Самодельные вальцы для листового металла видео: Вальцы для листового металла своими руками: чертежи, видео
технология вальцовки своими руками, чертежи вальцовочного ручного станка. Как сделать силовые листогибочные вальцы?
Вальцы для обработки листового металла были изобретены достаточно давно, и с тех пор их конструкция претерпела целый ряд различных изменений. Неизменным остался только принцип работы. На сегодня пользователь без особых проблем может найти всё необходимое для работы с листовым металлом не только в производстве, но и для домашней мастерской.
Особенности технологии
Вальцовка, или вальцевание, – работа, в ходе которой листовые заготовки приобретают необходимую в соответствии с задачей форму. Работа, строго говоря, идет не только с металлом. В качестве материала может послужить любой пластичный материал, начиная от резины и пластика и заканчивая железом или алюминием. Разного рода трубопрокатные изделия тоже подвергаются такой обработке.
Работа, строго говоря, идет не только с металлом. В качестве материала может послужить любой пластичный материал, начиная от резины и пластика и заканчивая железом или алюминием. Разного рода трубопрокатные изделия тоже подвергаются такой обработке.
Для того чтобы обработать профлист, используется специальное оборудование. Исходя из названия, легко можно сделать вывод, что основную роль в конструкции играют несколько валов. Процесс придания формы конуса или цилиндра в целом и называется вальцовкой. Если, например, нужно увеличить диаметр трубы в ширину без потери качества, тогда операция называется развальцовкой, но суть от этого изменится мало.
Оборудование для обработки оцинкованного листа металла на производстве обычно имеет электрический или гидравлический привод.
Для домашней мастерской будет достаточно и ручного. При правильном подходе устройство можно собрать и самостоятельно, работать оно будет с ничуть не меньшей эффективностью, чем его заводские аналоги. Это специальное оборудование для работы с металлом в холодном состоянии, объяснений его эффективности существует несколько.
- В процессе металл не меняет своей температуры, а значит, сохраняет все свои первоначальные технические характеристики неизменными.
- Структура не подвергается серьезным изменениям, помимо внешней деформации. Не образуется никаких дыр и трещин в заготовках.
- Работа идет равномерно по всей поверхности изделия. Расчет толщины и радиуса воздействия учитывается заранее.
- Процесс легко можно контролировать на всех этапах.
Благодаря точности обработки изделий можно работать с заданными геометрическими параметрами, не теряя ни миллиметра. Детали и габариты изделий в конечном итоге могут быть диаметрально разными, начиная от стальной заготовки и заканчивая частью небольшого ювелирного украшения.
Детали и габариты изделий в конечном итоге могут быть диаметрально разными, начиная от стальной заготовки и заканчивая частью небольшого ювелирного украшения.
Виды вальцов для листового металла
Листоправильные станки для работы с металлическими заготовками могут быть разными, сфера их применения зависит от технических характеристик и спектра предполагаемых к решению задач:
- размеры и диаметр валов зависят от типа конструкции, в зависимости от этого будет меняться радиус возможного сгиба;
- длина валов определяет ширину заготовки, с которой можно работать за один раз;
- привод определяет толщину изделий, пригодных к обработке.
Многое будет зависеть и от конструкционных особенностей станков.
Например, для работы с изделиями необычных форм напрямую влияет возможность рабочих валов менять положение. Так что два одинаковых станка одной и той же фирмы могут быть диаметрально разными.
Станки разделяются между собой в зависимости от технологических возможностей и технических характеристик. Станки для работы с металлом можно разделить на несколько основных категорий:
- двухвалковые;
- трехвалковые;
- четырехвалковые.
Первый тип самый простой. Основу их конструкции составляют два рабочих вала и жесткий каркас, валы располагаются параллельно друг под другом. Тот, что находится сверху, всегда вдвое меньше размером. Предпочтительнее в качестве материала для него использовать сталь.
Тот, что находится сверху, всегда вдвое меньше размером. Предпочтительнее в качестве материала для него использовать сталь.
Заготовка прижимается нижним валом и прокручивается, что и придает изделию нужную форму. Возможности сгиба металла формируются в зависимости от характера вращения валов, именно поэтому два одинаковых станка могут отличаться друг от друга с точки зрения эффективности. Регулируется станок механически, так что радиус изделия можно выставить заранее.
Чаще на таком станке обрабатываются цилиндрические конструкции, нежели конусные.
Второй тип можно разделить на симметричные и асимметричные. В работе предусматривается принцип обката листа заготовки вокруг одного из валов, который является основным в конструкции.
Электромеханические станки с тремя валами иногда носят название силовые, они более массивны по своей конструкции и имеют более высокий предел прочности в отличие от ручного привода. На таком оборудовании можно изготавливать изделия в масштабах промышленности. Для домашних мастерских такие конструкции подойдут для обработки меди или алюминия толщиной до 4 мм.
На таком оборудовании можно изготавливать изделия в масштабах промышленности. Для домашних мастерских такие конструкции подойдут для обработки меди или алюминия толщиной до 4 мм.
Четырехвалковые вальцовочные станки в конструкции предусматривают еще один вал в самом низу, который облегчает сгиб металла. Именно такой станок чаще всего используется для промышленной обработки. Здесь толщина заготовок может достигать 75 мм, форма может быть простой или геометрически сложной – точно воспроизвести получится одинаково и то и другое.
Числовое управление облегчает настройку и регулировку некоторых параметров в процессе производства изделия.
Это во всех отношениях профессиональный инструмент для работы с металлом.
Классификация оборудования по типу привода
Соответственно количеству валов каждый станок имеет свои конструкционные особенности и сложности. Также листогибочное оборудование можно разделить на категории и по типу привода:
- механические – ручной привод;
- электромеханические – в комплекте часто присутствует вычислительный блок ЧПУ;
- гидравлические.
Ручное
Ручной привод самый простой, здесь для обработки потребуется прикладывать определенное физическое усилие. Обычно это конструкция с двумя валами и жестким каркасом. Работать можно в домашней мастерской с максимальным комфортом из-за компактности этих моделей, но спектр задач у них достаточно узкий.
Электрическое
Электрический привод имеет в конструкции вычислительный блок, что может помочь автоматизировать часть операций и работать с более высоким уровнем точности. Спектр задач у таких моделей, как и сфера применения, значительно шире.
Гидравлическое
Гидравлические вальцы – очень габаритное оборудование, которое отличается и более высокими техническими характеристиками. Соответственно, оно имеет и широкий спектр задач. Это станки, предназначенные в основном для промышленных предприятий или достаточно большой домашней мастерской, чтобы была возможность вместить их и окупить производственные затраты.
Обзор современных моделей
«ВЭТ-1500» – одна из самых популярных недорогих моделей станков. Такие станки имеют широкий рабочий диапазон, на рынке представлены различные варианты готовых конструкций. Для домашней мастерской на первых этапах подойдут двухвалковые гидравлические станки, они с лихвой позволят реализовать широкий диапазон любительских и профессиональных задач в домашних условиях.
Такие станки имеют широкий рабочий диапазон, на рынке представлены различные варианты готовых конструкций. Для домашней мастерской на первых этапах подойдут двухвалковые гидравлические станки, они с лихвой позволят реализовать широкий диапазон любительских и профессиональных задач в домашних условиях.
Вес и габариты такого станка минимальны, что дает ещё один плюс в пользу покупки этого устройства для дома.
Еще одним брендом, на который стоит обратить внимание, является DEGstm. Это иностранная фирма по производству станков самого разнообразного калибра, которая уже успела зарекомендовать себя качественными изделиями. Например, их четырехвалковые гидравлические станки могут обрабатывать заготовки длиной до 3100 мм включительно, диаметр которых составляет 680 мм.
За трехвалковыми станками с элетромеханическим или ручным приводом можно смело обращаться в фирму «Энкор» или Metal Master. На самом деле современный рынок предоставляет пользователям огромное количество оборудования, так что при правильном подходе каждый сможет подобрать то, что ему подойдет.
На самом деле современный рынок предоставляет пользователям огромное количество оборудования, так что при правильном подходе каждый сможет подобрать то, что ему подойдет.
Как сделать станок самому?
Самодельные вальцы с ручным приводом имеют достаточно простую конструкцию, а работать в конечном итоге будут ничуть не хуже известных заводских аналогов.
Для сборки своими руками нужно подготовить чертеж, расходные материалы и инструменты.
Изготовление не потребует никакого сугубо профессионального опыта, разве что минимальных навыков обращения с инструментами.
Что касается конструкции, то у станка для работы с металлом есть несколько ключевых элементов.
- Рама. Именно на ней будут держаться все остальные элементы конструкции. Рекомендуется использовать оцинкованную сталь или любой другой металл со схожими характеристиками.
- Боковые стойки с прорезями для узлов подшипника.
- Валки из прочной стали. Их диаметр будет зависеть от поставленной перед мастером задачи по обработке металла.
- Рукоятка для вращения.
- Приводной зубчатый узел, который будет обеспечивать синхронность во вращении валов.
- Пружинный узел для прижатия заготовки между валками.
Первым этапом станет изготовление рамы. Её можно сварить из нескольких заготовок, размеры при этом нужно сверять с чертежом.
Её можно сварить из нескольких заготовок, размеры при этом нужно сверять с чертежом.
Боковые стойки также привариваются к раме, чаще всего это швеллеры. Тут в качестве материала подойдет углеродистая сталь.
Что касается узлов, то они фиксируются на боковых стойках в специальных отверстиях, валки устанавливаются в последнюю очередь. После сборки конструкции следует проверить, надежно ли зафиксированы все основные узлы.
Как пользоваться?
Перед началом работы стоит провести пробный этап. Гибка заготовки выполняется в целом легко. Для этого металлический лист укладывается на нижние валки и прижимается верхним. Заготовка должна без проблем фиксироваться, чаще всего правка конструкции требуется именно здесь: если изделие не будет прижато достаточно плотно, его можно испортить. Далее остается только попробовать вращать рукоятку и проверить результат своей работы.
Заготовка должна без проблем фиксироваться, чаще всего правка конструкции требуется именно здесь: если изделие не будет прижато достаточно плотно, его можно испортить. Далее остается только попробовать вращать рукоятку и проверить результат своей работы.
У станков с ручным приводом, изготовленным своими руками, всё предельно просто. Все недочеты видны в самом начале работы, поэтому в случае необходимости легко можно исправить поломку. Главное – не спешить и следовать инструкции или выбранному чертежу.
О том, как сделать самодельные вальцы, смотрите далее.
Листогибочные 3-х валковые вальцы своими руками: чертежи
Содержание статьи:
Заводские модели листогибочных вальцов трехвалковых предназначены для изменения конфигурации листового материала. Несмотря на кажущуюся сложность конструкции, можно сделать аналогичные ручные установки своими руками. Но перед этим следует ознакомиться со строением оборудования, расположением и свойствами его компонентов.
Несмотря на кажущуюся сложность конструкции, можно сделать аналогичные ручные установки своими руками. Но перед этим следует ознакомиться со строением оборудования, расположением и свойствами его компонентов.
Общие сведения о конструкции
Внешний вид станка
Этот тип станков предназначен для контролируемой деформации материалов методом проката. Для этого используется система валов, проходя через которую стальная заготовка меняет свою конфигурацию. Такую же функцию должны выполнять ручные модели станков, которые можно сделать своими руками.
Конструкция состоит из двух опорных стоек, на которую устанавливают систему из нескольких валов. При этом нижние зачастую изменяют свое положение только в горизонтальной плоскости. Для проката стального листа они соединены с механизмом передачи вращающего момента. Верхний вал являются упорным и может регулироваться по высоте. Дополнительно он снабжен устройством для быстрого опрокидывания, который необходим для снятия обработанной детали.
В зависимости от типа привода вальцы трехвалковые листогибочные могут быть следующих видов:
- ручная конструкция. Она состоит из системы шестерен или цепных передач. Подобная схема применяется для станков, сделанных своими руками или в заводских моделях с небольшими размерами, которые предназначены для штучного производства;
- гидравлический привод. Он необходим для обработки больших толстостенных заготовок. Благодаря максимальному значению приложенного усилия деформация происходит относительно быстро. Но при этом повышаются требования к качеству валов;
- установка электродвигателя. Это оптимальный вариант для оборудования со средним показателем производительности. Электрическая силовая установка не сильно влияет на увеличение габаритов конструкции.
Качество обработки во многом зависит от эксплуатационных качеств валов. Для их изготовления применяются специальные сорта инструментальной стали. При деформации больших изделий их зачастую нагревают для улучшения показателя пластичности. Постоянное термическое воздействие на валы снижает их эксплуатационные свойства.
Постоянное термическое воздействие на валы снижает их эксплуатационные свойства.
Улучшению точности обработки способствует установленный блок ЧПУ. Он предназначен для координации параметров станка — расположения валов, степени давления на заготовку.
Технические характеристики вальцов
Пример ручной заводской модели станка
Во время проектирования самодельных ручных вальцов трехвалковых необходимо учитывать требуемые эксплуатационно-технические качества. В качестве основы для анализа можно взять характеристики подходящей заводской модели. Но при этом ее параметры необходимо адаптировать под фактические характеристики самодельной конструкции.
Прежде всего учитываются габариты станка. Они зависят от длины валов и влияют на максимальную ширину обрабатываемых листов. Нужно помнить, что в качестве привода будет использоваться ручной механизм, который необходимо сделать своими руками. Поэтому обычно рабочая ширина вала не превышает 1,2 м. Масса самодельной конструкции скажется только на возможности ее транспортировки.
Масса самодельной конструкции скажется только на возможности ее транспортировки.
Кроме этих показателей необходимо учитывать следующие параметры, которыми должны обладать вальцы трехвалковые ручного типа:
- диаметр рабочих валов. Этот показатель влияет на максимально возможный радиус кривизны обрабатываемого материала;
- степень удаленности верхнего вала от нижних направляющих;
- расстояние между нижними валами;
- скорость подачи материалов.
При выборе определенной модели вальцов листогибочных трехвалковых следует точно рассчитать жесткость конструкции. Несмотря на то, что давление в основном оказывается на валы — станина тоже испытывает определенные механические нагрузки. Поэтому к выбору материалов изготовления и схемы этой модели станка необходимо подойти с особой тщательностью.
Наличие трех валов в конструкции является оптимальным. При установке дополнительных компонентов увеличивается степень нагрузки на ручной механизм привода, что является крайне нежелательным для самодельных моделей.

