Обработка металла в домашних условиях: Воронение металла, стали в домашних условиях: виды, примеры рецептов
Воронение металла в домашних условиях: средства
Воронение или оксидирование – это способ поверхностного покрытия (отделки) металлических изделий в синий, черный, сине-черный цвет или цвета побежалости с помощью воздействия на них химическим и термическим способом.
Оно используется с целью коррозионной защиты изделий из металлов, а также придает поверхности привлекательную тонировку. Существует много способов поверхностной тонировки металлов. Основной – это создание оксидной пленки.
Самыми распространенными являются химическое (щелочное и кислотное) и термическое воздействие на поверхность. В результате такой обработки изменяется химический состав и структура поверхностного слоя. Внешне это проявляется образованием пленки в виде оксида металла.

Можно самостоятельно выполнять покрытие, используя более простые технологии.
Способы воронения металлов в домашних условиях и требования к их проведению
К распространенным домашним способам защиты и декорирования металлических поверхностей относятся:
- кипячение деталей в специальных химических составах, которые можно приготовить самим;
- покрытие маслом с последующей термической обработкой;
- нанесение на поверхность готового средства с помощью кисточки.
Проведение работ при химическом воронении связано с химическими операциями травления и чистки, а также с механической шлифовкой и протиркой поверхности.
Для того чтобы применять воронение в домашних условиях с помощью химических реагентов, нужно создать определенные условия:
- обеспечить рабочее помещение вентиляцией или вытяжкой;
- приготовить емкость из нейтрального материала, не разрушающуюся под действием химреактивов. Лучше всего подойдет сосуд из термостойкого стекла, фаянса или фарфора. Если требуется длительное кипячение раствора, то можно использовать емкость из нержавеющей стали;
- емкость должна иметь достаточный объем для того, чтобы деталь полностью была покрыта составом;
- запастись средствами защиты: перчатками, защитной маской или очками, фартуками.
Особенности химического воронения и рецепты некоторых составов
Перед выполнением работ поверхность металлического изделия подвергают обработке: снятию старого окисного слоя путем ошкуривания и обезжиривания растворителем.

Стойкое вороненое покрытие в основном образуется в кипящем растворе на протяжении всего цикла окрашивания. Для получения прочной пленки процесс должен длиться от 30 минут до полутора часов, поэтому кипящий раствор периодически доливают, чтобы обеспечить полное покрытие детали.
После окончания процесса деталь тщательно моют с использованием моющих средств, а затем смазывают маслом.
Для домашних работ используют в основном щелочной способ окисления. Рассмотрим некоторые варианты химического оксидирования металлов в щелочной среде.
Способ №1:
- В емкость (фарфоровую), соответствующего размера заливается вода и в ней растворяется натриевая селитра (нитрат натрия) и каустическая сода (гидроксид натрия) в соотношении: на 100 мл 30 г натрия и 100 г соды.
- Смесь нагревается до 140 – 160оС, и в нее помещается обрабатываемая деталь, которая находится там не менее 30 минут.
При правильно проведенном процессе получится глубокое черное покрытие, иногда с синеватым оттенком.
Способ №2:
Синеватый оттенок пленки можно получить, используя кипящий насыщенный щелочной раствор, в котором растворен гидроксид калия или натрия в большой концентрации. В 1 литре воды растворяется не менее 700 грамм химического вещества.
Эти рецепты приведены в качестве примера. Существует множество других химических составов с использованием нитритов и нитратов.

Оксидирование в кислотной среде проводят при более низких температурах. Например, при использовании кислотного раствора, состоящего из:
- азотнокислого кальция – 30 ч,
- ортофосфорной кислоты – 1 ч,
- диоксида марганца – 1 ч.
Проводят оксидирование, выдерживая заготовку в растворе не меньше 30-45 минут при 100оС.
Средства для воронения металлов
К простым способам покрытия, которые можно использовать дома, относятся технологии поверхностного нанесения масла, селитры и готового средства «Клевер».
Эти средства для воронения доступны в использовании и позволяют проводить работы дома без особой подготовки.
Рассмотрим способы создания пленки с помощью каждого из них.
Покрытие маслом
Технология создания защитной пленки с помощью масла является наиболее распространенной для применения дома.

Осуществляется она так:
- ошкуренное и обезжиренное изделие покрывается машинным или подсолнечным маслом;
- затем его помещают в духовку и нагревают до 350 – 400оС;
- после остывания поверхность детали приобретает коричневый или черный цвет;
- остатки масла с детали нужно удалить тряпкой;
- для получения более насыщенного цвета процесс следует повторить несколько раз.
Использовать можно разное масло, например, оружейное, льняное или оливковое. Наносить его можно кисточкой или путем окунания детали в масляный состав.
Видео:
Если требуется провести чернение на каком-либо участке детали, то для этого лучше использовать обжиг с помощью паяльной лампы. В процессе такого обжига хорошо просматривается цветовое изменение поверхности заготовки. При достижении насыщенного коричнево — черного цвета термообработку можно прекратить.
Использование селитры
Хороший результат химического воронения дает классический раствор с использованием селитры в дополнении к приведенным ранее. В результате вываривания детали в растворе натриевой селитры при температуре 130 – 150оС получается прочное оксидное покрытие блестящего черно-синего оттенка.
Рецепт состава с селитрой:
- Вода дистиллированная – 1 литр;
- Натриевая селитра (NaNO3) – 500 г;
- Едкий каустик (NaOH) – 500 г.
В продаже имеются готовые комплекты с селитрой для оксидирования.
Посмотреть процесс воронения в селитре можно в видеоролике:
Поверхность при такой обработке выглядит гладкой и не требует дополнительного полирования.
Обработка поверхности средством «Клевер»
Проводить обработку металлической поверхности можно готовым средством «Клевер». Оно имеет гелеобразную консистенцию и продается в небольших емкостях по 50 мл.

Используют его при небольших коррозионных повреждениях металла. Чтобы получить максимальное окрашивание изделия, обрабатывать «Клевером» нужно два — три раза. Перед его нанесением деталь нужно ошкурить и обезжирить.
Средство наносят кисточкой и выдерживают 2 минуты. При появлении беловато — желтого налета его нужно смыть теплой водой, а поверхность протереть насухо тканью.
Преимуществом этого средства является простота использования, поэтому его часто применяют для покрытия оружия. На стали, содержащие больше 3% Cr, оно не оказывает действия.
Видео:
Холодное воронение в домашних условиях
Использование средства «Клевер» не требует дополнительного подогрева заготовки, поэтому способ такой обработки относят к холодному. Кроме него для холодного воронения в домашних условиях используют другие средства, которые также наносят на обработанную поверхность с помощью кисточки.
Например, используют отечественный препарат «Ворон-3М».

При нанесении его на металлическую поверхность образуется плотная черная пленка. Поэтому такое покрытие называют чернением металла.
Популярно также импортное средство «парижский оксид», в состав которого входит селен.

Препарат включает три флакона. Один состав предназначен для предварительной обработки поверхности, второй – действующий состав, а третий обеспечивает защиту образованного покрытия.
Раствор наносится на изделие также с помощью кисточки, после получения окраса остатки смываются с поверхности теплой водой.
Холодная обработка применяется для деталей небольших размеров. Особенно с помощью такого способа хорошо проводить воронение ружья, так как к нему нельзя применять способ горячего кипячения в химических растворах.
Воронение стали в домашних условиях
Вопрос, как сделать воронение стали в домашних условиях, интересует многих.
Большая часть деталей, которые подвергают воронению, относится к изделиям из стали. Поэтому, описанные выше способы обработки поверхности металла путем оксидирования и покрытия масляной пленкой в основном применяют для стальных сплавов.
Многие марки стали подвержены образованию ржавчины. Покрытие для стальных изделий, прежде всего, служит защитой от коррозии и одновременно придает им привлекательный вид. Степень защиты и цвет окраски оксидной пленки зависит от толщины слоя и используемых реагентов. Толщина может меняться от 1 до 10 мкм.

