Станок гибка листового металла: Гибочный станок для листового металла: конструкция, параметры, виды
Гибочный станок для листового металла: конструкция, параметры, виды
Технологический процесс гибки металлических листов считается одним из популярнейших на производстве. Так изготавливаются отливы, коньки, кровельные элементы, детали для металлоконструкций. Чтобы согнуть твердый материал нужен гибочный станок для листового металла.
 Листогибочный станок
Листогибочный станок
Конструкция и сферы применения листогибочного станка
Станки для гибки листового металла применяются в домашних мастерских, на заводах. Устройства имеют одинаковый принцип работы. Изменяются только тип привода. Конструкция листогиба:
- Основание, которое удерживает рабочий стол, подвижные механизмы. Это касается моделей, которые не закрепляются на верстаках.
- Прижимные маховики, которые удерживают деталь при работе. Обычно представляют собой металлическую пластину.
- Деревянная балка, которая выполняет роль подушки, выступающей в роли опоры для заготовки.
- Угломер для выставления нужного угла.
- Упоры, ограничивающие лист на передней, задней части.
Листогибы комплектуются специальным ножом для разрезания металлических листов. Он представляет собой отдельный инструмент, который навешивается на станок. Мастеру нужно приложить усилия, чтобы провести им по всей ширине заготовки. Острые диски разрежут тонколистовой материал по выставленному размеру.
Листогибы применяются в разных направлениях промышленности:
- Изготовление кровельных комплектующих.
- Машиностроение — создание деталей для корпусов.
- Изготовление подоконников для пластиковых окон.
Технические характеристики
Любой станок обладает рядом параметров, которые определяют его возможности, функциональность. Относительно листогибочного оборудования можно выделить следующие характеристики:
- длину рабочей части;
- габариты конструкции;
- тип станка — настольный, стационарный;
- тип привода;
- максимально допустимая толщина листов, допустимых к обработке.
Виды листогибов
Гибочные станки разделяют по разным факторам. Зависимо от типа привода, можно выделить такие виды оборудования:
- Ручные — модели, устанавливаемые в частных мастерских, на предприятиях. Состоят из прижимной пластины, рабочего стола, гибочного механизма, который работает после передачи усилия человека через специальные ручки. Для работы с оборудованием не нужно обладать дополнительными навыками.
- Механические — конструкции, которые состоят из маховика, подвижного вала, прижимных пластин. Чтобы согнуть заготовку, необходимо раскрутить маховик.
- Гидравлические — система, работающая с помощью жидкости. Под давлением она начинает воздействовать на гидроцилиндр, который сгибает лист.
- Электромеханические — состоит из электродвигателя, который с помощью ремней и набора шестерней передаёт усилие на прижимную планку, подвижный механизм. Позволяют сгибать заготовки большой толщины.
- Пневматические — механизмы, работающие с помощью пневмоцилиндров.
- Электромагнитные — современное оборудование, на котором устанавливаются электромагниты большой мощности. После включения станка они начинают передвигать сгибающую планку до заданного угла.
К отдельной группе стоит отнести компактные модели листогибов. Они могут использоваться на строительной площадке. Минус — недостаточная величина и мощность, что не позволяет сгибать листы больших размеров и толщины.
 Ручной листогибочный станок
Ручной листогибочный станок
Преимущества и недостатки гибочных станков
Промышленное оборудование, компактные станки обладают сильными и слабыми сторонами. Преимущества листогибов:
- Создание нужных узлов без сваривания заготовок.
- Изделие не теряет показателей прочности, структура не изменяется как при нагревании.
- На месте изгиба не образуется ржавчина.
- Деталь остаётся цельной.
Недостатки:
- Чтобы работать на ручных станках, нужно прилагать немалые усилия.
- Важно точно выставлять лист перед зажимом, чтобы не случилось перекоса.
Часто после разрезания изделий человек берётся за них голыми руками, что может стать причиной появления травмы.
Принципы выбора и эксплуатации листогиба
При выборе станка для гибки металла нужно учитывать ряд факторов:
- Для разовых работ подойдёт ручная модель.
- Нужно учитывать размеры рабочей части, чтобы можно было сгибать листы нужного размера.
- Принимать во внимание максимально допустимую толщину сгибаемого изделия.
- Модель, оборудованная ножками, рабочим столом с упорами гораздо удобнее, надёжнее механизма, закрепляемого на верстаке.
При гибке металла нужно учитывать особенности эксплуатации оборудования:
- Работать в защитных перчатках, поскольку у тонколистового металла острые края и можно порезаться.
- Не пытаться согнуть листы большой толщины на ручных моделях.
- Не начинать поднимать ручки до выставления заготовки. При сгибании нужно положить обе руки на рукояти.
Мастера рекомендуют использовать механизмы, оборудуемые педалью для управления. Она позволяет обезопасить себя в процессе.
Листогиб своими руками
Чтобы не тратить деньги на покупную модель, можно собрать гибочный станок для листового металла своими руками. Изначально нужно рассчитать размеры, нарисовать чертеж, подготовить расходные материалы, инструменты.
 Листогиб своими руками
Листогиб своими руками
Подготовка и оборудование
Чтобы сделать конструкцию своими руками, нужно подготовить:
- металлические швеллера;
- уголки, зависимо от длины рабочей части;
- дверные петли;
- арматуру или трубы малого диаметра для изготовления ручек;
- металлический лист, прутья для создания каркаса;
- деревянный брус.
Из инструментов нужна болгарка, сварочный аппарат, щётка по металлу.
Этапы сборки
При изготовлении самодельного станка для гибки листового металла своими руками нужно:
- Нарисовать чертёж конструкции. Обозначить размеры, подвижные элементы.
- Изготовить каркас с устойчивыми ножками из швеллеров, металлических прутьев. На рабочем столе закрепить лист металла. Всё скрепляется сварочным аппаратом. Швы зачищаются щёткой, покрываются антикоррозийным составом.
- Закрепить уголки параллельно друг другу. Соединить их петлями. Это подвижный элемент, который нужно закрепить на рабочем столе.
- На одном из уголков нужно наварить трубки, которые будут выполнять роль ручек.
Гибочные машины применяются для изгибания металлических листов под разными углами. Чтобы не покупать дорогое оборудование, можно собрать его самостоятельно. Для этого нужно рассчитать габариты листогиба, подготовить материалы, провести сборку.
Гибка листового металла — технология процесса
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью.
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
В зависимости от размера и вида заготовки, а также требуемых характеристик продукции после деформирования, в качестве гибочного оборудования используются:
- Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры — горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
В процессе изгиба металлопрокат получает следующие искажения формы:
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.
Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Этапы и последовательность технологии
Здесь, и в дальнейшем речь пойдет о процессах штамповки листового металла в холодном состоянии.
Разработка проводится в следующей последовательности:
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
По результатам анализа иногда принимают решение о замене исходного материала на более пластичный, о необходимости предварительной разупрочняющей термической обработки, либо используют подогрев заготовки перед деформацией.
Обязательным пунктом при разработке технологического процесса считается расчет минимально допустимого угла гибки, радиуса гибки и угла пружинения.
Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1

Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
Не менее важным является и определение минимального радиуса гибки, который также зависит от исходной толщины металла, расположения волокон проката и пластичности материала (см. табл. 2). В том случае, когда радиус гиба слишком мал, то наружные волокна стали могут разрываться, что нарушает целостность готового изделия. Поэтому минимальные радиусы принято отсчитывать по наибольшим деформациям крайних частей заготовки, с учетом относительного сужения ψ деформируемого материала (устанавливается по таблицам). При этом учитывают также и величину деформации заготовки. Например, при малых деформациях используют зависимость

а при больших деформациях — более точное уравнение вида

Таблица 2
Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3

Определение усилия гибки
Силовые параметры гибки зависят от пластичности металла и интенсивности его упрочнения в ходе деформировании. При этом значение имеет направление прокатки исходной заготовки. Дело в том, что после прокатки металл приобретает свойство анизотропии, когда в направлении оси прокатки остаточные напряжения меньше, чем в противоположном. Соответственно, если согнуть металл вдоль волокон, то при одной и той же степени деформации вероятность разрушения заготовки существенно уменьшается. Поэтому ребро гиба располагают таким образом, чтобы угол между направлением прокатки и расположением заготовок в листе, полосе или ленте был минимальным.
Для расчета силовых параметров уточняют, как будет выполняться деформирование. Оно возможно изгибающим моментом, когда заготовка укладывается по фиксаторам/упорам, и далее деформируется свободно, либо усилием, когда в завершающий момент процесса полуфабрикат опирается на рабочую поверхность матрицы. Свободная гибка проще и менее энергоемка, зато гибка с калибровкой дает возможность получать более точные детали.
Если упрочнение металла невелико (например, гнется изделие из алюминия, либо малоуглеродистой стали), то момент можно вычислить по зависимости:

где σт — предел текучести материала заготовки перед штамповкой.
Больший угол гиба (свыше 450) должен учитывать интенсивность упрочнения заготовки, которая зависит от размеров ее поперечного сечения:

где b — ширина заготовки.
Для расчета значений технологического усилия Р используют следующие зависимости. При одноугловой свободной гибке
 , где
, где
 наибольшая деформация сечения заготовки;
наибольшая деформация сечения заготовки;
α — угол гибки;
σв — значение предела материала на прочность.
Когда гибка — несвободная (с калибровкой в конце рабочего хода ползуна), то для расчета усилия используют зависимость

где Fпр — площадь проекции заготовки, подвергаемой изгибу;
pпр — удельное усилие гибки с калибровкой, которое зависит от материала изделия:
- Для алюминия — 30…60 МПа;
- Для малоуглеродистых сталей — 75…110 МПа;
- Для среднеуглеродистых сталей — 120…150 МПА;
- Для латуней — 70…100 МПа.
Для выбора типоразмера оборудования, рассчитанные усилия увеличивают на 25…30%, и сравнивают полученный результат с номинальными (паспортными) значениями.
Гибка металла — основные способы и используемое оборудование
Гибка металла, как альтернатива другим способам обработки металла, например, сварке, резке или клепке, имеет следующие преимущества:
Гибка металла представляет собой способ придать заготовке новую форму тем или иным способом. При этом отсутствует выборка материала, резка или сварка. Необходимый результат достигается только за счет его пластического деформирования. При изгибании происходит сжатие одних слоев исходной детали и растяжение других. Такая операция близка по сути правке металла, при которой устраняются дефекты заготовок в виде выпуклостей, вогнутостей или волнистости.
Гибка металла, как альтернатива другим способам обработки металла, например, сварке, резке или клепке, имеет следующие преимущества:
- экономия материала, так как практически полностью отсутствуют отходы;
- сохранение механической прочности изделия, благодаря отсутствию сварных швов или других соединений;
- антикоррозийная стойкость, поскольку в месте деформации не происходит существенного изменения структуры металла по сравнению с той же сваркой;
- привлекательный вид изделия.
Существует несколько видов гибки металла. Все они определяются типом исходной заготовки, в качестве которой выступает, как правило, стандартный производственный сортамент. Перечислим самые распространенные из них.
Гибка листового металла
Технология гибки металла, представляющего собой лист, реализуется на специальных станках — листогибах. По способу гиба такие механизмы можно разделить на три вида:
- Прессовые. Лист под давлением вводится в неподвижную матрицу посредством пуансона и приобретает при этом нужную форму. Пуансоны бывают нескольких видов, различающихся по форме и радиусу гибки. Матрица, как правило, имеет форму угла или паза. Листогибочный пресс является наиболее универсальным оборудованием, поскольку легко перенастраивается на разные задачи.
- Поворотные.
Главные элементы: станина, подвижная гибочная балка (траверса), прижимная балка, задний упор. Прижимная балка служит для фиксации листа на станине. Для сгибания листа производится посредством гибочной балки, которая и является основным рабочим элементом. - Ротационные — двух, трех или четырехвалковые устройства, в которых рабочие элементы используют вращательное движение.
Рабочий привод, создающий необходимое усилие на таких станках, может быть реализован одним из следующих способов:
- ручной — используется мускульная сила человека;
- гидравлический — используется гидроусилитель;
- пневматический — используется сжатый воздух;
- механический — используется энергия раскрученного маховика;
- электромеханический — применяются электродвигатели с редукторами.
Одной из широко применяемых разновидностей листогибочного оборудования являются фальцегибочные или фальцепрокатные станки, которые предназначены для работы с тонким листом. Такое оборудование используют при изготовлении фальцевой кровли, воздуховодов, дымоходов.
Гибка металлических труб
Гибка труб из металла может выполняться горячим и холодным способами. Последний способ более технологичен и производителен. Приспособления и станки для этой операции используют разные методы гибки. Существуют следующие разновидности трубогибов:
- рычажные — для ручной гибки труб из мягких металлов, а также стальных небольшого диаметра на угол до 180 градусов;
- арбалетные — сгибание трубы производится приложением усилия посредине между двумя точками, на которые опирается заготовка;
- роликовые (валковые) — классическим примером является трехроликовый вальцевый трубогиб.
Роликовые трубогибочные станки используют метод холодной деформации металла, называемой вальцовкой. Такой станок работает с металлами любой твердости: от цветных до титана и его сплавов. Угол загиба может достигать 360 градусов, а длина сгибаемой заготовки нередко превышает 5 метров.
Для гибки тонкостенных труб применяют дорновые трубогибы, в которых используется специальная оснастка, называемая дорном. Это приспособление помещается в полость трубы в месте изгиба и препятствует возникновению деформаций металлических стенок.
Гибка металлопроката
Гибка металлического профиля производится методом проката, а не изгиба, в отличие от большинства трубогибов. Гибка стали осуществляется, главным образом, на профилегибочных валковых станках. Количество валков на них варьируется от 3-х до 5. Чем больше число валков — тем меньшего радиуса гиба можно добиться при более высоком качестве изделия. В случае необходимости (большой площади сечения или высокой прочности материала) может производиться разогрев заготовки изгибаемого изделия, например, токами высокой частоты.
Самой сложной, но и самой востребованной у заказчиков технологической операцией, считается гибка стали, в том числе, и нержавеющей. Для того чтобы придать прочному стальному листу нужную конфигурацию, предварительно делается расчет развертки.
Затем она переносится на лист, где с помощью лазера производится его «раскрой». И только после этого заготовку из стали помещают под специальный гидравлический пресс, где по заданным параметрам выполняется процесс гибки.
Кроме нержавейки, в машиностроении часто применяют фасонные детали, выполненные из титановых сплавов. Титан более податливый материал, чем сталь, тем не менее, обработка его методом гнутья не является простым делом. Для работы с титаном используют специальные гибочные прессы. На них можно придать нужную форму титановой заготовке, причем как холодным, так и горячим способом.
Как видим, можно получить готовую деталь любой конфигурации — важно лишь правильно подобрать оборудование и выполнить точные расчеты гиба. Плюсом гибки стали является отсутствие сварных элементов, что означает и отсутствие опасности возникновения коррозии в местах сварных швов.
Как изготовить листогибочный станок своими руками, необходимые материалы и инструменты