Изготовление станка своими руками
Чертеж станка с электрическим приводом
На первом этапе проектирования конструкции необходимо выбрать оптимальные чертежи. Для этого можно использовать стандартные схемы или разработать индивидуальную на основе имеющихся материалов.
Будущая листогибочная конструкция будет состоять из следующих компонентов:
- опорная рама. Она изготавливается из 2 листов металла, которые соединяются между собой ребрами жесткости. Для увеличения устойчивости и механической прочности по краям каждого компонента рекомендуется приварить стальные уголки. В верхней части располагаются монтажные пазы для установки опорных валов;
- опора верхнего вала. Для ее производства рекомендуется применять стальной п-образный профиль. Смещение конструкции по высоте будет происходить с помощью червячной передачи;
- механизм ручного привода. Обычно его делают из трех звездочек, соединенных между собой цепью. Рекомендуется предусмотреть механизм натяжения цепи, чтобы избежать ее срыв во время выполнения работы.

Для изготовления ручных вальцов своими руками из специального оборудования потребуется только сварочный аппарат. Для улучшения качества обработки рекомендуется приобрести заводские валы. Самостоятельное изготовление подобных компонентов затруднительно и не всегда фактический результат соответствует желаемому.
Сборка вальцов
Изготовление листогибочной конструкции начинается с выбора инструментов. Для выполнения этого процесса необходима болгарка, сварочный аппарат, дрель со сверлами по металлу. После приобретения материалов можно приступать к изготовлению ручных листогибочных вальцов.
Порядок действий.
- Раскрой материала.
- Сверка фактических размеров с данными из технической документации.
- Соединение компонентов между собой с помощью сварочного аппарата. Использование механических соединений не рекомендуется, так как они не обладают достаточной надежностью.
- Установка вальцов на станину.
- Соединение полос с передаточными звездочками.
 В этом случае необходимо использовать механическое соединение, так в случае поломки одного из компонентов ремонт установки будет затруднен.
В этом случае необходимо использовать механическое соединение, так в случае поломки одного из компонентов ремонт установки будет затруднен.
После изготовления конструкций все элементы опорной рамы необходимо загрунтовать и покрасить. Испытание листогибочного станка, сделанного своими руками, проводится по определенной схеме. Сначала проверяется скорость подачи (вращение валов), контролируется работа механизм опускания верхнего вала. В качестве пробного материала лучше всего использовать стальные листы небольшой толщины. Расстояние между валами следует уменьшать постепенно. При этом проверяется устойчивость станка и отсутствие деформации.
В дальнейшем после длительной эксплуатации понадобится правка поверхности валов, так как со временем изменится их конфигурация.
В качестве примера можно посмотреть работу заводской модели станка:
Вальцы своими руками — особенности изготовления
Ввиду малости усилий и моментов, вальцы своими руками в большинстве случаев обходятся без электродвигателя. Для их изготовления вам потребуется следующее:
Для их изготовления вам потребуется следующее:
Ротационная гибка листового и широкополосного металла востребована в производственной деятельности и мелких компаний, и ремонтных мастерских. Вальцы своими руками смогут изготовить даже домашние умельцы, сэкономив при этом на приобретении аналогичного промышленного оборудования.
Преимущества ротационной гибки на вальцах
В процессе деформировании металла на машинах ротационного действия (какими и являются вальцы) основное деформирующее усилие прикладывается не одновременно ко всей поверхности заготовки, а постепенно, по мере того, как в очаг деформации вовлекаются все новые объемы металла. В результате усилие значительно уменьшается, а некоторое снижение производительности гибки в большинстве случаев некритично. Кроме того, сам принцип работы листогибочных вальцев настолько прост, что для самостоятельного изготовления вальцовочного станка не потребуется существенных затрат труда и исходных материалов.
Последовательность операций листовой вальцовки заключается в следующем:
- Исходную заготовку (лист или широкая полоса) заправляют в начальный зазор между рабочими валками.

- Опускают подвижный валок до надежного прижима заготовки к нижним валкам.
- Проворачивая подвижный валок, изгибают заготовку. Количество оборотов инструмента может быть разным — все зависит от ровности поверхности заготовки.
- Когда нужное качество гибки достигнуто, деталь извлекают из валков.
Таким способом можно получать продукцию типа цилиндров и конических деталей, производить правку полос и т.д. Усилие ротационной вальцовки невелико, поскольку трение в ходе штамповки минимально, и необходимо лишь для фиксирования заготовки в валках. Более существенен крутящий момент, но и его значения относительно малы. Они определяются только величиной плеча приложения усилия. Более заметно на усилие процесса влияют физико–механические характеристики материала, и его толщина (для толстолистовых заготовок резко возрастает момент сопротивления сечения). Поэтому ротационная вальцовка выгодна для малоуглеродистой стали толщиной не более 4 мм, жести, алюминия и других высокопластичных металлов и сплавов.
Ввиду малости усилий и моментов, вальцы своими руками в большинстве случаев обходятся без электродвигателя. Более того, электромеханический привод приводит к увеличению металлоемкости станка и усложнению его конструкции. Так, потребуется понижающий редуктор, промежуточный вал, и, возможно, тормоз.
Выбор и обоснование конструктивной схемы станка
Принцип работы вальцового станка
Листогибочные вальцы различаются по следующим параметрам:
- По количеству рабочих валков: могут быть трех– или четырехвалковыми (установки с большим числом валков встречаются редко).
- По схеме расположения валков. Имеются механизмы, оси валков которых расположены симметрично и асимметрично поперечной оси.
- По способу фиксации валков в станине — на подшипниках качения или скольжения.
- По типу привода — от вальцев ручных, до приводимых в действие двигателями переменного и (реже) постоянного тока.
Вопрос — как сделать вальцы, которые будут предназначены для листового металла — следует начать с разработки технического задания. При этом следует учесть, что ручной привод эффективен при гибке изделий с толщиной не выше 0,8…1.2 мм, и при ширине не более 500…800 мм, иначе приводную рукоятку придется делать очень длинной. Это не только неудобно, но и приведет к увеличению размеров производственной площади, где предполагается установить агрегат.
При этом следует учесть, что ручной привод эффективен при гибке изделий с толщиной не выше 0,8…1.2 мм, и при ширине не более 500…800 мм, иначе приводную рукоятку придется делать очень длинной. Это не только неудобно, но и приведет к увеличению размеров производственной площади, где предполагается установить агрегат.
По той же причине трехвалковую схему стоит предпочесть четырехвалковой — сложность изготовления возрастет, а видимых выгод пользователь не получит. Тем более нет смысла делать вальцы с еще большим количеством валков (например, семивалковые исполнения нужны при необходимости выполнения радиусной гибки листовых изделий на диаметры от 1500…1600 мм).
Более сложным является вопрос симметричности расположения валков в трехвалковых вальцах. Симметричная схема (при которой валки располагаются равносторонним треугольником: нажимной — сверху, а рабочие — снизу) конструктивно проще и технологичнее в изготовлении. Однако, после обработки на таком оборудовании передний и задний края заготовки на некотором расстоянии (примерно половины от межосевого) останутся прямыми и потребуют повторного цикла деформирования. Если на вальцах предполагается производство толстолистовых изделий преимущественно типа цилиндров с изогнутыми краями, то придется изготавливать асимметричную машину.
Если на вальцах предполагается производство толстолистовых изделий преимущественно типа цилиндров с изогнутыми краями, то придется изготавливать асимметричную машину.
Таким образом, оптимальной для изготовления в домашних условиях можно считать установку с тремя симметрично расположенными рабочими валками.
Состав узлов и особенности их изготовления
Вальцовочные станки с ручным приводом состоят из следующих узлов:
- Сварной станины рамного типа, которая, в свою очередь, состоит из двух опорных стоек, связанных для повышения жесткости крест–накрест профильными трубами или квадратными стальными стержнями. Для повышения устойчивости конструкции к нижним торцам опорных стоек можно приварить подпятники.
- Узла регулировки расстояния между подвижным и неподвижным валками.
- Рукоятки вращения верхнего валка (для увеличения скорости вращения валков можно предусмотреть повышающую передачу, для чего следует снабдить вал рукоятки зубчатым колесом, а на одном из валков установить соответствующую шестерню).

- Рычажных устройств для осевого перемещения верхнего валка (при установке исходной заготовки в зазор между валками).
- Собственно валков, два из которых — нижние, устанавливаются в подшипники опорных стоек, а верхний, нажимной — в оси поворотного рычага.
- Фиксатора положения нажимного валка, который учитывает толщину обрабатываемого металла.
- Опорной трубы, на которую укладывается исходная заготовка (вместо трубы можно смонтировать небольшой приемный столик из холоднокатаной стали толщиной 6 мм).
Многие детали для конструкции можно позаимствовать от списанных рольгангов, предназначенных для подачи листа, например, к листовым ножницам.
Порядок изготовления и сборки в условиях домашней мастерской вальцев ручных с тремя валками заключается в следующем.
Определяются с размерами установки. Например, с уменьшением расстояния между опорными стойками (по сравнению с теми, что указаны на рисунке), можно пропорционально увеличить диаметр валков, при этом предельно допустимое значение их прогиба при деформировании не увеличится. Уменьшать поперечное сечение опорных стоек при этом не следует.
Уменьшать поперечное сечение опорных стоек при этом не следует.
Рабочие валки
Материалом стоек можно принять профильную квадратную трубу из стали типа Ст.3, которая хорошо поддается сварке. Вначале привариваются распорки жесткости, а затем к ним — трубчатые или сплошные профили. Сварку необходимо проводить в кондукторах, чтобы исключить коробление конструкции и обеспечить строгую параллельность полученной рамы. Небольшие погрешности для уже сделанных стоек легко исправить подваркой опорных подпятников, имеющих разную высоту.
Далее изготавливают рабочие валки. Для этого используют толстостенные трубы, причем они должны быть либо холоднокатаными, либо изготовленными из нержавеющей стали: таким образом можно обеспечить нужную шероховатость рабочей поверхности. Горячекатаный прокат использовать не рекомендуется из–за высокой трудоемкости очистки с последующей шлифовкой поверхности будущих валков.
Подбирают под свои потребности нужный типоразмер подшипникового узла. Для подшипников скольжения лучше принимать стандартные узлы, изготовленные по ГОСТ 27672. Ввиду малых окружных скоростей и усилий деформирования, надобности в применении подшипников качения нет.
Ввиду малых окружных скоростей и усилий деформирования, надобности в применении подшипников качения нет.
Следующий этап изготовления вальцев — монтаж валков. Его надо выполнять, используя лазерный уровень, чтобы исключить перекос инструмента, и с учетом зазора между нижними валками. Отверстия под крепеж корпусов подшипников к стойкам стоит выполнять овальными, для последующей регулировки.
Убедившись в легкости вращения нижних валков, приступают к установке механизма перемещения верхнего валка. Валковые рычаги проектируют так, чтобы в конечном положении ось нажимного валка располагалась точно между осями нижних валков, а ход рычага соответствовал возможности извлечения готового изделия из зоны гиба. Второе плечо рычага выполняют с несколькими отверстиями, в которые при регулировке технологического зазора будут вставляться фиксирующие штифты. Процесс подгонки размеров производят с одной установки, учитывая то, что левый и правый рычаги отличаются зеркально друг от друга.
Последний этап перед опробованием станка — монтаж опорного стола или трубы. Для удобства на ней стоит предусмотреть подвижные ограничители ширины заготовки.
Самодельные вальцы можно устанавливать и вне помещений, тогда придется дополнительно изготовить защитный кожух. Часто его делают откидным, используя при работе вальцев в качестве задней опоры деформируемому металлическому листу.
Вальцы: механические станки — трехвалковые, четырехвалковые и самодельные, прокатные и вальцовочные
Вальцы – станочное оборудование, предназначенное для получения деталей, обладающих формой тела вращения из листового материала. При использовании дополнительных приспособлений на них можно производить гибку профильного сортамента. О том как самостоятельно изготовить профилегиб читайте в этой статье.
При использовании дополнительных приспособлений на них можно производить гибку профильного сортамента. О том как самостоятельно изготовить профилегиб читайте в этой статье.
Кроме прямых цилиндрических изделий, на вальцах можно изготавливать детали в виде усеченного конуса. Кинематическая схема проста, но в управлении требуется опыт.
Принципы работы
Для получения круглого профиля трубы из листового металла края заготовки предварительно подгибаются. Затем, увеличивая размер подгиба, заготовка принимает форму овала. На финишном этапе заготовка в течение некоторого времени обкатывается до получения требуемого профиля.
Обкатка производится на валках. Минимально возможный диаметр получаемой детали зависит от диаметра валка, вокруг которого происходит формообразование. Чем меньше диаметр, тем меньше внутренний диаметр трубы.
На машиностроительном производстве широкое распространение нашли вальцы с тремя валками. А в тяжелом машиностроении с четырьмя.
А в тяжелом машиностроении с четырьмя.
Трехвалковые вальцы работают по следующему принципу.
Листовая заготовка помещается между верхним и двумя нижними валками. Все вальцы оборудованы механизмом подачи, обеспечивающим подгиб листа. Предварительно создав усилие перемещением валка, лист металла начинают прокатывать по очереди в обе стороны. При этом начинается формирование профиля. Вал постепенно перемещается, пока заготовка не достигнет требуемого профиля.
В зависимости от модели вальцов перемещаться может верхний вал или оба нижних одновременно.
Виды, классификация и использование
Благодаря разнообразным конструкциям и типам вальцов получают большой ассортимент продукции в различных отраслях нашей экономики. Их можно классифицировать по следующим признакам:
- По количеству исполнительных органов:
- двухвалковые;
- трехвалковые;
- четырехвалковые.

