детали, изготовленные методом профилирования.
Корабли
Есть неиспользованный потенциал для декоративных металлических компонентов на судах. Рабочие и правительственные лодки, мы смотрим на вас.
В настоящее время не хватает креативности на мебели из нержавеющей стали внутри. Все это квадратно и приземленно.
Возможности профилирования для кабельной разводки и лотков приводного стола имеются в большом количестве.Их можно повесить по длине корабля для удобства и надежности.
Электроснабжение
Кабельные лотки, кабельные каналы … они должны быть из стали. Почему бы не прокатить гнутую сталь? Эти изделия, как правило, изготавливаются из оцинкованной стали, с которой отлично справляются роллеры.
Медные шины / проводники обычно формуются в рулонах.
Стоимость формовки валков
Стоимость гнутых швеллеров определяется несколькими факторами:
- Сложность формы
- Труда
- Стоимость сырья
- Инструмент
- Объем заказа
Сложность формы
Сложность профиля и необходимая перфорация будут определять, будут ли здесь добавлены какие-либо затраты.
Высота профиля может увеличивать стоимость инструмента. Для более высоких профилей требуются инструменты для профилирования валков большего диаметра, что увеличивает количество необходимой инструментальной стали.
Труда
После установки линии профилирования трудозатраты становятся довольно недорогими. Профилегибочное формование — это одностадийный процесс, поэтому здесь не требуется человеческого труда.
Профилегибочное формование — это одностадийный процесс, поэтому здесь не требуется человеческого труда.
Стоимость сырья
Самые большие затраты на профилирование — это цена сырья, которая составляет 55-70% от окончательной цены.Прелесть этого процесса в том, что производит так мало лома , что он составляет всего 1-3% от общей стоимости.
Затраты на оснастку
Стоимость инструментов для профилирования — еще один прискорбный миф об этом процессе.
Во-первых, инструмент для изготовления любого металла может быть дорогим. При разумных покупках инструмент для профилирования валков не дороже, чем любой другой тип . Вот несколько способов контролировать затраты на инструмент:
- Если ваш производитель участвует в проектировании детали, он может оптимизировать деталь для инструмента для профилирования.
- Платежи могут амортизироваться с течением времени, чтобы избежать высоких первоначальных затрат.
- Ваш производитель может предоставить скидку на инструмент в обмен на обязательство со временем закупить определенное количество деталей.
- Роликовая формовочная машина, которая существует уже давно, возможно, уже имеет инструменты, которые подойдут для вашего проекта.
Объем заказа
Экономическая конкурентоспособность гибки валков не так зависит от объема заказа, как вы думаете .Конечно, большие объемы имеют смысл, но некоторые профилегибочные машины могут оптимизировать свой процесс и для небольших заказов.
Почему не так дорого, как вы думаете
Процесс гибки валков дает множество преимуществ:
1. Бесплатные материалы на линии
После покупки штамповочного инструмента вы эффективно получаете отверстия в детали бесплатно. Форма должна быть сформирована в любом случае, а процесс штамповки связан и непрерывен.
В отличие от других видов металлообработки, где добавление каких-либо элементов является повторяющимися и совокупными затратами, стоимость рулонной формы зависит от времени работы машины — независимо от того, сколько функций вы используете.
2. Меньшая стоимость детали
Стоимость добавленных инструментов окупается за счет более эффективных функций.
Сравните эту окупаемость с многоступенчатой работой цеха:
- Отрезать кусок
- Перенести на пресс или станок для лазерной резки
- Переносят на тормозной пресс, где кто-то устанавливает инструмент и сгибает вашу деталь в нужную форму
При использовании профилегибочного станка все это осуществляется непрерывно. Профилирование идеально подходит для повторяемых деталей и процессов.
3. Снижение затрат на рабочую силу
При меньшем количестве задействованных процессов вполне логично, что вы также выиграете от чрезвычайно низких затрат на рабочую силу. Мы говорим о 6% от общей стоимости проекта , тогда как в мастерской это 15-20%.