В настоящее время все больше внимания уделяется конструированию и изготовлению своими руками разных инструментов, станков для облегчения физического труда человека. Приобретение оборудования производственного изготовления не всегда возможно. Не исключением является и листогибочный станок, который незаменим в домашнем хозяйстве при благоустройстве дома и его территории. Ведь, имея такой агрегат, можно изготовить качественные изделия для проведения кровельных работ, отделки фронтов, ветровых планок, а также разные конструкции для ограждения, не отличающиеся от производственного изготовления. Ниже в статье рассмотрим конструкцию самодельного листогибочного станка.
Предназначение листогибочного станка
Листогибочное оборудование предназначено для изгиба и резки листового метала или полос разной формы и толщины, а также для изготовления металлопрофильных деталей. На самодельном гибочном станке можно проводить изгибы листового металла под любым углом, не нарушая при этом плоскостности. На листогибочных станках обрабатывают листы из стали, латуни, меди, алюминия, толщина которых не превышает 0,8 мм, ширина обрабатываемого листа от 400 до 2500 мм, высота полки составляет не более 20 мм, отрезание полос из листа можно проводить от 80 до 400 мм.

При проведении работ на таком станке у отгибаемой стороны листа отсутствует деформация, в отличие от использования оправки и киянки. Благодаря этому из листа металла можно изготавливать изделия, не отличающиеся качеством от промышленных изделий.
Если на гибочную балку поставить силиконовую вставку, то можно проводить изгибание листов окрашенных, не повредив при этом покрытие. Правильно сделанный листогибочный станок обеспечивает качественный без деформаций изгиб, отвечающий всем требованиям.
Конструкция листогибочного станка
Основными элементами самодельного листогибочного станка являются:
 Роликовый нож, который изготавливается из высококачественной и прочной стали, имеющий большой функциональный ресурс. Затачивать нож можно многократно.
Роликовый нож, который изготавливается из высококачественной и прочной стали, имеющий большой функциональный ресурс. Затачивать нож можно многократно.- Задний стол, предназначенный для помещения рабочего листа, который можно перемещать в необходимом направлении. На опорах стола устанавливают резак и сгибатель листа металла.
- Деревянная подставка, на которой размещается рабочий стол, чтобы листогиб не скользил. Возможно регулирование подставки по высоте.
- Передние упоры. Они дают возможность устанавливать ширину разреза.
- Упор сгиба угла и измерительная пластина. При помощи упора быстро устанавливается требуемый угол, а также изгиб может выполняться под произвольным, необходимым в конкретном случае углом.
Принцип работы листогибочного станка
Принцип работы устройства заключается в фиксации нужной заготовки на столе прижимом и в проведении изгиба выступающей заготовки поворотной балкой нужного угла. На таком станке возможно достичь максимального угла загиба до 135°, а догиб можно произвести до 180°. Предельная толщина листа, который используется в работе, зависит от мощности прижимной рамы. Надежность и безотказность станка обеспечивает его очень простая конструкция. Особенностью данной конструкции является подача листовой заготовки любой длины.
Разновидности листогибочных станков
Листогибочные станки, выпускаемые промышленностью, по виду привода делятся на:
- ручные;
- механические;
- электромеханические;
- гидравлические;
- пневматические.
По мобильности:
- стационарные;
- передвижные.
Все листогибочные станки используются для изготовления изделий из листовой стали.
От способа обработки материала такие устройства могут быть:
- поворотными, оснащенными гибочной балкой;
- прессовыми, с матрицей и пуансоном;
- ротационными, которые предусматривают валки, толщина листа не должна быть более 3 мм.
Ручные листогибочные станки, оснащены роликовым ножом, предназначенным для резки листа. Механические листогибочные станки функционируют от энергии маховика.Электромеханические оснащены системой привода, редуктором и электродвигателем.
Гидравлические станки используются для изготовления различных изделий из листовой низколегированной, углеродистой стали и полосового проката. Используется способ холодной гибки. Толщина листовой стали не должна быть более 30 мм. На таких станках используется V-образная гибка.
Пневматические — их функционирование обеспечивает воздушный компрессор.
Изготовление листогибочного станка
Собственноручно листогибочный станок можно изготовить согласно схеме, которая приведена ниже.