- По типу привода:
- ручной;
- механический;
- электрический;
- гидравлический.
- По способу сгибания:
- сегментные;
- дроновые;
- пружинные;
- арбалетные.
- По типу управления:
Маленькими вальцами с двумя валами в основном пользуются мастера в ювелирных мастерских. На них прокатывают плоские или профильные заготовки, производится вальцовка.
Также двухвалковые вальцы можно встретить на предприятиях общепита. Их используют для прокатывания теста. Полотно получается одной толщины и любой длины.
Обычно такие агрегаты имеют ручной привод, так как не требуется больших нагрузок. Для одновременного вращения всех валков используется цепная или зубчатая передача. Они компактны, имеют небольшой вес и закрепляются на столе струбциной или несколькими болтами.
Электрические модели обладают высокой производительностью. Их широко используют при изготовлении труб из листового металла. Трубы делают для воздуховодов, дымоходов, водостоков и прочего.
Электропривод и небольшой вес на рамной конструкции позволяет устанавливать такие станки непосредственно на месте монтажа или в домашней мастерской. Более громоздкие и мощные станки предназначаются для предприятий.
Вальцы с гидроприводом относятся к тяжелому оборудованию. Обычно их высота превосходит человеческий рост в несколько раз. А мощность привода позволяет катать стальные листы толщиной более 100 мм . Получаемые детали в диаметре достигают 6 м .
Чтобы сделать конус на вальцегибочной машине, необходимо боковым валам придать дополнительную степень свободы. Выражается это тем, что одна сторона вала подвижна и в зависимости от угла конуса может подниматься на необходимую высоту. Заготовка при такой обкатке стремится съехать. Для предупреждения со стороны смещения заготовки устанавливается упорный ролик.
Заготовка при такой обкатке стремится съехать. Для предупреждения со стороны смещения заготовки устанавливается упорный ролик.
К данной категории оборудования можно отнести и прокатный станок для листового металла. Его основное назначение – получение листового металла различной толщины из горячей толстой заготовки путем прокатывания. Станками такого типа оснащаются сталелитейные предприятия.
Из-за того, что заготовки подаются разогретыми до высоких температур, валы стана изготавливаются из жаропрочной термически обработанной стали.
Станок для гибки листового металла своими руками
Для домашней мастерской мастера сами изготавливают вальцовочное оборудование. На нем изготавливаются изделия из жести, черной и нержавеющей стали толщиной не более 1,5 мм , а также из алюминия и сплавов на его основе.
Чтобы изготовить и собрать вальцы ручные своими руками, чертежи необходимо скачать с любого форума, посвященного данной теме. Их необходимо скорректировать, чтобы собрать самодельный вальцовый станок, необходимый вам.
Их необходимо скорректировать, чтобы собрать самодельный вальцовый станок, необходимый вам.
Только придется заказывать изготовление зубчатых колес и валов. Их шейки, как правило, многоступенчатые и шлифуются под посадку подшипников.
Раму для увеличения жесткости лучше изготовить из швеллера, чем из профильной трубы. Резка элементов производится согласно разработанным чертежам. Подшипниковые узлы должны располагаться на одной осевой линии, если станок двухвалковый. А если трехвалковый, то валы располагаются в форме равностороннего треугольника.
Сборка производится в следующей последовательности:
- Сварка несущей рамы.
- Монтаж боковых стоек.
- Установка валов.
- Монтаж элементов передачи вращения.
- Проверка работоспособности.
При установке дополнительных приспособлений (профильных катков) вальцы превращаются в фальцевальный станок. Высота фальца задается катком. А ответная часть, П-образная, изготавливается на другом комплекте катков.
Высота фальца задается катком. А ответная часть, П-образная, изготавливается на другом комплекте катков.
Листогибочные вальцы трехвалковые своими руками: видео, фото
При необходимости частого изготовления полых или конусовидных изделий из тонколистового металла основным технологическим процессом является гибка, а наиболее подходящим оборудованием — трёхвалковые листогибочные вальцы. Почему именно трёхвалковые? Потому, что кинематическая схема четырёхвалковых листогибочных машин с ручным приводом значительно усложняется, а видимых преимуществ от этого получить не удаётся.
Самодельные 3-х валковые листогибочные вальцы
Как разработать техническое задание на разработку вальцовочного станка своими руками
Простейшая схема трёхвалкового ручного станка включает в себя:
- Рамное основание.
- Две боковых стойки с отверстиями под подшипниковые узлы.

- Три продольных вала, один из которых – верхний — размещается под углом 60° относительно двух остальных.
- Комплект рабочих валков, количество которых зависит от предельного значения наружного диаметра вальцуемой заготовки.
- Рукоятку для вращения нижних, приводных валков.
- Зубчатую или цепную передачу, которая обеспечит синхронное вращение приводных валков в одну сторону.
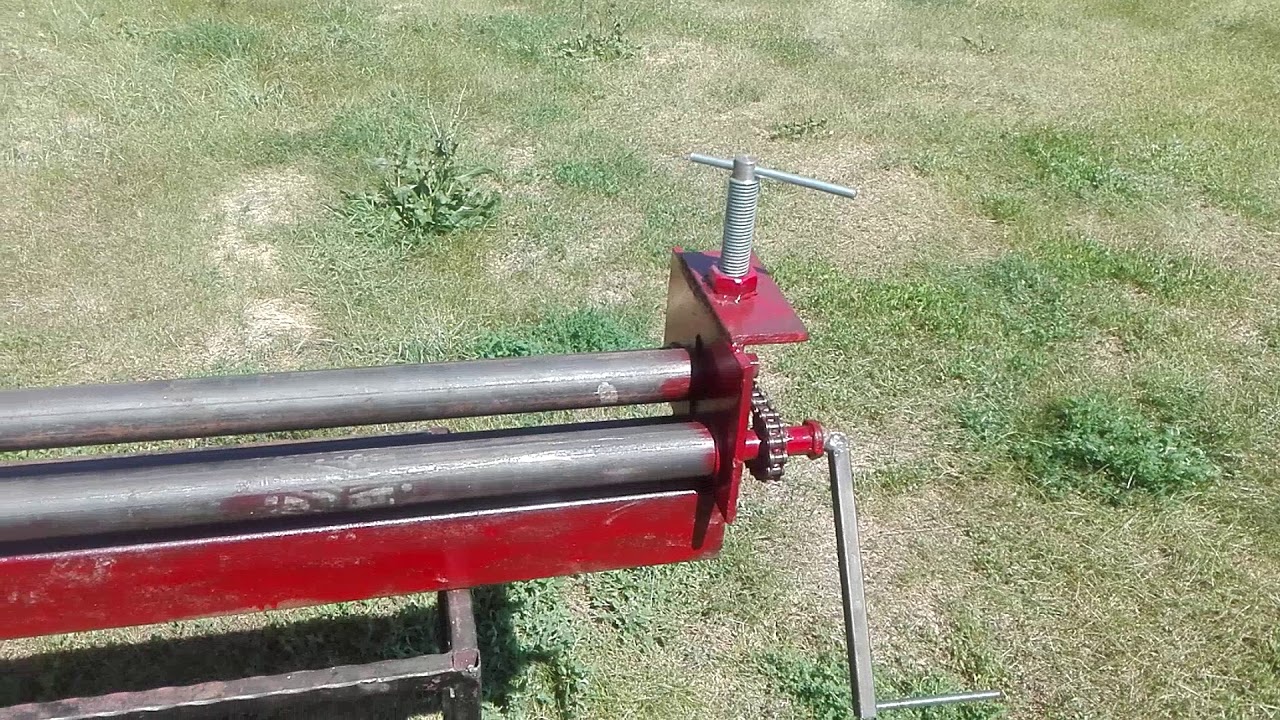
- Нажимной узел с пружинами сжатия, который обеспечит возможность прижима неприводного валка к заготовке. Его проще выполнять слева или справа, поскольку тонкий лист довольно легко выходит из зазора при изменении его первоначального значения только с одной стороны.
- Приспособление для поворота одной из стоек вальцовочного станка с целью замены рабочих валков.
Прежде всего, следует чётко ограничить технические возможности проектируемого валкового оборудования. Вальцовочный станок с ручным приводом способен производить гибку листового металла толщиной не более 1 — 1,5 мм, при ширине заготовки до 600 мм. При малой энергоёмкости самого процесса гибки, потери на трение в передачах и подшипниках оказываются весьма значительными, что заставит оператора увеличивать мускульное усилие, прилагаемое для проворота рабочих валков. Между тем видимая неравномерность их вращения вызовет нежелательные искажения формы профилируемого изделия.
Вальцовочный станок с ручным приводом способен производить гибку листового металла толщиной не более 1 — 1,5 мм, при ширине заготовки до 600 мм. При малой энергоёмкости самого процесса гибки, потери на трение в передачах и подшипниках оказываются весьма значительными, что заставит оператора увеличивать мускульное усилие, прилагаемое для проворота рабочих валков. Между тем видимая неравномерность их вращения вызовет нежелательные искажения формы профилируемого изделия.
Из двух вариантов – асимметричное либо симметричное размещение приводных валков – предпочтение стоит отдать второму варианту, поскольку в этом случае сделать вальцы своими руками значительно проще.
Последовательность изготовления вальцовочного станка с ручным приводом
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах.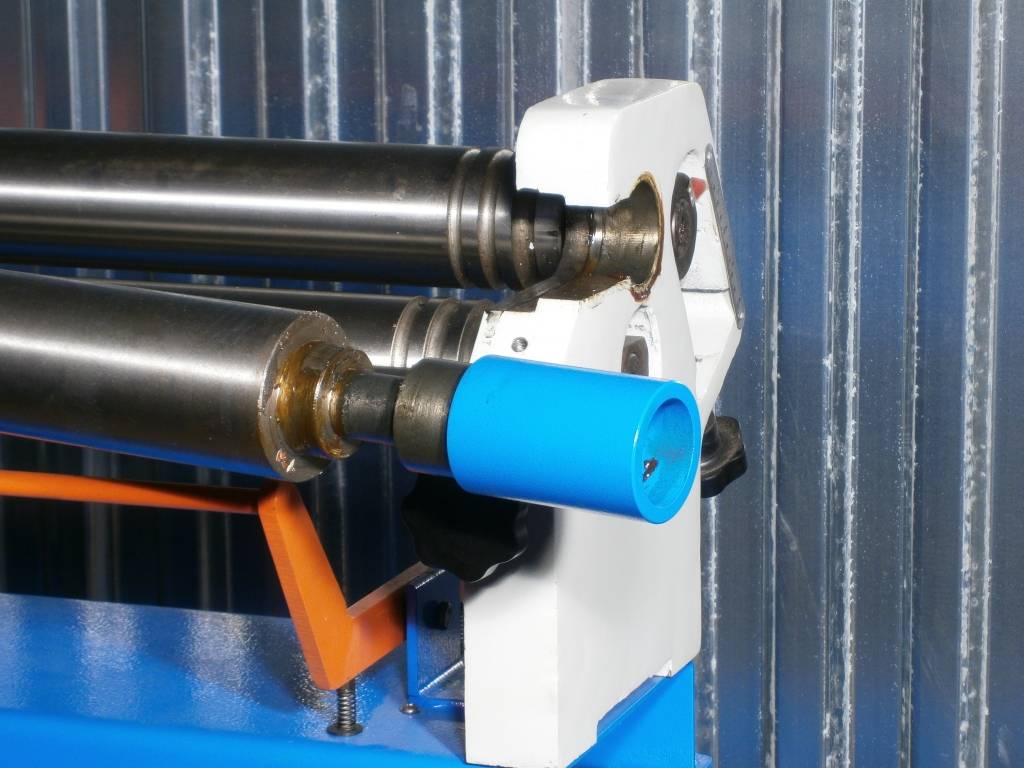 Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки. Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп. Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.
Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки. Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп. Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.
Установка верхнего валка вальцовочного станка
Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба. Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно. В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары. Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов.
В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары. Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов.
Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.
Чертеж общего вида трехвалкового вальцовочного станка
Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
Сборка вальцовочного станка своими руками
Самодельные валковые листогибы с ручным приводом собираются в следующей последовательности:
- Сваривается (по размерам, приведенным на чертеже общего вида) станина вальцовочного станка.