4. Меньше ожидания около
Время выполнения заказа на каждую деталь лучше. Мы говорим всего лишь о 10% времени выполнения заказа в этом цехе .
5. Возможность совместной работы над оптимизацией детали
Если ваш производитель предлагает помощь в проектировании, это может фактически сэкономить вам деньги за счет оптимизации детали для инструментов и процессов профилирования валков.
Профилегибочное оборудование Vs. Конкурирующие процессы
В правильной ситуации ваша компания может воспользоваться профилированием для эффективного производства деталей, подходящих для любой отрасли. Поскольку каждая ситуация уникальна, давайте глубже рассмотрим плюсы и минусы валковой гибки по сравнению с штамповкой, прессовым торможением, экструзией, литьем и ковкой.
Большинство этих конкурирующих процессов выполняется посредством горячей штамповки. Проблема в том, что горячая штамповка — это очень специализированный процесс прокатки .Использование высоких температур и расплавленного продукта требует огромных печей, которых не так много. Покупка оборудования, необходимого для безопасного обращения с жидкой сталью, и поиск опытных специалистов для эксплуатации оборудования — это крупные инвестиции.
А разница…
Есть общие различия в конечном результате холодной штамповки и горячей штамповки:
- Скорость и качество обработки: Для горячей стали может потребоваться 50 валков для утончения заготовки, в то время как для этой же детали может потребоваться 100 проходов при холодной прокатке.Но… с большим количеством валков вы можете получить более жесткие допуски на деталь и более качественный конечный продукт. Это может привести к увеличению затрат, но, возможно, это того стоит для вашего клиента.
- Прочность: Для аналогичных марок холоднокатаный металл может быть прочнее горячекатаного металла из-за наклепа. Если для детали, которая будет формоваться в рулоне, указан горячекатаный лист, вы все равно получите немного дополнительной прочности. Но это не будет соответствовать той прочности, которую вы получили бы, если бы начали со стандартного холоднокатаного материала.
- Использование в конструкциях: Формула стали для двутавровых балок отличается от той, которая используется при холодной штамповке. Он менее пластичен и тверже, поэтому его труднее сгибать в холодном состоянии.
- Пределы размеров: Стальной лист подвергается горячей прокатке только до определенной толщины. Длина рулонных деталей ограничена только количеством материала в рулоне.
Профилегибочная машина против. Штамповка
Штамповка не идеальна для небольших проектов, отчасти потому, что стоимость инструмента для штамповки огромна. Штамповка не позволяет формировать длинные детали, и нельзя вносить изменения в рисунок штамповки.
Существуют определенные объемные приложения с простым дизайном, на которые можно наносить штамп. К ним относятся:
- Шестерни
- Двигатели
- Комплектующие для самолетов
- Электроника
- Телекоммуникации
- Оборудование
- Электроинструменты
- Приборы
- Фурнитура для замков
- Уход за газоном
- Боеприпасы
- Освещение
Профилегибочная машина против.
 Листогибочный пресс
Листогибочный пресс
Листогибочный пресс имеет те же недостатки, что и штамповка, и некоторые из них.
Листогибочный пресс также не подходит для более длинных деталей. Он также не превосходит сложные изгибы, углы и радиусы.
Отличие заключается в том, что на самом деле он намного лучше для заказов с небольшим объемом, чем для заказов с большим объемом.
Как правило, листогибочный пресс дает противоречивые результаты. Никогда не знаешь, когда у тебя останется царапин и других следов инструмента .
Применения листогибочного пресса включают детали из листового металла.
Профилегибочная машина против. Экструзия
Теперь все становится немного интереснее. Экструзия немного более конкурентоспособна с профилированием, чем наши первые два участника.
Во-первых, плохо. При крупносерийном производстве экструзионное оборудование и инструменты могут быть очень дорогими. Все требует вторичной обработки, и нет никаких дополнительных действий, которые можно было бы выполнять в оперативном режиме.
