Обкладка печи в бане: каким кирпичом сделать обкладку железной банной печки
основные способы и этапы проведения работ
Обкладка банной печи кирпичом имеет определенные нюансы. Этот процесс потребует тщательного продумывания всех мелочей и выполнения подготовительных работ. Разбираемся, какие есть особенности установки железных печей, виды кирпича, варианты и этапы обшивки, подготовить раствор, залить фундамент. Чтобы все выполнить правильно, нужно рассмотрим основные этапы проведения работ и технологический процесс.
Правильно установленный портал банной печи не только украсит интерьер парилки, но и защити дерево от негативных воздействий внешних температурИсточник ytimg.com
Особенности установки железных печей
Установка в парной железной печи – распространенное решение. В отличие от других вариантов у нее есть множество преимуществ:
- простой и быстрый монтаж;
- технология изготовления металлических печей производится в полуавтоматическом режиме, при этом вмешательство человека почти не требуется, это снижает стоимость готовых изделий;
- металл имеет хорошую теплопроводность, поэтому энергия не тратится впустую, а расходуется исключительно на нагрев печи;
- компактные размеры особо важны для маленьких парилок, когда в расчет берется каждый метр;
- изделия с верхним поддувалом на одной закладке топлива могут работать до 12 часов, что делает их довольно экономичными.

В некоторых случаях есть смысл облицевать не только печку кирпичом, но и одну из стен, это выгодно подчеркнет интерьер парилкиИсточник strbani.ru
Невзирая на то что сегодня железные печи имеют представительный и привлекательный вид, в интерьере помещения на фоне клееного бруса или сруба они смотрятся не совсем органично. И это не главный повод обложить печь кирпичом, существуют и иные причины:
- если переборщить с закладкой топлива, то жар от печки станет таким сильным, что от этого начнет вначале тлеть, а после может и загореться отделка парного помещения;
- поверхность железа настолько сильно нагревается, что об неё можно обжечься, плюс, это способствует перегреву парилки;
- металл быстро прогревается, но и быстро охлаждается, поэтому сложно контролировать температуру;
- можно обжечься при прикосновении к металлу, а в случае с каменной кладкой эта вероятность исключается, поскольку она поглощает тепло и распределяет его по всей поверхности;
- кирпич на фоне дерева смотрится гораздо лучше, чем железо, что придает органичности интерьеру;
В некоторых случаях печку обкладывают кирпичом не полностью, это зависит от предпочтений ее владельцаИсточник termopaneli59. ru
ru
- железные печи имеют немного модификаций, почти все модели этих элементов бани похожи друг на друга, поэтому обкладка кирпичом в этом случае позволяет создать любую форму;
- через время металл теряет свое защитное покрытие, и печка покрывается ржавчиной, это портит ее внешний вид, а также приводит к истончению стенок.
Недостатки железных изделий некритичные, но не позволяют комфортно отдохнуть в парилке с пользой для здоровья. Исправить эту ситуацию позволит кладка кирпича вокруг банной печи.
Виды кирпича
Чтобы правильно подобрать материал, надо учесть определенные нюансы. Железная печь при эксплуатации значительно нагревается, поэтому рекомендуется выбирать один из следующих видов кирпича:
- Огнеупорный. Этот материал в плане эксплуатации является самым оптимальным, однако, и наиболее дорогим. Это самая предпочтительная разновидность кирпича.

Огнеупорный кирпич лучше всего подходит для облицовки, но это дорогое удовольствиеИсточник selmo.com.ua
- Силикатный. Не советуют применять для облицовки железной печки, поскольку компоненты, которые входят в состав, плохо реагируют на повышенные температуры. Поэтому уже уложенный кирпич нуждается в дополнительной отделке.
Силикатный кирпич не часто используется для отделки, но это самый бюджетный вариантИсточник ytimg.com
- Красный. За счет высокой жаропрочности и великолепных тепловых показателей этот кирпич часто выбирается для организации экрана. Наилучшим вариантом считаются полнотелые изделия, при этом пустотелый кирпич не рекомендуют применять, поскольку он как быстро прогревается, так и быстро охлаждается. Этот материал имеет привлекательный вид и при правильной укладке способен украсить интерьер банного помещения.

Внимание! Если возле кирпичной кладки расположены деревянные элементы, их нужно обработать защитными составами, предотвращающие поверхности от самовозгорания.
Красный кирпич будет идеальным решением для отделки печиИсточник t-spectr.ru
Варианты обшивки
Обкладка печи кирпичом используется для организации теплового экрана. Это значит, что на него приходятся основные тепловые нагрузки. Существуют следующие варианты обшивки:
- конвектор с продухами идеально подходит для парилки, поскольку независимо от площади помещения повышает характеристики любой железной печки;
- тепловой экран является каменным ограждением, которое позволяет обеспечить комфорт людям, находящимся возле печи;
- сплошная обкладка создает быструю теплоотдачу, это снижает эффективность печи, поэтому используют этот вариант редко, он больше играет декоративную роль, но на производительность сильно не влияет.

Внимание! От основного назначения печки значительно будет зависеть схема ее обкладки. Если облицовка печи в бане кирпичом играет декоративную роль, то можно укладывать экран в целый кирпич. Если требуется организовать водогрейку, укладывают в полкирпича.
При обкладке кирпичом печи нужно обязательно оставить отверстия снизу и сверху кладки, это позволит воздуху нормально циркулироватьИсточник pechnoy.guru
Этапы обшивки
Перед тем как обложить железную печь кирпичом в бане, нужно подготовиться. Для проведения работ мастеру потребуется полнотелый кирпич М150, глина, песок, бетон, щебенка. Для создания опалубки будут необходимы доски, гидроизоляция и пруты для армирования. Из инструментов нужно подготовить уровень, лопату, рулетку, карандаш, мастерок, отвес.
Внимание! Если печка шла в комплекте с конвекционным кожухом, его необходимо снять, поскольку его роль теперь играет облицовка.

Сегодня существует множество видов железных печей, облицовка каждой из них имеет определенные нюансыИсточник wp.com
Сооружение фундамента
Прочность печной конструкции и то, насколько долго она простоит, будет зависеть от фундамента, поэтому, какая в бане будет печь лучше выбрать ещё на этапе проектирования. Если общий вес печки с уложенной кладкой не более 750 кг, отдельный фундамент для неё не потребуется. В противном случае, нужно будет выполнить ряд работ по обустройству надёжного основания. В целом, они не отличаются от работ по обустройству любого другого фундамента:
- Если фундамент будет ленточный, то для него роют котлован, в котором обустраивают опалубку и проводят её гидроизоляцию.
Для тяжелых металлических печей потребуется усиленный фундаментИсточник banya-expert.com
- Когда опалубка готова, засыпают подушку из щебенки и песка слоем 20 см, затем она поливается водой и трамбуется.

- Укладывается армирование и заливается смесь бетона, песка и щебня (в соотношении 1:4:3). Все ровняется уровнем, если нужно, то исправляются огрехи.
- После залитый фундамент оставляют для застывания приблизительно на 14-20 дней.
Когда бетон полностью засох, укладывают основание: из рубероида делается гидроизоляция, а сверху его выкладывают металлические листы толщиной 1-2 мм, на них будет находиться железная печка.
Как заложить фундамент для печки смотрите в видео:
Кирпичная печь для бани: разновидности и безопасность проектов, плюсы и минусы, кладка шаг за шагом
Раствор для кладки кирпича
Для кладки кирпича замешивается состав из бетона и глины. Конкретных пропорций нет, нужно следить за консистенцией, которая обязана быть однородной и похожей на густую сметану. Чаще всего мастера выбирают одинаковое соотношение бетона и глины, добавляя 20% просеянного песка. Полученную смесь перемешивают в емкости, затем наливают воду. Ее требуется добавлять понемногу, иначе образуются комки.
На строительном рынке существует множество специальных смесей для кладки конкретного вида кирпича, поэтому во время выбора определенного состава рекомендуется проконсультироваться с менеджерами магазинаИсточник izkirpicha.com
Перемешивают электродрелью с насадкой миксером, для набора густоты смесь оставляют на 1 час. Не рекомендуется замешивать полный объем раствора, если работы в один день не будут закончены. Нужно замешивать такое количество, какое требуется для укладки за конкретный промежуток времени. Если раствор для кладки кирпича в бане возле печки засохнет, его будет невозможно использовать.
Как правильно сделать глиняный раствор для кладки кирпичей для обкладки банной печи, смотрите в видео:
Подготовка кирпича
Вначале кирпич для обкладки печи в бане надо подготовить. Для этого его перед укладкой требуется вымочить в воде 10 часов.
Перед тем как начать работы, с кирпичом требуется произвести следующие действия:
- определить на соответствие габаритных размеров, поверхность должна быть без трещин и других механических деформаций, отбракованный материал в дальнейшем будет использоваться для заделывания пустот в конце рядов;
- кирпич достают из воды за 30 минут перед кладкой, так поверхность успеет просохнуть, а во время выполнения укладки рядов он не будет впитывать воду из замешенного раствора, не снижая этим его вязкость.
Правильно выбранный и подготовленный кирпич значительно облегчит работы по облицовке печиИсточник ytimg.com
Кладка кирпича
Обложить печку в бане кирпичом можно одним из двух способов – сплошным колодцем и решетчатым.
Последний способ более красиво выглядит, поскольку подразумевает наличие большого количества отверстий. Но именно эта специфика конструкции снижает эффект от теплового экрана.
Внимание! Если печка круглая по конструкции, то кладка производится с учетом ее контура.
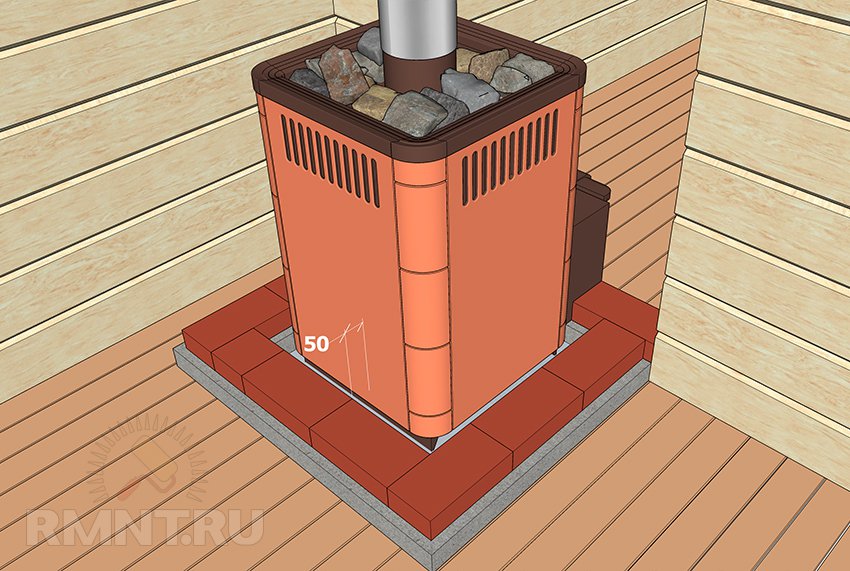
Кирпич от корпуса печки должен отступать приблизительно на 50 мм. Распорки устанавливать не требуется. Железо при нагревании расширяется, что создаст давление на кирпичную стену.
На среднюю печку потребуется укладывать примерно 12-16 рядов. Желательно производить кладку поэтапно. В день можно выкладывать по 6-8 рядов, оставляя их на ночь. С утра проверяют, как сильно просела конструкция, затем начинают кладку оставшихся рядов.
Самые частые ошибки при обкладке металлической печи в бане смотрите в видео:
Внимание! Некоторые мастера предлагают обложить печь в бане кирпичом до плиты, на которой находятся угли.
Это интересное решение, оно позволяет любоваться раскаленными камнями. Другие, наоборот, закрывают полностью дымоход кирпичными рядами. Поэтому выбирать кладку нужно с учетом личных предпочтений.
Если дымоход имеет презентабельный внешний вид, его можно не обкладывать кирпичомИсточник legkovmeste.ru
Как установить печь в баню с выносной топкой в предбаннике
Обкладываем железную печь в бане кирпичом, пошаговая инструкция:
- в качестве разметки натягивают веревку вертикально относительно углов будущей укладки;
- кладку можно производить с любого угла, для чего выбирается целый кирпич, который с учетом натянутой веревки кладут плашмя и выравнивают с помощью уровня;
- излишки раствора нужно сразу же убрать, пока он не застыл, наружную поверхность кладки протирают мешковиной;
- в швах не должно находиться пустот и они обязаны быть одинаковые по толщине (около 5 мм).
- второй ряд рекомендуется укладывать на армирование, для чего прутья обрезают на необходимую длину и кладут на кирпич, после выкладывают раствор;
- армирование не должно выступать из швов, при этом углы нужно усилить кусками проволоки, так весь ряд свяжется воедино;
- второй ряд начинают укладывать с этого же угла, но уже используют половину кирпича, так получится одинаковое смещение – это требуется для связки и укрепления экрана;
- в следующих 2-х рядах необходимо оставить отверстия для выхода горячего воздуха, чаще всего делается по 2-3 с противоположных сторон;
- 5 и 6 ряд укладывается сплошным, с обязательной перевязкой швов;
Во время укладки раствор нужно накладывать на кирпич, а не на нижний рядИсточник inrosstroy.ru
- все ряды проверяются уровнем, иначе можно «завалить» кладку;
- на участках нахождения зольника и топки установленная стена не должна мешать открытию дверок, поэтому кирпич вначале укладывается без раствора, определяясь с его расположением, если требуется, то он обрезается болгаркой;
- ряд над дверкой нужно перекрыть с внешней и внутренней стороны стены отрезками металлического уголка и кладку производят на них;
- в предпоследнем ряду оставляется еще по 2 отверстия для выхода горячего воздуха, так получится добиться нормальной воздушной циркуляции;
- после окончания работ нужно выждать около 2-х дней для полного засыхания раствора.
Затем, когда обкладка банной печи завершена и раствор засох, нужно ее подготовить к последующей эксплуатации. Не стоит тут же топить на максимальной температуре. Потребуется в первых нескольких топках использовать минимум дров. Это поможет более качественно просушить раствор, так печка прослужит намного дольше.
Внимание! Как правило, для отопления парилок выбирают дрова из березы. Прежде чем начинать процесс обогрева помещении, необходимо контролировать, чтобы сырье для растопки печи было идеально сухими. Лишь так можно получить пар, который будет благоприятно влиять на организм.
Все работы с раствором в кладке нужно производить пока он еще не засохИсточник small-house.ru
При желании в конце кладку можно декорировать. Для этого используют кафельную плитку, камень или другие подходящие материалы.
Внимание! Для облицовки топки чаще всего выбирают шамотный кирпич, который может выдерживать температуру более 1600°C.
Для обкладки каменки можно купить красный огнеупорный кирпич, он сохраняет свои характеристики при температуре до 850°C.
Как правильно обкладывать железную банную печь, смотрите в видео:
Самодельные печи для бани: особенности, этапы изготовления
Коротко о главком
Опытные мастера говорят о том, что обкладка печи в бане должна происходить в полкирпича. Это является наиболее подходящим вариантом. Можно установить заслонку и в целый кирпич, однако прогреваться эта конструкция будет намного дольше, да и фундамент под эту стену потребуется более массивный.
Весь технологический процесс состоит из следующих этапов:
- подготовка материалов;
- выбор месторасположения;
- организация фундамента;
- укладка основания;
- выбор кирпича и способа укладки;
- подготовка кирпича к облицовке;
- обшивка печи;
- первая топка;
- декоративная отделка (если потребуется).

Облицовка банной печи кирпичом нужна не только для красоты. За счет этого мероприятия значительно можно улучшить атмосферу в парной. Причем работа производится с небольшими материальными затратами и качественно, если правильно соблюдать технологию кладки и доверить ее специалистам.
Обкладка печи в бане кирпичом своими руками
Как обложить металлическую (железную) печь кирпичом
Традиционной печью русской бани была печь из камня, кирпича. Хороша она тем, что при нагреве создаёт мягкий тепловой режим в парной, потом долго остывает. Например, удобным было то, что на следующий день в бане хозяйка обычно устраивала стирку и вода в котле ещё чуть ли не горячая, и работать тепло. Однако у каменной печи присутствуют и явные минусы:
- долго, в пределах 4-6 часов, разогревается;
- требуется больше топлива;
- большие размеры;
- малый срок службы.
Все перечисленные отрицательные качества отсутствуют у металлической печи. Но у неё есть свои недостатки. Прежде всего, это жёсткое инфракрасное излучение, которое исходит от нагретого до высокой температуры металла. Причем, раскаленные стенки, если они из обычной стали, выжигают в парилке кислород. Такая парилка при недостаточной вентиляции приносит головную боль, вялость и слабость вместо бодрости и хорошего настроения. Ну, а второй недостаток – повышенная опасность ожога при контакте. И третий — опасность возникновения пожара.
Но у неё есть свои недостатки. Прежде всего, это жёсткое инфракрасное излучение, которое исходит от нагретого до высокой температуры металла. Причем, раскаленные стенки, если они из обычной стали, выжигают в парилке кислород. Такая парилка при недостаточной вентиляции приносит головную боль, вялость и слабость вместо бодрости и хорошего настроения. Ну, а второй недостаток – повышенная опасность ожога при контакте. И третий — опасность возникновения пожара.
Если исходить из того, что истина, чаще всего, посредине, то лучшая печь все-таки — это комбинация стали и кирпича. Все перечисленные отрицательные факторы металла становятся не такими выраженными при сохранении в той или иной мере положительных особенностей печи из кирпича.