- Монтируются боковые стойки, для которых подойдёт стальной швеллерный профиль из низкоуглеродистой стали марки 09Г2С или подобной.
- Крепится корпус под детали передачи (если шестерни придётся сделать самостоятельно или заказывать, то для монтажа цепной передачи можно подобрать силовые звёздочки и натяжную цепь, например, от горного велосипеда).
- Валы вводятся в отверстия корпусов подшипников, после чего выставляется их параллельность, и производится окончательная фиксация узлов станка.
- Перед окончательной сборкой валкового агрегата своими руками стоит произвести пробную гибку детали, уточнить количество и характер смазки опор подшипников, а также отрегулировать натяжение приводной цепи.
Самодельный 3-х валковый листогибочный станок
Если установка вальцев предполагается в неотапливаемом помещении (например, в гараже), то все детали стоит покрасить атмосферостойкой краской или позаботиться об их антикоррозионном покрытии.
Самодельные вальцы для листового металла
ipmet. ru » Своими руками » Листогибочный станок своими руками » Самодельные вальцы для листового металла
ru » Своими руками » Листогибочный станок своими руками » Самодельные вальцы для листового металла
Мы продолжаем серию статей про самодельные приспособления, предназначенные для гибки листового металла. Рекомендуем прочитать:
«Простейший самодельный гибочный станок листового металла»;
«Самодельный листогибочный станок для окрашенной жести».
Сегодня обсудим самодельные вальцы для листового металла. Предлагаемый на нашем сайте ручной станок для обработки листового металла стоит существенно дешевле промышленных аналогов, но при этом достаточно хорошо выполняет все необходимые функции. Он практичен, имеет небольшие габариты, в связи с простотой конструкции отличается высокой надежностью и длительным сроком службы. Конечно, в споре с оборудованием промышленного изготовления он проигрывает и в производительности, и в качестве выполненной работы, и в диапазоне технических характеристик. Но для изготовления гаражно-дачно-домашних поделок он вполне может быть применен.
Конструкция самодельного вальцовочного станка
Вальцовочный станок состоит из массивного основания, подающего и приемного валов, связывающего их редуктора и прижимного устройства. Кинематическая схема одного из вариантов конструкции предложена на рисунках.
Кинематическая схема одного из вариантов конструкции предложена на рисунках.
Вид 1. Кинематическая схема вальцовочного станка.
Вид 2. Кинематическая схема вальцовочного станка.
Спецификация схемы:
1. Рукоятка ручного привода;
2. Приёмный вал;
3. Приводящий вал;
4. Шестерня приёмного вала;
5. Шестерня приводящего вала;
6. Основание;
7. Боковая стойка;
8. Амортизатор;
9. Стягивающая пластина;
10.Регулировочные винты.
Конструкция редуктора
Основными элементами конструкции являются валы.
Деталировка.
Вал и боковая стойка.
Валы обязательно должны быть изготовлены из стали и пройти закалку. Их следует вытачивать на токарном станке.
Длина шеек должна ровняться высоте выбранных вами шарикоподшипников, а одна — увеличена на хвостовик (высоту монтажного фланца рукоятки). Хвостовик должен иметь диаметр, позволяющий шарикоподшипнику свободно «пройти» до шейки.
Сложнее обстоит дело с редуктором.
Деталировка.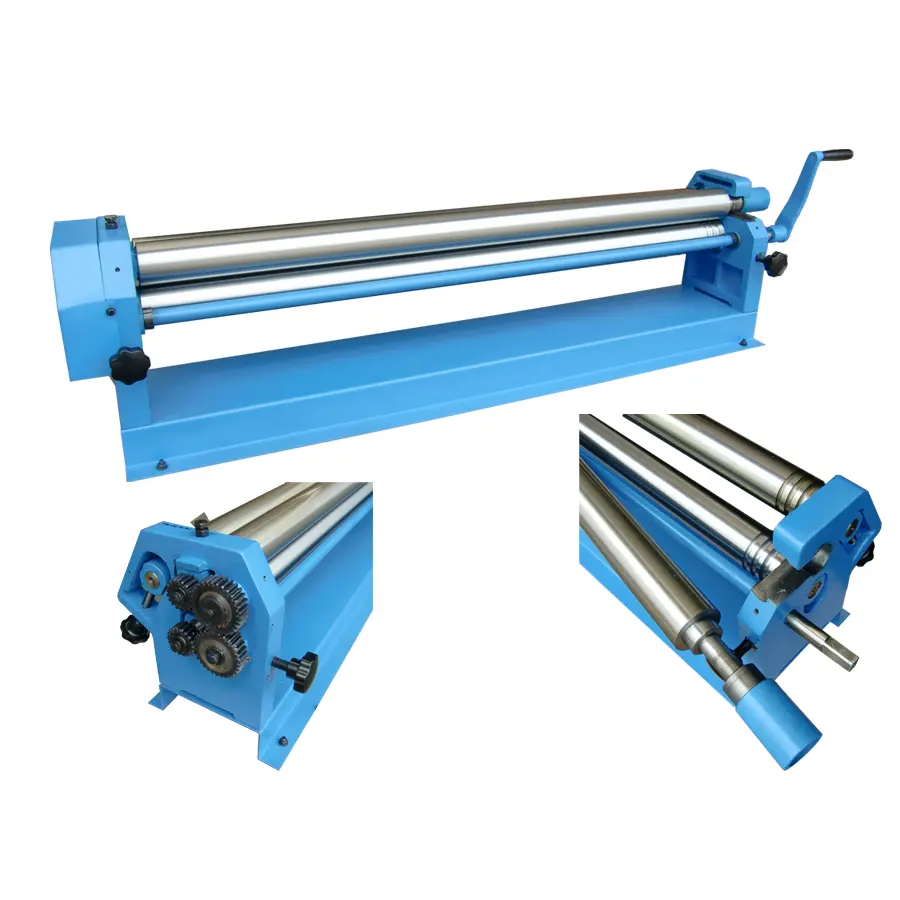
Шестерня.
Если нет возможности изготовить шестерни (а это возможно только в заводских условиях на специальном оборудовании) или подобрать уже готовый планетарный редуктор для привода валов, то применяют цепную передачу от велосипеда. В этом случае на оси валов устанавливаются зубчатые шестерни-«звёздочки» задних колёс взрослого дорожного (самой дешёвой конструкции, без наворотов и суппортов) велосипеда. В этом случае на шейке вала необходимо выполнить фрезерные работы для установки шпонки.
Напоминаем, что валы должны вращаться с абсолютно одинаковой скоростью, так как иначе возможно проскальзывание обрабатываемого материала (со всеми вытекающими печальными последствиями). Поэтому, следует устанавливать новые шестерни или такие, которые не были в эксплуатации (без износа). Следует предусмотреть подпружиненный натяжитель цепи со «звёздочкой» от маленького (детского) велосипеда.
Обратите внимание на совместимость «звёздочек» с велосипедной цепью (возможен разный модуль зубчатых шестерён). Для проверки совместимости, следует каждую шестерню «прокатить» по разложенной на столе цепи. При совместимости зубья должны легко попадать в звенья.
Для проверки совместимости, следует каждую шестерню «прокатить» по разложенной на столе цепи. При совместимости зубья должны легко попадать в звенья.
Цепь, также, лучше применять новую. Вместе с покупкой «звёздочек» и велосипедной цепи следует купить для неё ремонтный комплект, в котором имеются звенья-вставки и втулки-оси. Цепь, перед установкой, необходимо подогнать по размеру (по длине) для нашего приспособления. Тут вам и потребуются детали из этого комплекта (как производится замена указано в «Инструкции по применению» ремкомплекта).
Технология сборки вальцовочного станка для листового металла
Сборка начинается с запрессовки в ползуны (4 штуки) шарикоподшипников (4 штуки).
Деталировка. Шарикоподшипник и ползун.
Эту операцию целесообразно выполнять в слесарных тисках.
Далее, во внутреннюю обойму шарикоподшипников (вставленных в ползуны) запрессовываются шейки валов. Производится это на наковальне методом осевых ударов молотком через прокладки из мягкой меди (возможен другой мягкий металл: алюминий и т. п.). Тот, кто не найдет нужные шарикоподшипники, может запрессовать в ползуны бронзовые втулки, выточенные под его установочные размеры (с учётом скользящей посадки для шейки вала).
п.). Тот, кто не найдет нужные шарикоподшипники, может запрессовать в ползуны бронзовые втулки, выточенные под его установочные размеры (с учётом скользящей посадки для шейки вала).
Два слова про основание. В качестве основания, в зависимости от ваших потребностей и возможностей, может использоваться любая массивная конструкция: от стальной пластины — до сварной рамы из уголка (или другого профиля).
Разметку и установку боковых стоек будем производиться «по месту».
Ползуны (в сборке с валами) собрать с боковыми стойками (4 штуки) и разместить на основании. При сборке ползунов со стойками, рекомендуется направляющие последних смазать густой смазкой (подробно о смазке — в конце статьи). Проверить свободное вращение валов, и сделать разметку для монтажа всех боковых стоек (эскиз стоек – смотри выше). Крепление стоек целесообразно выполнять при помощи болтов М 6…8 с потайной головкой (сварка не рекомендуется – всю конструкцию «поведёт»).
Последовательность монтажа боковых стоек:
- установить две стойки с одной стороны (любой), проверить свободный ход ползунов этой стороны и проверить разметку для крепления стоек другой стороны.
 При необходимости разметку скорректировать;
При необходимости разметку скорректировать; - установить одну стойку другой стороны (аналогично указанному выше), проверить свободные ход ползунов (всех!) и вращение валов. Проверить разметку установки последней стойки и при необходимости скорректировать;
- установить последнюю стойку (аналогично указанному выше). Проверить свободные ход ползунов и вращение валов.
Возникшие заедания устраняются поочерёдным ослаблением крепления боковых стоек и подкладыванием под них клиньев из обрезков тонкой жести или других подходящих кусочков металла.
Сверху на ползуны кладется амортизатор (из жёсткой резины) и на него — прижимная планка. Четырьмя винтами эта планка прижимает амортизатор к ползунам приёмного вала и последний — к приводящему. При эксплуатации этими винтами регулируется давление одного вала на другой.
На хвостовик шейки приводящего вала устанавливается рукоятка ручного привода — можно использовать ручку от ручной мясорубки.
Рукоятка ручного привода.
В этом случае, на хвостовике под её присоединительный размер следует наждаком «снять лыску».
Самодельные вальцы для листового металла вы собрали, но начинать их эксплуатацию ещё рано.
Заключительные операции
После сборки обязательно снимите заусеницы (напильником или любым другим подручным инструментом) и «завалите» (притупите) острые кромки. Что бы инструментом было приятно пользоваться, его следует покрасить. Этим вы, кроме эстетических свойств, повысите его антикоррозионную защиту. Краску можно использовать пентафталевую типа «ПФ». Перед покраской не забудьте произвести очистку (в том числе и обезжиривание) металлических поверхностей.
И заключительная операция – это смазка. Проверьте наличие смазки на направляющих ползунов (вы их смазывали при сборке). Произведите смазку регулировочных винтов и подшипников.
Можно использовать любую консистентную смазку (жировую, литол, солидол и т. п.).
Что можно усовершенствовать в данной конструкции
В предложенной вашему вниманию конструкции заложена независимая регулировка усилий на боковых стойках. Сверху, при желании, можно установить редуктор, который будет эти усилия уравнивать, и ваш девайс будет иметь примерно такой вид.
Сверху, при желании, можно установить редуктор, который будет эти усилия уравнивать, и ваш девайс будет иметь примерно такой вид.
Самодельный ручной вальцовочный станок в сборе.
Другая конструкция самодельного ручного вальцовочного станка.
Обратите внимание
Обращаем ваше внимание на то, что размеры на наших чертежах и эскизах являются ориентировочными и их нельзя принимать, как исполнительные. Предлагаемая конструкторская документация является подсказкой для энтузиастов-самоделкиных. Она призвана лишь указать вам «направление движения». Поэтому, некоторые (не ответственные) узлы конструктивно до конца не проработаны и «отданы на откуп» вам, любители экспериментировать. Двигаясь по этому направлению, вы сможете, исходя из своих потребностей и возможностей, разработать приемлемую для вас исполнительную конструкторскую документацию (комплект эскизов) с исполнительными размерами и продумать свою технологию изготовления девайса.
Желаем вам успехов!
Где купить
Если все таки решите не делать, а купить готовый станок, контакты продавцов выбирайте на странице «Где купить листогибочный станок«.
Вальцы: механические станки — трехвалковые, четырехвалковые и самодельные, прокатные и вальцовочные
Вальцы – станочное оборудование, предназначенное для получения деталей, обладающих формой тела вращения из листового материала. При использовании дополнительных приспособлений на них можно производить гибку профильного сортамента.
Кроме прямых цилиндрических изделий, на вальцах можно изготавливать детали в виде усеченного конуса. Кинематическая схема проста, но в управлении требуется опыт.
Принципы работы
Для получения круглого профиля трубы из листового металла края заготовки предварительно подгибаются. Затем, увеличивая размер подгиба, заготовка принимает форму овала. На финишном этапе заготовка в течение некоторого времени обкатывается до получения требуемого профиля.
Обкатка производится на валках. Минимально возможный диаметр получаемой детали зависит от диаметра валка, вокруг которого происходит формообразование. Чем меньше диаметр, тем меньше внутренний диаметр трубы.
На машиностроительном производстве широкое распространение нашли вальцы с тремя валками. А в тяжелом машиностроении с четырьмя.
Трехвалковые вальцы работают по следующему принципу.
Листовая заготовка помещается между верхним и двумя нижними валками. Все вальцы оборудованы механизмом подачи, обеспечивающим подгиб листа. Предварительно создав усилие перемещением валка, лист металла начинают прокатывать по очереди в обе стороны. При этом начинается формирование профиля. Вал постепенно перемещается, пока заготовка не достигнет требуемого профиля.
В зависимости от модели вальцов перемещаться может верхний вал или оба нижних одновременно.
Виды, классификация и использование
Благодаря разнообразным конструкциям и типам вальцов получают большой ассортимент продукции в различных отраслях нашей экономики. Их можно классифицировать по следующим признакам:
Их можно классифицировать по следующим признакам:
- По количеству исполнительных органов:
- двухвалковые;
- трехвалковые;
- четырехвалковые.
- По типу привода:
- ручной;
- механический;
- электрический;
- гидравлический.
- По способу сгибания:
- сегментные;
- дроновые;
- пружинные;
- арбалетные.
- По типу управления:
Маленькими вальцами с двумя валами в основном пользуются мастера в ювелирных мастерских. На них прокатывают плоские или профильные заготовки, производится вальцовка.
Также двухвалковые вальцы можно встретить на предприятиях общепита. Их используют для прокатывания теста. Полотно получается одной толщины и любой длины.
Обычно такие агрегаты имеют ручной привод, так как не требуется больших нагрузок. Для одновременного вращения всех валков используется цепная или зубчатая передача. Они компактны, имеют небольшой вес и закрепляются на столе струбциной или несколькими болтами.
Они компактны, имеют небольшой вес и закрепляются на столе струбциной или несколькими болтами.
Электрические модели обладают высокой производительностью. Их широко используют при изготовлении труб из листового металла. Трубы делают для воздуховодов, дымоходов, водостоков и прочего.
Электропривод и небольшой вес на рамной конструкции позволяет устанавливать такие станки непосредственно на месте монтажа или в домашней мастерской. Более громоздкие и мощные станки предназначаются для предприятий.
Вальцы с гидроприводом относятся к тяжелому оборудованию. Обычно их высота превосходит человеческий рост в несколько раз. А мощность привода позволяет катать стальные листы толщиной более 100 мм . Получаемые детали в диаметре достигают 6 м .
Чтобы сделать конус на вальцегибочной машине, необходимо боковым валам придать дополнительную степень свободы. Выражается это тем, что одна сторона вала подвижна и в зависимости от угла конуса может подниматься на необходимую высоту. Заготовка при такой обкатке стремится съехать. Для предупреждения со стороны смещения заготовки устанавливается упорный ролик.
Выражается это тем, что одна сторона вала подвижна и в зависимости от угла конуса может подниматься на необходимую высоту. Заготовка при такой обкатке стремится съехать. Для предупреждения со стороны смещения заготовки устанавливается упорный ролик.
К данной категории оборудования можно отнести и прокатный станок для листового металла. Его основное назначение – получение листового металла различной толщины из горячей толстой заготовки путем прокатывания. Станками такого типа оснащаются сталелитейные предприятия.
Из-за того, что заготовки подаются разогретыми до высоких температур, валы стана изготавливаются из жаропрочной термически обработанной стали.
Станок для гибки листового металла своими руками
Для домашней мастерской мастера сами изготавливают вальцовочное оборудование. На нем изготавливаются изделия из жести, черной и нержавеющей стали толщиной не более 1,5 мм , а также из алюминия и сплавов на его основе.
Чтобы изготовить и собрать вальцы ручные своими руками, чертежи необходимо скачать с любого форума, посвященного данной теме. Их необходимо скорректировать, чтобы собрать самодельный вальцовый станок, необходимый вам.
Только придется заказывать изготовление зубчатых колес и валов. Их шейки, как правило, многоступенчатые и шлифуются под посадку подшипников.
Раму для увеличения жесткости лучше изготовить из швеллера, чем из профильной трубы. Резка элементов производится согласно разработанным чертежам. Подшипниковые узлы должны располагаться на одной осевой линии, если станок двухвалковый. А если трехвалковый, то валы располагаются в форме равностороннего треугольника.
Сборка производится в следующей последовательности:
- Сварка несущей рамы.
- Монтаж боковых стоек.
- Установка валов.
- Монтаж элементов передачи вращения.
- Проверка работоспособности.