Экструзия — это еще один процесс, ограниченный размерами компонентов. Следует помнить о длине детали; тонкие компоненты — тоже вызов .
Тем не менее, нет недостатка в областях, в которых экструзия предпочтительнее, чем детали, формованные прокаткой, особенно при работе с алюминием. Структурные формы часто изготавливаются с помощью горячей прокатки (сочетание экструзии и прокатки) для достижения хорошего баланса веса и прочности.
Помимо структурных компонентов, приложения для экструзии включают:
- Трубки
- Банки алюминиевые
- Цилиндры
- Топливопроводы
- Рамки
- треков
- Рельсы
- Стержни
- Барс
- Фитинги
- Инжекционная техника
- Электроды
Профилегибочная машина против.Кастинг
Литье часто препятствует конкуренции со стороны порошковой металлургии, но также есть несколько случаев, когда прокатка сталкивается с ним.
С точки зрения эффективности литье не подходит для больших партий. С точки зрения качества, он производит детали с высокой пористостью , что, в зависимости от вашего применения, может быть большим запретом.
Вот приложения, в которых кастинг действительно становится жизнеспособным:
- Прототип
- Тяжелая техника
- Приборы
- Моторы
- Артиллерия
- Арт
- Кожухи и крышки
- Диффузоры
- Клапаны
- Корпуса фотоаппаратов
- Колеса
- Инструмент
Профилегибочная машина против.Ковка
Тепло, возникающее при ковке, приводит к очень твердым компонентам. Иногда это хорошо; в других случаях это буквальный рецепт неудачи. Высокая твердость отлично подходит для деталей, которые должны противостоять вмятинам и царапинам. Но с твердостью приходит хрупкость — компоненты с высокой твердостью имеют низкую ударопрочность, что делает их опасными для некоторых транспортных проектов.
Итак, где же стоит взглянуть на поковки?
- Шестерни
- Рулевые рычаги
- Валы
- Фланцы
- Клапаны
- Свёрла
- Розетки
- Крючки
- Шаровые опоры
- Ракеты
- Шкворня
- Балка моста
- Шасси шасси
- Муфты
Doing It In-House Vs.Аутсорсинг
Может быть, вы пришли к выводу, что профилирование хорошо подходит для вашего проекта. Если да, то что теперь?
Нужно принять решение — делать это самому или использовать контрактный прокатный станок.
Внедрение процессов профилирования в ваш бизнес — сложное вложение. Это больше, чем просто покупка профилегибочного станка, который можно включать и выключать по мере необходимости. Существуют дополнительные расходы и риски, которые многие предприятия, не специализирующиеся на профилировании, не могут понять — пока не станет слишком поздно.
Это не значит, что вы не можете этого сделать. Ваш уровень успеха просто зависит от ваших конкретных операций, потребностей и целей.
Три варианта:
- Купить профилегибочную машину онлайн
- Наличие у производителя нового оборудования разработки и установки индивидуального станка под ключ
- Аутсорсинг у опытного профилегибочного станка
На выбор вашего пути должны влиять три фактора.
1. Стоимость оборудования Vs.Рентабельность инвестиций
Профилегибочное оборудование — это больше, чем просто формовочная машина. Полная линейка включает:
- Погрузочно-разгрузочное оборудование
- Кран-манипулятор
- Система разматывания
- Пресс для предварительной штамповки (если в вашем компоненте есть отверстия, пазы или выступы)
- Система точной подачи / управления
- Летающий ускоритель отсечки штампа с органами управления
- Отрезной пресс подходящего размера
Все эти характеристики линии должны соответствовать вашим формующим инструментам, штампу предварительной штамповки и отрезному штампу.
Стоимость полной системы профилирования может составлять от 200 000 до 2 миллионов долларов в зависимости от сложности вашего семейства компонентов. Большинство собственных систем могут производить только цельный профиль. Типичная линия может производить около 1,5 миллиона погонных футов в год при односменной работе.