Как обложить металлическую печь кирпичом
Обкладывание металлической банной печи кирпичом: выбор материалов и устройства
Когда решается вопрос, чем обложить печь в бане, ответ бывает однозначным – кирпичом, а вот каким кирпичом – тут нужно исходить из свойств каждого вида. Силикатный для этой цели не используется – от температуры он разрушается. Шамот используют редко: и цена кусается, и остывает он быстро – у него другие задачи. Использовать облицовочный нерационально – он трескается. Не весь, но часто и от красивого внешнего вида не остается и половины.
Силикатный для этой цели не используется – от температуры он разрушается. Шамот используют редко: и цена кусается, и остывает он быстро – у него другие задачи. Использовать облицовочный нерационально – он трескается. Не весь, но часто и от красивого внешнего вида не остается и половины.
Тепловой экран для печи своими руками сделать реально
В выборе, каким красным кирпичом обложить банную печь, хозяин волен выбирать. Но стоит учесть, что полнотелый печной кирпич греться будет дольше, зато и остывает долго, т.е. хорошо высушивает парилку, что для бани очень важно. Ну, и стоит он прилично. Полнотелый или пустотелый – во многом зависит от того, есть ли у вас фундамент под печь или насколько мощные доски и лаги в месте установки экрана. Пустотелый весит, понятое дело, меньше.
Кроме кирпича для облицовки печи в бане можно использовать керамогранит, натуральный камень, изразцы, мрамор… но это настолько редкие случаи, что даже фото такой бани найти было достаточно сложно.
Чем обложить печь в бане? Можно плитами талькохлорита
Фундамент или пол?
Обкладка металлической печиикирпичом начинается с оценки несущей способности пола. Нужно просчитать вес будущей кладки, умножив количество кирпичей в рядах на количество этих рядов и на вес одного кирпича. Получаем вес кирпичного экрана. И этот вес добавится к весу печи и бака с водой! Если масса меньше 700кг, можно обойтись усилением лаг: проложить дополнительные и скрепить их с основным каркасом. При недостаточно прочных лагах и большом весе лучший вариант — изготовление под печь отдельного фундамента.
Если фундамент не был подготовлен на этапе строительства бани, придется вам разбирать пол, рыть котлован. Его глубина – на одном уровне с фундаментом здания, его размеры – на 15-25см шире габаритов печного экрана.
Перед тем как обложить кирпичом металлическую печь готовим фундамент
Фундамент печи должен быть несвязным, это означает, что если печь располагается вблизи от одной из несущих стен, между фундаментом здания и печи должен быть промежуток не менее 5см. И связываться два фундамента между собой ничем не должны. Расстояние между ними заполняют теплоизоляцией. Это уменьшит потери тепла и парилка будет прогреваться быстрее. Высота фундамента под печь – ниже уровня пола на 10-15см.
И связываться два фундамента между собой ничем не должны. Расстояние между ними заполняют теплоизоляцией. Это уменьшит потери тепла и парилка будет прогреваться быстрее. Высота фундамента под печь – ниже уровня пола на 10-15см.
После того, как фундамент высох (дней 30 не меньше), на него в два слоя укладывают рубероид, толь или другой влагоизолирующий материал, сверху кладут два ряда кирпича (на глино-цементный раствор) смещая каждый кирпич друг относительно друга так, чтобы швы перекрывались лежащим сверху кирпичом. Теперь фундамент под печь и экран готов.
Перед тем как обложить кирпичом железную печь готовим фундамент
Даже если лаги и половая доска достаточно мощные, чтобы выдержать вес всей конструкции, без дополнительных работ не обойтись: нужно сделать основание и для установки печи и для установки кирпичного экрана. Такое негорючее основание может служить:
- лист металла, который закрепили поверх слоя теплоизолирующего материала;
- два ряда кирпичной кладки, которые уложили на деревянный пол;
- толстая жаростойкая керамическая плитка, натуральный или искусственный камень и т.
 п.
п.
Кратко о растворе
Когда вопрос о фундаменте решён, перед тем как обложить кирпичом железную печь, нужно решить проблему с раствором. Наиболее приемлемым для кладки экрана будет простой глиняный раствор с добавлением песка. Этот раствор для обкладки металлической печи готовится точно так же как и для кладки кирпичных печей, с учётом ее жирности. Глину с глубины не менее 2-х метров замачивают в корыте. Чтобы в растворе потом не попадалось комков и инородных включений, глину в размоченном состоянии протирают через сито. Песок просеивается, смешивается с пастообразной глиной. Вязкость подбирается таким образом, чтобы раствор не выдавливался из швов при кладке, но был достаточно пластичен.
Раствор для кладки экрана не должен высыпаться или «плыть»
Еще один вариант – добавить 5-10% цемента в глиняный раствор. Тогда он и держать будет хорошо и не выкрошится. Некоторые владельцы банных печей клали кирпичные экраны на цемент. Стоят они неплохо.
Использовать для кладки можно готовые составы, но не те, которые используются при кладке топки и огнеупорного кирпича: для того, чтобы они нормально держали кладку, необходима температура в районе 1000 о С. Тогда все эти составы спекаются с огнеупорным кирпичом в монолит. Если такой температуры нет (а где ей взяться в экране) раствор постепенно выкрашивается и высыпается из швов.
Тогда все эти составы спекаются с огнеупорным кирпичом в монолит. Если такой температуры нет (а где ей взяться в экране) раствор постепенно выкрашивается и высыпается из швов.
Толщина и вид кирпичного экрана, технология кладки
Знатоки утверждают, что печь нужно обкладывать в полкирпича. Это лучший вариант. Можно делать экран в кирпич, но греться он будет очень долго. И под такую стену фундамент нужен обязательно. Можно сделать в четверть кирпича, и даже в разрядку – оставляя «окошки». Греться в этом случае парилка будет быстро, но излучение будет достаточно жестким. Тут каждый выбирает то, что его больше устраивает, но в любом случае расстояние между кладкой и стенками металлической печи должно быть в пределах 3 — 10см.
Даже при сплошном экране можно ускорить прогрев парилки. Для этого в кладке оставляют специальные окошки, в которые или вставляют печные дверки или просто закрывают кирпичами. Если вам нужно быстрее нагреть парилку, открываете дверки или вынимаете кирпичи. Горячий воздух активно проходит в парилку. После того, как температура становится для вас приемлемой, дверки закрываете. Теперь греться парилка почти не будет, температура будет стабильной.
Горячий воздух активно проходит в парилку. После того, как температура становится для вас приемлемой, дверки закрываете. Теперь греться парилка почти не будет, температура будет стабильной.
Еще один вариант, при котором и уменьшается жесткое излучение, и воздух нагревается быстро: можно оставить открытой лицевую часть (это если печка целиком стоит в парилке).
Обкладка кирпичом металлической печи вразрядку
Если экран сплошной, в первом или втором ряду нужно с каждой стороны оставить по два отверстия для ускоренной конвекции и обогрева. Потом эти отверстия повторяются в верхних рядах. Тёплый воздух будет выходить из верхних отверстий и быстро прогревать баню. Если печь очень мощная (например, печи «Теклар» используются только с кирпичным экраном), эти отверстия можно оснастить стандартными литыми печными дверцами и с их помощью регулировать температуру в парилке. О том, как обкладывать металлические печи «Теклар» снял даже видео-материал.
Из практических рекомендаций добавим, что через ряд или в каждом нужно укладывать армирующую сетку для того, чтобы экран был прочным. Располагайте кирпичи так, чтобы шов предыдущего ряда закрывался кирпичом в следующем (кладка со смещением или с перевязкой). Более понятно будет всё, если посмотреть на фото.
Кирпичный экран с многочисленными окошками больше подойдет для сауны
Стоит соблюдать стандартные рекомендации: проверять вертикальность углов отвесом, каждый ряд на горизонтальность строительным уровнем.
Верх печи часто оставляют открытым. Если каменка открытого типа, то излучение смягчают камни. Если вам все-таки слишком жарко, можно на готовый экран уложить металлическую сетку из толстой проволоки с небольшой ячейкой, а наверх сложить камни для бани. Но такой вариант несколько неудобен для обслуживания печи: каждый раз приходится все снимать. Потому чаще или верх оставляют открытым, или перекрывают сеткой с камнями только часть печи.
Обкладка кирпичом железной печи и дымохода
Если приходится решать, как обложить круглую железную печь кирпичом, то здесь не будет никаких особых конструкционных изменений. Просто при круговой кладке вентиляционные отверстия придётся расположить симметрично и примерно на том же расстоянии одно от другого, как и получилось бы при обкладывании прямоугольной печи. И строго соблюдать расстояние между кирпичом и печью!
Просто при круговой кладке вентиляционные отверстия придётся расположить симметрично и примерно на том же расстоянии одно от другого, как и получилось бы при обкладывании прямоугольной печи. И строго соблюдать расстояние между кирпичом и печью!
Обложить круглую железную печь кирпичом несколько сложнее, но принцип тот же. Тут, кстати, закрыт верх сеткой, а на нее уложены камни
При обкладывании кирпичом буржуйки действуют те же правила. Добавляется лишь момент выполнения в кладке проёмов под топочную и поддувальную дверцы. Перекрытие этих проёмов делают двумя отрезками стальных уголков, расположенных снаружи и изнутри кладки.
Как обложить круглую железную печь кирпичом. Схема
В заключении хочется добавить, что все описанные действия могут быть выполнены и не обязательно профессионалом высокого класса. Обычно всё делает своими руками хозяин. Ведь объём кладки минимален, а требования к качеству кладки не самые высокие.
Обкладка печи в бане кирпичом
Испокон веков люди использовали баню для очищения души и тела. Баня не только позволяет проводить гигиенические процедуры, но и делать ингаляцию, расслабляться после тяжелого дня, отдыхать с друзьями.
Баня не только позволяет проводить гигиенические процедуры, но и делать ингаляцию, расслабляться после тяжелого дня, отдыхать с друзьями.
Металлическая печь в парилке
Безусловно, одним из важнейших элементов в обустройстве бани является печь. Прежде чем приступить к инструкции по кирпичной укладке, следует ответить на главный вопрос: для чего вообще нужна обкладка печи в бане кирпичом?
Металлическая печь, обкладка кирпичом
По сравнению с металлом, кирпич гораздо дольше сохраняет тепло, а значит, печь будет остывать гораздо дольше.
Печь в бане играет не менее важную роль, чем в доме. От того насколько она быстро нагревается и сохраняет тепло зависит эффективность всех банных процедур и комфорт, атмосфера. В холодном помещении находиться неприятно, а в излишне перегретом опасно для здоровья.
Металлическая печь в парилке
Преимущества использования металлической печи в бане
Сегодня металлическая печь в бане уже является стандартной комплектацией, без которой сложно представить любимую многим оздоровительную процедуру. По сравнению с другими видами печей, она обладает рядом преимуществ:
По сравнению с другими видами печей, она обладает рядом преимуществ:
- Простота монтажа. Ее легко изготовить своими руками.
- Легкая и простая эксплуатация.
- Она быстро растапливается.
- Обладает хорошей тягой.
- Высокая производительность.
- Экономична в расходе топлива и демократична в цене.
Но для того чтобы действительно максимально оценит все эти достоинства, необходимо научить правильно пользоваться металлической печью в бане.
Никто, конечно, не поспорит, что для бани идеальной является каменная печь. Но ее нужно растапливать не менее 5 часов, чтобы она по-настоящему начала отдавать свое тепло. А это, в свою очередь, устраивает далеко не всех. Да и цена у кирпичного сооружения будет в разы больше, чем у металлической печи, облицованной камнем.
Схема движения воздушных масс
Кроме того, для того чтобы сложить кирпичную печку для бани своими руками, нужно обладать начальными навыками и знаниями печника, так как в этой конструкции нужно учесть множество нюансов.
Металлическую же печь можно купить в готовом варианте, а обкладка не потянет за собой больших финансовых расходов.
Даже если сама по себе металлическая печь для бани, купленная в готовом виде в магазине уже является украшением парилки, лучше сделать вокруг нее небольшой каменный фартук. Это значительно увеличит эффективность и производительность печи. Да и людям, находящимся в непосредственной близости от металлической конструкции, будет более комфортно.
Какими необходимыми параметрами должна обладать металлическая печь для бани?
- Она должна иметь небольшие габариты, чтобы не загромождать пространство.
- Не следует выбирать слишком большую мощность, так как помещение бани, как правило, небольшое. Будет сложно контролировать оптимальный температурный режим.
- Характеристики печи должны четко соответствовать правилам пожаробезопасности.
Кроме того, необходимо учитывать и место, где располагается металлическая печь. Согласно нормам СНиПа, металлический агрегат должен располагаться на расстояние не менее 15 см от деревянных перекрытий.
Согласно нормам СНиПа, металлический агрегат должен располагаться на расстояние не менее 15 см от деревянных перекрытий.
Наиболее оптимальным способом для топки металлической печи в бане является небольшие, но частые закладки топлива.
Причины, по которым следует облицевать кирпичом печь
- Металлическая конструкция очень быстро нагревается, что не позволяет организму успеть адаптироваться к высокой температуре.
- Печь из металла так же быстро остывает, как и нагревается. Приходится постоянно следить за температурой, подбрасывая поленья, что не очень экономично.
- Облицованный кирпичом материал не так быстро будет нагревать и высушивать воздух, а значит, атмосфера в парилке будет более комфортной.
- Существует большая вероятность ожога о стенки металлической конструкции. Рядом сидящим с печью людям будет не комфортно.
Все эти маленькие недостатки можно легко устранить с помощью облицовки, которая позволит повысить производительность печи и улучшить ее дизайн.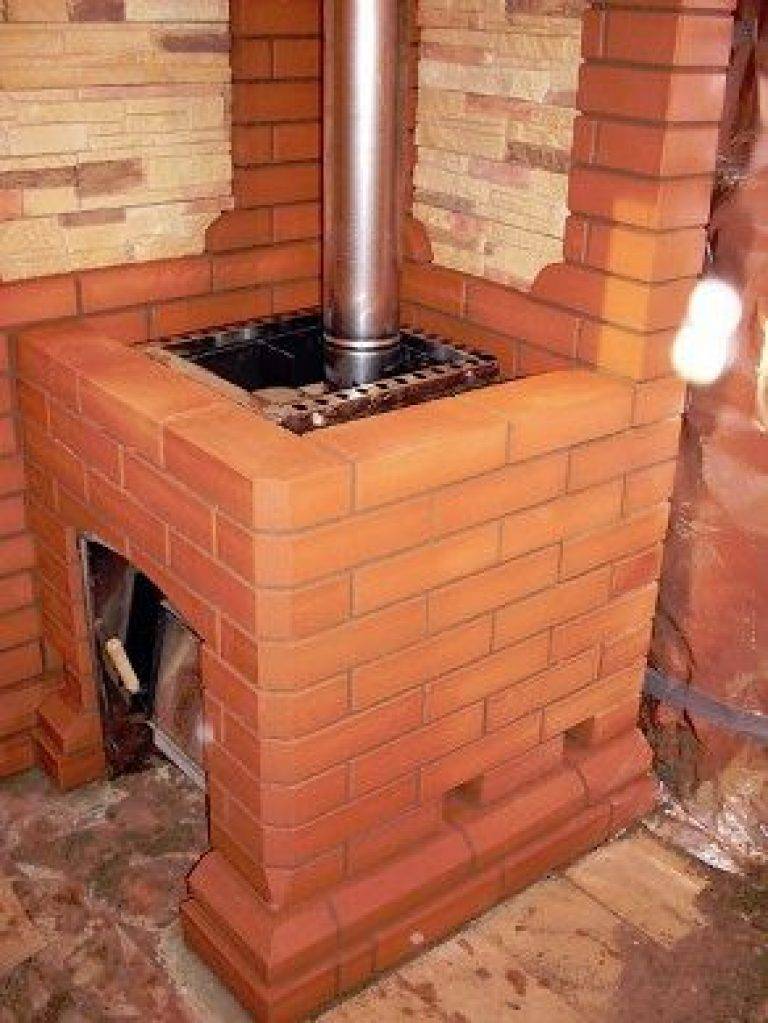
Это является наиболее оптимальным решением с точки зрения экономичности и трудовых затрат – объединить достоинства металлической и каменной печи.
Заводская металлическая печь
Заводская металлическая печь с самодельной кирпичной облицовкой – это та золотая середина, которая позволит выгодно обустроить прекрасную парилку.
Для обкладки печи кирпичом подойдет красный керамический или шамотный. Здесь нет особых требований к качеству материала, и может подойти любой, который есть у вас в хозяйстве.
Единственный момент, не берите силикатный кирпич. Для облицовки дома он отлично подходит, а вот для обкладки банной печи не годится. Кирпич на основе извести просто не в состоянии перенести постоянный перепад температуры и повышенную влажность в парилке.
Уже через несколько недель эксплуатации, он начнет разрушаться. Да и сточки зрения, декора он не годится и все равно потребуется дополнительная облицовка.
Неплохим вариантом будет огнеупорный шамотный кирпич, который как раз и предназначен для резких перепадов температуры.
Внешне он, конечно, уступает красному керамическому кирпичу, но этот момент вполне можно решить декоративной финишной облицовкой.
Если же в хозяйстве нет остатков кирпича и для обустройства печи все равно придется покупать новый, то отдайте лучше предпочтение керамическому красному кирпичу. Его удельный вес гораздо легче шамотного. Он демонстрирует прекрасные технические свойства, надежность и прочность. А внешне, печь, выложенная красным керамическим кирпичом, будет радовать вас долгие годы своим стильным аутентичным видом.