При воронении стальных изделий химическим способом к выбору компонентов раствора при использовании нагрева до высоких температур следует подходить с осторожностью. Например, существует запрет на такую обработку закаленных деталей, а также сталей, которые подвергать нагреву до высоких температур нельзя. Это может привести к ухудшению их технологических свойств.
Именно по этой причине при необходимости высокой термообработки рекомендуют применять растворы щелочного характера. Они более щадящие.
Оксидирование в кислотных составах проводят при более низких температурах. Например, при использовании кислотного состава, состоящего из:
- азотнокислого кальция – 30 ч,
- ортофосфорной кислоты – 1 ч,
- диоксида марганца – 1 ч,
- проводят окисление при температуре 100оС, выдерживая деталь в растворе не меньше 30-45 минут.
Чернение металла
При нагревании стальных заготовок в кислотной или щелочной среде на поверхности может образоваться пленка разного оттенка. Воронение включает все цвета, свойственные побежалости. Они меняются по мере увеличения толщины пленки от желтого, бурого, фиолетового, далее в серый, синий и черный цвет.
Поэтому, воронение не тождественно чернению. Получить нужный оттенок поверхности можно, используя разные режимы термообработки стальных заготовок и используя различные химические компоненты раствора.

Например, можно добиться нужного оттенка при использовании азотнокислой меди, которая является солью, в количестве 70 г и 30 г спиртового денатурата. Соль подогревают до расплавления и добавляют денатурат. Смесь наносят на стальную деталь и нагревают горелкой. Останавливают процесс нагрева после достижения нужного оттенка.
Чернение стальных заготовок можно осуществить с помощью масла. Достаточно обмазать изделие маслом, воском или жиром животного происхождения и хорошенько его прокалить на огне. В итоге на поверхности появится стойкое черное покрытие.
P.S. Существует множество рецептов, применяя которые можно добиться насыщенного черного покрытия на металле.
Химическое воронение стали в домашних условиях: составы, способы
Воронением (иначе оксидированием) называют процесс покрытия поверхности изделий из стали тонким слоем оксидов. Воронение проводят химическим способом- с помощью реакций с различными веществами и термическим — путем нагревания.
 Воронение стали
Воронение стали
Цель процесса — повышение коррозионной стойкости изделий и улучшение их внешнего вида. Традиционно воронение применялось к оружию из стали- сначала к холодному, а потом и к огнестрельному. Сегодня воронение стали широко используется в оборонном и гражданском машиностроении, а также в художественных промыслах. Доступен процесс и в домашних условиях.
Чего можно достичь воронением
В результате химической или термической обработки на поверхности стальной детали возникает слой окиси железа толщиной от 1 до 10 микрон. Толщина слоя определяется выбранной технологией обработки.
Воронение металла позволяет достичь две основные цели:
- Повышение коррозионной стойкости изделия. Обработанные детали не ржавеют.
- Улучшение внешнего вида. Особенно важно для тех деталей, которые по условиям эксплуатации не подлежат покраске.

Температурные режимы воронения
Обработка не влияет на другие свойства стали.
Воронение стали возможно не только в условиях производства, но и в домашних условиях. Существует много способов и составов, практически все они связаны с применением химически активных веществ, могущих причинить серьёзный вред здоровью. Для успешного и безопасного применения в домашних условиях этих веществ необходимо следовать правилам безопасности:
- Использовать защитную маску и перчатки.
- Обеспечить вентиляцию помещения, в котором проводят работы.
- Применять посуду из нержавеющей стали.
- Не превышать рекомендованную температуру обработки.
Способы воронения металлов в домашних условиях и требования к их проведению
Популярными способами воронения металла в домашних условиях являются:
- Кипячение в самостоятельно приготовленных или приобретенных химических составах.
- Покрытие стали специальным маслом и последующая термообработка.
- Покрытие поверхности подготовленным составом при комнатной температуре.

Воронение стали в домашних условиях
Воронение железа химическим способом предусматривает также подготовительные операции травления и очистки, а также шлифовки и полировки.
Проводя синение стали, важно подобрать емкость для раствора таким образом, чтобы он полностью покрывал обрабатываемый объект.
Популярные способы воронения
Наиболее распространенными в домашних условиях являются следующие способы воронения:
- щелочное;
- термическое;
- кислотное.
Для самостоятельного применения в домашних условиях хорошо подходит щелочной метод. Для него потребуются
- вода;
- точные весы;
- нитрат и гидроксид натрия.
Чтобы покрытие стало прочным, процесс должен продолжаться не менее полутора часов.
Щелочной
Технология воронения стали щелочным способом в домашних условиях разбивается на следующие операции
- Обезжирить поверхность растворителем или специальным обезжиривателем.
- Залить в посуду из нержавеющей стали емкостью не менее литра 100 г воды.
- Добавить 120 г каустической соды и 30 г азотнокислого натрия, тщательно размешать до полного растворения.
- Нагреть раствор до 130-145 °С.
- Разместите изделие в посуде, избегая прикосновений к стенкам.
- Через 20 минут, после почернения детали, промыть ее в дистиллированной воде.
- После высыхания обильно смазать изделие машинным маслом и тщательно протереть.

Воронение стали щелочью
Тщательное соблюдение пропорций и параметров позволит получить гладкое и стойкое к истиранию покрытие, не нуждающееся в полировке.
Важно! Изделие должно быть полностью покрыто раствором все время обработки. В противном случае возможны неоднородности покрытия, переходы цвета и т.д.
Кислотный
Этот способ предусматривает применение кислых растворов.
Перед началом обработки следует тщательно удалить всю ржавчину с поверхности объекта. Для этого применяют обычную шкурку, а в труднодоступных местах и при сильной ржавчине используют болгарку или шуруповерт с проволочной щеткой.

Средство для обезжиривания стали перед обработкой
Далее проводят химическую очистку. Для нее применяют
- трифосфат натрия;
- этанол, смешанный с керосином;
- или чистый керосин.
Изделие помещают в емкость с раствором так, чтобы он ее полностью покрывал и выдерживают не менее четверти часа. По окончании чистки изделие промывают большим количеством воды и высушивают.
Состав для кислотного воронения состоит из:
- вода: 1 л;
- дубильная кислота: 2г;
- виннокаменная кислота: 2г.
После тщательного перемешивания и полного растворения состав нагревают до 150 °С и полностью погружают в него заготовку. Выдерживают 15 минут, далее промывают проточной водой и ненадолго окунают в кипящую воду для полной и качественной промывки.

Составляющие раствора для воронения
Последний этап процесса — это выдержка в машинном масле в течение часа. После высушивания изделие готово к использованию.
Термический
Термическое воронение — самый старый и самый простой способ для домашних условий. Весь процесс сводится к нагреванию стали на открытом воздухе. Он длится до тех пор, пока верхние слои стали не прореагируют с кислородом воздуха и не создадут в результате оксидную пленку. Чем сильнее нагревают деталь, тем темнее она становится.

Термическое воронение
Следует помнить, что термическая обработка изменяет и физические свойства стали всего изделия.
Особенности химического воронения и рецепты некоторых составов
Перед нанесением нового покрытия в домашних условиях необходимо удалить старое. Это делают, комбинируя механические и химические способы очистки.
Для получения стойкого и красивого покрытия деталь приходится кипятить от 30 до 90 минут, за это время часть раствора выкипает. Заготовка все время должна быть покрыта составом полностью, поэтому состав надо готовить с запасом и во время кипячения периодически доливать.
В конце процедуры химического воронения стали изделие следует вымыть в мыльном растворе, просушить и обильно смазать маслом.
Существует много вариантов химического воронения. В одних состав делается мастером самостоятельно, другие предполагают применение готовых средств фабричного производства, таких, как парижский оксид, Ворон3М, Клевер и другие.
Средства для воронения металлов
Относительно несложные способы воронения, доступные для проведения своими руками, включают в себя поверхностное нанесение масла, селитры и покупного состава «Клевер»

Средство «Сапфир» для воронения
Покрытие маслом
Это один из самых популярных домашних способов. Технология разбивается на следующие операции:
- Деталь ошкуривают и обезжиривают растворителем.
- Покрывают маслом.
- В муфельной печи нагревают до 350-400 °С. Допустимо использовать духовой шкаф.
- Остывшая деталь приобретает черный или коричневый оттенок.
- Для насыщения цвета процедуру повторяют.
Масло наносят кисточкой или окуная изделие в емкость с маслом. Применяют разные сорта масла, такие, как
- оружейное;
- оливковое;
- льняное.
Применение селитры
Прекрасного результата добиваются домашние мастера и с применением селитряного раствора. Можно приобрести готовый раствор, а можно составить его самостоятельно:
- вода-1000 мл;
- натриевая селитра- 0,5 кг;
- едкий каустик-0,5 кг.
После часового вываривания получается гладкая и не требующая дальнейшей обработки поверхность глубокого сине-черного цвета.
Средство «Клевер»
Гелеобразное средство можно купить в баночках по 50 мл и применяют к сплавам с содержание хрома не более 3 процентов