Если вы планируете приобрести собственную систему профилирования рулонов, лучше всего производить большие объемы, чтобы добиться достойной рентабельности инвестиций.
2. Навыки оператора против. Контроль качества
В отличие от листогибочного оборудования, профилегибочные линии требуют операторов с многолетним опытом для обеспечения высококачественной продукции.Вот лишь некоторые из соображений по каждой строке:
- Толщина и свойства коммерческих металлов сильно различаются
- Прогоны с различными партиями металла требуют точной регулировки для получения ожидаемого профиля
- Необходимо внести корректировки для учета упругого возврата более твердых металлов
- Для более толстых партий требуется больше места между инструментами для профилирования валков
- Неравномерное давление на валы для профилирования приводит к скручиванию и изгибу
- Учет растяжения детали
- Предотвращение попадания металла в штампы
Могут ли ваши штатные операторы покрыть все эти базы? Тебе лучше на это надеяться.
Опытные производители профилированных профилей гарантированно понимают и учитывают эти переменные. Они знают, как полностью использовать свое оборудование. Опытные операторы могут работать с несколькими профилями и металлами на одной линии.
Специалистов очень дорого нанимать на полную ставку для ваших собственных операций. И, если вам нужны сервисные подрядчики, у них, вероятно, не будет графиков, отвечающих вашим насущным потребностям. Это подвергает риску вашу цепочку поставок и ваших клиентов.
3.Внутреннее управление запасами Vs. Поставки от поставщика
Контроль над товарно-материальными запасами — основная причина, по которой компании реализуют проекты по производству профилей для производства рулонов. Но как управление запасами соотносится со стоимостью эксплуатации профилегибочного станка? Спросите себя:
- Будет ли линейный оператор на постоянной основе?
- Для больших объемов требуются постоянные рабочие группы. Сможет ли ваша компания сбалансировать затраты, объем производства и другие зависимые процессы этой рабочей нагрузки?
Сторонние производители рулонных форм уже имеют сбалансированные системы, обеспечивающие возможность непрерывной прокатки по приемлемой цене.
Они также могут управлять запасами за вас — будь то JIT (своевременная доставка) или поставки с большим запасом по мере необходимости. Чтобы затраты на складские запасы не подкрались к вам, минимизируйте запасы, обеспечивая при этом буфер для изменений спроса. Неопытное управление запасами может привести к дорогостоящим задержкам в цепочке поставок.
Подробнее о рентабельности инвестиций
Поначалу может быть страшно доверять третьей стороне. Если вы взвешиваете, стоит ли аутсорсинг вашего производства, помните, что аутсорсинг только одной части для U.Поставщик S. может повысить рентабельность инвестиций.
Это не сумасшедший разговор, если вы можете, , увеличить количество отправляемых единиц на 20% до 50% ? Вот как и когда это возможно:
Когда обращаться к поставщику за окупаемостью инвестиций
Почти все поставщики имеют оборудование и процессы, разработанные для обеспечения индивидуальных функций, присущих уникальности их продукции. Независимо от того, вносят ли эти функции вклад в уникальную функцию или предлагают клиентам дополнительные возможности, они образуют основное отличие, поддерживающее их существование.Логично, что инвестиции этих специалистов в…
Независимо от того, вносят ли эти функции вклад в уникальную функцию или предлагают клиентам дополнительные возможности, они образуют основное отличие, поддерживающее их существование.Логично, что инвестиции этих специалистов в…
- Оборудование
- Люди
- Процессы
- Заводская площадь
… им следует отдавать предпочтение им, а не внутренним процессам.
Еще одно соображение: какие заказы вы будете выполнять? Товары в больших объемах могут поставить мертвую хватку на способность вашей организации увеличивать количество отгружаемых единиц. Если мощность линии ограничивается хотя бы одним компонентом с большим объемом , передача этой части на аутсорсинг может экспоненциально увеличить вашу прибыльность.