Сама обкладка печи в бане кирпичом – процесс не очень сложный, и если точно следовать подробной инструкции, с этим сможет справиться даже новичок.
Схема обкладки кирпичом
Способы обкладки металлической печи в бане
Учитывая то, что каменная облицовка выполняет роль теплового экрана для металлической конструкции и не принимает на себя основной жар, существует несколько вариантов облицовки.
- Сплошная облицовка.
 Такой вариант предполагает быструю отдачу тепла, что в определенной мере снижает производительность печи. Такой вариант выполняется не часто и случит скорее в декоративных целях, когда эффективность печи не играет большой роли.
Такой вариант предполагает быструю отдачу тепла, что в определенной мере снижает производительность печи. Такой вариант выполняется не часто и случит скорее в декоративных целях, когда эффективность печи не играет большой роли. - Тепловой экран выглядит в виде небольшого каменного ограждения. Он создает комфорт для людей, находящихся в непосредственной близости от печи и повышает теплоотдачу.
- Облицовка-конвектор с продухами. Этот вариант является наиболее оптимальным для бани, так позволяет приспособить абсолютно любую металлическую конструкцию. При этом не играет большого значения даже сам объем парилки.
Схема облицовки во многом зависит от функциональности печи. Если обкладка носит чисто декоративную функцию, то ее можно сделать толстой, в целый кирпич.
Если же печь носит функцию водогрейки, то обкладку делают в пол кирпича.
Зазор между каменным экраном и металлическим корпусом печи рассчитать просто. На каждый кВт мощности добавляем 2 см к стандартным 3 см. Если же мощность печи превышает 12 кВт, то делаем максимально в 15-20 см. В противном случае обкладка печи не будет выполнять своей прямой задачи.
Если же мощность печи превышает 12 кВт, то делаем максимально в 15-20 см. В противном случае обкладка печи не будет выполнять своей прямой задачи.
Как обложить металлическую печь в бане кирпичом своими руками?
Прежде чем приступить к строительным работам по обкладке металлической печи в бане кирпичом, необходимо запастись всем необходимым инструментом и материалами.
Материалы, которые понадобятся для кладки печи.
- Красный полнотелый керамический кирпич (М-150.)
- Кладочный раствор (песок, красная печная глина).
- Материал для фундамента (цемент, щебень, песок).
- Рубероид.
- Доски для создания опалубки.
- Армирующая сетка.
Инструменты, которые понадобятся для кладки печи.
- Строительный уровень.
- Совковая лопата.
- Строительный маркер.
- Измерительная лента (рулетка).
- Строительный отвес.
- Кельма.
- Угломер.
Перед началом работ также необходимо определиться с местом размещения металлической печи.
Ее можно поставить в самый угол бани. Этим самым вы уменьшите расход кирпича. А можно установить металлическую печь на кирпичное основание, подняв ее над полом на 50-60 см.
Если печь устанавливается в бане с нуля, необходимо позаботиться не только о строительстве фундаменте, но и надежной защите деревянных перекрытий.
Для повышения пожаробезопасности помещения, необходимо деревянное перекрытие (стены, пол), возле которых располагается печь, выложить базальтовыми плитами. При этом высота плит должна превышать размер конструкции на 40-50 см.
Стена возле печи должна быть выложена базальтовыми плитами
Для надежности крепления, используйте саморезы.
Шаг 1. Строим фундамент под печь.
Фундамент под печь – это важнейший этап строительных работ, от которого зависит прочность и долговечность всей конструкции. Если на этапе строительства бани, вы уже уделили большое внимание возведению фундамента под печь, то для облицовки не нужно будет дополнительно возводить другое основание.
Основание под печь
Если же в прочности старого фундамента вы не уверены, то лучше потратить время и построить новый, ведь вес конструкции, после облицовки, значительно увеличится.
Важно! Фундамент под печь ни в коем случае не должен быть связан с основным фундаментом бани. При усадке конструкции или других явлениях, основание печи не должно быть деформировано.
Если масса печи вместе с кирпичной кладкой не будет превышать 700 кг, то отдельный фундамент можно не возводить.
Если в бане уже функционировала металлическая печь, то перед началом работ ее необходимо демонтировать.
Разметка фундамента под печь. Пример
- После того, как вы определились с местом расположения печи, отметьте строительным маркером на полу прямоугольник, по которому необходимо вырезать доски. Учитывайте, что размер фундамента должен превосходить размер печи на 10-15 см с каждой стороны.
Схема заливки фундамента под печь
- Вырезаем доски и убираем их в стороны.

- Теперь вырыть котлован глубиной 40 см. Используйте для этих работ штыковую лопату.
- Строим деревянную опалубку, которая выполняет функцию остова, формирующего фундамент. Для опалубки можно использовать фанерные доски, старые перекрытия, которые у вас есть в хозяйстве. Отмерьте длину и ширину вырытой ямы и отпилите по этому размеру доски. Соединяем доски и укладываем внутрь ямы.
- Теперь приступаем к гидроизоляции фундамента.
Это важнейшая составляющая работ при возведении фундамента. Если промерзший, напитанный влагой грунт, будет соприкасаться непосредственно с бетонным основанием печи, то на фундамент со временем может разрушиться.
- После того как опалубок прочно установлен и гидроизолирован, насыпаем подушку, задачей которой является удержание влаги. На дно ямы насыпаем щебень средней фракции и песок (примерно 10-15 см).
- Заливаем цементным раствором фундамент и сверху укладываем армирующую сетку. Не забудьте проверить строительным уровнем, насколько ровным получается фундамент.
 При необходимости, исправьте погрешность.
При необходимости, исправьте погрешность. - Делаем технологический перерыв, ожидая, пока фундамент полностью не застынет. На это может уйти 2-3 недели. Не торопитесь и не приступайте к облицовочным работам раньше срока, так как сырой фундамент не обеспечит должной прочности.
Шаг 2. Делаем основание под печь.
- После того, как вы убедились, что фундамент полностью застыл, необходимо в один слой из кирпича выложить основание.
- Проверьте строительным уровнем горизонтальность кладке.
- Создаем гидроизоляцию основания рубероидом.
- Сверху укладываем железный лист, который должен превышать размер кирпичной кладки на 10 см по периметру.
- Ставим сверху металлическую печь и еще раз внимательно проверяем горизонт уровнем. Чтобы после выполнения работ не пришлось очищать печь от раствора, оберните ее полиэтиленом.
Оборачиваем печь в полиэтилен
Шаг 3. Готовим раствор.
Идеальным раствором для облицовки металлической печи является смесь глины и цемента. Точной пропорции не существует, ориентироваться здесь, скорее, стоит на консистенцию. Она по внешнему виду должна напоминать густую сметану, без комочков и камешков.
Точной пропорции не существует, ориентироваться здесь, скорее, стоит на консистенцию. Она по внешнему виду должна напоминать густую сметану, без комочков и камешков.
Печники советуют брать равное количество глины и цемента, добавляя примерно 30 % речного песка.
Раствор для облицовки банной печи готовится проще, чем для обычной кладки печи. Главным условием является добиться однородной массы.
Вымешиваем раствор для кладки
- Для этого в отдельной металлической емкости размешайте сухую смесь и добавьте воды. Воду добавляйте постепенно, иначе очень сложно будет избавиться от комочков.
Глиняный раствор кладочный проверяем смесь
Для того чтобы проверить, насколько хорош раствор для кладки, возьмите небольшое количество смеси и нанесите мастерком на кирпич.
Накладываем раствор на кирпич
Раствор не должен сползать и течь с кирпича. Если густоты недостаточно, то можно добавить в смесь небольшое количество песка.
Шаг 4. Подготовка кирпича к облицовке.
Отмерьте то количество кирпича, которое вам понадобится для первого этапа работ. Отберите порцию красного керамического кирпича, хорошо его очистите и замочите на 12 часов в воде.
Замочите кирпич в воде
Это необходимо для того, чтобы он не впитывал влагу и раствора во время кладки.
Если используете старый кирпич, то хорошо почистите его перед кладкой.
Шаг 5. Обкладка печи.
Существует несколько вариантов кладки: сплошным колодцем или решетчатый. Решетчатый вариант смотрится более декоративно, но за счет большого количества отверстий, значительно снижается эффективность теплового экрана.
Если корпус печи круглый, то и кладку необходимо выполнять в точном соответствии с формой печи. Это, конечно, потребует гораздо больше усилий и сноровки, но сама техника порядовки меняться не будет.
Расстояние между металлическим корпусом печи и камнем должно быть не менее 4-5 см, при этом не нужно делать никаких перемычек или ставить распорки между двумя материалами. При нагревании, металл будет расширяться, что в свою очередь, окажет давление на кирпич, либо может быть поврежден сам корпус печи.
При нагревании, металл будет расширяться, что в свою очередь, окажет давление на кирпич, либо может быть поврежден сам корпус печи.
Печь облицованная кирпичом
Здесь очень важно рассчитать оптимальное расстояние между кирпичной стеной и металлическим корпусом печи. Если сделать его слишком маленьким, кирпич быстро придет в негодность и растрескается. Если сделать большим, то это будет препятствовать качественному нагреванию печь и в парилке не будет необходимой температуры.
Средний размер печи занимает 13-15 рядов. Лучше работу разделить на 2 этапа. В первый день уложите 7-8 рядов и оставьте на ночь. На второй день проверьте усадку конструкцию и выполните оставшиеся ряды.
Толщина укладки производится в пол кирпича. Этого будет достаточно, чтобы печь аккумулировала тепло и быстро прогревала помещение.
Процесс облицовки печи
Укладка кирпича с целью облицовки металлической печи ничем не отличается от кладки обычной печи.
- Начинаем каждый ряд вести с угла, а после его укладки проверяем по горизонту строительным уровнем.
 Чтобы четко соблюдать угол кладки, используйте угломер или отвес.
Чтобы четко соблюдать угол кладки, используйте угломер или отвес. - Мастерком аккуратно наносите раствор на кирпич и сразу же снимайте излишки смеси. Следите за тем, чтобы на внутренней стороне теплового экрана не оставалось раствора. Иначе он засохнет, и это будет снижать циркуляцию воздуха внутри конструкции.
- На второй ряд уложите армирующую сетку, для придания жесткости конструкции. А 2-1 и 3-й ряд между собой свяжите проволокой.
- Второй ряд предполагает воздушные зазоры, через которые раскаленный воздух будет выходить наружу. Достаточно будет просто оставить два зазора в ½ кирпича для этого. Повторяйте это на 6 и 8 ряду. Слишком много таких вентиляционных отверстий делать не стоит, так как это может снизить эффективность теплового экрана. Двух внизу и вверху будет достаточно.
- Третий ряд выкладываем так же, как и первый, но соблюдаем шахматный порядок. Выдерживайте шов в 5 мм.
- В зависимости от того, на каком ряду у вас будет приходиться отверстие для дверки топки и поддувала, укладываем ряд на металлический уголок.
 Для придания жесткости конструкции, будет не лишним укрепить этот ряд, перевязав его металлической проволокой. Учитывайте движение двери топки, которая ни в коем случае не должна задевать стенок при открытии.
Для придания жесткости конструкции, будет не лишним укрепить этот ряд, перевязав его металлической проволокой. Учитывайте движение двери топки, которая ни в коем случае не должна задевать стенок при открытии. - Последний ряд может сделать произвольно, украсив лесенкой или просто насыпать на него камней.
Некоторые предпочитают заканчивать кладку кирпича на уровне плиты, на котором расположены угли. Это позволяет любоваться раскаленными углями, а некоторые закрывают кладкой дымо отводящую трубу.
Порядовка от этого не меняется, поэтому вы выбирайте наиболее оптимальный для себя вариант.
Шаг 6. Протопка печи.
После того, как вы выложили каменный колодец вокруг металлической печи, очень важно подготовить ее к дальнейшей эксплуатации.
Не нужно сразу давать максимальную температуру. Выполните 2-3 тестовые топки, используя минимальное количество дров и не доводя печь до максимальной температуры.
Это позволит хорошо просушить раствор и печь вам прослужит долго, а баня будет радовать хорошей температурой и уютной атмосферой.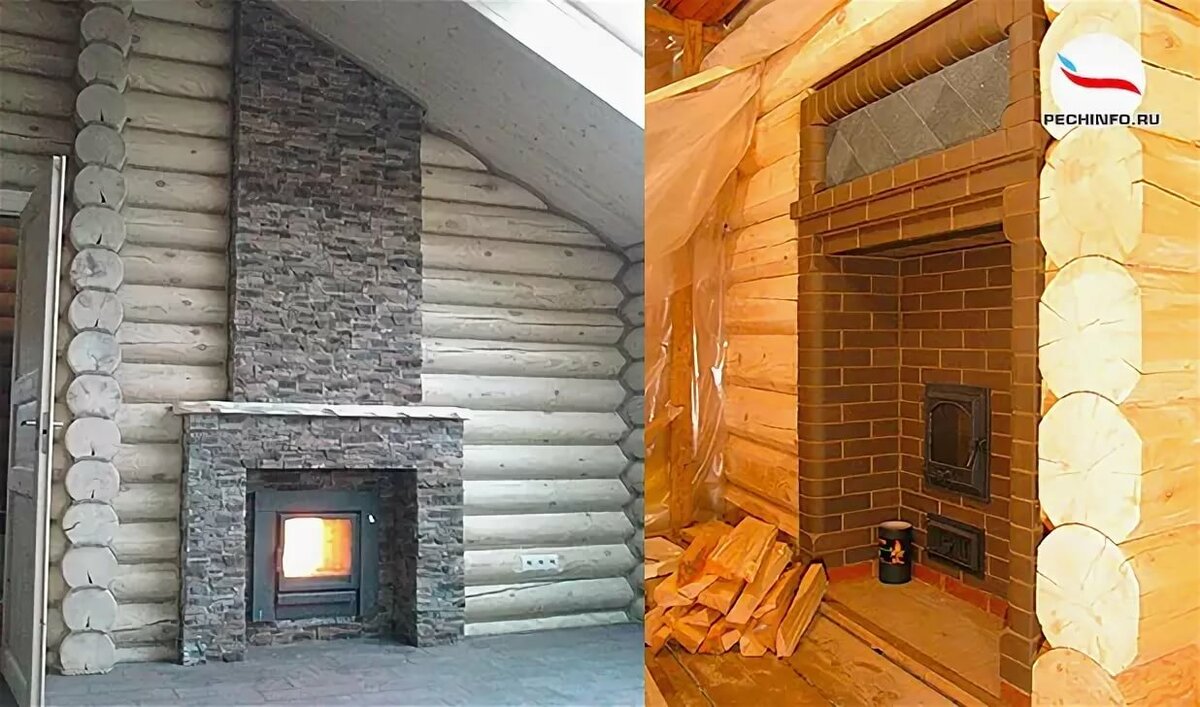
Как правильно установить печь в бане
Для правильной установки банной печи «Тройка» под обкладку необходимо устройство кирпичного экрана. Он необходим для устранения интенсивного инфракрасного излучения от металлической печи и создания комфортного микроклимата в помещении парной. Как это сделать?
Фундамент под банную печь
Для любой кирпичной кладки необходим фундамент. В большинстве случаев банная печь устанавливается в стену. Поэтому фундамент для печи должен либо изготовлен вместе с фундаментом бани и иметь прочную связь с ним, или сделан полностью независимым от фундамента здания. Бетонный фундамент должен быть выше уровня земли на 150-200 мм.
Установка печи
На фундамент делается гидроизоляция двойным слоем рубероида. Потом выкладываем цокольную (подпольную) часть печи любым полнотелым кирпичом. Если запланирована приточная вентиляция, тогда заводим трубу вентиляции в цокольную кладку. Для кладки цоколя используем цементопесчаный раствор любой марки.
Для кладки цоколя используем цементопесчаный раствор любой марки.
Обкладка печи кипичом
Печь устанавливаем на первый или второй ряд лицевой кладки над чистым полом. Чем ниже, тем лучше. Во втором – третьем ряду лицевой кладки устраиваем конвекционные отверстия, по 3-4 штуки на каждую сторону обкладки. Кирпичный экран делаем толщиной ½ кирпича (120 мм). Между металлической печью и кирпичным экраном должен быть зазор 60-100 мм для свободного движения воздуха и охлаждения металлической печи. В местах, где металлические части печи выходят из кладки, оставляем зазоры 10-20 мм для свободного расширения металла. Для кладки кирпичного экрана подходит любой полнотелый керамический (глиняный). Самый распространенный в продаже кирпич Витебского завода.
Кладочный раствор
Кладку кирпича делаем на глинянопесчаном растворе. В продаже имеется много подобных готовых смесей разных производителей. Состав их – просеянный песок и порошок красной сушеной глины. Недостаток глиняно-песчаных смесей любых производителей – нестабильное соотношение глины и песка. Поэтому часто требуется доводить смесь до нужного качества добавлением порошка чистой глины (при тощем растворе) или добавлением просеянного песка (при жирном растворе). Если раствор тощий работать с ним тяжело – он очень быстро высыхает в кладочном шве и сложно успеть выровнять уложенный кирпич. Если раствор очень жирный, то он прилипает к мастерку и при высыхании в швах растрескивается. При толщине шва 5-7 мм расход смеси: мешок на 70-80 штук кирпича. Для того, чтобы увеличить прочность кладки и исключить вымывание раствора из швов, можно добавить немного цемента (200-400 гр/на ведро) в раствор. Высокая прочность раствора нежелательна, так как печь подвержена неравномерному нагреванию, соответственно возможно появление температурных трещин. При высокой прочности кладки эти трещины могут образоваться не по швам, а по кирпичам и отремонтировать их гораздо труднее.