Средство «Клевер»
Оно предназначено для восстановления локальной коррозии. Для получения яркого оттенка средство придется наносить несколько раз. Предварительно изделие следует зачистить шкуркой и протереть обезжиривателем.
Клевер наносят кисточкой и оставляют на две минуты. Появляющийся налет бело-желтого цвета смывают водой и протирают деталь ветошью.
Холодное воронение в домашних условиях
«Клевер» не требует термической обработки детали, поэтому такой способ считают холодным воронением. Холодное воронение можно проводить и другими средствами.
- «Ворон-3М». Препарат образует на поверхности плотную пленку глубокого черного цвета.
- «Парижский оксид». Импортный препарат на основе селена поставляется в трех емкостях: 1- для подготовки поверхности, 2- основной состав и 3 закрепитель, дающий покрытию дополнительную защиту.
Жидкость для холодного воронения наносят на детали кисточкой, а после окрашивания смывают теплым мыльным раствором. Метод популярен для обработки стволов и других деталей огнестрельного оружия, не подлежащий кипячению.
Воронение стали в домашних условиях
Если вы проводите воронение стали в домашних условиях, нужно разумно выбирать составляющие раствора для кипячения. Нагрев закаленных деталей может привести к потере им своих прочностных свойств.
Щелочные растворы менее пагубно воздействуют на сталь, и опытные мастера советуют остановить свой выбор на них. Обработку кислыми растворами предпочтительно проводить при пониженных температурах
Так, например, при применении кислотного состава для воронения стали из:
- азотнокислого кальция – 94%;
- ортофосфорной кислоты – 3%;
- диоксида марганца – 3%.
обработку ведут от получаса до 45 минут при 100 °С
Чернение металла
В зависимости от кислотности среды, в которой обрабатывают заготовку, меняется цвет получившегося покрытия, от желтого до черного. Поэтому воронение и чернение металла – не одно и то же. Требуемый оттенок подбирают, варьируя интенсивность и длительность термообработки и процентное содержание компонентов раствора.

Чернение металла
Если взять смесь из 7 частей азотнокислой меди и 3 частей спиртового денатурата, нанести ее на изделие и прогреть его на огне то по мере нагрева покрытие начинает менять свой цвет. Когда получится нужный оттенок, нагрев прекращают.
Чернить сталь возможно также и обмазав его маслом и прокалив на открытом пламени. Получится стойкая пленка глубокого черного цвета. Существуют и другие составы для чернения.
Применение ржавого лака
Способ, использующий так называемый «ржавый лак», отличается своей экономичностью на фоне вполне приемлемого качества покрытия.
Изделие погружается в химически активную коррозионную жидкость на основе соляной кислоты, образующую на его поверхности рыжую и черную окиси.
Чтобы удалить ржавый налет, придется воспользоваться жесткой проволочной щеткой. Черная оксидная пленка останется на изделии.

Готовый ржавый лак
Метод отличается большой длительностью и трудоемкостью, но обеспечивает отличный эффект в домашних условиях.
Перед началом обработки, как и при применении всех остальных методов, следует тщательно зачистить объект шкуркой и обезжирить его растворителем.
Активная жидкость готовится в специальных фарфоровых сосудах, использование защитных перчаток, фартука, кислотостойкой обуви и плотной производственной одежды обязательно. Следует также применять респиратор и прозрачный лицевой щиток.
Малое количество соляной кислоты вливают в сосуд, добавляя соскобленную с железа ржавчину, опилки и азотную кислоту. Состав следует осторожно помешивать фарфоровой мешалкой, пока не прекратят появляться пузырьки.
Далее осторожно доливают воду и водку в равных долях. Раствору дают отстояться и сливают с осадка.

Результат использования ржавого лака
Деталь помещают в раствор на время, достаточное для приобретения глубокого черного цвета. В завершение процесса деталь следует промыть большим количеством воды.
Внимание! Раствор, использующийся при работе эти способом, является одним из самых сильных растворителей. Остерегайтесь даже самых маленьких брызг — они могут причинить очень серьезные травмы и повредить имущество.
Если брызги попали на одежду — ее следует немедленно снять. Если же, несмотря на все предосторожности, капли попали на кожу — пораженное место надо обильно промыть раствором соды и немедленно обратиться за медицинской помощью.
Использование машинного масла
Воронение стали в масле также доступно в домашних условиях.
Для проведения процедуры понадобится:
- 0,5 л масла.
- Оснастка для размещения изделия: крючки, пассатижи, прокладки.
- Емкость из нержавеющей стали.
- Достаточное количество ветоши или салфеток из нетканого материала.
- Источник тепла.

Воронение стали с помощью машинного масла
В качестве источника тепла использую газовую плиту, строительный фен или компактную газовую горелку.
Деталь нагревают на открытом огне или потоком горячего воздуха из фена, берут плоскогубцами и осторожно помещают в емкость с маслом на заранее подготовленные проволочные крючки и подставки так, чтобы она была полностью погружена. Это гарантирует ровный и выразительный цвет. Обработку маслом повторяют до тех пор, пока заготовка не приобретет требуемый оттенок.
Этот способ обеспечивает в домашних условиях хорошие антикоррозионные свойства, но, к сожалению, покрытие получается не очень прочным.