Для его изготовления необходимо иметь угольные отрезки и швеллера с прямолинейными кромками. Станок состоит из металлического основания, обжимного пуансона с ручкой и прижима. Основание выполняется из швеллера № 6, длиной до 500 мм. Из швеллера № 5 изготовляем прижим. По оси прижима делаются 2 отверстия 8,5 мм. Отверстия должны находиться в 30 мм от концов. Прижим от основания должен быть короче на 70 мм. Обжимный пуансон изготовляется из уголка с толстым профилем. Ручка-рычаг изготавливается из 15 мм арматурного круглого прута согнутого в П-образной форме. Готовую ручку-рычаг приваривают к уголку. Из 5 мм листовой стали изготавливают щечки.
Снимаем фаски, глубина ее 6 мм и длина 32 мм на ребре основания, а с торцов пуансона глубиной 5 мм и длиной 30 мм. Снятие фасок из торцов пуансона необходимо для установления и крепления осей из 10 мм прута. Оси привариваются таким образом, чтобы линия оси была направлена параллельно к ребру уголка.
Пуансон и основание необходимо закрепить с помощью тисков для сборки таким способом, чтобы полки швеллера и уголка находились в ровной горизонтальной плоскости. Потом на оси пуансона надевают щечки и приваривают к основанию.
Для пробной гибки используют лист толщиной около 1 мм из мягкой стали, который фиксируют прижимом, притягивая его к основанию болтами. Проверяем положение щечек, если необходимо, то корректируем их и привариваем к основанию окончательно.
Техники безопасности при работе на гибочном станке
Листогибочный станок, сделанный своими руками, предназначен для изгиба и резки листового металла. Независимо от того, какой вы изготовили станок — ручной, механический или электроприводной — он должен соответствовать требованиям и правилам техники безопасности.
- Листогибочный станок, изготовленный собственноручно, должен быть устойчивым, удобным и безопасным.
- Станок должен быть выполнен из качественных материалов и деталей.
- Необходимо работать на листогибочном станке в спецодежде.
- Недопустимо гнуть листы металлические выше толщины, предусмотренной для станка.
- Перед запуском самодельного станка с электроприводом необходимо проверять исправность электрооборудования.
- Категорически запрещается включенный станок оставлять без присмотра.
- Все вращающиеся детали должны быть закрыты кожухами.
- Категорически запрещено работать на неисправном станке.
- Обязательно к листогибочному станку с электроприводом необходимо подвести заземление.
Итак, при использовании недорогих материалов и при небольшом количестве инструментов, не потратив на это много времени, можно изготовить своими руками несложный ручной листогибочный станок, который так необходим для домашнего хозяйства.
Оцените статью:
Поделитесь с друзьями!
Смотрите также:
Как выбирать листогибочный станок — 7 важных факторов
Гибочные станки, оснащенные системами ЧПУ и другое оборудование с ЧПУ бывают разными с точки зрения обработки сырья и технологий, которые используют производители. Поэтому следует тщательно оценивать и анализировать предложение на рынке до принятия решения о покупке. Производителю необходимо отдавать себе отчет в том, для чего применяется листогибочный станок, как он работает, оценивать точность и другие параметры.
Источник: MachineMfg.com

Такая оценка очень важна, так как допущенная ошибка может повлечь за собой увеличение производственных расходов. Существует семь важных факторов, которые следует оценить, прежде чем купить листогиб.
Особенности изготавливаемой продукции
Вам следует приобрести листогибочный станок, который сможет помочь вам выполнить стоящие перед обработкой задачи, а не тот, у которого будет минимальный необходимый вам тоннаж и размер стола. Проверьте также типы используемого листа, его максимальную длину и толщину. Если это малоуглеродистая сталь в листах не толще 3 мм и не длиннее 250 мм, то усилие гибки может не превышать 80 тонн.

Однако, если требуется обработка полых заготовок, то следует оценить возможность приобрести листогиб с усилием гибки около 150 тонн. Если вы используете малоуглеродистую сталь толщиной 6 мм и длиной 2500 мм, приобретайте листогиб с усилием гибки в 100 тонн. Для выравнивающей гибки листового металла потребуется мощное оборудование крупного размера. Если длина листа около 1250 мм или короче, то выбирайте небольшие машины, иногда вполовину меньше упомянутых выше, и расходы на покупку значительно уменьшатся. Помните, что длина металлического листа — один из главенствующих факторов выбора листогибочного станка.
Прогиб
Во время гибки, особенно в случае гибки длинных заготовок, гибочному прессу с ЧПУ необходим прогиб, и чем длиннее заготовка, тем он больше. Для примера, при одном и том же усилии гибки прогиб гибочного пресса, сгибающего заготовку длиной 2500 мм в четыре раза больше, чем у пресса, сгибающего лист в 1250 мм длиной. Таким образом, качество готового изделия у меньшего листогиба с меньшим прогибом будет выше. Уменьшение прогиба также сокращает и время подготовки станка.

У большинства современных гибочных станков с ЧПУ уже встроена гидравлическая функция компенсации прогиба во время производства, что значительно помогает оператору и требует меньшей настройки станка. Также это повышает точность гибки и общую эффективность производства. Гидравлическая компенсация прогиба управляется с помощью ЧПУ — гидравлическая смазка поступает в компенсационный цилиндр через магнитный сервоклапан и выталкивает рабочий стол вверх. В то же самое время сила компенсации прогиба увеличивается с усилием гибки, компенсируя прогиб.
Материал
При использовании нержавеющей стали усилие гибки возрастает примерно на 50% (по сравнению с малоуглеродистой сталью). В свою очередь, при использовании мягкого алюминия оно уменьшится в два раза. Производители листогибочных станков с ЧПУ обычно указывают параметры усилия гибки для всей своей линейки оборудования.

Спецификация станка показывает требующееся усилие гибки для листов разных материалов и толщин длиной в 1000 мм.
Радиус
Во время гибки также следует учитывать радиус угла заготовки. Радиус гибки составляет 0.156 от размера V-раскрытия матрицы. Во время воздушной гибки размер V-раскрытия матрицы должен быть в 8 раз больше, чем толщина листа. Например, если вы используете гибочный станок с раскрытием V-образного профиля в 12 мм для гибки листа малоуглеродистой стали толщиной в 1.5 мм, то радиус гибки составит 1.9 мм. Если величина радиуса гибки близка к толщине металла или меньше нее, то необходимо использовать hollowing mold. Усилие в этом случае будет в 4 раза больше, чем при воздушной гибке. При воздушной гибке обратите внимание на величину зазора между матрицей и пуансоном в нижней части хода и компенсации упругости при гибке в 90 градусов.

В случае воздушной гибки на современном листогибочном станке с ЧПУ формирующийся угол упругости будет на 2 градуса меньше. Как сказано выше, радиус гибки составляет 0.156 от размера V-раскрытия матрицы, поэтому при обычной гибке угол составит примерно 86-90 градусов. В нижней части хода следует оставить зазор немного больше толщины металлического листа.
Угол
Причина, по которой улучшается угол формы в использовании большего тоннажа формы для выгибания (в 4 раза больше, чем при воздушной гибке). Это помогает сокращать силу упругости вокруг радиуса гибки. Чеканка — то же самое, что и гибка с использованием нижней формы для выгибания. Единственная разница в том, что передний конец верхнего инструмента становится необходимым радиусом гибки. Усилия упругости удается избежать, так как зазор между верхним и нижним инструментом в нижней части меньше толщины металла, и есть достаточное усилие сгиба (в 10 раз выше, чем при воздушной гибке), а передний кончик верхнего инструмента касается листа. Для того, чтобы выбрать гибочный пресс с наименьшим необходимым тоннажем, лучше выбрать тот, у которого радиус гибки больше толщины используемого листового металла.
Используйте воздушную гибку везде, где можно, так как большой радиус гибки не повлияет на качество готовой продукции и обеспечит долговременный срок службы станка.
Точность
Именно этот фактор помогает определить, нужен ли вам листогибочный пресс, оснащенный ЧПУ. Если требование к точности составляет ±0.5 градусов и не меняется, то следует рассмотреть вопрос о приобретении оборудования с ЧПУ. Точность перепозиционирования ползуна может контролироваться на ±0.01 мм. Для готовой продукции с высочайшими требованиями к точности следует выбирать листогиб, обладающий именно такими параметрами. Однако, у обычного листогиба точность составляет ±0.5 мм. При наличии подходящего инструмента у него все равно будет отклонение в ±2-3 градуса.