Недостаток глиняно-песчаных смесей любых производителей – нестабильное соотношение глины и песка. Поэтому часто требуется доводить смесь до нужного качества добавлением порошка чистой глины (при тощем растворе) или добавлением просеянного песка (при жирном растворе). Если раствор тощий работать с ним тяжело – он очень быстро высыхает в кладочном шве и сложно успеть выровнять уложенный кирпич. Если раствор очень жирный, то он прилипает к мастерку и при высыхании в швах растрескивается. При толщине шва 5-7 мм расход смеси: мешок на 70-80 штук кирпича. Для того, чтобы увеличить прочность кладки и исключить вымывание раствора из швов, можно добавить немного цемента (200-400 гр/на ведро) в раствор. Высокая прочность раствора нежелательна, так как печь подвержена неравномерному нагреванию, соответственно возможно появление температурных трещин. При высокой прочности кладки эти трещины могут образоваться не по швам, а по кирпичам и отремонтировать их гораздо труднее.
Протопка печи после установки
После установки дымохода можно топить печь. Первые несколько протопок делаются в щадящем режиме по 20-30 минут. Для того чтобы раствор в кладке равномерно высох.
Первые несколько протопок делаются в щадящем режиме по 20-30 минут. Для того чтобы раствор в кладке равномерно высох.
Проводя первые интенсивные топки печи, обязательно проконтролируйте нагрев всех близлежащих поверхностей вокруг печи и дымохода на всем его протяжении, особенно в районе прохождения дымохода через перекрытия.
Легкого Вам пара с новой печью для бани — «Тройка»!
Автор статьи Орлов Виталий — наши золотые руки!
Обкладка печи в бане
Обкладка печи в бане кирпичом собственными руками
Отделка кирпичем печи из металла — одно из очень частых решений. Печь смотрится гораздо эстетичнее и при этом не теряет собственных параметров. Но ошибочная кладка может привести к катастрофическим последствиям, благодаря этому главное исполнять технологию укладки. И перед этим хорошо было бы проверить состояние печи, трубы и напольные основания. Как обложить металлическую печь в бане кирпичом — попытаемся разобраться в публикации.
Выбор кирпича
Не любой материал подойдет для отделки печи. К кирпичу предъявляют ряд условий. Печка накаливается до высоких температур, а это означает и кирпич должен выдерживать такие температуры.
Подойдёт огнеупорный кирпич, огнеупорный глиноземный, клинкерный или жаропрочный красный. Такие варианты могут выдержать большие температуры, они полнотелые и проживут у вас долгое время.
Нельзя ни в коем случае применять щелевые кирпичи, силикатные и щелевые. Они не стойки к очень высоким температурам, не перенесут нагревов.
Огнеупорный кирпич можно использовать даже при нагревах более 1000 градусов. Делается на основе глины благодаря обжигу и с добавкой шамотной крошки. Огнеупорный кирпич, не обращая внимания на свой не тяжелый вес — плотный. А ввиду его легкого веса он пропускает тепло быстрее иных.
Но стоит материал достаточно дорого. Благодаря этому чтобы сэкономить его применяют для частичной обкладки: применяют его конкретно у источника огня.
Красный шамотный кирпич обойдется в несколько раз доступнее, благодаря чему применяется он намного чаще.
Делается также из глины. Он может применяться для полной обкладки либо же исключительно на месте очага огня. Кирпич красного цвета копит в себе тепло и отдает его.
Глиноземный пользуется популярностью из-за его цены и замечательных параметров.
Жаропрочный, удержит режим температур более 1000 градусов. Для бани прекрасно подходит, так как ему не страшны перепады, что важно для холодного помещения. Его востребованность еще поясняется очень высокой прочностью, на него в разогретом состоянии можно лить холодную воду, что нравится многим поклонникам бани. Отслужит материал не одно десятилетие.
Клинкер по стоимости не уступает шамотному, благодаря этому его применяют очень редко. Выдержит большие температуры, но показатель меньше, чем у тех же шамотных. внешний вид не меньше важен. Сама по себе металлическая печка выглядит не красиво. Благодаря этому главное купить материал качественный.
Перед приобретением осмотрите несколько кирпичей. Неровностей не должно быть и впадин. Можно даже померять их. Не должно быть отклонений у кирпичей одной партии более чем в 2 мм.
Можно даже померять их. Не должно быть отклонений у кирпичей одной партии более чем в 2 мм.
Можно тоже взглянуть кирпич в разрезе: он обязан быть без пятен и отлично покрашен. В первую очередь попросите сертификаты качества, если таких нет, не нужно покупать ничего в этом магазине.
Материалы и инструменты
Процесс кирпичной кладки не выделяется сложностью и вполне под силу даже новичку. В процессе вам не придется своеобразный инструмент или материалы. Готовить все следует сразу, дабы во время работы не бежать в магазине за недостающим инструментом.
- Мастерок. Мастерком наносят смесь и также снимают ее избытки с поверхности кирпича;
- Молоток с кирочкой — инструмент который понадобится в любой работе с камнем. С одной стороны у молотка боек гораздо уже привычного, с которым работать при укладывании камня довольно комфортнее. А со второй кирка, которая пригодится для деления кирпича;
- Для расшивки швов потребуется специализированная смесь-затирка.
 Так поверхность станет смотреться намного красивее, плюс это прибавляет к прочности конструкции;
Так поверхность станет смотреться намного красивее, плюс это прибавляет к прочности конструкции; - Крученый шнур для контроля ровности кладки. Подойдёт изделие из капрона или леска. Шнур обязан быть виден неподготовленным глазом;
- Рейка древесины с сечениями. Она еще называется порядовкой. Она необходима для нанесения размеченной линии рядов;
- Для контроля ровности в вертикальном положении потребуется отвес;
- Для добавочной проверки горизонтальных уровней применяют уровень. Для более точных замеров применяют дополнительно правило;
- Чтобы приготовить раствор потребуется ведро и лопата для замешивания.
Самый основной материал в процессе кладки, разумеется, кирпич. Благодаря этому во время его покупки негоже брать первый попавшийся вариант. Кирпич обязан быть крепким, чтобы прослужить долгое время. Очень важный признак — огнеупорность, без этой характеристики применить кирпич нельзя. В то же время он обязан быть уплотненным, а не полым.
внешний вид не принципиален, подойдёт как кирпич с рисунком, так и полностью гладкий. Кирпич рельефный служит сам по себе как декоративное украшение и выглядит он намного эффектно.
Кирпич рельефный служит сам по себе как декоративное украшение и выглядит он намного эффектно.
Кол-во материала высчитывается в расчете размеров печки плюс база. Если предполагается расширение, то в расход включается и такой параметр. Дымоотвод тоже входит в счёт. Аналогичным образом, рассчитывается общая поверхностная площадь и разделяется на сторону одного кирпича. На всякий пожарный случай приобретите немножко побольше, на процентов 15, на случай повреждения или неверных расчетов.
Кирпич ложится на специализированный раствор. Его характеристики тоже должны походить. Он обязан быть стоек к большим температурам и не трескаться. Раствор можно сделать своими руками или приобрести уже смесь которая уже готова к использованию.
Первый вариант подойдет для тех, кому пришлось столкнуться с аналогичным видом работ. А если решительности в собственных силах нет, то удобнее купить готовый вариант. Не забывайте, что от качества смеси зависит и его качество, и служебный срок.
Если вы все же решили сделать раствор самостоятельно, то приготовьтесь к тому что может быть с первого раза он не выйдет. Смесь должна изготавливаться в отчетливых пропорциях и замешиваться до конкретной консистенции. Под основу печи ложится лист защиты от негативного воздействия влаги. Он обязан быть стоек к большим температурам. Очень часто применяют рулонный кровельный материал.
Работы по подготовке к укладке
Печь из металла ставится на негорючее основание. Это же основание и послужит основой для кирпича. Если например таковое отсутствует, тогда нужно будет демонтировать печь и положить рулонный кровельный материал. Лист обязан быть шире самой печи на 10-15 см, так как на него будет ложится кирпич. Подобный вариант подходит исключительно для крепкого основания из бетона.
После того как произошла установка материал оставляют до полного схватывания. А потом печка водворяется на место. Для того чтобы в процессе кладки ряды были идеальными установите по краешкам основания бруски вертикально. Выходит их должно быть 4 штуки по краешкам.
С основанием из бетона все очень просто, а вот в случае полов из дерева все чуть сложнее. Замечательный вариант — фундаментная заливка. Часть досок убирается и формируется ямка глубиной в 40 см. На днище сыпется щебень и песок. А потом ложится каркас из арматуры и опалубка. Яма заливают при помощи бетона. Поверхность ровняется и оставляется до полного высыхания. На залитой поверхности ложится кирпич.
Замечательный вариант — фундаментная заливка. Часть досок убирается и формируется ямка глубиной в 40 см. На днище сыпется щебень и песок. А потом ложится каркас из арматуры и опалубка. Яма заливают при помощи бетона. Поверхность ровняется и оставляется до полного высыхания. На залитой поверхности ложится кирпич.
Фундаментная заливка необходима только к примеру если кладка предполагается не только по периметру печи, но до потолка. Если у вас есть желание обложить только печь и уверенны в прочности пола из дерева, то действительно можно обойтись без заливки.
Кто-нибудь не желает задумывать сложных работ по заливке. Как правило этого получиться избежать, но придется все равно потрудиться. Пол из дерева должен выдерживать вес печи одновременно с кирпичом, а для этого придется поднять пол и осмотреть доски и бруски из древесины на наличие гнили и прочих повреждений. Если пол новый, то можно обойтись и без этого пункта.
Печь, особенно в доме из дерева, обязана отвечать всем уровням безопасности. Благодаря этому в первую очередь обязан быть изоляционный слой с устойчивыми к жару параметрами.
Благодаря этому в первую очередь обязан быть изоляционный слой с устойчивыми к жару параметрами.
Прежде чем обложить печь в бане, кирпич вымачивают в водной массе, благодаря этому держите рядом ведро с водой. Для чего это необходимо? Кирпич быстро поглощает жидкости, и чтобы кирпич не впитывал раствор его заранее смачивают.
Укладка выполняется поэтапно: ряд за рядом. После работ по укладке трех, выполняется расшивка швов, из-за того что она возможна лишь тогда, когда раствор еще не засох. Избытки убираются здесь же.
Методика обкладки
Заранее уже стоят вертикально бруски. Вот между ними натягивается шнур или нить. Она должна идти от потолка до пола. Натянутая нить служит маяком для ровности ряда.
Между кирпичем обязан быть шов. Вертикальные швы обязаны быть размером около 5-7 мм, а горизонтальные 8-10. Для оснащения свободного хода тепла в каждом ряду оставляется маленькой просвет. А порой кирпич просто кладут решёткой. Тем более в банях.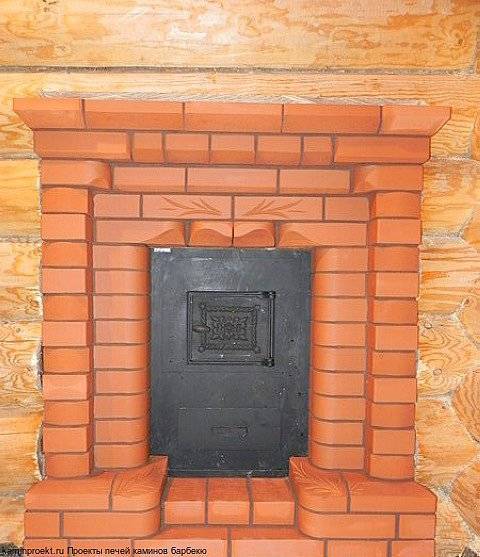
Начальный ряд обязан быть очень ровным, так как собственно на него равняются все дальнейшие. Благодаря этому контролируйте его ровность очень внимательно. Как только ряд уложен сразу необходимо удалить избытки раствора. Если имеется потребность в подбивке кирпича, то выполнить это можно киянкой.
Поэтапно двигаясь по рядам, вы дойдете до проемов в печи. Следите, чтобы створка печки открывалась свободно. Если Вы запланировали закрыть кирпичом и трубу, то побеспокойтесь о ее надежности и прочности, из-за того что после работ по укладке доступа к ней не будет. Также необходимо будет оставить просвет для проветривания.
Как только кирпич уложен, необходимо подождать полного схватывания раствора. Он должен просохнуть сам, никакие подручные средства для достаточно быстрого схватывания не допустимы.
Раствор может просто растрескаться, что приводит к надобности полной переделки всей работы. Печку не обязательно обкладывать полностью. Некоторые закрывают кирпичом лишь часть, к примеру, только тыльную. Читайте также — Чем замазать печь чтобы она не трескалась от жара.
Читайте также — Чем замазать печь чтобы она не трескалась от жара.
Рекомендации печников
Обкладка печи в бане кирпичом собственными руками не относится к трудным работам. Но не забывайте, что во время работы с печкой требуется соблюдать все меры безопасности. И прежде чем класть кирпич необходимо проверить целость самой печки и трубы.
Облицовка печи в бане: удобные и хорошие материалы для отделки
Печь в бане — не только устройство для обогревания помещений, но и стильный интерьерный компонент. Благодаря этому ее внешней отделке уделяют очень много внимания. На рынке строительных услуг представлены хорошие и удобные материалы, из которых делается облицовка печи в бане.
Взвешенный выбор оптимального материала зависит от концепции дизайнера, стиля интерьера и материальных возможностей заказчика.
Специфики декоративной отделки печи
Хорошая облицовка печи для бани должна походить ключевым условиям эксплуатации: держать большую влажность, температурные перепады, давать долговечность и безопасность поверхности. Отделанная печь должна быстро подогревать банные помещения и создавать удобный климат в середине.
Отделанная печь должна быстро подогревать банные помещения и создавать удобный климат в середине.
Отделка печи в бане имеет ряд положительных качеств, среди них выделяют такие:
- быстрое и одинаковое нагревание помещений;
- аккумуляция тепла на продолжительное время;
- наименьшие риски получения ожога от разогретой печи;
- не случается пересушивания воздуха;
- простота и доступность обслуживания готовой отделки;
- красивый внешний вид оборудования для отопления;
- стойкость к ударам царапинам и так далее и деформациям.
Виды печной отделки
Кроме того, что печь — это основное оборудование для отопления, она также исполняет художественную функцию.
Отделка печи для бани осуществляется с использованием практичных и долговечных материалов для декоративных работ:
- плитки из керамики;
- шамотного кирпича;
- искусственного и настоящего камня;
- структурной штукатурки;
- изразцов;
- каркаса из пластин из металла.

Все материалы выделяются большими рабочими характеристиками и монтажными спецификами.
Плитка из керамики — роскошь и долговечность
Самым лучшим облицовочным материалом печки для бани считается плитка из керамики. Она выделяется легкостью монтажа, привлекательной ценой и долговечностью.
Для работ по отделке применяются следующие разновидности плитки:
- Клинкерная . Она делается из красной глины с добавкой шамотного компонента, плавителя и красителя.
- Майолика . Материал с прессованной основой, покрыт защитным глазурным слоем. Подобный тип плитки выделяется красочной палитрой цветов, декоративными узорами и орнаментами.
- Теракота . Материал для облицовки, который по рабочим свойствам похож с майоликой. Принципиальные отличия — структура с порами и отсутствие защитной глазури. Теракота выделяется долговечностью, очень высокой прочностью и стойкостью к ударам царапинам и так далее. Аналогичный вид плитки делается в форме круга.
- Мраморная .
 Материал такого рода выделяется очень высокой устойчивостью к износу, удобностью и доступностью процесса установки, лишен почти что всех минусов.
Материал такого рода выделяется очень высокой устойчивостью к износу, удобностью и доступностью процесса установки, лишен почти что всех минусов.
Подбирая аналогичный вид облицовки, хозяева печей задаются актуальным вопросом, какой плиткой лучше обкладывать оборудование для отопления. Мастера полагают, что прекрасным вариантом считается материал, который имеет очень маленький показатель температурного расширения и плотную структуру — фасадная плитка под кирпич.
Шамотный кирпич: надежность и безопасность
Декоративное оформление печи для бани кирпичом — очень недорогой и простой вариант для хозяев, которые решили заняться отделкой своими силами.
Материал имеет несколько положительных качеств:
- быстрый и безопасный нагрев;
- аккумуляция и поддержание тепла очень долго;
- стойкость к очень высокой влаге;
- низкая цена и легкость монтажа.
Работы по обкладке печи в бане кирпичом заключаются в оборудовании хорошего декоративного экрана по периметру оборудования. Для увеличения эстетичности и привлекательности разрешается комбинирование материала разной палитры цветов.
Для увеличения эстетичности и привлекательности разрешается комбинирование материала разной палитры цветов.
Для наполнения швов лучше всего применять затирку, устойчивую к очень высокой влаге и температурным перепадам.
Ненастоящий и природный камень: элегантное благородство
Важным плюсом отделки камнем для декоративных работ считается создание изысканный и красивого вида. Большая прочность, долговечность, экологичность, стойкость к большим температурам, многообразие палитр цветов и фактур дает возможность применять облицовочный материал помещений бани.
Для работ по отделке применяются такие варианты камней:
Искусственные камни смогут выдержать довольно большое количество нагреваний, они отлично аккумулируют энергию тепла и поддерживают установленную температуру длительное время. Более того, аналогичный материал устойчив к действию кислот и щелочей.
По собственным рабочим свойствам совсем не уступают природным камням искусственные детали. При их помощи можно качественно обложить печь в парильне или домашний камин.