Очистка изделия от ржавчины
В данной статье были описаны несколько самых популярных способов воронения стали в домашних условиях. Их применяют охотники и коллекционеры для восстановления коррозионной стойкости и внешнего вида ружей, кузнецы, кующие ножи ручной работы, мастера в автосервисе, возвращающие к новой жизни старые гайки и болты. Если соблюдать пропорции и технологию, о ваши металлические изделия приобретут отличный внешний вид и долгую жизнь.
маслом в домашних условиях, как заворонить металл, химическое оксидирование
Нанесение лакокрасочного покрытия на поверхность металлических изделий — способ сделать детали красивыми и защитить их от деформации или образования коррозийного слоя. Существуют не только специальные краски, но и способ воронения, который отличается применением окислов железа при проведении химической реакции. В итоге удаётся получить поверхность с уникальным видом и стойким сопротивлением к внешним факторам.
Особенности окрашивания металла
Огромное количество методов окрашивания расширило и цветовую базу. В зависимости от способа нанесения лакокрасочного покрытия и использованных масел, кислот и различной степени нагрева удаётся сделать любую окраску, даже лимонный цвет.
Все варианты нанесения краски разделяют на два типа:
- механический;
- химический.
При механическом нанесении краски применяют различные порошки, которые распыляют, разбрызгивают, вколачивают, применяя специальные инструменты. Этот вариант не отличается качеством, красотой или уникальностью, но ценится у автолюбителей за счёт низкой стоимости. Кроме того, механическое окрашивание легко сделать на любой СТО или даже своими руками, если есть необходимое оборудование.
Применение химического метода требует наличия опыта и знания последовательности всей процедуры. Первое, что необходимо сделать, это зачистить металлическую поверхность от старого лакокрасочного покрытия. Дальше восстанавливаются повреждённые участки грунтовки, которые предварительно очищаются от ржавчины. После того как металл приобретёт идеальную поверхность, её обезжиривают. Маленькие детали для удаления масла помещаются в растворители по типу бензина, этила или эфира. Обработанные части опускаются в кипяток и только потом подвергаются окрашиванию химическим методом.
Нанесения лакокрасочного покрытия недостаточно, если хочется чтобы металл приобрёл элегантный вид и блеск поверхности и таким оставался даже при частой эксплуатации. Подобная проблема решается путём оксидирования стали.
Эта процедура включает натирание поверхности такими смесями, как:
- азотная кислота, смешанная со спиртом, водой и медным купоросом в виде опилок;
- кислота чернильно-орешкового цвета, включающая железо и сурьму;
- азотнокислое серебро с добавлением воды;
- оливковое масло с хлористой сурьмой.
После нанесения одной из этих смесей на металлическую поверхность, она подвергается термической обработке. Результат по итогу работы будет зависеть в основном от того, насколько качественно была очищена от жира, пыли и грязи деталь.
Такой способ часто используют, чтобы защитить оружие, автомобильные части от царапин и сколов. Добиться защиты получается и другими менее действенными, но дешёвыми способами. Например, многие делают воронение металла маслом в домашних условиях, которое благодаря кристаллической структуре защитного слоя краски проникает и создаёт блеск и дополнительный слой защиты.
Если вся работа проводится самостоятельно, тогда важно помнить, что после высушивания окрашенный металл будет выглядеть темнее, чем в мокром состоянии. Поэтому с учётом таких особенностей нужно откорректировать цвет в приемлемую сторону.
Способы чернения своими руками
Существует большое количество способов чернения стальной поверхности. Самые популярные из них включают применение щелочных, кислотных растворов или термическую обработку. Каждый из этих методов требует наличия специального оборудования, но некоторые варианты воронения стального материала получится сделать и в домашних условиях.
Простой, дешёвый и безопасный способ относится к обработке металла с помощью щелочного материала. Для воронения щёлочью потребуется дополнительно найти и подготовить:
- гидроксид натрия;
- нитрат натрия;
- воду;
- цифровые весы;
- защитную одежду.
В список защиты обязательно должны войти перчатки, сапоги и респиратор. В качестве остальной части защиты подойдёт старая одежда. Для некоторых составов необходима селитра или ортофосфорная кислота.
Для обработки металлических деталей необходима посуда из нержавейки, ведь в противном случае могут возникнуть химические реакции с щёлочью. Воронение проводится при определённой температуре, поэтому раствор предварительно засыпается в ёмкость и доводится до кипения. В таком состоянии щелочной раствор находится около часа, только потом в него опускается деталь. Если не получается сразу окунуть всю металлическую часть, то разрешается долить немного воды.
Нанесение защитного слоя с помощью щёлочи требует соблюдения всех правил, в том числе и подготовительных. Металл предварительно очищается от грязи и мусора, а потом обрабатывается растворителями, которые обезжиривают поверхность. Без этого пункта краска плохо схватится с поверхностью и быстро начнёт разрушаться.
Есть странные и одновременно удивительные способы чернения с помощью масла или яичного белка. Оба способа действенные и отлично подходят для проведения этой процедуры в домашних условиях. Воронение маслом, например, является бюджетным и интересным методом придания чёрного цвета стали. Для этого оливковое масло наносится на поверхность металла, который предварительно был немного отполирован с помощью мелкой наждачной бумаги. Дальше деталь нагревается на огне спиртовой лампой до момента изменения цвета. Остатки масла убирают простой тряпкой. Для придания блеска изделие дополнительно полируют и шлифуют.
Использование яичного белка — это не менее эффективный способ. Первым делом обрабатываемую сталь промывают в растворе соды и высушивают. Дальше поверхность покрывается тонким слоем взбитых белков и так деталь остаётся лежать два дня в тёмном месте. По истечении этого времени металл нагревается до раскалённого состояния и происходит реакция, которая окрашивает его в чёрный насыщенный цвет. Чем горячее будет нагрета деталь, тем быстрее и качественнее протекает процесс воронения, но перегибать нельзя. Используя этот метод на практике, легко найти золотую середину, которая не снизит качество, но повысит скорость работы.
Оксидирование различных сплавов
Воронение алюминиевых сплавов помогает защитить поверхность от распространения коррозии. Тонкий слой защиты стойко сопротивляется любым внешним факторам, которые воздействуют на окрашенную поверхность. Использование химических составов является наиболее востребованным методом для нанесения такого покрытия.
Химический метод представляет собой погружение в приготовленный заранее состав для воронения, который включает такие компоненты, как:
- Бихромат натрия и хромовый ангидрит.
- Гексационоферрат калия, хромовый ангидрид и фторид натрия.
- Углекислый и хромовокислотный натрий.
- Ангидрид хрома и фторосиликат натрия.
Все компоненты замешиваются при помощи жидкости и согласно инструкции наносятся на окрашиваемую алюминиевую поверхность, где и вступают в химическую реакцию самостоятельно или путём нагрева.
Процесс чернения металла в домашних условиях это ещё не всё, ведь после получения требуемого цвета алюминий необходимо обработать для закрепления результата. Первым делом, после извлечения деталей, вся жидкость должна стечь и только потом изделие опускают в азотную кислоту. Происходит фиксация оксидной плёнки, которая только усилит свои качества во время сушки при средней температуре. Точно сказать время оксидирования трудно, ведь чёрный цвет бывает разный, а он зависит от того, сколько времени деталь находится в химическом растворе. После проведения всех процедур, поверхность окрашивается специальными красителями для обработки воронёной поверхности.
Анодирование алюминиевых деталей
Этот способ приобрёл наибольшую популярность при обработке алюминиевой поверхности. Суть в том, чтобы покрыть всю площадь тонким слоем пассивной изоляции, используя простые компоненты и инструменты.
Первым делом необходимо подготовить насыщенный раствор электролита, аналогичный процедуре хромирования стали. Анодирование включает обработку алюминия в ёмкости с жидкостью, куда поступает ток. В качестве источника тока подойдёт простой аккумулятор средней мощности.
Алюминиевые детали, перед тем как опустить в раствор электролита, следует обезжирить при помощи растворителей или простого стирального порошка. В ёмкости при воздействии тока появляется голубовато-серый налёт, если обезжиривание изделия прошло успешно. Дальше поверхность алюминия протирают раствором из марганцовки, который удаляет налёт и делает поверхность блестящей и гладкой. Для дальнейшего окрашивания подойдут анилиновые краски любого цвета.
Хоть процесс и считается самым лёгким из доступных методов, всё равно требуется опыт и практика. Поэтому первый раз лучше попрактиковаться на рабочей детали топора или других ненужных материалах.
Воронение нержавеющей стали
Защитный слой, который появляется после воронения, способен сделать поверхность прочной и стойкой к любым механическим и химическим воздействиям, что особенно полезно для постоянно эксплуатируемого оборудования или машины. Химическое оксидирование стали в домашних условиях проводится без помощи специалистов, если следовать всем правилам пошаговой инструкции.
В помещении, где будет проходить окрашивание обязательно должна быть предусмотрена искусственная вентиляция, ведь через открытые окна или двери может залететь мелкий мусор, который осядет на поверхность металла как раз в процессе чернения. О попадании пыли на изделие важно помнить, если проводится полировка или шлифовка в непосредственной близости от высыхающей детали. Температура в помещении должна быть комнатной и постоянной независимо от времени года на улице.
Специалисты в сфере окрашивания уже давно изучили, как заворонить металл в домашних условиях, поэтому следует придерживаться установленной процедуры и изменять её только при несовместимости с материалом. Свои правила вводят в практику только после долгого изучения и многократного применения новой методики воронения.
Качество чернения стальной поверхности зависит от нескольких условий:
- Участок окрашивания должен быть в нормальном состоянии. Невозможно получить идеальный эффект воронения, если металл ржавый, имеет явные деформации, дыры, переломы и т. д.
- Любое химическое соединение вступает в контакт с очищенной поверхностью и поэтому любые частицы грязи обязательно необходимо удалить.
- Качество зависит и от структуры металла.
- При выполнении всех требований по механической и термической обработке.
Это основные условия, которые оказывают прямое влияние на соединение химической смеси со стальной или алюминиевой поверхностью.
Сложность окрашивания различных деталей в основном зависит от их размера и формы. Небольшие изделия, элементы оружия и части машины легко покрыть в домашних условиях вороным цветом, используя простую фаянсовую, стеклянную или фарфоровую ёмкость. Большие предметы окрасить будет проблематично без использования специального оборудования. Как минимум, может потребоваться небольшой кран или подвесная машина, равномерно опускающая металл в кипящую воду или раствор, через который пропускают ток.
Воронение металла это отличный способ защитить его от внешних повреждений и одновременно придать пикантный и уникальный вид. Особенно такой способ подходит для окрашивания деталей машины, оружия или публичных предметов. Сделать всё можно и своими руками, но важно не забывать о правилах процесса воронения и соблюдения безопасности.
Воронение металла: технологии обработки, средства
Металлические заготовки после грубой обработки подвергаются различным поверхностным процессам, позволяющим улучшить качество готового изделия. К ним относится воронение металла. Это специальный химический или термический процесс, который проводится, чтобы улучшить коррозийную устойчивость изделия.
 Воронение металла
Воронение металла
Что такое воронение?
Воронение стали — обработка, в процессе которой сталь покрывается оксидной плёнкой. При этом изделие подвергается химическому или термическому воздействию. Толщина покрытия поверхности оксидным слоем может достигать 10 мм.
Воронение считается эффективным методом борьбы с ржавым металлом и распространением коррозии. При правильном выполнении этапов выбранной технологии воронения можно достичь полного устранения ржавчины. Воронение применяется к тем заготовкам, которые в дальнейшем не будут краситься.
При этом процесс повышения коррозийной устойчивости и изменения внешнего вида никак не отражается на других параметрах металлических изделий. При проведении обработки следует учитывать особенности воронения:
- соблюдать технику безопасности;
- придерживаться заданного температурного режима нагрева заготовки;
- при работе использовать посуду из оцинкованного металла.
Так можно защитить организм от вредных испарений и повысить эффективность проводимых действий.
Методы воронения
На производстве применяется разные технологии воронения стали. Обработку поверхностей выполняют с применением покупных химических составов или подручных средств. Важно знать этапы проведения работ, чтобы не испортить металлическую заготовку.
Щелочной
Щелочной способ можно применять в домашних условиях. Процесс состоит из нескольких основных этапов:
- Обезжирьте обрабатываемую поверхность.
- Подготовьте ёмкость из нержавеющей стали со 100 мл чистой воды.
- Насыпьте в жидкость 30 грамм азотнокислого натрия и 120 грамм каустической соды. Тщательно перемешайте компоненты с водой.
- Медленно нагрейте состав до 130°.
- Переложите обрабатываемую деталь в химический состав.
Когда поверхность изделия примет тёмный оттенок, нужно достать ее из химиката и протереть дистиллированной водой. Последним этапом идёт смазка заготовки машинным маслом.
При проведении работ категорически запрещено изменять количество используемых химикатов. В противном случае можно испортить металлическую поверхность. Когда изделие находится в ёмкости с раствором, нужно контролировать чтобы он касался каждой из его сторон. На пустых местах останутся пятна.
 Химия для воронения
Химия для воронения
Кислотный
Применяя этот способ воронения металла, нужно использовать кислотный раствор. Процесс обработки:
- Устраните с поверхности заготовки мусор, грязь, краску, ржавчину.
- Погрузите заготовку в металлический таз с чистым керосином. Там оно должно выдерживаться 25–30 минут. После очистки промойте заготовку в чистой воде. Просушите в проветриваемом помещении.
- Сделайте состав для проведения воронения. Для этого смешайте 2 грамма виннокаменной кислоты, 2 грамма дубильной кислоты и литр чистой воды. Тщательно перемешайте компоненты и медленно разогрейте до 150 градусов.
- Опустите заготовку в химический состав и оставьте на 15 минут.
- Вымойте изделие дистиллированной водой и опустите на 60 минут в емкость с машинным маслом.
Термический
Это один из старейших методов покрытия металлических поверхностей оксидной пленкой. Термическое воронение выполняется на открытом воздухе. Заготовка медленно разогревается. Нагревание требуется прекратить в тот момент, когда верхний металлический слой вступить в реакцию с кислородом. В итоге должна образоваться оксидная плёнка.
Чтобы без труда провести процедуру обработки, можно выбрать готовые средства для воронения металлов. Они наносятся на обрабатываемую поверхность с помощью кисточки. Дальнейший процесс работы зависит от того, какой состав был куплен.
Покрытие маслом
Воронение в масле считается одни из простейших способов обработки металлических поверхностей. Процесс работы:
- Очистите деталь от грязи, краски, ржавчины. Обезжирьте и высушите поверхность.
- Покройте поверхность маслом. Его наносят с помощью кисти.
- Переложите заготовку в муфельную печь и разогрейте до 350 градусов.
Вытаскивать изделие нужно после получения нужного оттенка. Для технологического процесса подходит оливковое, оружейное и машинное масло.
Применение селитры
Чтобы добиться изменения цвета металлического изделия, можно использовать селитру. Для этого требуется приобрести готовую жидкость в хозяйственном магазине и вываривать изделие в ней в течение 60 минут.
 Селитра
Селитра
Средство «Клевер»
Заворонить металл можно с помощью покупного средства «Клевер». Изначально поверхности заготовки очищаются от грязи, ржавчины, краски. Обрабатываются наждачной бумагой. Средство наносится равномерным слоем на изделие. Спустя определённый промежуток времени, должен появиться раствор белого цвета, который нужно удалить. При недостаточном эффекте процедура проводится повторно.
Воронение металла в домашних условиях можно проводить двумя способами: холодным или горячим. В первом варианте используются покупные растворы, которые наносятся на поверхность заготовки кистью. После получения нужного оттенка химикаты смываются мыльной водой. Воронение стали в масле относится к холодным способам.
При горячем способе обработки металла химический раствор нужно подбирать особенно аккуратно. Он может ухудшить показатели прочности материала. Мастера рекомендуют использовать щелочные составы. Они не оказывают пагубного влияния на стальные поверхности. При горячей обработке нельзя быстро повышать температуру.
Оптимальный температурный режим — 100 градусов Цельсия. Обработку проводят в среднем около 45 минут. Важно использовать емкости для воронения, изготовленные из оцинкованного металла. В помещении должна быть оборудована хорошая система вентиляции. Человек должен пользоваться защитными очками, респиратором, перчатками, робой.
Воронение металла — поверхностный технологический процесс. С его помощью мастера увеличивает коррозийную устойчивость материала и придают изделию нужный оттенок. Процедуру воронения можно провести в домашних условиях, применяя любую из технологий. Важно соблюдать дозировку активных веществ, не увеличивать время обработки материала. В противном случае можно испортить обрабатываемую поверхность. Нельзя забывать про технику безопасности.
Воронение металла в домашних условиях: термическое, кислотное и щелочное
Создание надёжного поверхностного слоя защиты металлического изделия для противостояния коррозии даёт воронение металла в домашних условиях. Включение элементов декорирования стойкой тонировкой с подбором оттенка — дополнительное преимущество чернения. Использование термического либо одного из химических способов (на выбор) определяет возможности и целесообразность.
Подготовка к воронению металла в домашних условиях и процесс обработки детали
Домашние мастера прибегают к доступным способам создания антикорродирующего покрытия металла:
- Термообработка в масляной среде;
- Обработка химреактивами;
- Нанесение готового защитного состава.
Соблюдение мер безопасности стоит на первом месте, даже если домашняя мастерская не имеет достаточного оборудования. Цикл операций по воронению металла начинается с обезжиривания поверхностей растворителями с соблюдением мер пожарной безопасности в проветриваемом помещении.