При установке дополнительных приспособлений (профильных катков) вальцы превращаются в фальцевальный станок. Высота фальца задается катком. А ответная часть, П-образная, изготавливается на другом комплекте катков.
Оцените статью: Поделитесь с друзьями!Прокатные станы
— Нэнси Л. Т. ГамильтонНэнси Л. Т. Гамильтон
Последнее обновление: 17.09.19
Нэнси Л. Т. Гамильтон автор
Для получения дополнительной информации посетите мою страницу вопросов и ответов на прокатных станах
и мое видео на YouTube: Как использовать прокатный стан .
Примечание: некоторые из моих ссылок являются партнерскими. Делая покупки по этим ссылкам, вы помогаете делать пожертвования на эту страницу и на мои более 120 видео на YouTube — все они бесплатны для вас.Заметили, что на этой странице нет рекламы? Используя партнерские ссылки для покупки продуктов, вы помогаете очистить эту страницу от рекламного мусора — пока! Партнерские ссылки никак не влияют на вас. Это просто программа, которую используют поставщики для рекламы своих продуктов, и они платят небольшой процент (МАЛЕНЬКИЙ!) Тем из нас, кто предоставляет ссылки на их продукты. Это беспроигрышный вариант. Мои ссылки на Amazon находятся через Smile Amazon, программу, в которой они жертвуют небольшой процент на благотворительность по моему выбору.Итак, вы помогаете еще больше! Я выбрал благотворительную организацию Chimera Arts, где я управляю небольшой общественной ювелирной студией. Проверьте Chimera в Интернете: http://www.chimeraarts.org.
Это просто программа, которую используют поставщики для рекламы своих продуктов, и они платят небольшой процент (МАЛЕНЬКИЙ!) Тем из нас, кто предоставляет ссылки на их продукты. Это беспроигрышный вариант. Мои ссылки на Amazon находятся через Smile Amazon, программу, в которой они жертвуют небольшой процент на благотворительность по моему выбору.Итак, вы помогаете еще больше! Я выбрал благотворительную организацию Chimera Arts, где я управляю небольшой общественной ювелирной студией. Проверьте Chimera в Интернете: http://www.chimeraarts.org.
Прокатные станы используются в различных областях металлообработки. Я использую свой для создания рисунка на металле или для уменьшения толщины металла — например, создание листа толщиной 24 г из 20 г. Иногда я использую свой прокатный стан для уменьшения толщины проволоки, изготовления градуированной проволоки и для производства проволоки квадратного, круглого и полукруглого диаметра. Также можно использовать прокатный стан при формировании складок и изготовлении листов из слитков. Если вы слишком коротко обрезаете провод лицевой панели, перед пайкой пропустите его через мельницу — сначала с минимальным давлением . Не забудьте отжечь!
Если вы слишком коротко обрезаете провод лицевой панели, перед пайкой пропустите его через мельницу — сначала с минимальным давлением . Не забудьте отжечь!
Некоторые мельницы имеют встроенные ролики для выкройки — что довольно ограничивает, если только вы не получите такой узор! Есть масса других способов получить модели с прокатного стана. Конечно, об этом будет рассказано на этой странице.
** Помните: качественных заводов должны прослужить всю жизнь (или больше), поэтому, чтобы оправдать расходы (для себя и / или своей второй половинки, просто скажите: « Вау, дорогая, или Вау, стоимость этого (вставить здесь название инструмента) работает только до 50.00 в год, и разве я этого не стою? ”или что-то в этом роде убедительно и проникновенно. Еще одна фраза, которую стоит попробовать, — столь же остроумная и убедительная: « подумай о деньгах, которые я коплю тебе (себе)! »(вы ДОЛЖНЫ сказать это с предельной убежденностью и серьезностью — как будто от этой покупки зависит его / ее / ваше финансовое благополучие). Хотя ни одной строчки было недостаточно, чтобы убедить моего мужа в том, что эти расходы действительно приносят ему пользу. Тем не менее, я не могу не чувствовать, что, говоря эти вещи, я демонстрирую свой бережливый и внимательный характер.Какой ангел!
Хотя ни одной строчки было недостаточно, чтобы убедить моего мужа в том, что эти расходы действительно приносят ему пользу. Тем не менее, я не могу не чувствовать, что, говоря эти вещи, я демонстрирую свой бережливый и внимательный характер.Какой ангел!
Вернуться в меню
Совет: Отметьте на своей мельнице, может быть, с помощью метки или ленты, в каком направлении повернуть ручку, чтобы открыть ролики. Это экономит время, и вам не нужно постоянно проверять или ослаблять напряжение.
*** При покупке прокатного стана обязательно учтите , насколько широки плоские валки : вам не нужен прокатный стан, который может раскатывать только узкие полосы металла (а может быть, вы это делаете!) . Определите, что вам нужно, и купите соответственно.
Мельницы бывают разного дизайна. Некоторые из них включают канавки для проволоки, ролики для выкройки и плоские ролики. Размышляя о том, что вы хотите купить, учитывайте следующие элементы:
- Передаточное число.
 Экономичный прокатный стан имеет соотношение 1: 1, что означает, что для совершения одного оборота требуется один оборот. Pepetools и Durston имеют передаточное число 4: 1, а у Durston также есть передаточное число 5: 1. Что это значит? При соотношении 4: 1 четыре поворота ручки перекатывают ролики на один полный оборот.Аналогично, 5: 1 нужно 5 оборотов на каждый полный оборот. Это передаточное число важно, потому что: 1. Чем больше поворотов вам нужно сделать, тем легче и меньше нагрузок на ваше тело. Передаточное число 4: 1 также означает, что прочность в 4 раза выше, тогда как прямая фрезерная обработка требует гораздо больше физических усилий. 2. У вас не будет плоских участков или вмятин, как у прямого привода (1: 1), так как он не так плавно поворачивается. 3. У вас больше контроля над процессом прокатки.
Экономичный прокатный стан имеет соотношение 1: 1, что означает, что для совершения одного оборота требуется один оборот. Pepetools и Durston имеют передаточное число 4: 1, а у Durston также есть передаточное число 5: 1. Что это значит? При соотношении 4: 1 четыре поворота ручки перекатывают ролики на один полный оборот.Аналогично, 5: 1 нужно 5 оборотов на каждый полный оборот. Это передаточное число важно, потому что: 1. Чем больше поворотов вам нужно сделать, тем легче и меньше нагрузок на ваше тело. Передаточное число 4: 1 также означает, что прочность в 4 раза выше, тогда как прямая фрезерная обработка требует гораздо больше физических усилий. 2. У вас не будет плоских участков или вмятин, как у прямого привода (1: 1), так как он не так плавно поворачивается. 3. У вас больше контроля над процессом прокатки. - Ширина рулона: 90 мм (это общая длина ролика)
- Диаметр рулона: 42.6 мм (это диаметр ролика)
- Макс.
 Отверстие: толщиной 4 мм (это самое большое отверстие, на которое могут открываться ролики)
Отверстие: толщиной 4 мм (это самое большое отверстие, на которое могут открываться ролики) - Flat Area: 39 мм (Это ширина, доступная для прокатки плоского листа. В данном случае (39 мм), американцы, это 1,535 дюйма!) Возьмите линейку и посмотрите, подойдет ли это вам — вероятно, нет. !
- Квадратная проволока: 2,0, 3,0, 4,0, 5,5, 7,0 мм (это означает, что из нее будет получен квадратный провод и калибры).
- Кольцевой хвостовик, полукруглая проволока: 2,5 x 1, 3 x 1,25, 4 x 1,5 мм. В приведенном здесь примере это означает, что у него есть 1/2 круглого ролика и плоский ролик. Проволочный рулон 1/2 круглой формы. Полукруглую проволоку можно также сделать, пропустив два куска проволоки через два круглых ролика. Когда провода прижаты друг к другу, одна сторона будет круглой, а сторона, где соединяются провода (в центре), будет плоской. Наличие двухкруглых роликов предоставит вам больше возможностей для катания проволоки: круглую и 1/2 круга.

- Существуют и другие типы проволоки, которые можно производить на прокатном стане.Есть также станы, которые только катят проволоку.
*** Если вы будете изготавливать проволоку или создавать конусы на проволоке, вам нужно будет купить фрезу с универсальным роликом (плоские и канавки для проволоки на одном ролике) или машину с наборами роликов, которые можно менять местами. которые включают прорези для проводов.
* Примечание: Купив дешевый прокатный стан, вы получите дешевый прокатный стан. Pepetools и Durston делают одни из лучших, и обе компании теперь имеют более дешевые модели.Купить качественный инструмент действительно стоит.
Вернуться в меню
Есть несколько различных типов прокатных станов. Как правило, покупайте лучшее, что вы можете себе позволить. Если для этого нужно сэкономить на время, сделайте это, поскольку разница между дешевой мельницей и большой мельницей огромна. Сказать, что я использовал el cheapo около 5 лет — пока он не треснул. Я использовал жидкие гвозди, чтобы склеить их вместе, и какое-то время все еще использовал их (осторожно) для катания проволоки. Он окончательно умер — полностью распался.Кроме того, ролики el cheapo постоянно выходят из строя, что означает, что я всегда регулировал зазор между роликами. Для меня это не весело. Еще один недостаток — это передаточное число, которое на el cheapos составляет 1-1. Это означает, что требуется больше работы и больше сил. С возрастом это становится для меня все большим препятствием в использовании этого инструмента. Мельницы хорошего качества имеют передаточное число 4: 1 и 5: 1 (я даже слышал о 7: 1). Чем выше коэффициент, тем меньше работы вам предстоит сделать, а значит, ваше тело будет намного меньше изнашиваться.
Я использовал жидкие гвозди, чтобы склеить их вместе, и какое-то время все еще использовал их (осторожно) для катания проволоки. Он окончательно умер — полностью распался.Кроме того, ролики el cheapo постоянно выходят из строя, что означает, что я всегда регулировал зазор между роликами. Для меня это не весело. Еще один недостаток — это передаточное число, которое на el cheapos составляет 1-1. Это означает, что требуется больше работы и больше сил. С возрастом это становится для меня все большим препятствием в использовании этого инструмента. Мельницы хорошего качества имеют передаточное число 4: 1 и 5: 1 (я даже слышал о 7: 1). Чем выше коэффициент, тем меньше работы вам предстоит сделать, а значит, ваше тело будет намного меньше изнашиваться.
Ниже представлены самые разные мельницы, от el cheapo до wow, это большие деньги!
Есть недорогие прокатные станы, но вы получаете то, за что платите! Вот общая ссылка на Smile Amazon , который предлагает довольно много заводов, которые будут стоить вам менее 250 долларов, а в некоторых случаях и менее 200 долларов.
Мои новые любимые прокатные станы от Pepetools. У них есть широкий выбор мельниц, цена которых варьируется от 495 долларов.00 на Amazon до версии для электростанции примерно за 4250 долларов. (Мальчики такие веселые и СИЛЬНЫЕ!). Любая из их мельниц прослужит больше жизни. Обслуживание клиентов просто фантастическое. Они расположены в Оклахоме.
Durston также производит качественные мельницы, которые прослужат всю жизнь.
- Прокатный стан Эконом Отто Фрея поставляется только с двумя плоскими роликами, НО вы можете купить несколько разных роликов для этого стана. Она начинается от 220 долларов США, а роликовые пары для прокатки проволоки — 75 долларов.00. Есть также много различных роликов для выкройки, доступные по цене от 24 до 50 долларов. Otto Frei предлагает широкий ассортимент мельниц в различных ценовых диапазонах.
- Contenti предлагает большой выбор мельниц Durston, а также экономичных брендов.
- FDJ включает прокатных станов Pepe.

- Micro Tools содержит мельницы Pepetools.
- Pepetools предлагает широкий спектр мельниц от экономичной версии до двойной электрической мельницы.
- В Рио-Гранде находятся мельницы Дерстона. В последние годы Durston предлагал менее дорогие версии, чем раньше. Сейчас они продают экономичную 110-миллиметровую версию с плоскими роликами за 529 долларов.
- Amazon , конечно, имеет тонны мельниц в различных ценовых диапазонах.
Не забываем про электрическую мельницу и двойную электрическую мельницу! Рабочие лошадки толпы прокатных станов!
Отъезд Электромельницы Pepetools .
Contenti продает одиночный электрический фрезерный станок Pepetools (130 мм плоский) (модель 189.99.EL-120v) всего за 1888,00 долларов. Micro Tools также имеет модель 189,99. Pepe также имеет электрическую, полностью проводную версию (XD-19030EL) и комбинированную версию (XD189.00-120 вольт).
Pepe также имеет электрическую, полностью проводную версию (XD-19030EL) и комбинированную версию (XD189.00-120 вольт).
Электрические мельницы — это мечта. Они уменьшают толщину заготовки за 1/10 (или меньше) времени, необходимого для версии с ручным приводом. Если бы у меня еще не было ручной фрезы, я бы запрыгнул на одну из них! Я ненавижу делать листовой металл из слитков вручную, потому что на это уходит часы! Электрические мельницы снимают усталость с процесса.Вы просто вставляете металл и нажимаете кнопку (или что-то подобное). Я наблюдал, как Дэвид Айзенман из Pepetools уменьшал копейку до 34 калибра примерно за 3 прохода и всего за несколько секунд. Я был впечатлен!
Если вы работаете в магазине или вам нужна дополнительная мощность, или у вас есть физические ограничения, или вам просто нужно больше возможностей, обратите внимание на 160-миллиметровый привод Pepes Double Ultra Series X, который катит плоский лист, а также может раскатывать 6 различных типов проволоки: удобная посадка, круглая , квадрат, безель, треугольник и полукруглый. Ух ты! Если бы у меня были деньги и место, я бы взял два! Micro Tools несет эту версию. Чтобы получить дополнительную информацию о поставщиках или получить дополнительную информацию, компания Pepetools будет рада работать с вами лично. Просто напишите им по электронной почте: [email protected] или позвоните по телефону: 405-745-4054. Сделано в США.
Ух ты! Если бы у меня были деньги и место, я бы взял два! Micro Tools несет эту версию. Чтобы получить дополнительную информацию о поставщиках или получить дополнительную информацию, компания Pepetools будет рада работать с вами лично. Просто напишите им по электронной почте: [email protected] или позвоните по телефону: 405-745-4054. Сделано в США.
Durston также производит превосходные электрические мельницы. У них есть комбинированная электрическая мельница, доступная в Rio Grande, Otto Frei и других поставщиках. Amazon также предлагает несколько моделей.Rio Grande и Otto Frei также производят 130-миллиметровые комбинированные двойные фрезы. Сделано в Англии.
Вернуться в меню
- Австралия : Ювелирные изделия
- Канада: Лейси Вест
- Чили: Россе
- Индия: Инструменты Impex
- Мексика: Bedean
- Южная Африка: BJ Oberholzer
- Великобритания: Cookson Gold, Walsh, Durston
Вернуться в меню
Вам нужно где-нибудь, чтобы правильно поставить мельницу? Я только что прикрутил свой к скамейке. Легко! Конечно, мне пришлось просверлить отверстия под болты, попросить кого-нибудь помочь мне поднять его, выровнять и затянуть. Примерно через час я был готов!
Легко! Конечно, мне пришлось просверлить отверстия под болты, попросить кого-нибудь помочь мне поднять его, выровнять и затянуть. Примерно через час я был готов!
Подставки — еще один вариант для тех, у кого есть место. Какой бы метод вы ни выбрали для установки мельницы, планируйте, чтобы она оставалась там — это ТЯЖЕЛО!
Вот один из типов клетей из Harbor Freight — лучший вариант для более тяжелой мельницы. Просто прикрутите кверху толстый кусок дерева, а затем прикрутите мельницу.
Есть также клети, разработанные специально для прокатных станов.Отто Фрей имеет версии Пепетулса и Дёрстона. В Рио-Гранде есть «Дерстон».
Клеть прокатного стана Pepetools . На Отто Фрей (Номер детали: 128.180) и в других местах.
При размещении мельницы примите во внимание: Могу ли я повернуть ручку, не ударившись ни о чем? Будет ли ручка блокировать что-либо (многие из них съемные — что следует учитывать!), Является ли поверхность стабильной и достаточно прочной, чтобы выдерживать возникающие нагрузки? Достаточно ли у меня места для подачи металла? Достаточно ли у меня места, чтобы металл покинул мельницу? Убедитесь, что стойка или мельница надежно закреплены и не могут опрокинуться. Вы же не хотите, чтобы вся эта сталь обрушилась вам на ноги! Не говоря уже о том, какой ущерб это может нанести мельнице и вашему полу.
Вы же не хотите, чтобы вся эта сталь обрушилась вам на ноги! Не говоря уже о том, какой ущерб это может нанести мельнице и вашему полу.
Я использую гайки и болты, чтобы прикрепить шахту к скамейке. Убедитесь, что они не расшатываются со временем, иначе жизнь станет слишком интересной и слишком пугающей!
Вернуться в меню
Всегда начинайте с отожженного металла.
Всегда катитесь в одном направлении. Отожгите, а затем катите в другом направлении (при необходимости). Не переключайте направление в середине ролика без предварительного отжига.Вы можете сломать металл, если не сделаете этого.
Раскатайте 4-8 раз, а затем отожгите. Вы сможете сказать, когда пора отжигать, поскольку металл не будет сильно двигаться.
При работе с латунными или бронзовыми пластинами с рисунком вы размещаете металл для тиснения на пластине с рисунком. Сожмите два металлических куска вместе и загрузите в мельницу. Вы можете немного затянуть ролики, чтобы они плотно прилегали. Не используйте скотч, чтобы скрепить их, если не хотите потратить полчаса на чистку роликов.Я знаю, что это правда, поскольку я это сделал.
Не используйте скотч, чтобы скрепить их, если не хотите потратить полчаса на чистку роликов.Я знаю, что это правда, поскольку я это сделал.
Положите металлический бутерброд в мельницу. Затяните ролики, но не слишком сильно. Т-образный стержень должен легко поворачиваться. Установите циферблат на ноль или запишите номер. (См. Верхнюю часть мельницы). Раскройте ролики. Удалите металл. Теперь затяните ролики до тех пор, пока они не достигнут нуля или числа, которое вы записали (помните — там еще нет металла!). Сделайте Т-образную дугу дополнительно от 1/3 до 1/2 полного поворота. Тест. Давление не должно быть настолько большим, чтобы его нельзя было повернуть, не задействуя все тело.Вам могут понадобиться две руки, но не кладите их — это слишком туго. Если ролики затянуты слишком сильно, вы деформируете металл и можете испортить машину! И наоборот, вы не хотите, чтобы давление было слишком слабым, иначе ваш узор не запечатлелся. Это требует некоторой практики, и всегда полезно делать записи. Удивительно, как быстро мы можем забыть обо всем!
Удивительно, как быстро мы можем забыть обо всем!
Мне нравится катать одинаковые датчики одновременно. Таким образом, я знаю, какие будут настройки, и мне не придется их менять.
Если вы используете сталь, органические материалы, ткани и т. Д.на мельнице обязательно сделать сэндвич из латуни или бумаги вокруг выкройного материала. Если вы катите стальную выкройку, вам нужно сделать бутерброд из латуни или бронзы. Положите выкройку и перенесите металл между листами латуни или бронзы. Убедитесь, что сталь не свешивается по бокам. Прокатка стали без защиты через стан навсегда испортит ваши ролики. Ролики очень и очень дороги в ремонте! Так что не делай этого!
Органические ткани и ткани (и другие случайные материалы) могут содержать клеи, добавки или влагу.Эти вещи либо заклеят ваши ролики, либо нанесут непоправимый ущерб. Из более мягких предметов можно сделать бутерброд из картона, бумажных полотенец или других мягких материалов. Просто сложите карточку пополам, добавьте металл и узор и сверните. Не прокатывайте зеленые растения через мельницу. Влага повредит ролики.
Не прокатывайте зеленые растения через мельницу. Влага повредит ролики.
После отжига металла хорошо просушите его и дайте ему постоять 10 минут, чтобы он полностью высох. Убедитесь, что ваши руки действительно сухие. Мокрый металл и руки обязательно вызовут на роликах пятна ржавчины, которые переместятся на металл.
Вернуться в меню
- Бумага
- Вырезки из бумаги
- Шаблоны
- Карточка для лазерной резки
- Dry Organic Material — при использовании листьев или цветов убедитесь, что они сухие. Никогда не скатывайте зеленый растительный материал.
- Хорошо подойдут такие ткани, как кружево.
- Бумага с тиснением.
- Гравированные латунные или бронзовые пластины.
- Пряжа, нити, шпагат.
- Многое другое.
Вернуться в меню
- Масло часто.Некоторые хорошие люди убирают после каждого использования. Для протирания роликов можно использовать масло 3 в 1 .