Методика укладки камней проста, благодаря этому не просит добавочной подготовки. Оригинальные формы компонентов могут вызвать определенные проблемы в процессе подгонки, благодаря этому перед монтажем рекомендуется выполнить раскладку материала на ровном основании. Камни нумеруются и закрепляются на печной поверхности с помощью состава клея.
Текстурная штукатурка: простота и доступность
Обычный вариант отделки русской печи — оштукатуривание поверхностей. На протяжении какого-то времени декоративные и свойства защиты штукатурного состава уменьшаются, что попросит постоянного изменения отделки.
Главное! Текстурная штукатурка применяется исключительно для печей сделанных из кирпича и не подойдет для железных устройств.
Заштукатурить печь в бане просто, все работу осуществляются в такой последовательности:
- поверхность очищается от пыли, мусора и остатков соединительного раствора;
- швы расчищаются в глубину на 10 мм;
- до начала отделки печь нагревается;
- на поверхность ставится сетка из прутьев металла с фиксацией на проволоку;
- поверхность увлажняется и наноситься первичный слой смеси для штукатурки;
- после того как застынет штукатурки наноситься вторичный слой.

Толщина каждого будущего слоя не будет больше 6 мм. Раствор для штукатурки наноситься с помощью мастерка, равняется по поверхности шпателем. При оштукатуривании поверхности следует избегать возникновения недостатков — воздушных пузырьков и наплывов.
После того как застынет слой находящийся сверху тщательно зачищается до получения плоской поверхности.
Изразцы: необычность и функциональность
Использование изразцов — древний способ отделки печного оборудования для бани. Изразцы являют собой плитку, сделанную из гончарной гибкой глины благодаря обжигу в печи при температуре более 1000 градусов. С обратной стороны плитки есть румпы, предназначающиеся для фиксации материала на поверхности любого типа. Изразцы показаны в нескольких категориях:
- с ровной поверхностью;
- майоликовые;
- с глазурованной поверхностью;
- с рефленой поверхностью.
Изразцы выделяются большими рабочими характеристиками — долговечностью, удобностью, прочностью и большой отдачей тепла.
Работы по обкладке изразцами стоит поручить специалистам, которые отлично сделают монтаж материала на поверхности печей.
Каркас из металла: доступность и безопасность
Печь для бани можно обложить каркасом из металла, который ставится сверху на устройство и закрывается защитными щитами. Каркас из стали обеспечивает прекрасную защиту портала печи и идеальный уровень нагрева воздуха в помещении.
Аналогичная отделка имеет следующие преимущества:
- накапливает выделяемую энергию тепла;
- быстро нагревает воздух и стенки в помещении;
- выделяется низкой стоимостью и легкостью монтажа.
Большой недостаток аналогичной отделки — возможность получения ожогов при прямом контакте с поверхностью. Благодаря этому профессионалы не советуют ставить каркасы из металла для печей в банях, во избежание допустимого травматизма.
Правильный выбор материала для декоративных работ для отделки и соблюдение тех. процесса обеспечит правильную эксплуатацию печи для бани и создание комфортабельного климата в помещениях.
Как обложить
печь в бане кирпичом – руководство по отделке печи
Любой хозяин своей бани знает, что обогрев можно совершать при помощи кирпичных и железных печей. В публикации речь пойдёт про то, как обложить печь в бане кирпичом, что необходимо знать тем банщикам, которые пользуются конструкцией из металла.
Для чего необходимо обкладывать
печь кирпичом
Последующее описание процесса процесса установки кирпичного кожуха исполнено на примере банной печи из металла – Сахара 16. Преимуществом этого аппарата считается то, что подогрев происходит приблизительно за 30 минут. Однако о равномерном прогревании воздуха и не скажешь. Потому воздух в помещении вблизи печи может быть, как тёплым, так и обжигающе горячим.
По факту же в бане нужно получить мягкий воздух, который гарантирует глубокое нагревание и окажет хорошее влияние на организм человека. Основой столь плохого обогревания считается разница во времени, которое необходимо для нагревания камней и самой печи.
Конструкция из металла накаливается до предела, а сами камни необходимого пара не делают. Помочь в решении этой проблемы оказывается очень просто: необходимо обложить печь из металла в бане кирпичом, чтобы сделать лучше ряд рабочих свойств.
Каким обязан быть кирпич и раствор для кладки
Применять для укладки можно исключительно полнотелый шамотный кирпич и только не обычный строительный. Кирпич бывает как с обыкновенной красной поверхностью, так и с необычной текстурной, что применяется в целях декора.
В большинстве случаев обкладка печи в бане кирпичом выполняется с применением таких видов связующих смесей:
- раствор из цемента с добавкой шамотной глины;
- глинную смесь и песка;
- цемент с клеем для укладывания плитки из керамогранита.
Метод укладки кирпичных рядов
Формируется укладка обыкновенным способом с расположением кирпича как в шахматах: каждый последующий ряд смещается на половину кирпича. Для экономии оборотных средств можно кирпич для обкладки печи из металла в бане устанавливать ребром, Но тогда стенка выйдет тоньше и результативность ее станет меньше. Прекраснее всего ложить кирпич полностью на всю ширину.
Для экономии оборотных средств можно кирпич для обкладки печи из металла в бане устанавливать ребром, Но тогда стенка выйдет тоньше и результативность ее станет меньше. Прекраснее всего ложить кирпич полностью на всю ширину.
Сразу стоит объяснить, что отделка печи для бани кирпичом выполняется так, чтобы между экраном и системой печи соблюдался просвет от 1 до 10 сантиметров толщиной. Естественно, подбирая значение толщины можно ориентироваться лишь на наличие свободного пространства в комнате.
Если просвет окажется меньшей обозначенного диапазона значений, то печь при работе будет слишком накаливаться, что снизит срок ее службы, а если больше – то кирпич не будет достаточно хорошо разогреваться.
В процессе укладки кирпича, любое изделие необходимо заранее намочить в воде, что существенно сделает лучше сцепку применяемого раствора. Швы в кладке нужно затирать, применяя тот же раствор.
Не во всех рядах необходимо оставить маленькие отверстия для вентилирования зазора меду кирпичным экраном и стенками печи. В большинстве случаев хватает четырех маленьких окон на любую из кирпичных стенок.
В большинстве случаев хватает четырех маленьких окон на любую из кирпичных стенок.
Говоря о том, как обложить металлическую печь в бане кирпичом, необходимо рассмотреть и способ упрочнения кладки. Для этого на четные или нечетные кирпичные ряды ложится резаная сетка из металла для армирования.
Однако данная мера предосторожности считается не обязательной, потому как правильно сделанная укладка и без армировки будет стоять слишком долго.
Как почистить кладку от излишков раствора
Как только обложить металлическую печь в бане с помощью кирпича, необходимо выждать день до первичного застывания раствора, а потом приступить к удалению пятен. Хоть печь и считается сооружением по существу техническим, но на фоне привлекательного интерьера бани смотреться она будет коряво, если кладка, выполненная из кирпича будет загрязнена.
Применять для очистки можно привычную дрель с насадкой-щеткой, но исключительно для убирания излишков, а вот пятна моются жёсткой щеточкой и раствором на мыльной основе. В конце концов будет получена не только продуктивная, но и очень привлекательная печь для бани, с которой разрешено делать фото и ставить их на специальные строительные сайты!
В конце концов будет получена не только продуктивная, но и очень привлекательная печь для бани, с которой разрешено делать фото и ставить их на специальные строительные сайты!
Плюсы железных печей для бани с кирпичным кожухом
Металлическая банную печь обложенная кирпичом имеет следующие рабочие плюсы перед открытыми конструкциями:
- Нагревание воздуха в помещении выполняется одинаково, потому как сначала тепловая энергия скапливается кирпичным экраном, а уже потом от кладки прогреваются массы воздуха. Да и для тела человека такой воздух кажется намного более приятным, если даже его температура довольно высока.
- Камни в печах такого типа прогреваются также достаточно быстро, а поэтому влажненького пара в период выполнения процедур всегда будет в изобилии.
- Объема энергии тепла, скапливаемой в кирпичном экране при нагреве, хватает для того, чтобы пару часов подряд париться без добавки топлива.
- Также укладка исполняет важнейшую функцию защиты.
 Если в процессе похода в баню дотронуться оголенным участком кожи к раскаленному металлу печи, то очень сильный ожог гарантирован, а кирпич до такой температуры не накаляется.
Если в процессе похода в баню дотронуться оголенным участком кожи к раскаленному металлу печи, то очень сильный ожог гарантирован, а кирпич до такой температуры не накаляется.
За минус можно сосчитать увеличение времени прогревания всего комплекса, но в действительности даже час – это довольно небольшой срок для этой процедуры, как растопка бани. В сегодняшней бане этот час найдется куда истратить. Возможно организовать посиделки в комнате отдыха, либо заготовить все что необходимо для чайной церемонии после проведывания сауны.
Итог
В публикации детально описан созидательный процесс кирпичного экрана для печи из металла. Если действовать правильно, то продуктивность нагревательного агрегата увеличиться, а посещение бани станет куда более приятным процессом. При большом желании можно поручить строительство экрана профессионалу, который на себя возьмет ответственность за все шаги – от закупки требуемых материалов до их укладки и введения печи в эксплуатирование.
Как быстро и красиво собрать кирпичный портал банной печи без навыков печника ?
Обкладка печи в бане кирпичом от а до я в одном ролике.
Навигация по записям
Керамические печи для соляных ванн | Upton Industries
Максимальное рабочее пространство с минимальной площадью ванны
Благодаря уникальной конструкции размещения электродов в погруженном состоянии электроды не занимают никакой части ванны. Только активное лицо соприкасается с ванной. Эта единственная открытая поверхность электрода сводит к минимуму размер ванны и увеличивает срок службы электрода по сравнению с конструкциями с погружным электродом, при этом устраняя коррозию на границе раздела воздух/соль.
Конвекционные циркуляционные потоки
Погружное размещение электродов Upton обеспечивает более равномерную температуру ванны и движение соли за счет естественных конвекционных потоков. Нагретые соли поднимаются в ванну, а более холодные соли падают в область электрода для повторного нагрева.
Тройная керамическая огнеупорная стеновая конструкция
Конструкция тройной огнеупорной стенки Upton разработана таким образом, что температурный градиент через стенку вызывает затвердевание любой соли через футеровку ванны из твердого кирпича внутри промежуточных литейных огнеупорных материалов. Эта специально разработанная конструкция огнеупорной конструкции ограничивает начальное поглощение солей стенками от 5 до 8 процентов от объема ванны, в отличие от поглощения от 140 до 150 процентов, наблюдаемого в некоторых конструкциях печей, в которых используется конструкция из двойных огнеупорных стенок со стальными внешними оболочками.
Эта инженерная конструкция с тройными стенками позволяет печи стать монолитной конструкцией, герметизируя огнеупоры и сводя к минимуму возможность деформации наружной стенки или утечки из печи.
Расположение электродов обеспечивает свободную рабочую зону и зону очистки
Конструкция погружного электрода Upton создает чистый объем ванны без каких-либо выступающих препятствий, что обеспечивает максимальную рабочую зону и упрощает обслуживание ванны.
Конструкции керамической печи для соляной ванны Upton
Печи Upton
с керамической соляной ванной могут использоваться для термической обработки различных черных и цветных металлов с воздушным или водяным охлаждением электродов и трансформаторов.
Термические процессы
Печи с соляной ванной
Upton используются для различных высокотемпературных операций термической обработки черных и цветных металлов, таких как нейтральная закалка, аустенитная закалка, маркировочная закалка, отпуск, поверхностная закалка и пайка погружением.
Разработано и спроектировано по индивидуальному заказу
Наши собственные разработки и производство позволяют компании Upton проектировать печи и системы по индивидуальному заказу в соответствии с технологическими процессами и требованиями заказчика, а не пытаться предоставить вам стандартное оборудование для предварительного проектирования, как это пытаются сделать некоторые из наших конкурентов.Последующие технические услуги доступны для всех систем термического процесса Upton.
Наши инженерные тепловые решения обеспечат гибкость в производительности вашего производства.
Видео
Крышка ролика печи открыта
Крышка ролика печи Закрыть
Логистика · Термы Каракаллы · Пиранези в Риме
Чертеж системы отопления римских бань
Чертеж терм Каракаллы
Термы Каракаллы раскинулись на площади более 300 акров. 1 Главная баня была построена Каракаллой примерно в 216 году н. э. Потребовалось 5 лет и 9000 рабочих. 2 Большая прямоугольная конструкция вокруг главного здания была построена после смерти Каракаллы; в нем есть магазины, офисы, библиотеки и т. д. Бани выстроились вдоль Виа Аппиа Антика на юго-восточной границе Рима. 3 Они были построены на склоне, выровненном путем врезания в холм с южной стороны и поднятия вверх с северной стороны комплекса.
д. Бани выстроились вдоль Виа Аппиа Антика на юго-восточной границе Рима. 3 Они были построены на склоне, выровненном путем врезания в холм с южной стороны и поднятия вверх с северной стороны комплекса.
Бани снабжались водой из Aquae Antoniniana, часть воды подавалась прямо в цистерны наверху ванн.Aquae Antoniniana ответвлялась от Aquae Marciana и имела емкость воды, эквивалентную 1/24 от общего объема водоснабжения Рима. 4 Вода нагревалась в котлах, обогреваемых печами, которые назывались praefurnia . Кроме того, печи использовались для обогрева полов и стен различных помещений в банях. Полы этих комнат были подняты небольшими штабелями кирпича. Эти приподнятые полы позволяли горячему воздуху и газу циркулировать непосредственно из печи и обогревать помещения снизу в так называемой системе гипокаустного отопления.Для обогрева стен римляне использовали аналогичную технику. Они построили полые участки в стенах, которые соединялись с полым пространством под полом комнаты. Это позволяло газам и воздуху из той же печи, что и пол, обогревать помещение от стен, прежде чем выпускаться с карниза крыши. Печи обычно были медленного горения и топились дровами. Большие бани обычно располагали свои печи в линию и соединяли их подземными служебными ходами, что обеспечивало бесперебойную работу бань.
Это позволяло газам и воздуху из той же печи, что и пол, обогревать помещение от стен, прежде чем выпускаться с карниза крыши. Печи обычно были медленного горения и топились дровами. Большие бани обычно располагали свои печи в линию и соединяли их подземными служебными ходами, что обеспечивало бесперебойную работу бань.
JMS
1 YFikret Yegül, Купание в римском мире (Cambridge: Cambridge University Press, 2010) 110.
2 Митен, Стивен и Сью Митен. «Строительство рек и принятие ванн: Рим и Константинополь, 400 г. до н.э. – 800 г. н.э.». В Thirst: For Water and Power in the Ancient World , (Cambridge, Massachusetts: Harvard University Press, 2012) 138.
3 Фикрет Йегюль, Купание в римском мире (Кембридж: издательство Кембриджского университета, 2010) 110.
4 Fikret Yegül, Купание в римском мире (Cambridge: Cambridge University Press, 2010) 116.
Патент США на футеровку электролитической печи (Патент № 4,160,715, выдан 10 июля 1979 г.
 )
)
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
1. Область изобретения
Настоящее изобретение относится к конструкции электролизной печи, в частности к усовершенствованной футеровке электролизной печи, используемой для производства алюминия из хлорида алюминия, растворенного в расплавленных солях с более высоким потенциалом электроосаждения.
2. Описание техники
Электролитическое получение легких металлов в целом раскрыто Haupin в патенте США No. 3755099 как процесс, осуществляемый в печи или ячейке, которая включает по меньшей мере два противоположных электрода, обеспечивающих по меньшей мере одно межэлектродное пространство между ними. В частности, такая ячейка включает в себя анод, по меньшей мере, один промежуточный биполярный электрод и катод, расположенные друг над другом на расстоянии друг от друга, определяя множество межэлектродных промежутков между ними.В таком процессе хлорид легкого металла, такой как хлорид алюминия, растворяют в ванне с расплавленными солями, имеющими более высокий потенциал электроосаждения, чем хлорид легкого металла. Ванна предпочтительно поддерживается выше температуры ликвидуса производимого легкого металла. При работе электролизера на поверхности анода образуется хлор, а на поверхности катода – легкий металл, например алюминий. В процессе также предусмотрено поддержание потока ванны через каждое межэлектродное пространство.
Ванна предпочтительно поддерживается выше температуры ликвидуса производимого легкого металла. При работе электролизера на поверхности анода образуется хлор, а на поверхности катода – легкий металл, например алюминий. В процессе также предусмотрено поддержание потока ванны через каждое межэлектродное пространство.
Хотя футеровка, раскрытая в настоящем описании, частично предназначена для печи, используемой для производства алюминия из хлорида алюминия, предполагается, что она в равной степени применима к печам, используемым для производства других металлов из их хлоридов металлов, включая магний из хлорида магния, цинк из хлорида цинка и свинец из хлорида свинца.
Типичный состав в весовых процентах для ванны в ячейке, из которой алюминий может быть получен электролизом, состоит из примерно 51% хлорида натрия (NaCl), примерно 40% хлорида лития (LiCl), примерно 6.5% хлорида алюминия (AlCl 3 ) и примерно 2,5% хлорида магния (MgCl 2 ). Другие хлориды можно рассматривать как случайные компоненты или примеси. Такая ванна поддерживается в расплавленном состоянии при температуре выше температуры плавления алюминия 660°С. С.
Такая ванна поддерживается в расплавленном состоянии при температуре выше температуры плавления алюминия 660°С. С.
Основная проблема, связанная с рентабельным коммерческим производством алюминия с помощью электролитического процесса, описанного выше, состоит в сдерживании высокотемпературных коррозионно-активных компонентов ванны без неблагоприятного охлаждения внутренних частей печи.Эта проблема двояка, поскольку она включает в себя удержание не только расплавленной соли, но и расплавленного металла, образующегося в ячейке.