Окисную плёнку, остатки ржавчины снимают механическим способом: торцовой проволочной щёткой с помощью углошлифовальной машинки, на обдирочном или резиновом круге, вручную наждачной бумагой. Завершить операцию следует устранением рисок на войлочном полировальном круге.
Смешивание и нагревание реактивов требуют обеспечить защиту глаз, кожи и органов дыхания:
- Отсутствие вытяжной вентиляции компенсируется активным вентилированием либо работой на свежем воздухе;
- Защищать органы дыхания масками при воронении химреактивами;
- Химические вещества хранить и использовать в неразрушающейся таре;
- Использовать защитные очки, плотные перчатки, клеёнчатый фартук.

Воронение металла химрастворами
Стойкое химическое покрытие металла сопровождается поддержанием высокой температуры. Длительность процесса растягивается до 1,5 часов. Испарению раствора вследствие выкипания, снижению затрат на нагревание способствует плотная крышка с внутренней отбортовкой для стекания конденсата в сосуд из нержавеющей стали.
Ёмкость для погружения с целью охлаждения, обилие проточной воды и жестянка с машинным маслом (подойдёт даже отработка) находятся под рукой.

Щелочное воронение металла
Чаще используется этот метод. Отмеряем из расчёта на 1 л. дистиллированной воды 1,2 кг едкого натра (NaOH) и 0,3 кг натриевой селитры (NaNO3). Оба ингредиента хорошо растворяются. Полное растворение произойдёт с повышением температуры раствора.
Операция проводится на открытом пространстве. Обязательно нахождение с наветренной стороны. Испарения едки, обладают неприятным запахом.
Изделие подвешивается на медной проволоке, без касания стенок металлической ёмкости. Нагрев производится паяльной лампой. Щелочной раствор для воронения заливается с избытком, чтобы не пришлось доливать.
Длительность кипячения влияет на глубину покрытия, густоту цвета – можно получить чёрный с синевой. Длительность обработки — 0,3–1,5 часа, прекращается по достижении нужного оттенка. Температура раствора — 130–1500С.
Извлечённое изделие промывается, обильно смазывается машинным маслом, протирается насухо. Чернение металла на полированной поверхности получается однотонным, без контрастных разводов.
Другие варианты компонентов на 1 л дистиллированной воды:
- КОН – 0,6 кг;
- KNO3 – 0,03 кг.
При доведении до 2000С в течение получаса, получаем поверхность с матовым воронением. Для блестящего воронения используем те же реагенты и температурный режим:
- Гидроксид калия – 100 г;
- Нитрат калия – 30 г.
Сложность доведения до 2000С без автоклава компенсируется продлением воздействия реагентов при активном кипении под плотной крышкой.
Электрохимическое щелочное воронение металла
Химокрашивание или анодное оксидирование лишено недостатков термовоздействия в растворе щелочи. Плёнка глубокого чёрного цвета без полосатости разводов с улучшением характеристик коррозионной стойкости толщиной 5 мкм получается при соблюдении следующих условий:
- Насыщенность раствора едкого натра – 0,7 кг/л;
- Плотность постоянного тока — 5–10 А/дм2;
- Температура — 60–700;
- Время процедуры – 40–50 мин.
Катод подбирается нержавеющий, важно поддержание температурного режима и диапазона тока стабилизатором. Поверхность воронения активируется однократным окунанием в соляную кислоту.