Помимо этого, гибочный пресс с ЧПУ дает возможность контролировать переналадку и смыкание инструмента, что немаловажно в случаях обработки множества деталей малого размера.
Контур
Линии контура гибочного станка имеют прямое влияние на точность гибки. Таким образом, следует тщательно проверять контур. Как проверить контур гибочного станка? Это просто. Проверяйте длину от переднего края верхнего контура до плеча рабочего стола и расстояние между нижним контуром и плечом рабочего стала. Для обычного контура отклонение должно лежать в диапазоне ±0.1мм на 10 мм, а общее отклонение длины должно быть меньше, чем ±0.15 мм. Что касается контура для точного шлифования, отклонение должно находиться в диапазоне от ±0.005 мм до 100 мм, а общее отклонение длины не должно быть больше ±0.05мм.

Контур для точного шлифования лучше использовать на гибочном прессе с ЧПУ, а обычный контур — на гибочном прессе с использованием NC-кода.
Информация IMA:
- Italian Machinery Association готова помочь вам выбрать гибочный станок от надежного итальянского производителя с учетом особенностей производственного процесса. Предложение гибочных станков от участников ассоциации в нашем каталоге способно удовлетворить потребности производителя любого уровня — от малого субподрядчика или индивидуального производителя до крупномасштабного автоматизированного завода.
- Если вас интересуют другие материалы о гибке, предлагаем вашему вниманию следующие статьи:
3D-печать и обработка листового металла: будущее вместе?
Гибка без боли в спине: что выбрать?
4 совета для улучшения работы на гибочных прессах
- Если пришло время расширять или обновлять ваши производственные мощности, вы всегда можете обратиться к IMA чтобы приобрести новый гибочный станок от надежного итальянского производителя.
- В некоторых случаях производительность установленных на производстве станков может значительно возрасти, если они оснащены новым качественным инструментом одного из популярных стилей. Ознакомьтесь с предложением гибочного инструмента от Italian Machinery Association.
- Вам необходимы услуги по ремонту, установке, перезапуску станков или обучение операторов вашего оборудования? Сервисная служба IMA обладает обширным опытом и знаниями, чтобы решить любую проблему.
- У вас есть другие вопросы или потребности? Незамедлительно свяжитесь с нами по телефону или электронной почте, или посетите любое из наших представительств.
Гибочный станок для листового металла своими руками
Гнутые металлические изделия широко используют как в домашних мастерских, так и на солидных производствах. Гибочный станок для листового металла значительно упрощает обработку заготовок.
Устройство относительно простое и сделать его в домашних условиях не очень сложно. Даже самодельный станок для гибки отличается высокой надежностью и простотой в эксплуатации. В этой статье мы опишем процесс самостоятельного изготовления данного аппарата, проанализируем его преимущества и недостатки.
Классификация устройств
В зависимости от сложности конструкции и нюансов предназначения, листогибочные станки делятся на несколько групп.

Станок траверсного типа
Наиболее простым является устройство, которое обрабатывает металлический лист при помощи специальной траверсы.
В таком аппарате можно гнуть листы с длиной, которая не превышает полметра. В то же время максимальный угол сгиба составляет 90 градусов. Для получения более точных углов наклона заготовки используют специальную проставку.
Листогибочный пресс
Является более сложным устройством для обработки листового металла, но и позволяет выполнять более серьезные работы. Конструкция станка включает в себя матрицу и пуансон. Заготовку располагают на матрице и придают ей необходимую форму при помощи пуансона, который размещен вертикально.
Устройство такого типа сложно сделать самостоятельно, к тому же его использование в домашних условиях является не очень безопасным. Стоит отметить, что на листогибочный станок можно превратить и обычный пресс. К нему добавляют специальные конструкции, которые выполняют функции матрицы.
Валочный станок
Одно из наиболее универсальных устройств для работы с металлическими листами. Принцип действия такого станка заключается в обработке листовых деталей при помощи трех специальных валов. Достоинством аппаратов данного типа является их способность придавать заготовкам широких углов наклона. Механизмы станка приводятся в движение либо мотором, либо вручную, а классифицируют устройство за показателями валиков:
- Станок с траверсой и опорой, который позволяет выполнять ручную гибку металлических деталей.
- Для создания элементов кровли используют валики с профильными формами.
- Гладкая рабочая поверхность валиков позволяет выполнять наиболее широкий спектр гибочных работ. Такие валики используют и для изготовления отдельных отрезков труб с больным диаметром.
Конструкция устройств
Несмотря на наличие самых разных типов листогибочных станков, стоит систематизировать общие принципы их строения. В первую очередь надо отметить, что в действие станки приводятся электрическим, механическим или гидравлическим мотором. Существуют и станки, которые работают от применения физической силы самого оператора.
Кроме того, в основе работы такого устройства может лежать и принцип «падающего груза». В этом случае гибка металла осуществляется посредством ударного импульса, который передается через систему блоков и противовесов на рабочий груз. Такие станки используют довольно редко, поскольку качество обработанных деталей оставляет желать лучшего.
Электрический привод на станках данного типа позволяет быстро и качественно обрабатывать большое количество деталей из тонкого металла, но если заготовка будет слишком прочной, то часто начинаются проблемы с работой ротора, которые отрицательно сказываются на результате.
В этом плане качественно выделяются станки для гибки с гидравлическим приводом. С другой стороны, стоят такие устройства на порядок выше чем станки с электрическим приводом. Стоит отметить, что классический гидравлический домкрат, который часто используют для гнутья заготовок, не может обеспечить высокое качество обработки листового металла.
Делаем листогиб своими руками
Чаще всего, самодельные загибочные станки обладают следующими преимуществами:
- Низкая стоимость по сравнению с заводскими устройствами такого же типа.
- Возможность идеально подогнать такой аппарат под собственные требования и специфику работы.
- Ремонт и переоснащение станка можно делать самостоятельно, не обращаясь за помощью к соответствующим специалистам.
- Изготовленная продукция стоит в два раза дешевле, чем сделанная на заводском станке.
Стоит отметить, что самодельные устройства для гибки металла не всегда отличаются высоким качеством обработки деталей, но и заводские аппараты со средней и низшей ценовой категории тоже страдают от подобных пороков.
Основы создания
В первую очередь следует определиться с типом станка и найти подходящие чертежи для его изготовления. Затем, рассчитать необходимые габариты устройства и его производственные мощности. Детали для создания такого станка должны быть легкодоступными и дешевыми. В противном случае он может обойтись не дешевле заводского устройства.
Оптимальные технические характеристики для самодельного листогиба:
- Толщина металлических листов: медь – 1 мм, оцинковка – 0,6 мм, алюминий – 0,7 мм.
- Стартовое количество производственных циклов – 1000-1200.
- Предельная ширина металлической заготовки – 1 м.
- Предельный угол сгиба детали (без ручной доводки) – 120 градусов.
Кроме этого, при изготовлении станка в домашних условиях старайтесь большинство запчастей изготавливать самостоятельно или при помощи знакомых фрезеровщиков, сведите к минимуму количество деталей, которые придется покупать. При работе с самодельным устройством избегайте обрабатывать детали со специальных металлов. Особое внимание надо уделить качеству сварных соединений.
Чертеж нашего устройства
Выбирая схему для изготовления листогибочного станка в домашних условиях, руководствуйтесь собственными требованиями, а мы предлагаем чертеж и инструкцию по созданию устройства именно этого типа, как наиболее универсальную.