Было обнаружено, что коррозионно-активные компоненты ванны реагируют с некоторыми материалами футеровки электролизера и тем самым вызывают загрязнение ванны и, возможно, преждевременное изнашивание анодов. Например, кремний из огнеупоров на основе диоксида кремния имеет тенденцию загрязнять производимый расплав алюминия. Кроме того, огнеупоры с высоким содержанием кислорода могут вызывать реакцию с углеродом в анодах с образованием монооксида углерода и диоксида углерода при потреблении анодов. Джейкобс в патенте США. В US-A-3785941 описано использование огнеупора на основе нитрида, который не вступает в реакцию с солями, вызывающими коррозию огнеупора или загрязнение ванны. Специалисты в данной области техники также признают высокую стоимость, связанную с использованием таких альтернативных огнеупорных материалов.
Джейкобс в патенте США. В US-A-3785941 описано использование огнеупора на основе нитрида, который не вступает в реакцию с солями, вызывающими коррозию огнеупора или загрязнение ванны. Специалисты в данной области техники также признают высокую стоимость, связанную с использованием таких альтернативных огнеупорных материалов.
Большая часть расплавленного алюминия, образовавшегося в электролизере, содержится в углеродистом отстойнике, расположенном в нижней части электролизера. Этот поддон обычно изготавливается из графита, устойчивого к проникновению расплавленного алюминия.Однако части расплавленного алюминия проникают в колодец или пустоты внутри колодца и попадают в огнеупорную футеровку. Такое проникновение происходит в основном на дне или полу камеры, где движущей силой является сила тяжести. Если расплавленный алюминий беспрепятственно проникнет через огнеупорную футеровку в металлическую оболочку, по крайней мере, в части электрической системы произойдет короткое замыкание. Поэтому желательно остановить поток расплавленного алюминия через огнеупорную футеровку электролизера, чтобы оптимизировать его производство и энергоэффективность за счет предотвращения возможности короткого замыкания, вызванного проникновением расплавленного металла.
Поэтому желательно остановить поток расплавленного алюминия через огнеупорную футеровку электролизера, чтобы оптимизировать его производство и энергоэффективность за счет предотвращения возможности короткого замыкания, вызванного проникновением расплавленного металла.
Расплав соли в ячейке непрерывно циркулирует через ячейку, обычно при температуре около 700°С. C. Не существует известного экономически целесообразного материала в классе изоляционных огнеупоров, который был бы непроницаем для такой высокотемпературной ванны с расплавленной солью и был бы способен выдерживать воздействие расплавленного металла. Таким образом, желательным подходом было использование материалов в горячих внутренних слоях футеровки электролизера, которые противостоят химической коррозии при проникновении расплавленных солей и расплавленного металла.Хорошо известно, что по мере того, как соли проникают в огнеупорную футеровку ячейки, потери тепла увеличиваются. При более низких температурах во внешних слоях могут использоваться определенные материалы, которые лучше противостоят воздействию расплавленной соли. Например, Russell et al. в патенте США No. 3773643 и 3779699 сообщается, что проникновение расплавленной соли при более низкой температуре замедляется слоем стекла, такого как оконное стекло.
Например, Russell et al. в патенте США No. 3773643 и 3779699 сообщается, что проникновение расплавленной соли при более низкой температуре замедляется слоем стекла, такого как оконное стекло.
Существуют неорганические материалы из жесткого пеностекла, которые не только непроницаемы для расплавленных солей при более низких температурах, но также обладают теплопроводностью и устойчивостью к тепловому удару, что делает эти материалы идеальными для использования в футеровке электролизеров.Понятно, что такие материалы могут быть изготовлены с более высокими или более низкими верхними ограничениями температуры использования с более высокой и более низкой стоимостью соответственно. В футеровке электролизера более высокая теплозащита требуется во внутренних слоях, в то время как меньшая теплозащита требуется во внешних слоях, где проникающие соли испытывают потери тепла.
Хотя некоторые материалы непроницаемы для проникновения солей при определенных температурах, такие материалы изготавливаются в виде кирпичей или блоков и укладываются в футеровку. Часть расплавленных солей легко протекает через шов или поверхность раздела между соседними кирпичами и выходит наружу по направлению к соседним слоям огнеупора. Кроме того, несмотря на то, что соли испытывают значительные потери тепла при проникновении через футеровку ячейки, и хотя большая часть соли замерзает внутри футеровки, с хлоридом алюминия, например, образуются определенные эвтектики, которые имеют температуру плавления менее примерно 100°С. . C. и, следовательно, обладают высокой проницаемостью.
Часть расплавленных солей легко протекает через шов или поверхность раздела между соседними кирпичами и выходит наружу по направлению к соседним слоям огнеупора. Кроме того, несмотря на то, что соли испытывают значительные потери тепла при проникновении через футеровку ячейки, и хотя большая часть соли замерзает внутри футеровки, с хлоридом алюминия, например, образуются определенные эвтектики, которые имеют температуру плавления менее примерно 100°С. . C. и, следовательно, обладают высокой проницаемостью.
Поскольку металлическая оболочка, окружающая элемент, имеет температуру, которая может превышать примерно 100.степень. C., по крайней мере, часть расплавленных солей не затвердела или не замерзла внутри футеровки. В любом случае нельзя допускать контакта солей с металлической оболочкой, иначе в таких анодных местах будет выделяться хлор или в катодных местах будет выделяться алюминий. Хлор в анодных местах может разрушить стальную оболочку. На боковых стенках, которые обычно охлаждаются водой, охлаждающая жидкость могла поступать через такие отверстия в ячейку.
Патент США №
№ 4140595 Рассела и др. раскрывает использование электроизоляционных покрытий на внутренней поверхности металлической оболочки, которые предотвращают проникновение через нее расплавленных солей при относительно низких температурах и контакт с оболочкой.Такие покрытия могут быть из натурального или синтетического каучука, асфальта или синтетического пластика, включая политетрафторэтилен, силиконовые смолы или эпоксидные смолы. Поскольку такие материалы покрытия устойчивы к расплавленным солям при низких температурах, важно, чтобы количество соли, попадающей в область покрытия, было уменьшено, а температура такой проникающей соли была ниже указанного температурного предела.
Тепловой баланс имеет решающее значение при проектировании футеровки электролизера. Футеровка не должна разрушаться, чтобы гарантировать, что температура в любом месте внутри футеровки ячейки остается практически постоянной в течение всего времени работы ячейки.При определении такого баланса необходимо учитывать проникновение солей, которое обычно повышает теплопроводность огнеупора, через который проникают. Поэтому проникновение солей должно поддерживаться относительно стабильным на протяжении всей работы ячейки, чтобы не нарушать установленный тепловой баланс. Для обеспечения стабильности и теплового баланса конструктивные параметры должны быть такими, чтобы контролировалось проникновение соли и металла и чтобы футеровка не разрушалась в течение всей кампании ячейки.
Поэтому проникновение солей должно поддерживаться относительно стабильным на протяжении всей работы ячейки, чтобы не нарушать установленный тепловой баланс. Для обеспечения стабильности и теплового баланса конструктивные параметры должны быть такими, чтобы контролировалось проникновение соли и металла и чтобы футеровка не разрушалась в течение всей кампании ячейки.
Соответственно, для электролизера требуется усовершенствованная, экономичная футеровка, которая сведет к минимуму загрязнение ванны и расход анода и максимально продлит срок службы футеровки печи за счет поддержания стабильного теплового баланса в ней.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Это изобретение можно резюмировать как создание улучшенной футеровки для электролизной печи. Футеровка по настоящему изобретению имеет достаточную толщину, чтобы поток тепла через нее был таким, что изоляционное покрытие, нанесенное на внутреннюю поверхность металлической оболочки по периметру вокруг электролизной печи, не подвергалось воздействию температур выше верхнего температурного предела, при котором покрытие является непроницаемым. расплавленной солью. Такая усовершенствованная футеровка включает внутренний слой из жаропрочного огнеупора, проницаемого для расплавленной соли и стойкого к химической коррозии за счет такого проникновения.Внутренний слой имеет достаточную толщину, чтобы в нем располагалась линия замерзания соли. Внутри внутреннего слоя и снаружи линии замерзания находится слой материала, непроницаемый для расплавленного алюминия. По крайней мере, в подовой части печи и снаружи внутреннего слоя находится, по крайней мере, один слой огнеупорного стекла, непроницаемого для расплавленной соли.
расплавленной солью. Такая усовершенствованная футеровка включает внутренний слой из жаропрочного огнеупора, проницаемого для расплавленной соли и стойкого к химической коррозии за счет такого проникновения.Внутренний слой имеет достаточную толщину, чтобы в нем располагалась линия замерзания соли. Внутри внутреннего слоя и снаружи линии замерзания находится слой материала, непроницаемый для расплавленного алюминия. По крайней мере, в подовой части печи и снаружи внутреннего слоя находится, по крайней мере, один слой огнеупорного стекла, непроницаемого для расплавленной соли.
Основным преимуществом футеровки по настоящему изобретению является ее повышенный срок службы, что позволяет обеспечить бесперебойное и непрерывное производство алюминия при одновременном снижении общих затрат на футеровку ячеек в пересчете на единицу продукции, т.е.е. долларов за тонну алюминия.
Другим преимуществом футеровки согласно настоящему изобретению является то, что проникновение в нее солей и металлов контролируется таким образом, что заданный и равномерный тепловой поток поддерживается в футеровке ячеек в течение всего срока службы футеровки. Используемый здесь термин «тепловой поток» относится к процессу, посредством которого тепло передается от одной молекулы к другой в направлении более холодной зоны. Равномерно контролируя проникновение ванны и поддерживая поток тепла, ячейка работает эффективно и экономично, особенно в отношении производительности и электрического КПД.
Используемый здесь термин «тепловой поток» относится к процессу, посредством которого тепло передается от одной молекулы к другой в направлении более холодной зоны. Равномерно контролируя проникновение ванны и поддерживая поток тепла, ячейка работает эффективно и экономично, особенно в отношении производительности и электрического КПД.
Из этого следует, что преимущество футеровки по настоящему изобретению заключается в том, что ограничения температуры, особенно температуры расплавленного металла в отстойнике и тепла в корпусе электролизера, сохраняются.
Целью настоящего изобретения является использование уникальной комбинации огнеупорных материалов для получения футеровки электролизера, которая противостоит не только электролитическому воздействию ванн с расплавленной солью, но также и проникновению расплавленного металла.
Другой основной задачей футеровки по настоящему изобретению является контроль проникновения металла через нее путем создания в определенном месте внутри футеровки слоя материала, полностью непроницаемого для расплавленного металла.
Вышеупомянутые и другие цели и преимущества будут более адекватно поняты и оценены со ссылкой на следующее описание и чертежи, прилагаемые к нему.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 представляет собой вертикальный разрез электролизера, сконструированного в соответствии с принципами настоящего изобретения.
РИС. 2 представляет собой вид в разрезе части облицованного дна электролизера, показанного на фиг.1.
РИС. 3 представляет собой вид в разрезе альтернативной части облицованного пола электролизера.
РИС. 4 представляет собой вид в разрезе альтернативной части облицованного пола электролизера.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ
Обращаясь, в частности, к чертежам, на фиг. 1 показана предпочтительная электролизерная печь или электролизер, сконструированные в соответствии с принципами настоящего изобретения. Ячейка включает периметральную оболочку 2, предпочтительно изготовленную из стального листа толщиной не менее 0. 25 дюймов (6,35 мм). Ячеистая конструкция предпочтительно включает внешнюю охлаждающую рубашку 4, которая окружает большую часть боковых стенок ячейки. Во время работы элемента охлаждающая жидкость, такая как вода, протекает через рубашку 4 и в таких местах с водяным охлаждением отводит тепло от элемента. Хотя это не показано на фиг. 1 над крышкой или кожухом ячейки обычно располагается охлаждающая рубашка.
25 дюймов (6,35 мм). Ячеистая конструкция предпочтительно включает внешнюю охлаждающую рубашку 4, которая окружает большую часть боковых стенок ячейки. Во время работы элемента охлаждающая жидкость, такая как вода, протекает через рубашку 4 и в таких местах с водяным охлаждением отводит тепло от элемента. Хотя это не показано на фиг. 1 над крышкой или кожухом ячейки обычно располагается охлаждающая рубашка.
Внутренняя часть или полость ячейки, показанной на ФИГ. 1 включает в себя отстойник 6 в нижней части для сбора полученного расплавленного металла.Пол 8 и борта 10 отстойника выполнены из углеродистого материала, предпочтительно из графита. Полость ячейки также вмещает ванную емкость 12 в верхней части. Отверстия 14, проходящие через крышку или крышу электролизера, обеспечивают места для вакуумной трубки удаления расплавленного металла, для подачи хлорида легкого металла в ванну и для отвода паров газообразного хлора из электролизера.
Также внутри полости ячейки находится множество пластинчатых электродов, включая верхний концевой анод 16, несколько близко расположенных биполярных электродов 18 и нижний термокатод 20, все из углеродистого материала, предпочтительно из графита. Электроды расположены с наложением друг на друга, при этом каждый электрод обычно располагается горизонтально в вертикальном пакете, образуя ряд межэлектродных промежутков между ними. Внутри одной и той же полости элемента может быть использовано множество вертикальных пакетов. Множество токосъемных стержней 22 вставлено в нижний контактный катод 20, чтобы служить отрицательными токопроводами. Аналогичным образом, множество электродных стержней, не показанных, вставлены в верхний концевой анод 16.
Электроды расположены с наложением друг на друга, при этом каждый электрод обычно располагается горизонтально в вертикальном пакете, образуя ряд межэлектродных промежутков между ними. Внутри одной и той же полости элемента может быть использовано множество вертикальных пакетов. Множество токосъемных стержней 22 вставлено в нижний контактный катод 20, чтобы служить отрицательными токопроводами. Аналогичным образом, множество электродных стержней, не показанных, вставлены в верхний концевой анод 16.
При работе ячейки, показанной на фиг.1, ванну, состоящую, например, из хлорида натрия (NaCl), хлорида лития (LiCl), хлорида алюминия (AlCl3) и хлорида магния (MgCl2), поддерживают в расплавленном состоянии при температуре выше температуры плавления получаемого алюминия 660°С. C. Ванна особенно циркулирует внутри клетки, как описано в патенте США Haupin U.S. № 3755099 и патент США № 4110178 LaCamera et al. При циркуляции ванны через межэлектродные пространства 21 на анодных поверхностях образуется хлор, а на катодных поверхностях — алюминий. Подметающее действие ванны непрерывно удаляет эти компоненты с их соответствующих поверхностей, после чего более тяжелый расплавленный алюминий скапливается в отстойнике 6 электролизера.
Подметающее действие ванны непрерывно удаляет эти компоненты с их соответствующих поверхностей, после чего более тяжелый расплавленный алюминий скапливается в отстойнике 6 электролизера.
Настоящее изобретение, в частности, направлено на улучшенную футеровку, по крайней мере, для охлаждаемых воздухом стенок, обычно расположенных в нижней части электролизера, такого как показанный на фиг. 1 и в целом описан выше. Внутренняя поверхность оболочки определяет внутреннюю часть или полость клетки.Футеровка проходит наружу от нее к периметрической оболочке 2 ячейки. Ссылаясь на фиг. 1 и 2, структура стенки ячейки обычно включает периметрическую оболочку 2, изоляционное покрытие 38 на внутренней поверхности оболочки 2 и теплоизоляционную подкладку. Тепловая футеровка в целом включает слой жаропрочного огнеупора 32 с промежуточным слоем материала 36, непроницаемого для расплавленного алюминия, и по меньшей мере один слой теплоизоляционного огнеупорного стекла 40. Структура стенки ячейки более подробно описана ниже.
Покрытие 38, нанесенное на внутреннюю поверхность корпуса, электрически изолирует ванну от корпуса. Если ванна с расплавленной солью контактирует со стальной оболочкой, в анодных местах может образоваться хлор, который может разложить сталь. Если сталь перфорирована вдоль боковых стенок, охлаждающая жидкость может попасть в полость ячейки и бурно вступить в реакцию с расплавленной ванной. В катодных местах, где ванна соприкасается с оболочкой 2, может образовываться металл, который может сливаться внутрь и, в конечном счете, замыкать накоротко по меньшей мере часть элемента.
Russell et al. Патент США № 4140595 описывает использование резины или пластика в качестве электрического изолятора на внутренней поверхности металлической оболочки 2 элемента. Репрезентативные материалы включают натуральные пластмассы, такие как асфальт, и синтетические пластмассы, такие как политетрафторэтилен, силиконовые смолы и эпоксидные смолы. Слюда также является эффективным изолятором, хотя ее стоимость относительно высока. Было обнаружено, что многослойный слой высокотемпературной эпоксидной смолы, такой как термоэпоксидная краска ZA440 компании National Electric Coil Company, используемая в основном в электротехнической промышленности, имеет общую толщину, например, по меньшей мере одну восьмую дюйма (3.175 мм) обеспечивает сплошную, коррозионностойкую, электроизолирующую облицовку металлического корпуса 2.
Было обнаружено, что многослойный слой высокотемпературной эпоксидной смолы, такой как термоэпоксидная краска ZA440 компании National Electric Coil Company, используемая в основном в электротехнической промышленности, имеет общую толщину, например, по меньшей мере одну восьмую дюйма (3.175 мм) обеспечивает сплошную, коррозионностойкую, электроизолирующую облицовку металлического корпуса 2.