- Крышка, если возможно. Это предотвращает скопление пыли на роликах. Если вы живете во влажном климате, сбрызните банное полотенце маслом 3 в 1 и попытайтесь протереть им ткань. Накройте мельницу промасленным полотенцем.
- Если у вас есть экономичная мельница, вам, вероятно, придется время от времени регулировать валки. Смотрите видео Мелиссы Мьюир ниже.
- Держите ролики сухими.Если они намокнут, немедленно просушите.
- Если ваши ролики повреждены и повреждения незначительны, вы можете использовать средство для полировки металла . В случае крайней необходимости используйте наждачную бумагу с мелким зерном, например , 3M Tri-M-Ite Polishing paper и масло 3 и 1. Аккуратно отшлифуйте пятна наждачной бумагой с более мелким и мелким зерном. Закончить полиролью для металла. Обязательно удалите весь песок, оставленный наждачной бумагой, когда закончите, используя тряпку или бумажное полотенце, покрытое чем-то вроде масла 3 в 1.

- Я делаю маленькую роликовую оправку из дюбеля, куска тряпки (или бумажного полотенца) и масла 3 в 1.Отрежьте дюбель по ширине валика. Поместите дюбель в центр мягкой тряпки / бумажного полотенца, слегка намазанного маслом. Затяните ролики. Загрузите сложенную тряпку в мельницу, повернув рукоятку. Дюбель остановит протекание тряпки, и ролики будут катиться по пропитанной маслом тряпке. Обычно я делаю это несколько раз в год, но должен делать это каждый раз, когда использую машину. Переверните тряпку, чтобы на ролики не попала грязь. В конце концов вымойте его или купите новый.
- Когда вы закончите кататься, откройте ролики, чтобы они не соприкасались.
Ролик техобслуживание
Общее техническое обслуживание
Вернуться в меню
Как использовать ролик скольжения для листового металла
Листовой металл различных размеров, форм и спецификаций используется для производства деталей / компонентов для приложений в нескольких промышленных секторах. Однако для формования листового металла в соответствии с требуемыми спецификациями неизбежна поддержка нескольких видов оборудования и инструментов.Одним из таких инструментов, который необходим во всех цехах по изготовлению листового металла, является скользящий ролик. Что это за инструменты? Эти компактные и удобные в использовании машины предназначены для формования из листового металла изогнутых панелей или цилиндров. Они сконструированы таким образом, чтобы выдерживать годы работы на максимальной мощности. В этом посте мы обсудим работу скользящих роликов, а также перечислим несколько функций.
Однако для формования листового металла в соответствии с требуемыми спецификациями неизбежна поддержка нескольких видов оборудования и инструментов.Одним из таких инструментов, который необходим во всех цехах по изготовлению листового металла, является скользящий ролик. Что это за инструменты? Эти компактные и удобные в использовании машины предназначены для формования из листового металла изогнутых панелей или цилиндров. Они сконструированы таким образом, чтобы выдерживать годы работы на максимальной мощности. В этом посте мы обсудим работу скользящих роликов, а также перечислим несколько функций.
Как работает ролик скольжения?
Ролики скольжения
— это удобное в использовании оборудование, которое помогает контролировать толщину низкоуглеродистой стали с минимальным радиусом формования 1ʺ.Эти универсальные и компактные катки можно установить на столе, что повышает их удобство. Они специально изготовлены для небольших прокатных работ. Некоторые модели роликов скольжения также имеют канавки для проволоки 1/16 ″, 1/8 ″ и 3/16 ″ для гибки твердого стержня. Эти простые в использовании ролики оснащены прецизионными токарными, шлифованными и полированными валками из углеродистой стали, а также чугунными боковыми рамами, которые помогают обеспечить точную прокатку листового металла.
Некоторые модели роликов скольжения также имеют канавки для проволоки 1/16 ″, 1/8 ″ и 3/16 ″ для гибки твердого стержня. Эти простые в использовании ролики оснащены прецизионными токарными, шлифованными и полированными валками из углеродистой стали, а также чугунными боковыми рамами, которые помогают обеспечить точную прокатку листового металла.
Как эффективно использовать скользящий ролик?
Выполните следующие действия, чтобы обеспечить безопасное и точное катание без материального ущерба.
- Отрегулируйте натяжение с помощью передних ручек.
- Отрегулируйте радиус с помощью задних ручек.
- Поместите листовой металл между роликами.
- Осторожно поверните ручку.
- Теперь плоский лист прокатан в соответствии с вашими требованиями.
Да, работать так просто. Даже новичок может легко изучить функции и легко с ними работать.
Характеристики роликов скольжения
Это оборудование для прокатки листового металла в основном используется для изготовления изгибов, конусов и цилиндров из листового металла, которые используются, среди прочего, в производстве бытовой техники, промышленного оборудования, военной / оборонной продукции для тяжелых условий эксплуатации.
Следующие особенности делают инструмент еще более популярным при прокатке листового металла.
- Прочное производство с использованием шестерен из закаленной стали и быстросъемного верхнего ролика
- Регулировочные винты большого вала
- Высокоточные шлифовальные валки
- Тяжелые литые торцевые рамы (сварная стальная рама и чугунные боковые рамы)
- Настроить весы на повторяемость
- Передняя ручка для подъема верхнего рулона для съема материала
- Прецизионные регулировочные винты для верхних и нижних передних валков
Хотите добавить в свой цех эту многофункциональную формовочную машину для листового металла? Важно, чтобы вы закупали это оборудование у надежного производителя инструментов для обработки листового металла, такого как Woodward Fab.Ролики скольжения, предоставляемые компанией, спроектированы так, чтобы обеспечить вам поразительные результаты независимо от вашего уровня подготовки изогнутых цилиндров или панелей.
Сообщение в блоге по оборудованию для прокатки листового металла:
- Меры предосторожности и советы, которым необходимо следовать при работе с оборудованием для прокатки листового металла
ПРОКАТНЫЙ СТАН PEPETOOLS СЕРИИ МИНИ
— Металлургическое общество
Размещено Корки Болтоном
* Эта статья содержит партнерские ссылки, их поддержка поддерживает меня в предоставлении образовательного контента бесплатно!
Вот краткое изложение мини-серии прокатных станов @pepetools_usa! Когда я получил эту мельницу, я не использовал ее регулярно с колледжа (2004–2007), поэтому я подумал, что мне следует глубоко погрузиться во все преимущества и способы использования.
Введение в прокатный стан
Этот первый пост был посвящен надлежащему креплению и уходу за моим одинарным комбинированным прокатным станом @pepetools_usa 130 мм # 189.20A
- Прокатный стан необходимо прикрепить к надежной поверхности болтами! Вам нужно забить как минимум по одному отверстию с каждой стороны! Я поместил свою фрезу в конец прочного стола, пометил карандашом место, где мне нужно было просверлить, просверлил и прикрутил ее!
- Купите масло 3-IN-ONE. Это предотвратит появление ржавчины.Ржавчина станет врагом номер один для вашего прокатного стана! Как вы можете видеть на видео, я надел их (возможно, я был немного либерален с маслом 🤣), затем я использую тряпку, пока вращаю ролики. Мне нравится 3-IN-ONE для повседневного использования, а Simichrome немного более абразивный (вроде зубной пасты) хорош, когда вам нужно хорошо очистить мельницу!
- Когда вы закончите работу в течение дня и смазали ролики маслом, всегда оставляйте зазор между роликами, когда они не используются! Прикосновение роликов к поверхности может привести к образованию пятен ржавчины в случае образования конденсата.
 Вы также хотите покрыть свою мельницу. На одном изображении я использую пластиковый пакет, который пришел с завода, на другом — старая наволочка, закрывающая его. Ваш главный вывод должен быть ДЕРЖАТЬ ВАШУ РОЛЬКУ СУХУЮ
Вы также хотите покрыть свою мельницу. На одном изображении я использую пластиковый пакет, который пришел с завода, на другом — старая наволочка, закрывающая его. Ваш главный вывод должен быть ДЕРЖАТЬ ВАШУ РОЛЬКУ СУХУЮ
Теперь, когда мое оборудование надежно закреплено, моим следующим шагом будет создание «сэндвича», который используется при текстурировании металла и защищает мою мельницу.
- Я создал шахту из 22 г меди (латунь тоже отлично подойдет). Вы также можете использовать немного более тяжелый калибр, если это то, что у вас есть под рукой.Я разрезаю свои части так, чтобы они умещались в плоскости моих роликов. Если у вас плоская мельница, вы можете сделать бутерброд намного шире. Я потратил время на шлифовку, чтобы края не были слишком острыми, пока я ее обрабатываю. Теперь я готов текстурировать свой металл! Сэндвич защищает мои ролики от стального экрана, который может разрушить мои ролики при прямом контакте!
- Имейте в виду, что на бутерброде создается отпечаток, и эти следы переходят на последующие куски металла, так что вы со временем переделаете свой бутерброд.

Вот некоторые другие правила / соображения для успешной прокатки вашего металла, независимо от того, текстурируете ли вы или просто утончаете кусок листа:
- ОТЖИГ (только когда вам не нужно отжигать, это первый раз, когда вы катите мертвые мягкие материалы)
- Всегда катите металл в одном и том же направлении между отжигами. Это позволит избежать раскола и растрескивания металла.
- Прокатайте 2-4 раза (макс.) Перед повторным отжигом (это зависит от того, насколько сильно нагружен металл!)
- Если вы все-таки раскололись, подпилите его перед повторным катанием.
- Всегда поворачивайте Т-образную штангу на 1/3 — 1/2 оборота, чтобы избежать чрезмерной затяжки и деформации металла.
- Никогда не переходите сразу к серебру (потренируйтесь на недорогих металлах той же толщины).
- Вам не нужно слишком беспокоиться о циферблатных индикаторах, однако для их сброса закройте ролики, пока они не коснутся, а затем установите оба индикатора на ноль
ЧТО МОЖЕТ ВЫПОЛНЯТЬ ВАШ ПРОКАТНЫЙ СТАН
Вот некоторые основные применения и преимущества наличия прокатного стана в вашей студии:
- Если у вас есть комбинированная фреза, способность формировать проволоку действительно потрясающая, мне нравится держать под рукой 10-граммовую круглую проволоку, и с ее помощью я могу создавать квадратные, прямоугольные, прямоугольные с текстурой и полукруглые.