Прибыльность — это увеличение количества отгружаемых единиц при тех же затратах и существующих инвестициях. Для этого созданы опытные сторонние поставщики.
Таким образом, несмотря на то, что профилирование внутри компании подходит для некоторых компаний, это не рентабельная альтернатива для всех. Для многих контрактный профилегибочный станок обеспечит более высокую рентабельность инвестиций и снизит уровень стресса.
Следующие шаги
Если вы решили, что лучше всего передать производство внешнему профилегибочному станку, пора отправиться на охоту! Ищите партнера по профилированию валков, который предложит вам комплексную систему поставок.Правильный договор поставки приведет к:
- Экономия затрат
- Надежность сроков выполнения заказа и цепочки поставок
- Понимание структуры вашей системы снабжения
Удачи на охоте! Если вы не принимаете окончательное решение в своем OEM-производителе , вы можете столкнуться со скептически настроенным начальником. Если ваш проект соответствует хотя бы паре этих критериев использования профилирования, он будет продан:
- Объемы ваших заказов превышают рентабельность ваших текущих процессов.

- Отходы вашего лома вышли из-под контроля.
- Ваш текущий процесс неэффективен.
- Вам нужен больший контроль над процессами и инструментами.
- Вы хотите усилить цепочку поставок с помощью запасов, управляемых поставщиками.
- Вы хотите воспользоваться преимуществами бережливого производства.
- Вам нужен более экологически чистый продукт.
Будем надеяться, что этот ресурс послужил аргументом в пользу профилирования при производстве компонентов. Если вы хотите лучше понять процесс или у вас есть конкретные вопросы по дизайну, свяжитесь с нами сегодня. Мы работаем с 1904 года. , поэтому мы можем быстро определить, какой производственный процесс подходит именно вам.
Diy металлические тормозные схемы
H eavy Duty 20 TON Листогибочный пресс DIY Builder Kit. Комплект листогибочного пресса поставляется в разобранном виде, вы делаете окончательную сборку и сварку. Разработан для установки на 20-тонный гидравлический пресс Harbor Freight, арт. № 32879, 60603, или любой пресс, у которого расстояние между вертикальными стойками составляет не менее 22,125 дюйма. Комплект листогибочного пресса включает регулируемый задний упор для точного и…
Ручные тормозные машины из листового металла производства Chicago Dreis & Krump. Рейтинг A +. Наши металлические гибочные станки доступны в стандартном исполнении для прямой гибки или в виде тормоза Box & Pan, устанавливаются на полу или настольном исполнении, а также доступны кнопочные системы управления с гидравлическим приводом.
Компания Budd была основана в начале 1930-х годов, когда Эдвард Г. Бадд разработал способ изготовления автомобильных кузовов из нержавеющей стали. В 1932 году он построил свой первый вагон, получивший название «Зеленый гусь». Он использовал резиновые шины и корпус из нержавеющей стали, и приводился в движение двигателем от собственного автомобиля Бадда Chrysler Imperial.
Это небольшая книга, в которой содержатся довольно простые в использовании чертежи металлического тормоза. Для создания простого в использовании металлического тормоза требуется очень мало предварительных знаний (что означает, что вам не нужно быть профессиональным производителем металла). Все, что вам нужно, это уметь читать диаграммы.
Для создания простого в использовании металлического тормоза требуется очень мало предварительных знаний (что означает, что вам не нужно быть профессиональным производителем металла). Все, что вам нужно, это уметь читать диаграммы.
Я сделал этот металлический тормоз просто потому, что он мне нужен для моего следующего проекта. Он устанавливается на верстак, поэтому его можно легко убрать, когда он не используется. Это 140см …
01 окт, 2012 · Хотите построить собственный самосвал? Мы проведем вас через необходимые шаги, чтобы сделать ваш рабочий самосвал HD еще лучше для перевозки и разгрузки грязи, камней и других тяжелых грузов в октябре 2012 года…
Наша цель, просто сформулированная: помочь кому угодно и где угодно, построить почти все, используя то, что уже есть вокруг них. Мы делаем основные станки — которые люди используют для создания практически каждого предмета в нашем мире — доступными для сборки из материалов, доступных в деревнях и городских трущобах повсюду, с использованием планов с открытым исходным кодом.