Единственным недостатком использования электроизоляционных покрытий является то, что на сегодняшний день все такие покрытия способны предотвращать проникновение расплавленной соли только тогда, когда температура соляной ванны в таком месте относительно низкая, например 120°С. С. или ниже. Температура, при которой изоляционное покрытие 38 становится непроницаемым для расплавленной соли, называется здесь верхним температурным пределом.Учитывая температуру ванны около 700-750°С. C., можно легко понять, что поток тепла от полости элемента к изоляционному покрытию 38 должен контролироваться и поддерживаться на протяжении всей кампании облицовки элемента. Верхний температурный предел изоляционного материала является основным ограничением при уравновешивании теплового контура через футеровку электролизера.
Верхний температурный предел изоляционного материала является основным ограничением при уравновешивании теплового контура через футеровку электролизера.
По крайней мере, вдоль самой нижней внутренней части ячейки находится отстойник 6, состоящий из углеродистого материала, предпочтительно из графита.Поскольку расплавленный алюминий скапливается в отстойнике 6, необходимо предусмотреть материал, препятствующий проникновению расплавленного металла. Таким образом, углеродсодержащие материалы, такие как графит, обычно используются в качестве стенок приямка. Следует принять меры предосторожности для обеспечения того, чтобы графитовая коробка или отстойник 6 были сконструированы с небольшим количеством швов, если таковые имеются, поскольку расплавленный алюминий имеет тенденцию проходить через такие промежутки. Минимальная толщина графитовой коробки должна быть такой, чтобы сохранялась механическая стабильность в условиях эксплуатации ячейки.
Хотя угольный отстойник 6 удерживает в себе расплавленный металл, расплавленные соли в ванне легко беспрепятственно проходят через него. Однако проникновение расплавленной соли через графитовый колодец или через графитовые электроды не оказывает отрицательного влияния на сопротивление материала проникновению расплавленного металла.
Однако проникновение расплавленной соли через графитовый колодец или через графитовые электроды не оказывает отрицательного влияния на сопротивление материала проникновению расплавленного металла.
Как обсуждалось в Jacobs U.S. Pat. В US-A-3745106 внутренний графитовый слой 24 также может быть расположен вокруг и над областью 12 резервуара ванны электролизера.Такой внутренний графитовый слой 24 обеспечивает защиту от коррозионного воздействия ванны и газообразного хлора, образующегося при работе электролизера. Когда используются такие внутренние графитовые слои, графит не должен контактировать с крышкой ячейки или другими поверхностями, иначе может произойти короткое замыкание.
Между изоляционным покрытием 38 на металлической оболочке 2 и внутренней стенкой камеры, которая, по крайней мере, в нижней части камеры, где сосредоточено проникновение компонентов ванны, определяется стенками графитового отстойника 8 и 10, тепловая подкладка.Тепловая облицовка должна иметь достаточную толщину, чтобы поток тепла через нее сохранялся равномерным, чтобы теплоизоляционное покрытие не подвергалось воздействию температур выше верхнего предела температуры. Другими словами, определенное количество материала ванны и образующихся при этом эвтектических материалов проникает в тепловую футеровку, проходит через поры и трещины в футеровке и приближается к металлической оболочке 2. Такое проникновение материала ванны в огнеупорный пол электролизера обусловлено, прежде всего, силой тяжести.Тепла внутри ячейки должно быть достаточно для поддержания таких материалов ванны в расплавленном состоянии. Но когда эти материалы проходят через футеровку, тепло теряется, и существенное большинство материалов имеет тенденцию замерзать внутри футеровки. Как показано на фиг. 2, которая представляет собой часть облицованного дна камеры, внутри облицовки камеры установлена по существу однородная линия 30 замораживания соли. Линия замораживания 30 расположена на глубине, на которой большая часть расплавленной соли подвергается воздействию температуры солидуса.Как только такая линия 30 установлена, она не отклоняется от нее заметно при условии, что условия работы электролизера с точки зрения состава ванны и температуры ванны остаются относительно постоянными.
Другими словами, определенное количество материала ванны и образующихся при этом эвтектических материалов проникает в тепловую футеровку, проходит через поры и трещины в футеровке и приближается к металлической оболочке 2. Такое проникновение материала ванны в огнеупорный пол электролизера обусловлено, прежде всего, силой тяжести.Тепла внутри ячейки должно быть достаточно для поддержания таких материалов ванны в расплавленном состоянии. Но когда эти материалы проходят через футеровку, тепло теряется, и существенное большинство материалов имеет тенденцию замерзать внутри футеровки. Как показано на фиг. 2, которая представляет собой часть облицованного дна камеры, внутри облицовки камеры установлена по существу однородная линия 30 замораживания соли. Линия замораживания 30 расположена на глубине, на которой большая часть расплавленной соли подвергается воздействию температуры солидуса.Как только такая линия 30 установлена, она не отклоняется от нее заметно при условии, что условия работы электролизера с точки зрения состава ванны и температуры ванны остаются относительно постоянными. Солевой замораживатель 30 также действует как частичный барьер или ингибитор проникновения расплавленного металла через футеровку. Однако следует понимать, что, несмотря на установленную линию 30 замораживания, расплавленные материалы, особенно новообразованные эвтектики, могут проникать за такой барьер.
Солевой замораживатель 30 также действует как частичный барьер или ингибитор проникновения расплавленного металла через футеровку. Однако следует понимать, что, несмотря на установленную линию 30 замораживания, расплавленные материалы, особенно новообразованные эвтектики, могут проникать за такой барьер.
Специалистам в данной области техники понятны различные конструктивные параметры, с которыми необходимо столкнуться при создании тепловой облицовки электролизера.Например, ванна с расплавленной солью в ячейке имеет тенденцию проникать в большинство огнеупорных материалов, особенно при высоких рабочих температурах ячейки. Вместо того, чтобы разрабатывать материал, непроницаемый для расплавленных солей при таких высоких температурах, было сочтено экономически целесообразным и структурно надежным приспособить и контролировать такое проникновение. Однако, если допускается проникновение расплавленной соли, необходимо выбрать огнеупорный материал, который не вызывает химической коррозии со стороны конкретной соли и не загрязняет ванну.
Кроме того, управление тепловым потоком зависит от теплопроводности конкретного используемого материала. Использование огнеупорных материалов, обладающих относительно высокой теплопроводностью, требует значительной толщины стенок ячеек, чтобы снизить температуру стенок изоляционного покрытия 38 до требуемой, например примерно 120°С. С. или ниже. Использование рубашек 4 водяного охлаждения и т.п. снаружи металлической оболочки 2 может способствовать ускорению теплового потока и позволяет использовать материалы с высокой теплопроводностью.Однако в зонах футеровки с воздушным охлаждением, не подходящих для охлаждающих рубашек, таких как нижняя часть стенок ячеек и пол ячеек, нецелесообразно использовать такие материалы с высокой теплопроводностью. Что касается вспомогательного охлаждения, следует также отметить, что полость электролизера не должна охлаждаться за счет конвекции ниже температуры плавления производимого алюминия, иначе металл может неблагоприятно затвердеть в отстойнике электролизера.
Еще больше усложняет расчетные параметры тот факт, что огнеупор, пропитанный расплавленной солью, имеет другую теплопроводность, обычно более высокую, чем теплопроводность того же огнеупора, не пропитанного расплавленной солью.Это явление объясняет важность поддержания по существу однородной линии замораживания внутри клеточной оболочки на протяжении всей кампании ячейки.
Также, хотя графитовые стенки 8 и 10 приямка удерживают в себе расплавленный алюминий, небольшое количество расплавленного алюминия может проходить через швы или трещины в нем и течь к металлической оболочке 2. Желательно остановить поток проникающего металла внутри тепловой футеровки для обеспечения однородности тепловых потоков и предотвращения воздействия расплавленного металла на солеустойчивые огнеупоры, используемые во внешних периферийных слоях футеровки.
В теплоизоляционной облицовке по настоящему изобретению используются материалы, специально подобранные и сконструированные таким образом, чтобы соответствовать всем вышеперечисленным конструктивным параметрам. В частности, для футеровки устанавливается тепловой баланс при запуске ячейки, и тепловой баланс поддерживается равномерно на протяжении всей кампании ячейки, поскольку проникновение соли и металла контролируется, а футеровка не разрушается. Поскольку футеровка по настоящему изобретению не разрушается, нет необходимости проектировать камеру со стенками большей толщины, чем это необходимо для первоначальной работы.Ранее глубина клеточной стенки чрезмерно компенсировалась коэффициентом безопасности, достаточным для обеспечения ее деградации. В таких случаях, когда степень деградации превышала точку перекомпенсации, металлическая ванна в отстойнике электролизера не могла поддерживаться в расплавленном состоянии. Также при таких футеровках постоянно менялись тепловой поток, теплопроводность, линии замерзания и тепловой баланс, что соответственно отражалось на малоэффективном электролизе. Таким образом, футеровка по настоящему изобретению обеспечивает значительно увеличенный срок службы футеровки при поддержании регулируемого равномерного теплового потока через стенки электролизера, что обеспечивает расплавление металла в колодце и приводит к экономичной и эффективной работе электролизера для хлоридов.
В частности, для футеровки устанавливается тепловой баланс при запуске ячейки, и тепловой баланс поддерживается равномерно на протяжении всей кампании ячейки, поскольку проникновение соли и металла контролируется, а футеровка не разрушается. Поскольку футеровка по настоящему изобретению не разрушается, нет необходимости проектировать камеру со стенками большей толщины, чем это необходимо для первоначальной работы.Ранее глубина клеточной стенки чрезмерно компенсировалась коэффициентом безопасности, достаточным для обеспечения ее деградации. В таких случаях, когда степень деградации превышала точку перекомпенсации, металлическая ванна в отстойнике электролизера не могла поддерживаться в расплавленном состоянии. Также при таких футеровках постоянно менялись тепловой поток, теплопроводность, линии замерзания и тепловой баланс, что соответственно отражалось на малоэффективном электролизе. Таким образом, футеровка по настоящему изобретению обеспечивает значительно увеличенный срок службы футеровки при поддержании регулируемого равномерного теплового потока через стенки электролизера, что обеспечивает расплавление металла в колодце и приводит к экономичной и эффективной работе электролизера для хлоридов.
Для достижения целей настоящего изобретения тепловая футеровка должна включать внутренний слой высокообожженного огнеупора 32, проницаемый для расплавленной соли. К высокообжиговым огнеупорам относятся те материалы, которые имеют плотную поверхность типа стекла. Температура, при которой необходимо обжигать огнеупор, зависит от состава кирпича. Хотя возможны и другие материалы, предпочтительным материалом для внутреннего слоя огнеупорного материала с высокой обжигом является Varnon BF, высокопрочный шамотный кирпич, доступный от Harbison-Walker Refractories, имеющий следующий примерный химический состав:
__________________________________________ Кремнезем (SiO.под.2) 52,7% Глинозем (Al 2 O 3 ) 42,0 Титан (TiO 2 ) 2,2 Оксид железа (Fe 2 O 3 ) 1,2 Известь (CaO) 0,3 Магнезия (MgO) 0,4 Щелочи (Na 2 O + K 2 O + Li 2 O) 1,2 ___________________________________________
Внутренний слой высокообожженного огнеупора 32 проницаем для расплавленной соли в электролитической ванне, но при таком проникновении огнеупор сопротивляется химической коррозии. Кирпичи со слишком высоким содержанием кремнезема, например, более 70% по весу, имеют тенденцию к разложению и вызывают загрязнение кремнием производимого алюминия.
Кирпичи со слишком высоким содержанием кремнезема, например, более 70% по весу, имеют тенденцию к разложению и вызывают загрязнение кремнием производимого алюминия.
Этот внутренний слой 32 должен иметь достаточную толщину для обеспечения того, чтобы в нем располагалась по существу однородная линия 30 замерзания соли. Из-за технологий производства кирпича может быть необходимо обеспечить множество слоев огнеупорного материала с высокой степенью обжига, имеющего определенную теплопроводность, чтобы обеспечить техническое обслуживание линии 30 замораживания соли. В секционной футеровке, показанной на фиг. 2, для внутреннего слоя 32 использовали три ряда высокообожженного огнеупорного кирпича.
Было обнаружено, что в полу камеры, работающей при температуре бани около 700°С, образуется по существу однородная облицовка из замораживания соли.степень. C., на глубине примерно шесть дюймов (152,4 мм) ниже отстойника 6 при использовании сверхпрочного шамотного кирпича Varnon BF в такой зоне электролизера, как описано выше. Типичная теплопроводность внутреннего слоя высокообожженного огнеупора составляет приблизительно от 7 до 12 БТЕ/ч/фут 2 /°С. Плавник. Для обеспечения того, чтобы линия замораживания соли находилась внутри этого внутреннего слоя 32, для этого слоя должна быть предусмотрена дополнительная толщина огнеупора. Соответственно, в предпочтительном варианте осуществления для внутреннего слоя 32 используется слой кирпича Varnon BF толщиной 12 дюймов.
Типичная теплопроводность внутреннего слоя высокообожженного огнеупора составляет приблизительно от 7 до 12 БТЕ/ч/фут 2 /°С. Плавник. Для обеспечения того, чтобы линия замораживания соли находилась внутри этого внутреннего слоя 32, для этого слоя должна быть предусмотрена дополнительная толщина огнеупора. Соответственно, в предпочтительном варианте осуществления для внутреннего слоя 32 используется слой кирпича Varnon BF толщиной 12 дюймов.
Внутри внутреннего слоя 32, но снаружи по периметру линии 30 замораживания соли предусмотрен слой 34 материала, непроницаемого для расплавленного алюминия. Этот непроницаемый материал используется для обеспечения того, чтобы по существу весь расплавленный алюминий, который проникает через графитовую футеровку 8 и не задерживается внутри пропитанной солью части высокообожженного огнеупорного слоя 32, не выходил за пределы этого слоя материала 34 в направлении металлической оболочки 2. Такой непроницаемый слой 34 должен быть предусмотрен в нижних частях, т. е.е. дно боковых стенок и дно электролизера около области 6 отстойника, где скапливается основная часть расплавленного алюминия. Можно использовать любой материал, в который не проникает расплавленный алюминий, включая, помимо прочего, углеродный войлок, стеклоткань, например ткань из стабилизированного оксида циркония, или графитовую ткань достаточной толщины для обеспечения механической стабильности. Предпочтительно между рядами кирпича Varnon BF используется несколько слоев углеродного войлока 34, ткани из спутанных углеродных волокон, как показано на фиг.Как показано на фиг. 4. Войлок должен быть уложен таким образом, чтобы швы 36 в соседних слоях войлока были удалены друг от друга. Следует понимать, что хотя углеродный войлок может быть непроницаемым для расплавленного алюминия, швы могут обеспечивать места, через которые может просачиваться расплавленный металл. По этой причине важна изоляция швов.Предпочтительно углеродный войлок сжимают от естественной толщины примерно в полдюйма (12,7 мм) до толщины примерно в четверть дюйма (6,35 мм).
е.е. дно боковых стенок и дно электролизера около области 6 отстойника, где скапливается основная часть расплавленного алюминия. Можно использовать любой материал, в который не проникает расплавленный алюминий, включая, помимо прочего, углеродный войлок, стеклоткань, например ткань из стабилизированного оксида циркония, или графитовую ткань достаточной толщины для обеспечения механической стабильности. Предпочтительно между рядами кирпича Varnon BF используется несколько слоев углеродного войлока 34, ткани из спутанных углеродных волокон, как показано на фиг.Как показано на фиг. 4. Войлок должен быть уложен таким образом, чтобы швы 36 в соседних слоях войлока были удалены друг от друга. Следует понимать, что хотя углеродный войлок может быть непроницаемым для расплавленного алюминия, швы могут обеспечивать места, через которые может просачиваться расплавленный металл. По этой причине важна изоляция швов.Предпочтительно углеродный войлок сжимают от естественной толщины примерно в полдюйма (12,7 мм) до толщины примерно в четверть дюйма (6,35 мм). Компрессия увеличивает плотность слоя ткани, дополнительно обеспечивая непроницаемость для расплавленного алюминия и поддерживая необходимую механическую прочность футеровки. Кроме того, слой или слои углеродного войлока не должны выходить за пределы катодной области электролизера. Использование над катодом обеспечило бы путь короткого замыкания ячейки, по которому мог бы течь ток.
Компрессия увеличивает плотность слоя ткани, дополнительно обеспечивая непроницаемость для расплавленного алюминия и поддерживая необходимую механическую прочность футеровки. Кроме того, слой или слои углеродного войлока не должны выходить за пределы катодной области электролизера. Использование над катодом обеспечило бы путь короткого замыкания ячейки, по которому мог бы течь ток.
Специалистам в данной области должно быть понятно, что непроницаемый для металла слой 34 может быть полностью проницаемым для расплавленных солей. Проникновение через этот слой 34 расплавленной соли не снижает способность материала останавливать проникновение расплавленного алюминия.
Графитовая футеровка 8 и 10 в отстойнике 6 электролизера содержит большую часть расплавленного алюминия. Слой 34 внутри высокообожженного огнеупора 32 и снаружи линии замораживания солей предотвращает дальнейшее проникновение любого расплавленного металла, который не содержится в графитовой футеровке 8 и 10, в футеровку. Такой слой должен быть расположен за пределами линии замерзания, чтобы использовать ингибирующее действие огнеупора 32, пропитанного солью, на проникающий расплавленный металл. Большая часть солевого расплава, проникающего из ванны, содержится внутри высокообожженного огнеупорного слоя 32 вдоль вышеописанной линии замораживания 30. Однако некоторое количество расплавленной соли и образовавшейся из нее эвтектики проникает за линию замораживания 30. Следовательно, необходимо использовать футеровочный материал, по крайней мере, в нижних частях электролизера, где дополнительное охлаждение нецелесообразно, за пределами периферии высокообожженного огнеупора, который либо останавливает дальнейшее проникновение соли, либо снижает его температуру до той, при которой изоляционное покрытие 38 на металлической оболочке 2 непроницаема для расплавленной соли.