- Одно из моих любимых применений прокатного стана — это возможность прокатывать листовой металл до более тонкой толщины. Это экономит деньги и время, когда вам внезапно требуется немного более тонкий калибр, и вы не хотите ждать, когда разместите новый заказ. Я также обнаружил, что если у меня есть небольшой кусок толстого обрезного лома, я могу прокатить его несколько раз и получить кусок, теперь достаточно большой, чтобы его можно было использовать в качестве основы для лицевой панели или другого выреза!
- Вы также можете срезать металл на своем прокатном стане, сэкономив ТОННЫ времени на ударную обработку.Вы можете использовать этот метод, чтобы сделать ручку для посуды или палочку для волос! Чтобы сделать конус, вы помечаете свой металл острием, а затем перекатываете и перевертываете, перекатываете и затягиваете Т-образный стержень с небольшим шагом!
- Мне также нравится возможность делать прыжковые кольца и текстурировать их, возможности бесконечны в создании потрясающих, уникальных цепей таким образом.
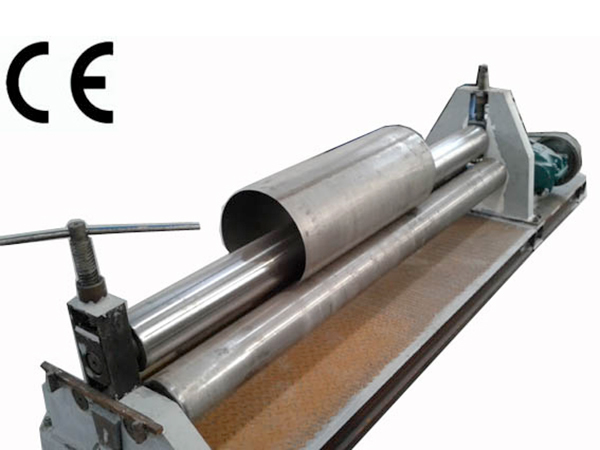
ТЕКСТУРНЫЙ МЕТАЛЛ
Сначала давайте обсудим органические продукты.
- Всегда следите за тем, чтобы они полностью высохли, свежий лист или цветок просто раздавятся и испортятся. Я не делал ничего особенного со своим листом, я просто дал ему высохнуть (скелетные листья тоже отлично работают!)
- Я предлагаю приклеить ткань к вашему «сэндвичу», чтобы вещи не сдвигались с вас. Я сделал это и для пера.
- Имейте в виду, что все, что вы используете для текстуры, будет уничтожено в процессе! Поэтому я бы избегал сентиментальных материалов.
Вот еще несколько соображений / вариантов текстурирования:
- Вы можете создавать самые разные текстуры, создавая свои собственные вырезы в металле. Поскольку я просто экспериментировал, я просто просверлил несколько отверстий.
 Когда вы скручиваете лист с вырезами, все ваши отрицательные места на вырезе становятся выступом на вашем листе.
Когда вы скручиваете лист с вырезами, все ваши отрицательные места на вырезе становятся выступом на вашем листе. - Имейте в виду, что бумага и картон могут содержать кислоту и формальную кожу, многие люди кладут металл на картон, просто помните, что эти кислоты могут переходить на ваши ролики, и вам следует тщательно протереть ролики маслом 3-в-1 в конце день, поскольку в конечном итоге эти кислоты могут вызвать окрашивание или точечную коррозию.
- Наждачная бумага с текстурой должна выполняться с особой осторожностью, если наждачная бумага соскользнет и коснется ваших роликов, это может привести к повреждению, поэтому, если вы поэкспериментируете с этим, обязательно надежно закрепите ее.
- Другие предложения по материалам, с помощью которых можно текстурировать: проволочная сетка (будьте осторожны, поскольку стальная сетка повредит ваши ролики при прямом контакте) кукурузная шелуха, ткань, вырезанный лазером картон, травленый металл, имеющиеся в продаже текстурные пластины.

- Я бы порекомендовал потренироваться на основном металле, и всегда лучше кататься со слишком малым натяжением ролика, чем со слишком большим (которое может действительно деформировать ваш металл), не забудьте отжигать каждые 2-4 прохода и затягивать небольшими приращениями!
БРАК МЕТАЛЛА
Я хотел показать, как использовать вашу фрезу для соединения металлов, то есть процесса спайки контрастных металлов вместе!
- Вы можете скручивать разные провода вместе, спаять их и скрутить через часть роликов, образующих квадратную проволоку, или сплющить их!
- Вы можете создать «фальшивый мокуме ганэ», не путать с настоящим мокуме ганэ, которое слито.Вы берете несколько слоев латуни, меди и серебра и спаиваете их вместе (твердым припоем), затем просверливаете отверстия и с помощью шарикового бора снимаете некоторые из верхних слоев. Я отжигал и прокатывал много раз, пока не получил плоский лист, сквозь который просвечивала часть меди и латуни! Возможности безграничны! Вы можете смешивать золото, серебро, медь или латунь.
 Будьте осторожны, если планируете паять поддельным мокуме гане — используйте средний или даже легкий припой, чтобы он не развалился!
Будьте осторожны, если планируете паять поддельным мокуме гане — используйте средний или даже легкий припой, чтобы он не развалился!
ПЕРЕРАБОТКА МЕТАЛЛА
Вы можете использовать свою мельницу для создания собственного листа и проволоки из ваших обрезков!
- Сначала я взвесил свой чистый лом (без припоя), если вы хотите использовать лом с припоем в смеси, мне посоветовали добавить 50% чистого металла — литейное зерно — это здорово, потому что его легко измерить и расплавить !
- Вам понадобится изложница.Поскольку я любитель, я заказал один с несколькими вариантами «полосы». Так что я делаю более тонкие слитки, которые немного лучше подходят для проволоки, и более узкие листы. Скорее всего, я куплю другую изложницу, которая больше подходит для создания более широкого листа, просто чтобы у меня была возможность!
- Если вы хотите использовать смазочный спрей на кристаллизаторе, я применил металлический спрей для отделения для слитков.

- Ваш металл нагреется в тигле, вы захотите заправить новый тигель чайной ложкой буры.При первом нагревании буры будьте осторожны, чтобы не поразить ее массивным пламенем (оно будет дуть повсюду, спросите меня, откуда я знаю 🤦♀️)
- Нагрейте форму перед нагреванием металла, чтобы не переливать холодную сталь! Затем, как только вы получите расплавленный металл, вылейте металл в форму.
- Оттуда вы начинаете катиться! Отжиг, прокатка 2-4 раза металлом в одном направлении между каждым отжигом.
Я не собираюсь сидеть здесь и говорить, что это не трудоемкий процесс, потому что я бы солгал.ОДНАКО переработка металла — это круто, и во многих случаях оно того стоит!
- Если клиент дает вам металл или старую деталь, которую он хочет, чтобы вы переделали, вы можете использовать этот процесс.
- Когда вы переплавляете свой собственный лом, вы экономите деньги, которые вы бы отдали нефтеперерабатывающему заводу (обычно они берут 10-20%)
- Если у вас есть комбинированная мельница, как у меня, вы сможете создавать ВСЮ ПРОВОДУ.