Металлический тормоз своими руками. Леандро Рамос. 20 октября 2014 г. 6 апреля 2016 г. Metal Brake.IGS.
Металлический тормоз для гибки листового металла своими руками.Yifejax. Видео о том, как создать покерный стол — сделайте свое собственное с помощью планов DIY.
Педаль тормоза Rocky Mountain; Тормоза Скалистых гор; Ruckstell Axle; … Листовой металл. Модель A Листовой металл Сортировать по. A-1015 A. Â 28-29 НИЖНИЙ КАБИНЕТ — ОРИГИНАЛ …
Ye Olde Slip Roll — KITPLANES
Пробная установка манжеты подогрева карбюратора домашнего магазина на глушитель Continental A65. Шланг к тепловому клапану карбюратора представляет собой трубку SCAT с внутренним диаметром 2 дюйма.
Проект этого месяца является продолжением глушителя Pietenpol, который был предметом колонки Home Shop Machinist в выпуске за май 2019 года.В той колонке было показано, как сделать глушитель в стиле J3 Cub для двигателя Continental A65. Если помните, мы нашли новый заводской глушитель. Помимо того, что он легче и прочнее, чем наш глушитель, сделанный своими руками, он включает фланцы для обогрева карбюратора и манжеты для обогрева кабины.
Если помните, мы нашли новый заводской глушитель. Помимо того, что он легче и прочнее, чем наш глушитель, сделанный своими руками, он включает фланцы для обогрева карбюратора и манжеты для обогрева кабины.
Загрузите этот чертеж в формате PDF.
Хотя нет особого смысла в обогреве кабины на тандеме с открытой кабиной, таком как Pietenpol, система обогрева горячим воздухом / карбюратором абсолютно необходима практически на любом двигателе с карбюратором.
Система нагрева карбюратора на A65 настолько проста, насколько это возможно: манжета из листового металла оборачивается вокруг фланцев, образуя тепловую камеру.Отверстия на одном конце позволяют всасывать воздух, а выпускная трубка на другом конце обеспечивает путь (обычно через шланг типа SCAT) для подачи горячего воздуха в карбюратор.
Этот настольный 12-дюймовый станок сочетает в себе функции ножниц для листового металла (слева), гибочного тормоза и скользящего ролика (справа) в относительно компактном пространстве. Двенадцать дюймов относятся к максимальной ширине материала, который он может обрабатывать. Подающие ролики (два передних ролика) регулируются по толщине материала. Скользящий валок (задний валок) сначала регулируется винтами с накатанной головкой (не показаны) для получения небольшого изгиба.Затяните регулировку скользящего ролика и повторяйте, пока не получите желаемый окончательный завиток. Показанная формируемая часть представляет собой выпускную трубку диаметром 2 дюйма. Особенность машины позволяет откидывать верхний подающий ролик из гнезда для снятия плотно прилегающих деталей (слева). Чтобы сделать манжету, потребовалось около 10 проходов через ролик скольжения, диаметр которой был чуть менее 4 дюймов (справа).
Обе части, манжета и выпускное отверстие, имеют цилиндрическую форму и изготовлены из тонкого (0,040 дюйма) алюминиевого листа 6061-0. Если когда-либо и существовала идеальная работа для настольных ножниц, листогибочных прессов и скользящих валков, то это должно быть именно так!
Жертвенный дюбель был изготовлен путем склеивания шести слоев ¾-дюймовой фанеры.