Воронение металла в кислой среде
Ингредиенты на 1 л:
- Танин (дубильная кислота) – 2 г;
- Виннокаменная кислота – 2 г;
- Температура смеси 1500С;
- Время воронения – 0,4 часа.
Холодный способ воронения
Для воронения стволов оружия горячие растворы неприемлемы. Выход из положения – «Ржавый лак». При самостоятельном приготовлении раствора необходимо учитывать, что жидкие ингредиенты берутся не по весу, а в объёмных долях на 2 л дистиллированной воды:
- Соляная кислота – 100 мл;
- Азотная кислота – 140 мл;
- Окалина железа – 25 г;
- Опилки железа – 35 г.

Запускаем реакцию. Окончание выделения пузырьков газа говорит о завершении взаимодействия реагентов. Параметры эффективности «Ржавого лака»:
- Концентрация солей — 4,7%;
- Плотность раствора — 45г/л;
- Время оксидации – 20 мин.
Удержание в химикалиях при необходимости повторяется до 5 раз с промежуточными промывкой, протиранием и просушкой.
 Ржавый лак — комплект для воронения
Ржавый лак — комплект для воронения
Термическое воронение сталей
Оксидация металла воздействием температур, пограничных процессу нормализации, допустима и для закалённых изделий – отпуск при 4000С не происходит. Удобство способа в том, что горячее воронение превосходит по стойкости иные технологии.
 Термическое воронение сталей
Термическое воронение сталей
Подбор масла для покрытия металла не затруднит. Пригодны синтетическое, машинное, растительное. Деталь окунается и обтирается. Толщина слоя не принципиальна: излишки стекут и сгорят.
Электропечь разогревается до 350–4000С, изделия загружаются навалом на поддон. Время рассчитывается по массе и конфигурации металла. Пластине достаточно 15 мин. Прогрев массивной детали длителен.
Выемка производится после остывания печи. При необходимости проводится неоднократное воронение. При оксидации мелких деталей обвязывание проволокой не оставляет следов.
Простейший метод воронения металла в домашних условиях
Готовим 10% раствор лимонной кислоты. Пакет пищевой лимонной кислоты растворяется в десятикратном объёме кипятка без осадка. Опускаем предмет, подлежащий оксидации. Чернение металла занимает до часа времени.
По мере появления на поверхности изделия пузырьков, встряхиваем предмет или перемешиваем состав стеклянной палочкой. Покрытие достаточно долговечно, но механической стойкостью не отличается.
 Воронение металла лимонной кислотой
Воронение металла лимонной кислотой
Воронение поверхностным окрашиванием металла
Оксидную защиту параллельно с чернением обеспечивают готовые покупные средства. Подготовительные мероприятия по зачистке, обезжириванию, удалению рисок шлифовкой проводятся непременно. Манипуляции по воронению металлов проводятся при комнатной температуре и активной вентиляции.
«Клевер». Применяется для восстановления и предохранения частичных повреждений поверхности. Препарат по консистенции — гель. Наносится кистью. Выдерживается 2 мин. на повреждённом участке изделия, смывается водой. Возможно троекратное покрытие металла для придания потребного оттенка. Безопасен в использовании, не требует специальных навыков.
«Ворон-3М». Препарат способен покрывать различные металлы. Предназначен в большей степени для декоративного чернения.

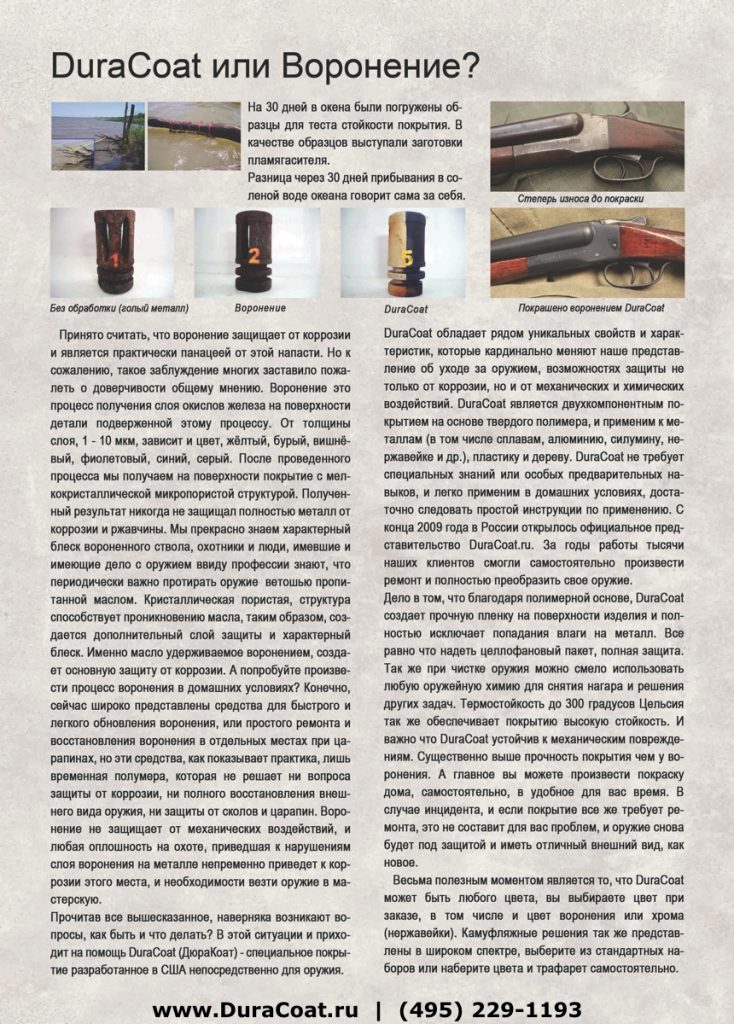
DuraCoat. Универсальное средство по воронению и декорированию. Возможны вариации с цветом покрытия. Хорошо противостоит физическому воздействию, агрессивной химии. Покрывает металлы, пластик дерево.
Видео: Воронение стали своими руками
способы защиты металлов в домашних условиях
Металлы используются практически везде. Основная проблема этих материалов в том, что они подвержены коррозии. Ржавчина постепенно разрушает структуру детали и выводит её из строя. Чтобы избежать разрушения материала, проводится антикоррозийная обработка. Обработку можно осуществить не только на производстве, но и дома.
 Антикоррозийная обработка металла
Антикоррозийная обработка металла
Виды коррозии
За всё время работы с металлическими изделиями, люди выделили несколько видов коррозии металла:
- Почвенная — тип коррозии, которая поражает конструкции, находящиеся в земле. Из-за особенного состава грунта, наличия грунтовых вод, происходят химические процессы, вызывающие появление ржавчины.
- Атмосферная — процесс окисления, протекающий в ходе контакта водяных паров воздуха с металлической поверхностью. Чем больше вредных веществ в воздухе, тем быстрее появиться коррозия.
- Жидкостная — такому виду коррозии подвержены металлоконструкции, находящиеся в воде. Если в жидкости содержится соль, процесс разрушения материала будет протекать быстрее.
Выбор антикоррозийного состава зависит от того, в какой среде будет эксплуатироваться металлическая деталь.
Характерные типы поражения ржавчиной
Существует несколько типов поражения стали коррозией. Они различаются по внешнему виду и глубине поражения материала:
- Поверхностная коррозия. Представляет собой слой ржавчины, который может распространяться по всей поверхности изделия или находиться на отдельных его местах.
- Ржавчина в отдельных местах, которая начинает уходить вглубь материала.
- Образование глубинных трещин.
- Окисления одного компонента из металлического сплава.
- Ржавчина по всей поверхности, которая уходит вглубь материала.
Могут проявляться комбинированные типы поражения деталей ржавчиной.
Способы защиты от коррозии
Существуют разные виды антикоррозийной защиты металлоконструкций. Большинство деталей и заготовок обрабатывается с помощью промышленных растворов и оборудования. Однако, существуют и бытовые методы обработки металлических поверхностей.
Промышленные
Если говорить о промышленных средствах от ржавчины на металле, можно выделить такие виды обработки:
- Лакокрасочное покрытие.
- Термическая обработка.
- Защитный слой из металла. Наносится с помощью специального оборудования при высокой температуре и давлении.
- Добавление легирующих примесей в металл при его плавке. Этот процесс называется пассивация.
- Электрозащита.
- Использование ингибиторов. Это вещества, которые останавливают протекание химических реакций, приводящих к появлению ржавчины.
Существуют и другие методы обработки, которые используются на производстве. Выбор технологии зависит от того, в какой среде будет эксплуатироваться металлоконструкция.
Бытовые
Бытовые средства от ржавчины представляют собой лакокрасочные покрытия. Для защиты металлов используется:
- металлическая пудра;
- различные полимеры;
- смолы на основе силикона;
- ингибиторы.
Если металлическая поверхность уже повреждена, нужно использовать другие составы. Для этого подходят специальные смолы, стабилизаторы, грунты и преобразователи.
Как провести обработку своими руками?
Существуют различные способы защиты металла от коррозии, которые можно применять в домашних условиях. Для них не требуется применение дорогого оборудования и мощных химических составов.
 Подготовка к обработке металла
Подготовка к обработке металла
Защитные краски
Краски, которые используются для защиты металлов, можно разделить на несколько видов:
- эпоксидные;
- алкидные;
- акриловые.
У лакокрасочных материалов есть ряд преимуществ:
- защитные составы быстро высыхают;
- для нанесения не нужно обладать дополнительными навыками;
- покрытие изменяет цвет металла;
- долговечность.
Мастера в частных мастерских используют серебрянку. После нанесения она образует надёжный слой окиси алюминия. Эпоксидные смеси подходят для деталей, которые будут использоваться при высоких нагрузках.
Стандартная схема антикоррозийной обработки
Защита металлоконструкций от коррозии — это технологический процесс, который требует соблюдения этапов работы. Наносится защитный слой после финишной обработки металла. Этапы нанесения защиты:
- обрабатываемая поверхность очищается от ржавчины, грязи, налёта;
- после очистки заготовка обезжиривается;
- когда обезжиривание закончено, наносится слой грунта;
- после высыхания грунта наносится два слоя защитного состава.
При проведении работ нужно пользоваться защитными очками, респиратором и перчатками.
Нормы и правила СНиП
На государственных предприятиях защита от коррозии считается важнейшим моментом, который утверждается официальным документом СНиП 2.03.11 — 85. В нём указываются такие методы защиты металла:
- покрытие лакокрасочными материалами;
- пропитка заготовки антикоррозийным составом;
- оклейка специальными плёнками.
В документе указывается какие методы можно использовать в определённых средах. При самостоятельной антикоррозийной обработке нужно учитывать правила и рекомендации из официального документа.
Антикоррозийная обработка применяется для защиты металлических изделий и продления их долговечности. При выборе защитного раствора нужно учитывать сферу эксплуатации детали.
Воронение металла в домашних условиях лимонной кислотой
Воронение или травление металла придает материалу красивый черный оттенок, а также защищает его от ржавчины и окисления. Воронение используется исключительно для защиты стали и может применяться для обработки практически любых предметов: ножей, болтов, топоров и других стальных изделий.