На рисунке изображены ключевые узлы и детали будущего станка:
- Деревянная подушка.
- Несущая балка (из швеллера) – 100-110 см.
- Боковушка с толщиной 8-9мм.
- Заготовка.
- Балка для прижима детали (из уголка) – 6-8 см.
- Траверсная ось, изготовленная из металлического прута толщиной 1 см.
- Траверса (уголок с толщиной 9-10 сантиметров).
- Рычаг для управления (диаметр – 1 сантиметр).
Это неокончательный вариант станка для гибки металла. Его можно дополнять и усовершенствовать самостоятельно и в соответствии с собственными требованиями. Например, траверсу, которая на чертеже изготовлена из уголка, можно сделать из швеллера, что добавит ей выносливости и повысит качество гибки.
Нюансы изготовления
Усиленная прижимная балка
Усиление этой детали необходимо в том случае, если вы собираетесь гнуть довольно толстые листы металла. Для работы с тонкими заготовками хватит и прижимной балки, изготовленной из обычного уголка. Со временем она может немного деформироваться, но ее всегда можно заменить.
Усилить балку для прижима деталей рекомендуют при помощи металлической планки, которую следует наварить на уголок. При этом ей надо придать угол 45 градусов. В этом случае она будет прилегать к уголку с максимальной плотностью, что значительно увеличит его рабочий ресурс.
Особое внимание следует обратить на нижнюю кромку прижимной балки, которая формирует сгиб детали. Допускается определенная неровность этой части станка, но она не должна превышать половину толщины обрабатываемой детали. Сваривать балку следует исключительно перед фрезеровкой. В противном случае качество сгибаемых деталей будет значительно ниже.
Усиленные крепления станка
Поскольку надежное крепление листогибного станка к рабочей поверхности – важное условие качественной обработки деталей, то этому моменту необходимо уделить особое внимание. Классические элементы крепления (струбцины) имеют недостаточную надежность. От таких креплений можно отказаться следуя этой инструкции:
- Несущая балка должна выступать за пределы рабочего стола.
- Крепить балку к столу надо при помощи специальных болтов и фасонных гаек.
- На краях несущей балки следует сформировать специальные фаски.
После того как щеки (боковушки) будут устранены с конструкции станка, траверсу можно будет закрепить при помощи усиленных дверных петель. Рабочий ресурс у таких петель довольно большой, что позволяет сгибать внушительное количество заготовок.
Видео: как сделать гибочный станок?
Готовая конструкция
Усовершенствованный станок для гибки металла обладает следующими ключевыми элементами:
- Классическая прижимная балка.
- Прижимной маховик.
- Обычная траверса для сгиба заготовки.
- Усиленные крепления.
- Усовершенствованная несущая балка.
Вместо прижимных маховиков часто используют классические винты со специальными воротками, на которых обязательно должна быть резьба. Все дело в том, что сварка крайне отрицательно влияет на выносливость этих деталей.
Republished by Blog Post Promoter
Искусство и наука гибки листового металла
Крепление двигателя. Прочный корпус. Кронштейн 43,7 °. Для обычного рубчика требуется по крайней мере одна металлическая деталь под углом, и лучшим инструментом для ее изготовления по-прежнему остается старый добрый листогибочный пресс. Сгибание деталей требует некоторых дополнительных размышлений при проектировании и компоновке плоских массивов, поэтому, если вы хотите узнать о допусках на изгиб, удержании изгиба и о том, как сгибать точные детали даже без пресса, читайте дальше.
Методы гибки
Листогибочный пресс (источник)
Самыми распространенными методами гибки, но, конечно же, не единственными, являются гибка на воздухе и дно.Их можно выполнять на одном листогибочном прессе, и обычно для использования в мастерских общего назначения не требуется давление более 25 тонн. Листогибочный пресс также поставляется с ручным упором или задним упором с ЧПУ, который позволяет точно позиционировать линию изгиба. Как и все прессы, листогибочные прессы не совсем точны в отношении своей потенциальной опасности. Они выглядят спокойными и двигаются медленно, но в тот момент, когда их сила ударяется о материал, все может происходить очень быстро.
Однако, если у вас нет доступа к листогибу, вам не совсем повезло.Существуют методы прорезания пазов, при которых материал ослабляется на линии изгиба ровно настолько, чтобы сделать хороший изгиб в стали толщиной до 1/4 дюйма, используя только настольные тиски.
Пневматическая гибка
Анимация воздушной гибки — (источник)
Air Bending использует пробойник и часто V-образную нижнюю матрицу. Профиль пуансона определяет радиус изгиба, а глубина хода определяет угол изгиба. Поскольку глубина хода регулируется на машине, гибка на воздухе позволяет сгибать листовой материал под произвольным углом без замены штампа или штампа.Отверстие нижней матрицы должно быть выбрано соответствующим образом в зависимости от толщины материала и радиуса изгиба, и хорошее практическое правило — в 6–12 раз больше толщины материала. Это обеспечит хорошие результаты и долгий срок службы инструмента. Тем не менее, вы быстро заметите, что даже профессиональные мастерские используют свой 3/4 «нижний штамп практически для чего угодно, вот и все. После того, как пуансон будет выпущен, материал немного отскочит назад, что должно быть компенсировано чрезмерным изгибом материала. Пневматическая гибка не очень хороша с точки зрения угловой точности, но может применяться для различных материалов, толщины материалов и углов гибки без переналадки инструмента.