Как следует из названия, этот инструмент сочетает в себе функции трех инструментов для обработки листового металла старой школы в одном. В этой статье использовалась недорогая настольная машина с диагональю 12 дюймов, которую я бы классифицировал как хобби. Его купили на Amazon за 380 долларов. 30-дюймовая версия стоит около 840 долларов.
Спонсор трансляции авиашоу:
Существует множество способов резки листового металла, но немногие инструменты работают лучше, чем ножницы, когда дело доходит до выполнения прямых разрезов без искажений. То же самое и с гибками: есть и другие способы, но немногие из них работают лучше, чем листогибочный пресс.
Клеевой блок из фанеры был превращен в шпонку диаметром 3,8 дюйма на токарном станке по дереву. Черновая строжка использовалась от квадратного блока (слева) до конечного диаметра (справа). Механическая шлифовка на токарном станке наждачной бумагой зернистостью 120 сглаживает следы инструмента.
Для формования конусов и цилиндров из листового металла практически единственным вариантом является скользящий валок. Да, можно приблизиться, растягивая лист вокруг формы, но всегда будет некоторое пружинение, тогда как цилиндр (или конус), сформированный с помощью скользящего ролика, сохранит свою форму.
Для изготовления тепловой манжеты карбюратора я измерил диаметр и ширину между фланцами глушителя. Добавление толщины материала (0,040 дюйма x 2) и некоторой базовой математики (C = πd) дало мне окружность и длину листа, необходимые для идеального цилиндра. Та же самая простая математика была использована для определения размера листа, необходимого для выпускного соединителя, чтобы соответствовать 2-дюймовому шлангу SCAT. Было добавлено около 1/2 дюйма, чтобы получилось соединение внахлест, называемое изгибом. Пробежка обеспечила необходимое пространство, чтобы склепать соединение.
Отверстие для выходного патрубка было сделано с помощью кольцевой пилы диаметром 2 дюйма. Зажать и вырезать отверстие было бы невозможно без поддержки жертвенного дюбеля.
Выходной патрубок крепится к манжете с помощью заклепок. Первоначально считалось, что сварка TIG используется для крепления выпускного отверстия, но несколько пробных сварных швов на некоторых обрезках алюминия толщиной 0,040 дюйма, выполненные моим профессиональным сварщиком Билли Григгсом, привели к прожогу. Проблема заключалась в том, что наш цех не был предназначен для сварки тонких алюминиевых листов.Билли предположил, что это возможно с некоторой практикой, но ему, вероятно, понадобится несколько комплектов деталей. Даже тогда Билли сказал, что вероятность того, что кто-то окажется приемлемым, очень мала, поэтому заклепки — это запасной вариант.
Дюбель также обеспечивает поддержку, необходимую для сверления отверстий для забора воздуха (слева). Стальная труба с внутренним диаметром 2 дюйма использовалась для точного определения положения шарнирного соединения в выпускной трубе. Две заклепки с плоской головкой фиксировали диаметр (центр). С помощью тонкого маркера краской (справа) на выпускной трубке нанесена линия разметки отверстия «рыбий рот».Линия крепления фланца.
Еще одной проблемой было отверстие диаметром 2 дюйма в манжете для выходного соединителя. Было рассмотрено использование высечки, но было решено, что самый чистый способ проделать отверстие — это протыкать отверстие кольцевой пилой после скольжения, перекатывая манжету на цилиндр.
Монтажный фланец с Delrin. После того как выпускная трубка была зажата на пластмассовой оправке Delrin и смонтирована в индексаторе, был просверлен ряд стопорных отверстий (слева) вдоль линии разметки с интервалами 36 °. 0,040-дюймовый разрезая пила используется для резки пальцев от каждой остановки отверстие (справа).Фланец с инструментом Delrin.
Чтобы манжета не сминалась и не цеплялась за кольцевую пилу, я сделал большой дюбель, обеспечивающий жертвенную опору для сверления манжеты на фрезерном станке. Я использовал аналогичную идею, чтобы удерживать выпускную трубку в индексаторе для сверления и продольной резки.