В домашних условиях протравливание может выполняться несколькими способами, но одним из самых эффективных является воронение лимонной кислотой. Воронение металла в домашних условиях лимонной кислотой не требует специальных навыков, поэтому может выполняться каждым желающим.
Особенности воронения лимонной кислотой
Стоит отметить, что воронение при помощи лимонной кислоты является не очень долговечным, поэтому не стоит использовать его для травления ручек, ножей, регулярно использующихся при приготовлении пищи. При правильном выполнении процедуры цвет готового изделия ровный и не имеет разнообразных пятен, разводов и прочих недостатков. Стоит отметить, что при проведении воронения необходимо обращать особое внимание на несколько моментов:
- Качество стали. Лучше всего поддается воронению высокоуглеродистая сталь. Другие разновидности стали могут быть окрашены в более светлый оттенок либо иметь неравномерный окрас.
- При выполнении процедуры необходимо иметь хорошее проветривание, так как в процессе выделяются вредные газы. Если воронение выполняется на кухне, то обязательно включить вытяжку либо открыть окно.
- Весь процесс воронения должен происходить под постоянным контролем, так как каждые несколько минут рекомендуется переворачивать металл для равномерного травления.

Если технология воронения не была нарушена, то спустя всего полчаса-час можно получить качественно обработанный металл.
Как происходит воронение
Первую очередь необходимо правильно подготовиться к процессу воронения. Подготовка включает в себя приобретение лимонной кислоты, мытьё посуды для травки металла, а также кипячение воды. Чаще всего воронение происходит в пол-литровой банке, так как эта посуда является наиболее удобной для небольших клинков. Если сталь имеет большие размеры, то стоит задуматься об использовании другой посуды. Если клинок имеет размер сопоставимый с литровой или двухлитровой банкой, то стоит задуматься об использовании данных емкостей.

Лимонную кислоту необходимо развести в воде в соотношении 1 к 10. То есть на пол-литровую банку необходимо 50 г лимонной кислоты. Важно использовать исключительно горячую воду. Оптимальной температурой воды станет жидкость в диапазоне 80-100 градусов. Стоит очень аккуратно наливать горячую воду в стеклянную емкость, так как в процессе банка может лопнуть. После размешивания лимонной кислоты в воде начинается сам процесс воронения.
Важно! Перед воронением сталь должна быть дополнительно очищена. Для этих целей можно использовать спирт — он удалит грязь и жировые следы.
Процесс воронения состоит из нескольких этапов:
- Погружение стали в заранее подготовленную емкость с раствором. Изделие должно полностью находиться в воде. В течение 1-2 начнётся реакция, которая сопровождается образованием большого количества пузырей.
- Каждые 2-3 минуты необходимо проворачивать стальное изделие в растворе для сброса больших пузырьков образовавшегося газа. Это необходимо для равномерного распределения покрытия и предотвращения появление разнообразных разводов на стали.
- Каждые 10 минут необходимо доставать стальное изделие и протирать его при помощи бумажной либо тканевой салфетки. В процессе протирания удаляется чёрный налет с поверхности, поэтому не стоит беспокоиться если ткань либо салфетка имеют другой оттенок.
- В зависимости от желаемого эффекта и размера самого изделия процесс воронения занимает 30-60 минут.
- Если желаемый результат был достигнут, то необходимо извлечь стальное изделие из раствора, протереть его салфеткой и машинным либо подсолнечным маслом. Данное действие останавливает реакцию, а также способствует сохранению цвета покрытия и делает его крепче.