Нижняя
Анимация опускания дна — (отредактировано, источник)
Так же, как изгибание на воздухе, для опускания дна используется пуансон и V-образный нижний штамп. Однако пуансон прижимает материал к внутренним поверхностям нижней матрицы, поэтому угол нижнего инструмента определяет угол изгиба. Следовательно, этот метод требует отдельных нижних штампов и переоснащения для каждого угла гибки, а также значительно большего давления. Однако он более точен и имеет меньшую упругость, чем воздушный изгиб. То, что вы обычно найдете в мастерской общего назначения или в производственном пространстве, — это тормозной пресс, оснащенный нижней головкой 90 ° для забивки, и для любого угла изгиба меньше 90 ° такая же матрица будет использоваться для гибки на воздухе.Однако, поскольку для забивания требуются большие усилия, также более важно использовать правильные штампы. Эмпирическое правило гласит, что толщина нижнего отверстия матрицы в 8 раз превышает толщину материала. Однако, поскольку геометрически правильное проем также зависит от радиуса изгиба, есть лучшие способы рассчитать ширину проема.
Прорезание
Пример сгибаемого вручную кронштейна от Crown International (источник изображения)
Чтобы определить область изгиба и уменьшить усилие, необходимое для изгиба детали из листового металла до того, что вы можете обработать без тормозного пресса, при изгибе можно вырезать пазы линия для выборочного ослабления материала.Это похоже на изгибание пропила, но менее хлипкое. Прорезание пазов — отличный способ получить индивидуальные металлические корпуса и рамы для небольших роботизированных проектов и даже для больших ненагруженных конструкций. Однако, поскольку он, очевидно, ослабляет материал, его нельзя использовать для тяжелых несущих частей, которые полагаются на структурную целостность области изгиба. Существуют даже запатентованные методы, использующие определенные шаблоны прорезей, и даже если идея, лежащая в основе них, достаточно проста, они могут быть довольно гениальными.
Геометрия гибки
В зависимости от угла и радиуса изгиба материал в области изгиба деформируется.Чтобы получить конечные размеры детали, к которым мы стремимся, мы должны заранее это учесть. Большинство профессиональных инструментов САПР, таких как Solidworks или Rhino, выполнят всю математику гибки за вас, но, к сожалению, многие другие хорошие инструменты, такие как Fusion 360, OpenSCAD или FreeCAD, требуют от вас дополнительных плагинов, использования онлайн-калькуляторов или сделай математику вручную.
листов
Давайте начнем с предположения, что вы хотите построить кронштейн под углом 90 ° из бесконечно тонкого листа материала или, что практично, из листа бумаги.Поскольку он такой тонкий, он фактически не содержит материала, поэтому он изгибается без деформации материала. Чтобы сделать его еще проще, мы выбираем радиус изгиба 0, что делает его складкой. В этом теоретическом случае длина L полосы, которую нам нужно вырезать, будет суммой двух сторон кронштейна, A и B.
Если мы теперь добавим радиус изгиба, наша скоба больше не будет состоять из двух прямых сторон A и B, а будет состоять из двух укороченных ножек, которые я назову a и b.Ноги соединяются дугой длиной c. Все идет нормально.
Кубоиды
Чтобы подумать о сгибании металлического листа значительной толщины, сосредоточьтесь на воображаемом центральном листе, так называемой нейтральной линии или нейтральной оси внутри толщины. Эта нейтральная линия ведет себя так же, как и тонкий лист выше, не деформируясь во время изгиба. Мы должны помнить только о двух вещах: толщина материала t смещает радиус изгиба r ’нейтральной линии на половину толщины материала, и наши ветви a и b становятся немного короче.Реальные материалы, такие как сталь и алюминий, не ведут себя точно так же, как эта центральная линия, но концепция нейтральной линии все же полезна для их описания.
Допуск на изгиб и коэффициент k
Как всегда, реальные материалы ведут себя не так просто, как наши модели. После того, как материал приобретет новую форму между инструментами пресса из закаленной стали, эта центральная нейтральная линия будет сильно испорчена взаимодействием. Мы не можем точно узнать ход нейтральной линии после изгиба без детальной и довольно сложной модели характеристик материала.Чтобы упростить задачу, для прогнозирования длины развертки можно использовать воображаемую нейтральную линию, основанную на упрощенном приближении:
Для этого вводится поправочный коэффициент k. Коэффициент смещает участок нейтральной линии в области изгиба от его центральной траектории до тех пор, пока он не достигнет длины соответствующей области развертки. Коэффициент k определяется эмпирически для данного материала, толщины материала, радиуса изгиба и метода изгиба. Он отражает все реальные, но неизвестные искажения в области изгиба.
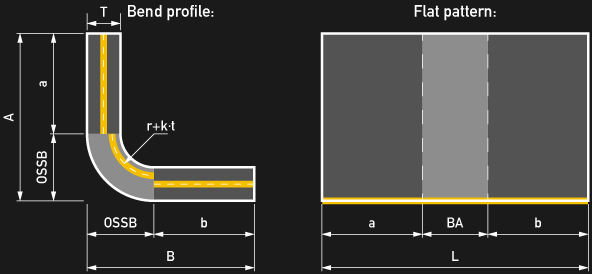
Поскольку k-фактор зависит от нескольких факторов, используются таблицы эмпирически определенных k-факторов для данных установок. Используя коэффициент k, теперь мы можем рассчитать допуск на изгиб «BA», который представляет собой длину плоского материала, который проходит в область изгиба. Это просто длина дуги «воображаемого» отрезка нейтральной линии, смещенная на коэффициент k:

Конечно, приближение реалистично настолько, насколько реалистичен используемый коэффициент k, и имеет смысл вести собственную таблицу со значениями k для материалов, с которыми вы собираетесь работать.Тем не менее, следующие значения являются хорошей отправной точкой:
Таблица k-факторов «Практическое правило» (источник: Википедия)
Допуск на изгиб изгибов с прорезями
При прорезании листового металла по оси сгиба средняя плотность материала в области сгиба уменьшается. Нет конкретного правила того, насколько материал должен быть ослаблен, но, как показывает опыт, плотность 20% для стали толщиной до 1/8 дюйма является хорошим выбором. При плотности 20% ширина моста w составляет 1/4 длины паза s, как показано на рисунке ниже.Для ширины моста w я предлагаю не опускаться ниже 3/4 толщины материала T.
Прямые пазы
При использовании прямых прорезей ширина области изгиба в развертке будет равна ширине прорези d, поэтому для всех практических целей ширина прорези в этом случае равна допуску на изгиб. В зависимости от желаемого радиуса изгиба ширина прорези может быть рассчитана:
Однако радиус не должен быть слишком большим и, как правило, должен быть меньше 2/3 толщины материала.
Инженерные слоты
Рисунок прорезей в форме «смайлика» (от Industrial Origami Inc. — патентный источник)
Прорези могут иметь такую форму, которая позволяет контролировать изгиб более предсказуемым и независимым от материала способом. Хотя вырезание непрямых пазов в металле может показаться тривиальным, в этой области все еще есть много патентов. Для образовательного использования и DIY-проектов соответствующие патенты Industrial Origami Inc. могут по-прежнему быть отличным ресурсом. Они содержат целый каталог более грамотно разработанных шаблонов слотов, таких как форма смайлика, самоиндексирующийся шарнир, скрученный шарнир и другие методы, подобные оригами.
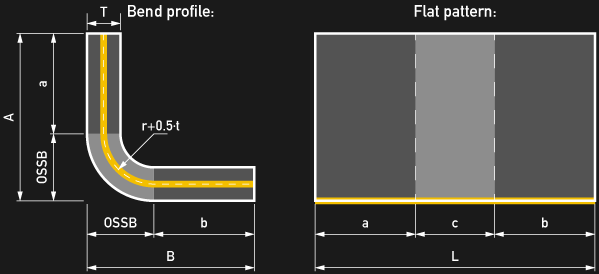
Большинство шаблонов спроектированы таким образом, что позволяет материалу самоиндексироваться по отношению к себе после изгиба. Например, диагональные перемычки рисунка смайлика будут укорачиваться по мере их скручивания в результате изгиба, эффективно стягивая две плоские стороны вместе от края до края, так что практически отсутствует радиус изгиба и не учитывается зависящий от материала допуск на изгиб. Этот метод позволяет выполнять очень точные изгибы с незначительными деформациями и чрезвычайно прочными деталями.Формулу для внешнего снижения все еще можно использовать, а поскольку OSSB является чисто геометрическим, таблицы коэффициента k не требуются.
Внешнее понижение «OSSB»
Чтобы получить длину нашей развертки L, мы должны знать длину наших прямых ног a и b. Конечно, если вы проектируете деталь с помощью САПР, вы можете просто прочитать размеры из своего САПР. Однако, если у вас есть технический чертеж с основными размерами или набросок на салфетке, вам придется сделать это вручную.
Разница между длиной стороны (A или B) изгиба и его участком (a или b) называется внешним отступом или «OSSB». Итак, длина ног определяется как:
а = А — OSSB
b = B — OSSB
На этом этапе обычно используются два разных определения длин сторон A и B, и это зависит от угла изгиба. Для углов изгиба менее 90 ° они обычно определяются как длина от вершины до кромки, для углов изгиба более 90 ° они обычно измеряются от касательной изгиба к кромке.Для угла изгиба 90 ° эти два значения одинаковы. Во всех формулах и примерах для угла изгиба α используются градусы.
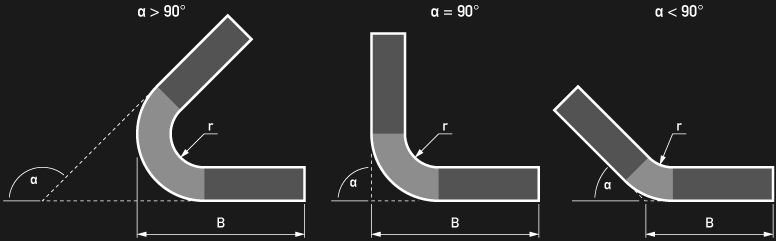
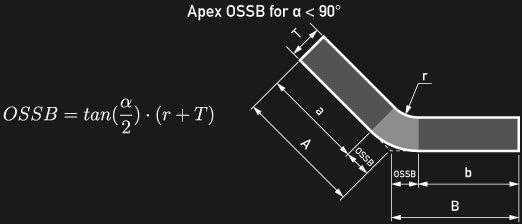
OSSB для α <90 °
Для угла изгиба α меньше 90 ° и обычно, когда размеры A и B измеряются от вершины до кромки, формула для внешнего понижения всегда зависит от угла изгиба:
OSSB для α> = 90 °
Для углов изгиба более 90 °, и обычно, когда размеры A и B измеряются от касательной изгиба к краю, внешнее понижение не зависит от угла изгиба:
Prinzing Автоматические круглогибочные машины / Четырехвалковые круглогибочные машины RBA
Круглогибочный станок (RBA) — это наш высококлассный продукт в области производства труб.Точность и скорость — эти характеристики RBA объединяет и поэтому подходит для любого современного производства труб. Будь то ручная загрузка и разгрузка или полная интеграция в полностью автоматическую линию по производству труб, оба сценария могут быть покрыты RBA. С помощью современных SPS можно не только сохранять программы, но и устанавливать связь с другими системами.
RBA имеет четырехвалковую конструкцию. Валки позиционируются с помощью бесступенчатого двигателя. Двигатели выполняют подачу, угол гибки и натяжение листа.Панель управления с SPS-управлением и сенсорным экраном для настройки и автоматической последовательности.
Характеристики станка:
- Четырехвалковая конструкция с высокопрочными валками
- Позиционирование валков с приводом от двигателя, плавная регулировка
- Упор из листового металла и крышка подшипника с пневматическим управлением
- SPS-управление станком с сенсорным экраном
- Программная память, сбой питания, с защитой паролем
- Индивидуальные программные настройки для различных профилей труб
- Компактная и удобная в обслуживании конструкция станка
Примеры размеров RBA 42-120 | ||||
Модель | РБА 42 | РБА 52 | РБА 60 | РБА 70 |
Максимальная эффективная длина [мм] | 530 | 1030 | 1030 | 1030 |
Толщина листа * макс. [Мм] | 1 | 1,2 | 1,5 | 1,8 |
Диаметр верхнего рулона [мм] | 42 | 52 | 60 | 70 |
Модель | РБА 85 | РБА 100 | РБА 120 | |
Максимальная эффективная длина [мм] | 1530 | 1530 | 1030 | |
Толщина листа * макс. [Мм] | 2,5 | 2,4 | 4,5 | |
Диаметр верхнего рулона [мм] | 85 | 100 | 120 | |
* Толщина листа относится к материалу с пределом прочности на разрыв 400 Н / мм² и пределом упругости 250 Н / мм²! | ||||
Производитель гибочных станков — цена на гибочные станки с ЧПУ — гидравлические гибочные станки — производитель гибочных станков с ЧПУ
Maanshan Middle Asia Machine Tools Manufacture Co., ООО
Maanshan Middle Asia Machine Tools Manufacture Co., Ltd сегодня позиционируется как профессиональный ведущий производитель и мировой поставщик оборудования для обработки листового металла, специализирующегося на производстве всех типов гидравлических листогибочных прессов (синхронизированных / обычных), гидравлических гильотинных ножниц и гидравлические ножницы с поворотной балкой (ЧПУ / ЧПУ). Уставный капитал ZYMT составляет около 860 000,00 долларов США, он занимает 100 000,00 квадратных метров с производственным цехом на 70 000 человек.00 квадратных метров, что делает его одним из крупнейших предприятий Китая по производству профессионального оборудования для производства листового металла. Общая численность сотрудников ZYMT в настоящее время составляет 400 ….
.
- 5300
- 12800
- 16650
- 24000
- 28500
- 36000
- 40000
- 55000
- 70000
- 5300
㎡
Площадь завода
- 44
- 88
- 132
- 176
- 220
- 264
- 308
- 352
- 400
- 44
+
Сотрудников
БОЛЬШЕ >>
.