- Если у вас есть старые вещи, которые никогда не продавались, вы можете переплавить их вместо того, чтобы вкладывать больше денег в свой бизнес!
Вы можете приобрести одинарный комбинированный прокатный стан 130 мм № 189.20А здесь.
Если вам нравится этот контент и вы считаете его полезным, вы можете поддержать страницу разными способами:
ПРИСОЕДИНЯЙТЕСЬ К НАШЕМУ СООБЩЕСТВУ НА INSTAGRAM
НАЖМИТЕ ЭТУ СТАТЬЮ, ЧТОБЫ НАЙТИ ЕЕ ДРУГИЕ
СДЕЛАЙТЕ ЕЖЕМЕСЯЧНОЕ Жертвование в размере 1 доллара США НА СТРАНИЦУ ОБЩЕСТВА
ПОСЕТИТЬ МАГАЗИН
ОТПРАВИТЬ СОВЕТ, НАПИШИТЕ МНЕ: [email protected]
Eastwood 30 дюймов 3 в 1 срезной тормоз для листового металла и ролик скольжения
Содержание
Срезной тормоз 3 в 1 и ролик скольжения с двумя ручками
Технические характеристики
Длина материала: 30 ”
Диаметр ролика: 1. 5 «
5 «
Максимальная рабочая толщина материала (сталь): калибр 20
Максимальная рабочая толщина материала (нержавеющая сталь): калибр 24
Максимальная рабочая толщина материала (алюминий): калибр 18
Длина пальцев: 1 дюйм, 2 дюйма, 3 дюйма, 6 дюймов, 8 дюймов и 10 дюймов
Размеры формовочной проволоки: 1/8 «, 5/32» и 3/16 «
Самая глубокая коробка, которую только можно создать: 2,5 дюйма,
Наименьший цилиндр, который можно создать: 1,5 «
Вес: 316 фунтов.
Материал конструкции: чугун
Размеры (общие): 39 дюймов x 15.5 «x 23» высотой
Размеры (для отверстий, необходимых для крепления опор): 31-1 / 8 «x 13,5»
Безопасность
В этом инструменте используются вращающиеся компоненты, которые создают значительно увеличенные силы дробления и изгиба, которые могут быстро вызвать серьезные травмы! Во время работы держите пальцы и руки подальше от движущихся частей.
Работа с острым металлом может привести к серьезным порезам. Надевайте толстые, хорошо сидящие рабочие перчатки, чтобы избежать порезов от контакта с острым металлом.
Надевайте толстые, хорошо сидящие рабочие перчатки, чтобы избежать порезов от контакта с острым металлом.
Щелкните здесь, чтобы просмотреть продукты безопасности
Гарантия
Инструкции по транспортировке
Этот товар доставляется грузовым транспортом
Liftgate Service: Настоятельно рекомендуется или иногда требуется для доставки этого продукта.Если у вас есть безопасный метод разгрузки без подъемной двери, у вас будет возможность отключить ее при оформлении заказа. Обратите внимание, что водитель грузовика НЕ будет помогать вам разгрузить товар. Мы не несем ответственности за телесные повреждения или повреждение продукта в результате разгрузки товара без использования подъемной двери, грузовой платформы или вилочного погрузчика.
Видео о продукте
Перспективы и советы Sweetman
Студия с прокатным станом практически умоляет людей закручивать регулировочные винты и провернуть через ролики различные предметы. По какой-то причине прокатные фабрики обладают любопытной властью как над ювелирами, так и над простыми людьми.
По какой-то причине прокатные фабрики обладают любопытной властью как над ювелирами, так и над простыми людьми.
ВВЕРХУ: Ричард Свитман, как опытный мастер по металлу и преподаватель, знает, насколько привлекательными могут быть прокатные станы.
Пожалуй, никто не знаком с очарованием прокатных станов лучше Ричарда Свитмана. В своем онлайн-семинаре « Metalsmith Essentials: получите максимальную отдачу от прокатного стана » он описывает широкий спектр методов, которые попадут под ваш контроль, когда вы получите доступ к этому универсальному оборудованию.
Ричард показывает примеры использования прокатного стана для сужения участков металла для создания изящных дизайнов.
Художник и учитель с более чем 30-летним стажем, Ричард не только коллекционирует прокатные станы — в том числе антиквариат, который он спас из мусорного контейнера, — но также был свидетелем того, что происходит, когда мельница в его мастерской соблазняет любознательного прохожего.
«Однажды утром я вошел и увидел такую длинную вилку для кафетерия из нержавеющей стали», — говорит он, указывая на размах в три фута. Даже вечерние смотрители не могли устоять перед искушением опробовать прокатный стан, вытянув вилку до невероятных размеров из чистого восхищения.И кто мог их винить?
Ричард ясно дает понять, что прокатка стали требует особой осторожности, поскольку последнее, что вам нужно сделать, — это поцарапать ролики навсегда. Но в то же время ролики невероятно долговечны — настолько, что, когда нагрузка распределяется по большой площади, они могут выдержать большие нагрузки. К счастью, Ричард дает подробные инструкции по уходу за прокатным станом.
Воспользуйтесь множеством преимуществ прокатного стана! Утилизируйте металлические отходы, разливая свои собственные слитки и прокатывая собственный лист или проволоку.
Возьмите под свой контроль свой металл
Почему прокатный стан такой неотразимый? Отчасти это связано с нашей одержимостью «а что, если». Отчасти это происходит из-за простого удовольствия сдавливать вещи. (Подумайте о вездесущих машинах для сплющивания монет, которые собирают две четвертинки и выплевывают пенни с изображением туриста.)
Отчасти это происходит из-за простого удовольствия сдавливать вещи. (Подумайте о вездесущих машинах для сплющивания монет, которые собирают две четвертинки и выплевывают пенни с изображением туриста.)
Но, как говорит Ричард, реальное преимущество прокатного стана — это сила, которую он дает вам по сравнению с металлом, который вам нужен. Вы больше не зависите от покупки листового металла и проволоки точных размеров.Вы можете создать свой собственный.
Ричард демонстрирует, как использовать регулируемую коммерческую изложницу для изготовления листового металла и проволоки.
В этой версии своего популярного видео для семинаров Ричард шаг за шагом обучает вас всему, что вам нужно знать, начиная с основ отжига и прокатки листового металла. Затем он покажет вам, как вылить свой собственный серебряный слиток из металлолома — отличный способ максимально использовать металл.
Роликовая печать — еще одно важное преимущество прокатного стана. Ричард показывает не только, как использовать латунные текстурные пластины, но и как творчески подходить к другим материалам для достижения ваших собственных уникальных текстур, таких как эти:
По часовой стрелке сверху слева: коммерческие латунные текстурные пластины, картон, проволочная сетка, скобы, стальная проволока. Убедитесь, что сталь не касается ваших роликов напрямую, поместив ее между двумя металлическими частями перед прокаткой.
Убедитесь, что сталь не касается ваших роликов напрямую, поместив ее между двумя металлическими частями перед прокаткой.
Знаете ли вы, что прокатный стан также полезен, когда дело касается формования и прокатки собственного золота для кеум-бу? Прокатный стан — это так много всего.
Прокатный стан может помочь вам получить четкие складки на складывающихся металлоконструкциях.
Ричард покажет вам, как аккуратно отжигать и раскатывать золото в тонкие листы, которые затем можно использовать в кеумбу.
5 главных советов Ричарда для прокатного стана
Вот несколько замечательных советов из мастерской Ричарда.
1. Это легко.
Всегда пропускайте металл в одном направлении и той же стороной вверх, каждый раз проворачивая фрезу все сильнее. Если прокатить металл насквозь очень сложно, значит, вы слишком сильно затянули регулировочный винт (ы). Затягивайте каждый раз чуть-чуть.
2. Часто отжигайте.
Прокатка металла сделает его твердым. Вам нужно будет отжигать его каждые четыре или пять раз в машине. Если вы попытаетесь сделать больше без отжига, ваш металл может треснуть.
Вам нужно будет отжигать его каждые четыре или пять раз в машине. Если вы попытаетесь сделать больше без отжига, ваш металл может треснуть.
3. Сохраняйте обрезки!
Если у вас есть серебряный лом и изложница, вы можете вылить лом в лист, раскатать его и сделать свое серебро. С золотом это еще более рентабельно.
4. Сделайте бутерброд.
Если вы не уверены в безопасности того, что катите, положите его между двумя кусочками серебра или меди.Никогда не нужно, чтобы сталь касалась ваших роликов, потому что это может необратимо повредить их.
5. Будьте изобретательны с текстурой.
Хотя латунные текстурные пластины предоставляют сотни вариантов, не забывайте, что вы можете создавать свои собственные текстуры из окружающих вас материалов. Попробуйте использовать проволоку, трафарет, скобы, склеенные обрезки или даже карточки с вырезанными рисунками.
Ричард сплавил обрезки с листовым металлом и скатал их, чтобы придать им красивую текстуру.
Прокатный стан вас тоже зацепил?
Если вы были очарованы обаянием прокатного стана, вам понравится этот онлайн-семинар.Даже если у вас нет собственного прокатного стана, Ричард рекомендует вам проконсультироваться с ближайшими кооперативами и ювелирными организациями.
Что ВАМ нравится в прокатном стане? Расскажите нам в комментариях ниже.
Хотите выгодную сделку? Подпишитесь на онлайн-семинары Interweave’s Bead & Jewelry за 9,99 долларов в месяц и просмотрите всех своих любимых инструкторов и техник!
Будьте изобретательны!
Тамара Кула
Производитель бусин и ювелирных изделий
Не сдерживайтесь: оттачивайте свои навыки с помощью этих продуктов
Что такое профилирование металла? Использование, типы, части и определения
Заметили вы это или нет, но изделия, изготовленные методом профилирования металла, есть повсюду.Предметы могут включать в себя что-то столь же видимое, как металлическая кровля или гаражные ворота, или продукты, работающие за кулисами, такие как трубы, оконные рамы и многие другие.
Однако как много вы знаете об оборудовании, используемом для профилирования металла, и обо всем, что оно может производить?
Компания New Tech Machinery, занимающаяся изготовлением и производством портативного оборудования для профилирования металла более 25 лет назад, осознает важность обучения тому, как началась формовка металла, и почему она так важна и по сей день, особенно если вы работаете в сфере металлообработки.
В этой статье ожидаем узнать:
- Что такое профилирование металла?
- Важность профилирования металла
- Профилегибочные машины и продукция общего назначения
- Общие части роллформера
Что такое профилирование металла?
Итак, что же такое профилирование металла? Мы рады, что вы спросили.
По данным Ассоциации металлических конструкций (MCA), профилирование определяется как:
«Операция непрерывной гибки, при которой полоса металла, обычно свернутая в рулон стали или алюминия, пропускается через последовательные наборы валков или клетей, каждый из которых выполняет только постепенную часть гибки, пока не будет получен желаемый профиль поперечного сечения. Портативное профилирование идеально подходит для производства деталей большой длины или в больших количествах и спроектировано таким образом, чтобы их можно было легко перемещать в различные места или рабочие места ».
Портативное профилирование идеально подходит для производства деталей большой длины или в больших количествах и спроектировано таким образом, чтобы их можно было легко перемещать в различные места или рабочие места ».
Другими словами, это процесс подачи металла, готового, свернутого, плоского или другого, через серию роликов, где каждая роликовая станция дополнительно манипулирует куском металла, придавая ему желаемую форму.
Истоки профилирования металла
Профилирование металла существует тысячи лет.Фактически, согласно LTC Roll & Engineering, концепция профилирования началась еще в 600 году до нашей эры. Эта архаичная профилировка обычно включала в себя ковку пластичных металлов, найденных в земле, включая медь и золото, твердыми предметами до тех пор, пока они не сплющивались или не придавали форму.
В последующие века были разработаны более совершенные формы профилирования. Одна из самых ранних известных конструкций более современного вальцовщика приписывается Леонардо да Винчи на эскизе «прокатного стана» 1480 года, на котором изображен материал, проходящий через цилиндрические ролики для выравнивания. Первый зарегистрированный промышленный завод по профилированию и металлообработке был запущен в начале 1600-х годов в Великобритании.
Первый зарегистрированный промышленный завод по профилированию и металлообработке был запущен в начале 1600-х годов в Великобритании.
Чтобы узнать больше об истоках профилирования металла, ознакомьтесь со статьей журнала Metalworking World Magazine.
С момента своего создания металлопрокат с годами пережил значительный рост и расширение, что также привело к увеличению спроса и использования. Кроме того, с появлением новых компьютеров и технологических достижений, разрабатываемых каждый день, ожидается, что производство металлов и профилирование будут продолжать расти и адаптироваться к потребностям потребителей в предстоящие годы.
Отрасли, использующие профилирование металла
Одной из лучших составляющих профилирования металла является его способность использовать во многих различных отраслях и секторах, таких как:
- Автомобильная промышленность
- Архитектурное
- Строительство
- Промышленное
- Сельское хозяйство
- Аэронавтика
- Технологии
- Прочие отрасли металлообработки общего назначения
Важность профилегибочного оборудования
Чтобы лучше понять важность профилегибочного оборудования и машин, подумайте о том, чем бы занималась рабочая сила, если бы не существовало оборудования для профилирования металла.
Вместо машин, производящих и прокатывающих тысячи фунтов металла в день, людям пришлось бы затрачивать значительную дополнительную работу, используя листогибочные прессы, папки и другое оборудование для изготовления металлических изделий. Это не только увеличивает ручной труд, но также серьезно снижает производительность и объем выпуска продукции. Это также ограничило бы любые длительные или сложные процессы прокатки, такие как изгибание и более крупные вмятины в металле, поскольку было бы сложно и долго выполнять эти методы вручную.
Распространенные типы профилегибочных машин и продукты
Существуют сотни, если не тысячи, различных типов профилегибочного оборудования и машин, используемых для изготовления металлов по всему миру. Некоторые машины производятся серийно для предприятий и потребителей, в то время как другие очень специализированы и являются нишевыми для определенного продукта или функции. Тем не менее, есть несколько обычных машин, производящих повседневные предметы / продукты, которые мы можем даже не заметить.
Давайте обсудим некоторые типичные примеры профилегибочных машин для металлопроката и типы продукции, которую каждая из них производит.
Роликовые машины для обработки рулонов и листов
Продукция включает:
Оборудование для профилирования автомобильных компонентов
Продукция включает:
- Бамперы
- Защитные двери
- Детали рамы легковых и грузовых автомобилей
- Капельные рельсы
- Полы
Профилегибочное оборудование для профилирования конструкций
Продукция включает:
- Purlins
- Обрамление двери
- Обрамление окон
- Фермы крыши
- Полы
Трубные и трубные станы / Профилегибочное оборудование
Продукция включает:
- Механические трубки
- Конструкционные трубы
- Автомобильные трубки
- Энергетические трубы
- Стандартные трубы
Прочее профилегибочное оборудование для различных деталей
Продукция включает:
- Гаражные ворота
- Леса металлические
- Стеллажи промышленные и торговые
- Шкафчики
- Стены лифта и комплектующие
- Силосы (сельскохозяйственные)
- Дымоходы
- Перила и перила
- Детали ограждений
- Детали прибора
- Воздуховоды и вентиляционные изделия
- Компоненты солнечной панели
Различные части профилегибочного станка
Каждая машина для профилирования металла имеет разные детали и детали в зависимости от продукта, на котором она формируется, плюс может потребоваться больше или меньше деталей, чтобы учесть различные размеры, скорость и сложность. Однако некоторые общие элементы роллформера универсальны для большинства машин, в том числе:
Однако некоторые общие элементы роллформера универсальны для большинства машин, в том числе:
Источник питания — Неотъемлемой частью роллформера является его питание и способность работать. В большинстве заводских роллформеров в качестве основного источника энергии используется электричество, но есть и портативные роллформеры меньшего размера, работающие на газе.
Формовочные ролики — Формовочные ролики и формовочные станции — это отдельные компоненты, через которые проходит металл, чтобы изгибаться или формировать желаемую форму.Формовочные ролики собираются в прогрессивную серию, чтобы завершить процесс формования конечного продукта. Большинство роликов изготовлено из закаленной хромированной или нержавеющей стали. Для некоторых машин формирующие ролики также являются ведущими роликами.
Приводные ролики — Приводные ролики используются для перемещения металла по машине. Некоторые профилегибочные машины объединяют формирующие и ведущие ролики в один, в то время как другие разделяют функции привода и формования. Их разделение снижает нагрузку на металл и снижает возможность консервирования масла.Приводные ролики обычно изготавливаются из металла или полиуретана.
Их разделение снижает нагрузку на металл и снижает возможность консервирования масла.Приводные ролики обычно изготавливаются из металла или полиуретана.
Станции формования — Станции формования — это места, в которых металл изгибается или манипулируется парой формующих роликов. Фактически, чем больше формующих станций в машине, тем выше качество готового продукта, потому что постепенное формование снижает нагрузки, оказываемые на материал. Например, наличие большего количества станций формования в профилегибочной машине для металлической кровли помогает свести к минимуму возможность консервирования маслом.
Ножницы или гильотины — Если металл требует какой-либо резки, формы или формы на профилегибочной машине, он оснащен ножницами, иногда называемыми гильотиной, для резки металлической части или компонента на заданную длину. Ножницы широко используются в роликовом станке для обработки рулонов и листов. Кроме того, роликовые формирователи с ножницами делятся на две категории:
- Ножницы для последующей резки — Металлическая деталь сначала формируется на формовочных станциях, а разрезается ПОСЛЕ.
 Одно из преимуществ резки после завершения формования — отсутствие ограничений по длине. Изделие можно без проблем разрезать до одного фута или короче.
Одно из преимуществ резки после завершения формования — отсутствие ограничений по длине. Изделие можно без проблем разрезать до одного фута или короче. - Ножницы для предварительной резки — Металл режется ДО того, как он проходит через формовочные станции на входе в станок. В отличие от дополнительной резки, для машинных ножниц для предварительной резки существуют ограничения по короткой длине. Однако предварительная резка обеспечивает более чистый срез плоского или не прокатанного металла.
Гидравлические баки — Гидравлические баки не входят в стандартную комплектацию всех профилегибочных машин, но обычно их добавляют, чтобы сделать машину быстрее и увеличить производительность.Гидравлика также может автоматизировать ножницы машины.
Контроллер — Контроллер, управляемый вручную или компьютером, заставляет машину работать в соответствии с желаемыми измерениями и предпочтениями. Например, если трубу необходимо отрезать определенной длины, точную длину можно запрограммировать в контроллере, чтобы отрезать трубу автоматически, когда она достигнет размера.
Последние мысли
Мы надеемся, что эта статья даст вам более полное представление о том, что такое профилирование металла, почему оно важно в отрасли, изделиях, которые может производить профилирование металла, и некоторых основных компонентах профилегибочного станка.В целом оборудование для профилирования металла позволяет предприятиям эффективно и точно производить большие объемы металлических изделий.
Как ведущий производитель и дистрибьютор высококачественного портативного профилегибочного оборудования для металлической кровли и водостоков, New Tech Machinery прилагает все усилия, чтобы обучить вас и ответить на ваши вопросы о профилировании металла. Мы даже предлагаем собственный сервисный отдел, который поможет вам со всем, что касается портативного профилирования.
Трехпозиционный кромочный каток | Продукты Malco
Материал какой толщины он будет гнуть?
Номинальная грузоподъемность ER3 составляет от 22 до 29 манометров, что соответствует толщине 0,030–0,014 дюйма, пожалуйста, обратитесь к вопросу «Какие материалы можно использовать?».
На какие материалы это переводится?
Датчик — это мера толщины металла, толщина металла увеличивается по мере уменьшения номера датчика.
Сталь:
- 29 калибр.014 ″ — жилая кровля
- 28 калибр 0,016 ″ — жилая кровля
- 26 калибр .018 ″ — кровельный фальц
- 24 калибр .025 ″ — кровельный фальц
- 22 калибр 0,030 ″ — кровля для коммерческих целей
Алюминий:
- Калибр 24: 0,019 ”- рулонный материал, обычно используемый для отделки и накладки
- 22 калибр 0,024 дюйма — катушка среднего класса, обычно используемая для подрезки и окантовки.
- 20 калибр.032 ”- лучший сорт, обычно используется для отделки и оклада
- 18 калибр 0,040 ”- архитектурные работы из листового металла.
Медь:
- Калибр 26 составляет 0,016 дюйма — обычно используется для фартуков, вытяжек, а также кровли
- Калибр 24 составляет 0,022 дюйма — медное листовое покрытие весом 16 унций часто называют «кровельной медью» или «кровельным фартуком».

Есть ли особая техника?
Уловка для создания хорошего прямого изгиба с помощью ER3 заключается в том, чтобы начать с прямой обрезки кромки материала, который вы будете гнуть.Поскольку ER3 движется по краю сгибаемого материала, важно, чтобы рез был прямым. Метод, который лучше всего работает для предотвращения волнистости материала, заключается в том, чтобы не сгибать материал слишком быстро. Лучше слегка надавливать на инструмент и делать несколько проходов, сгибая материал примерно на 10-20 градусов за каждый проход. Для изгиба под углом 90 градусов вы должны запланировать прогонять инструмент вперед и назад не менее 5 раз.
Объясните, какой тип изгиба возможен?
ER3 способен изгибать прямые гибы неограниченной длины до 90 градусов.Он также способен сгибать ногу на 90 градусов на кривой радиусом 17 футов или больше. Он будет работать на более крутых поворотах, если нет необходимости изгибаться на полные 90 градусов, попытка изгиба на полные 90 градусов на крутом изгибе приведет к появлению ряби на изогнутом материале.
Зачем нужно настраивать ER3?
Глубина изгиба ER3 может регулироваться от 5/8 дюйма до 4 дюймов (15,9-102 мм) в зависимости от конкретного применения. Например, это дает инструменту возможность делать более глубокие изгибы для нестандартных оболочек, а затем настраивать инструмент для более мелких изгибов на обрезной заготовке.
Как настроить ER3?
- Ослабьте три барашковых винта в верхней части инструмента.
- Отрегулируйте центральный ролик, используя метки индикатора глубины на верхнем стержне и совместив желаемую глубину с тыльной стороной алюминиевой пластины. Затяните центральный барашковый винт.
- Сдвиньте инструмент вместе, пока центральный набор роликов не войдет в отверстия в основании рамы ручки.
Нужно ли когда-нибудь заменять ролики ER3?
Нет, ролики не нуждаются в замене, они прослужат весь срок службы инструмента.
Можно ли заменить ролики ER3?
Нет, ролики не подлежат замене.