Стоит учитывать, что при сильном охлаждении воды процесс воронения может прерваться, поэтому если заметно, что раствор остыл, то стоит незначительно подогреть его в микроволновке либо на печке. Рабочая температура раствора составляет 80 градусов, поэтому дополнительно емкость можно укутать полотенцем для сохранения тепла.
В интернете имеется множество примеров воронения различными материалами, но лимонная кислота является наиболее доступным решением. Даже если после воронения появились небольшие разводы, то они исчезнут спустя несколько очисток предмета. Если в дальнейшем стальное изделие планируется затачиваться, то необходимо делать это предельно аккуратно для предотвращения появления потертостей на самом лезвии. Если планируется воронить нож, то лучше заточку произвести заранее до процедуры травки.
Выводы
- Воронение происходит достаточно быстро и может выполняться в домашних условиях.
- Важно соблюдать технологию, так этого зависит качество травки металла.
- Не стоит увеличивать количество лимонной кислоты в растворе, так как это может привести к ухудшению результата воронения.
- Воронение лимонной кислотой оптимально подходит для предметов, которые несут декоративную функцию и не используется ежедневно для различных задач.
Обработка материалов | Britannica
Обработка материалов , серия операций, которые превращают промышленные материалы из исходного состояния в готовые детали или изделия. Промышленные материалы определяются как материалы, используемые при производстве «твердых» товаров, таких как машины и оборудование более или менее длительного пользования, производимые для промышленности и потребителей, в отличие от одноразовых «мягких» товаров, таких как химикаты, продукты питания, фармацевтические препараты и одежда. .
Обработка материалов вручную стара как цивилизация; Механизация началась с промышленной революции 18 века, а в начале 19 века основные машины для формовки, формовки и резки были разработаны, главным образом в Англии.С тех пор разнообразие и количество методов обработки материалов и оборудования увеличилось.
Цикл производственных процессов, в ходе которых материалы превращаются в детали и изделия, начинается сразу после того, как сырье извлечено из минералов или произведено из основных химических веществ или природных веществ. Металлическое сырье обычно получают в два этапа. Сначала сырая руда обрабатывается для увеличения концентрации желаемого металла; это называется обогащением.Типичные процессы обогащения включают дробление, обжиг, магнитную сепарацию, флотацию и выщелачивание. Во-вторых, дополнительные процессы, такие как плавка и легирование, используются для производства металла, из которого должны быть изготовлены детали, которые в конечном итоге собираются в продукт.
В случае керамических материалов натуральная глина смешивается и смешивается с различными силикатами для получения сырья. Пластиковые смолы производятся химическими методами в виде порошка, гранул, замазки или жидкости. Синтетический каучук также производится химическими методами, производя его, как и натуральный каучук, в таких формах, как плиты, листы, креп и пена для изготовления готовых деталей.
Получите эксклюзивный доступ к контенту из нашего первого издания 1768 с вашей подпиской.
Подпишитесь сегодня
Процессы, используемые для преобразования сырья в готовую продукцию, выполняют одну или обе из двух основных функций: во-первых, они придают материалу желаемую форму; во-вторых, они изменяют или улучшают свойства материала.
Процессы формования и формования можно разделить на два широких типа: те, которые выполняются с материалом в жидком состоянии, и те, которые выполняются с материалом в твердом или пластичном состоянии.Обработка материалов в жидкой форме обычно известна как литье, когда в нее вовлечены металлы, стекло и керамика; его называют формованием, когда он применяется к пластмассам и некоторым другим неметаллическим материалам. Большинство процессов литья и формования включают четыре основных этапа: (1) создание точного рисунка детали, (2) изготовление формы из шаблона, (3) введение жидкости в форму и (4) удаление закаленной детали из формы. плесень. Иногда требуется чистовая операция.
Материалам в их твердом состоянии придают желаемую форму путем приложения силы или давления.Обрабатываемый материал может быть в относительно твердом и стабильном состоянии и в таких формах, как пруток, лист, гранула или порошок, или он может быть в мягкой, пластичной или похожей на замазку форме. Твердым материалам можно придать горячую или холодную форму. Обработку металлов в твердом состоянии можно разделить на два основных этапа: во-первых, сырье в виде больших слитков или заготовок подвергается горячей обработке, обычно путем прокатки, ковки или экструзии, с получением меньших форм и размеров; во-вторых, эти формы перерабатываются в конечные детали и изделия с помощью одного или нескольких небольших процессов горячего или холодного формования.
После того, как материал сформирован, его обычно модифицируют. При обработке материалов процесс «удаления» — это процесс, при котором удаляются части куска или массы материала для достижения желаемой формы. Хотя процессы удаления применяются к большинству типов материалов, они наиболее широко используются для металлических материалов. Материал может быть удален с заготовки механическими или немеханическими средствами.
Есть несколько процессов резки металла. Почти во всех из них механическая обработка включает в себя прижатие режущего инструмента к обрабатываемому материалу.Инструмент, который тверже, чем обрабатываемый материал, удаляет нежелательный материал в виде стружки. Таким образом, элементами обработки являются режущее устройство, средство для удержания и позиционирования заготовки и обычно смазка (или смазочно-охлаждающая жидкость). Существует четыре основных процесса удаления без резания: (1) при химическом измельчении металл удаляется реакцией травления химическими растворами на металле; хотя обычно применяется к металлам, его также можно использовать на пластмассах и стекле, (2) электрохимическая обработка использует принцип металлизации в обратном направлении, поскольку заготовка вместо того, чтобы образоваться в процессе нанесения покрытия, разъедается в контролируемом (3) электроразрядная обработка и шлифование разрушают или разрезают металл высокоэнергетическими искрами или электрическими разрядами, (4) лазерная обработка режет металлические или тугоплавкие материалы интенсивным лучом света лазера.
Другим дополнительным изменением может быть «соединение», процесс постоянного, иногда только временного, соединения или прикрепления материалов друг к другу. Используемый здесь термин включает сварку, пайку, пайку, а также склеивание и химическое соединение. В большинстве процессов соединения связь между двумя кусками материала достигается за счет приложения одного или комбинации трех видов энергии: тепловой, химической или механической. Связующий или наполнитель, такой же или отличный от соединяемых материалов, может использоваться или не использоваться.
Свойства материалов могут быть изменены горячей или холодной обработкой, механическими операциями и воздействием некоторых форм излучения. Изменение свойств обычно вызывается изменением микроскопической структуры материала. В эту категорию входят как термообработка, при которой температура превышает комнатную, так и холодная обработка при температуре ниже комнатной. Термическая обработка — это процесс, при котором температура материала повышается или понижается для изменения свойств исходного материала.Большинство процессов термической обработки основаны на циклах время-температура, которые включают в себя три этапа: нагрев, выдержка при температуре и охлаждение. Хотя некоторые термические обработки применимы к большинству семейств материалов, они наиболее широко используются для металлов.
Наконец, процессы «отделки» могут использоваться для модификации поверхностей материалов с целью защиты материала от разрушения в результате коррозии, окисления, механического износа или деформации; для обеспечения особых характеристик поверхности, таких как отражательная способность, электрическая проводимость или изоляционные или несущие свойства; или придать материалу особый декоративный эффект.Есть две широкие группы процессов отделки: те, в которых на поверхность наносится покрытие, обычно из другого материала, и те, в которых поверхность материала изменяется под действием химического воздействия, тепла или механической силы. В первую группу входят металлические покрытия, например гальваника; органическая отделка, например покраска; и эмалирование фарфора.
.
Обработка металла, Обработка листового металла — Купить Обработку листового металла, Обработку листового металла, Обработку металла на Alibaba.com
Наши услуги
Ценовое предложение может быть сделано на основе чертежей или образцов, предоставленных клиентами. Наша продукция отличается превосходным качеством и разумной ценой. Ваше удовлетворение — гарантия.
Ниже приводится основная информация для справки.
Название позиции:
OEM и ODM стеллажи для фургонов, стеллажи для грузовиков.
Материал:
SPCC (0,8 мм, 1,2 мм, 1,5 мм,) Алюминий, оцинкованный лист
Обработка поверхности:
Порошковое покрытие, оксид алюминия, индивидуально в соответствии с требованиями заказчика
Основное технологическое оборудование:
Штамповка с ЧПУ станок, гибочный станок с ЧПУ, штамповочный станок 200 тонн
Объем деятельности:
Штамповка
Проектирование пресс-форм
Изготовление пресс-форм
Обработка деталей
Сборка
Производство ЧПУ
Обратное проектирование
Преимущества:
1) Быстрый ответ и полное понимание
2) Наиболее конкурентоспособная и разумная цена
3) Короткие сроки поставки и быстрая доставка
4) Хороший и высокий контроль качества
5) Дизайн и логотипы клиентов приветствуются
6) OEM приемлемо
ШАГИ:
1) Клиенты предлагать чертежи и достаточную информацию о пресс-формах, продукте или образцах.
2) Предлагаем цитату.
3) Клиенты принимают во внимание наши предложения
4) Клиенты размещают заказ
5) Мы проектируем и производим пресс-формы в срок после подтверждения заказа и получения подробной информации с клиентами снова
6) Пробные образцы пресс-форм отправляются клиентам для подтверждения их наличия есть ли какие-либо модификации перед производством
7) Организовать производство сразу и завершить производство до срока поставки
8) Доставка морем
FAQ
Q: Вы торговая компания или производитель?
A: Мы на заводе.
Q: Как долго ваша дата доставки?
A: В течение 20 дней после подтверждения заказа на оснастку и 20 дней после окончательного утверждения smples.
Q: Каковы ваши условия оплаты?
A: 50% T / T заранее после подтверждения заказа на инструмент и 50% остаток после окончательного подтверждения образцов;
30% T / T заранее после официального подтверждения заказа и 70% остаток после товаров на борту.
.