Такой слой должен быть расположен за пределами линии замерзания, чтобы использовать ингибирующее действие огнеупора 32, пропитанного солью, на проникающий расплавленный металл. Большая часть солевого расплава, проникающего из ванны, содержится внутри высокообожженного огнеупорного слоя 32 вдоль вышеописанной линии замораживания 30. Однако некоторое количество расплавленной соли и образовавшейся из нее эвтектики проникает за линию замораживания 30. Следовательно, необходимо использовать футеровочный материал, по крайней мере, в нижних частях электролизера, где дополнительное охлаждение нецелесообразно, за пределами периферии высокообожженного огнеупора, который либо останавливает дальнейшее проникновение соли, либо снижает его температуру до той, при которой изоляционное покрытие 38 на металлической оболочке 2 непроницаема для расплавленной соли.
Таким образом, в предпочтительной облицовке, показанной на фиг. 2, толщина внутреннего слоя высокообожженного огнеупора 32 достаточна не только для размещения в нем линии замораживания 30, но и для снижения температуры футеровки до температуры, при которой первый слой стекла 42 полностью непроницаем для солевого расплава. При использовании Foamsil-12, продукта Pittsburgh Corning Corporation, для такого первого стеклянного слоя 42 температурный предел непроницаемости в таком месте может достигать 700°С. C. Такой первый стеклянный слой 42 предпочтительно является относительно тонким; в идеале толщина должна быть достаточной для сохранения структурной целостности.Поскольку стеклянный слой непроницаем для расплавленной соли, основная часть перепада температуры через футеровку приходится на это место. Это приводит к улучшенному контролю потерь тепла через облицовку ячейки. Снаружи первого стеклянного слоя 42 может быть второй стеклянный слой 44. Второй стеклянный слой 44 непроницаем для расплавленной соли при температуре ниже температуры первого стеклянного слоя 42. Благодаря использованию Foamsil-28, также продукта Pittsburgh Corning Corporation , для такого второго слоя стекла 44 температурный предел непроницаемости в таком месте составляет около 427.степень. C. Таким образом, между такими несколькими слоями изоляционного огнеупорного стекла 42 и 44, возможно, придется вставить слой изолирующего шамотного кирпича 46 достаточной толщины, чтобы уменьшить тепловой поток между ними до температуры ниже предела непроницаемой температуры соседнего внешнего слой.
При использовании Foamsil-12, продукта Pittsburgh Corning Corporation, для такого первого стеклянного слоя 42 температурный предел непроницаемости в таком месте может достигать 700°С. C. Такой первый стеклянный слой 42 предпочтительно является относительно тонким; в идеале толщина должна быть достаточной для сохранения структурной целостности.Поскольку стеклянный слой непроницаем для расплавленной соли, основная часть перепада температуры через футеровку приходится на это место. Это приводит к улучшенному контролю потерь тепла через облицовку ячейки. Снаружи первого стеклянного слоя 42 может быть второй стеклянный слой 44. Второй стеклянный слой 44 непроницаем для расплавленной соли при температуре ниже температуры первого стеклянного слоя 42. Благодаря использованию Foamsil-28, также продукта Pittsburgh Corning Corporation , для такого второго слоя стекла 44 температурный предел непроницаемости в таком месте составляет около 427.степень. C. Таким образом, между такими несколькими слоями изоляционного огнеупорного стекла 42 и 44, возможно, придется вставить слой изолирующего шамотного кирпича 46 достаточной толщины, чтобы уменьшить тепловой поток между ними до температуры ниже предела непроницаемой температуры соседнего внешнего слой. При необходимости или желании предпочтительным промежуточным огнеупорным кирпичом является изолирующий огнеупорный кирпич JM-28 с высоким содержанием глинозема, поставляемый Johns-Manville Corporation.
При необходимости или желании предпочтительным промежуточным огнеупорным кирпичом является изолирующий огнеупорный кирпич JM-28 с высоким содержанием глинозема, поставляемый Johns-Manville Corporation.
Внешний слой 40 футеровки по настоящему изобретению сочетает в себе снижение температуры с непроницаемостью для солей в стенке ячейки между внутренним слоем 32 огнеупорного материала с высокой степенью обжига и изоляционным покрытием 38.Некоторые огнеупоры из пеностекла полностью непроницаемы для проникновения расплавленных солей при повышенных температурах. Предпочтительные материалы для использования во внешнем слое 40 футеровки электролизера включают вспененное боросиликатное и алюмоборосиликатное стекло. Примеры материалов включают Foamsil-12 и Foamsil-28, которые полностью непроницаемы для расплавленных солей группы, обычно состоящей из NaCl, LiCl, AlCl3, LiAlCl4 и NaAlCl4 при температуре 700°С. . C. (1292°F) и 427.степень. (800°F) соответственно. Эти пеностеклянные материалы сохраняют структурную целостность при таких повышенных температурах при нагрузках до примерно 138 кПа (20 фунтов на кв. дюйм). Кроме того, эти пеностеклянные пенопласты не испытывают неблагоприятной степени ползучести или номинальной деформации при таких температурах и давлениях в течение продолжительного периода времени.
дюйм). Кроме того, эти пеностеклянные пенопласты не испытывают неблагоприятной степени ползучести или номинальной деформации при таких температурах и давлениях в течение продолжительного периода времени.
Вспененные боросиликатные и алюмоборосиликатные стекла футеровки по настоящему изобретению не только непроницаемы для проникновения расплавленной соли, но также обеспечивают теплоизоляцию электролизера.Однако, поскольку стоимость таких пеностеклянных материалов относительно высока, может быть желательно использовать их тонкие слои и отделять такие слои более толстыми слоями менее дорогого изоляционного огнеупорного кирпича.
Специалистам в данной области должно быть понятно, что хотя боросиликатные и алюмоборосиликатные пенопластовые стекла полностью непроницаемы для расплавленных солей, часть расплавленных солей и эвтектик может проходить через промежутки 48 или швы между соседними стеклоблоками и к металлической оболочке 2.Однако вся тепловая облицовка, включая наружный слой 40, сконструирована так, что поток тепла через нее поддерживается равномерным, так что изоляционное покрытие не подвергается воздействию температур, выше которых через него могут проникнуть расплавленные соли.
В конкретное расположение и комбинацию материалов футеровки, описанных здесь, могут быть внесены многочисленные модификации, не выходя за рамки настоящего изобретения, которое, среди прочего, требует обслуживания линии замораживания соли во внутреннем слое огнеупорного материала с высокой степенью обжига. , слой материала, непроницаемого для расплавленного алюминия внутри внутреннего слоя, но за пределами линии замерзания, по крайней мере, один слой огнеупорного пеностекла снаружи внутреннего слоя и общая толщина футеровки, достаточная для уменьшения теплового потока до того, который изолирующее покрытие внутри металла оболочка выдерживает.
Печь с соляной ванной относится к погружению заготовок в соляную жидкость для нагрева путем использования расплавленной солевой жидкости в качестве теплоносителя. В зависимости от рабочей температуры печи в качестве теплоносителя обычно используются хлорид натрия, хлорид калия, хлорид бария, цианид натрия, цианид калия, нитрат натрия, нитрат калия и т. д. Печь с соляной ванной имеет высокую скорость нагрева и равномерную температуру. При непрерывном нагреве в солевой жидкости заготовка после выхода из печи образует на поверхности слой солевой пленки, что предохраняет поверхность заготовки от окисления и обезуглероживания.Печи с соляной ванной применимы для такой термической обработки, как закалка, отжиг, отпуск, азотирование и старение углеродистой стали, легированной стали, инструментальной стали, литейной стали и алюминиевого сплава и т. д., а также для меньшего окисления нагрева прецизионной ковки стального материала. . Будучи вредным для человеческого организма, пар теплоносителя печи с соляной баней должен использоваться в вентилируемых условиях. Электрод печи с соляной ванной подает низковольтный (5.536) сильноточный переменный ток в печь через металлический электрод, и ток течет через соляную жидкость, выделяя тепло.Солевая жидкость является нагревательным элементом, а также средой для нагрева заготовки. Температура солевой жидкости колеблется от 150 до 1300 в зависимости от компонента солевой жидкости. д. Печь с соляной ванной имеет высокую скорость нагрева и равномерную температуру. При непрерывном нагреве в солевой жидкости заготовка после выхода из печи образует на поверхности слой солевой пленки, что предохраняет поверхность заготовки от окисления и обезуглероживания.Печи с соляной ванной применимы для такой термической обработки, как закалка, отжиг, отпуск, азотирование и старение углеродистой стали, легированной стали, инструментальной стали, литейной стали и алюминиевого сплава и т. д., а также для меньшего окисления нагрева прецизионной ковки стального материала. . Будучи вредным для человеческого организма, пар теплоносителя печи с соляной баней должен использоваться в вентилируемых условиях. Электрод печи с соляной ванной подает низковольтный (5.536) сильноточный переменный ток в печь через металлический электрод, и ток течет через соляную жидкость, выделяя тепло.Солевая жидкость является нагревательным элементом, а также средой для нагрева заготовки. Температура солевой жидкости колеблется от 150 до 1300 в зависимости от компонента солевой жидкости. Магнитное воздействие может заставить соляную жидкость вращаться по кругу, что способствует однородности температуры солевой жидкости и увеличивает скорость нагрева заготовок. Электродная соляная печь состоит из электрода, огнеупорной футеровки печи, изолирующего слоя и кожуха печи и электризуется от специального трансформатора. Из-за непроводимости соли в твердом состоянии сначала подайте электричество на пусковой электрод во время запуска печи, используйте резистивный нагрев пускового электрода для частичного расплавления соли, затем подключите основной электрод, чтобы ток проходил через расплавленную соль для нагрева. Магнитное воздействие может заставить соляную жидкость вращаться по кругу, что способствует однородности температуры солевой жидкости и увеличивает скорость нагрева заготовок. Электродная соляная печь состоит из электрода, огнеупорной футеровки печи, изолирующего слоя и кожуха печи и электризуется от специального трансформатора. Из-за непроводимости соли в твердом состоянии сначала подайте электричество на пусковой электрод во время запуска печи, используйте резистивный нагрев пускового электрода для частичного расплавления соли, затем подключите основной электрод, чтобы ток проходил через расплавленную соль для нагрева. |
Выбор материала для топливной тигельной печи с использованием GRANTA
Выбор материала для топливной тигельной печи с использованием GRANTA
Международный журнал научных и инженерных исследований, том 5, выпуск 7, июль 2014 г. 615
ISSN 2229-5518
1Атанда, П.О., 1Абиойе, А.А., 1Олорунниво, О.Е. и 2Олуволе, О.О.
1Кафедра материаловедения и инженерии, Университет Обафеми Аволово, Нигерия.
2Кафедра машиностроения, Ибаданский университет, Нигерия.
Автор, ответственный за переписку: Oluwole.O.O.; электронная почта: [email protected]
Резюме. В исследовании изучался выбор материала для тигельной печи, работающей на топливе, с использованием пузырьковых диаграмм. Результаты были получены с использованием программного обеспечения GRANTA. При выборе материалов для печи учитывались различные свойства. Для проектирования и строительства тигельной печи, работающей на топливе, на месте были найдены соответствующие инженерные материалы.Среди нескольких принимаемых во внимание параметров — отношение прочности к весу, формуемость, стоимость и способность выполнять определенные служебные функции. Все это было принято во внимание при выборе материала для тигельной печи, работающей на топливе. Эти свойства были нанесены друг на друга на пузырьковой диаграмме, и выбор подходящего материала-кандидата был сделан на пузырьковой диаграмме. Программное обеспечение отображало свойства каждой единицы печи в виде пузырьков, а материал-кандидат выбирался из множества материалов, предложенных программным обеспечением. Функции, цели и ограничения проектируемых деталей или узлов были адекватно определены, а свойства материалов, которые необходимо было выбрать, были определены на основе этих основных параметров.
Функции, цели и ограничения проектируемых деталей или узлов были адекватно определены, а свойства материалов, которые необходимо было выбрать, были определены на основе этих основных параметров.
Ключевые слова: выбор материала, свойства материала, программа пузырьковых диаграмм, тигельная печь,
—————————— ——————————
1. ВВЕДЕНИЕ осуществляется с большим успехом в промышленности и научно-исследовательских институтах в развитых странах, где используются сложные, но зачастую запатентованные и/или запатентованные процессы и операции, были зарегистрированы случаи плохой работы тигельных плавильных печей местного производства, вероятно, из-за к неспособности удерживать тепло в результате плохой конструкции и выбора материала [1] .Местные литейные заводы и исследовательские лаборатории Нигерии еще не освоили эту уникальную процедуру. Местная литейная и станкостроительная промышленность в настоящее время использует очень плохо спроектированное и построенное муфельно-воздушное печное оборудование периодического действия. Это оборудование сопряжено с рядом проблем. Во-первых, они, как правило, чрезвычайно неэффективны с точки зрения энергии и работают в самых разных субоптимальных условиях, что приводит к продуктам с широким спектром свойств.Во-вторых, процессы трудоемки, потому что практически все операции выполняются вручную. В-третьих, в большинстве случаев это пакетная операция, поэтому производительность низкая [1]. Кроме того, большинство печей, используемых в местной промышленности, тяжелые и громоздкие из-за плохого выбора материалов.
Это оборудование сопряжено с рядом проблем. Во-первых, они, как правило, чрезвычайно неэффективны с точки зрения энергии и работают в самых разных субоптимальных условиях, что приводит к продуктам с широким спектром свойств.Во-вторых, процессы трудоемки, потому что практически все операции выполняются вручную. В-третьих, в большинстве случаев это пакетная операция, поэтому производительность низкая [1]. Кроме того, большинство печей, используемых в местной промышленности, тяжелые и громоздкие из-за плохого выбора материалов.
Печи обычно нагреваются с помощью какого-либо источника тепла, который должен быть таким, чтобы подачу тепла в камеру печи можно было легко контролировать. Тепло вырабатывается в печах для повышения их температуры до уровня, несколько превышающего температуру, необходимую для процесса, либо за счет сжигания топлива, либо за счет преобразования электрической энергии в тепло [2], [3], [4], [5].Топливные печи можно классифицировать в зависимости от вида топлива; твердое, жидкое и газообразное топливо. Обычно используемым твердым топливом является уголь или кокс, а жидким топливом — мазут. Бензин и керосин являются жидкими видами топлива, которые можно успешно использовать, поскольку их легко хранить и контролировать, однако основным ограничением является стоимость. Топливная печь может достигать температуры 1200 0С и более. Такие печи экономичны при высоких температурах [2],[3],[4],[5].
Обычно используемым твердым топливом является уголь или кокс, а жидким топливом — мазут. Бензин и керосин являются жидкими видами топлива, которые можно успешно использовать, поскольку их легко хранить и контролировать, однако основным ограничением является стоимость. Топливная печь может достигать температуры 1200 0С и более. Такие печи экономичны при высоких температурах [2],[3],[4],[5].
Конструкционные материалы тигельных печей, работающих на топливе, представляют собой конструкционные материалы с выдающимися электрическими, термическими и механическими свойствами.Эти материалы могут быть на монолитной или композитной основе. Композиты — это материалы, в которых желаемые свойства отдельных монолитных материалов сочетаются механически или металлургически [6], [7]. Каждый из компонентов сохраняет свою структуру и характеристика, но композит в целом обладает лучшими свойствами.
Композитные материалы обладают превосходными свойствами по сравнению с обычными сплавами для различных применений, поскольку они обладают высокой жесткостью, прочностью и износостойкостью. Механические характеристики имеют основополагающее значение при выборе конструкционного материала. Желательными свойствами являются высокая прочность, высокий модуль (жесткость), высокая пластичность, высокая ударная вязкость (энергия, поглощаемая при разрушении) и высокая способность гашения вибрации [8]. Прочность, модуль и пластичность могут быть измерены при растяжении, сжатии или изгибе при различных скоростях нагрузки, в зависимости от типа нагрузки на конструкцию.Высокая прочность на сжатие не означает высокую прочность на растяжение. Хрупкие материалы, как правило, прочнее на сжатие, чем на растяжение из-за наличия в них микротрещин. Высокий модуль не означает высокую прочность, поскольку модуль описывает поведение упругой деформации, тогда как прочность описывает поведение разрушения. Низкая ударная вязкость не означает низкую способность к демпфированию (рассеиванию энергии) и может быть связана с проскальзыванием на границах раздела в материале, а не со сдвигом вязкоупругой фазы в материале.
Механические характеристики имеют основополагающее значение при выборе конструкционного материала. Желательными свойствами являются высокая прочность, высокий модуль (жесткость), высокая пластичность, высокая ударная вязкость (энергия, поглощаемая при разрушении) и высокая способность гашения вибрации [8]. Прочность, модуль и пластичность могут быть измерены при растяжении, сжатии или изгибе при различных скоростях нагрузки, в зависимости от типа нагрузки на конструкцию.Высокая прочность на сжатие не означает высокую прочность на растяжение. Хрупкие материалы, как правило, прочнее на сжатие, чем на растяжение из-за наличия в них микротрещин. Высокий модуль не означает высокую прочность, поскольку модуль описывает поведение упругой деформации, тогда как прочность описывает поведение разрушения. Низкая ударная вязкость не означает низкую способность к демпфированию (рассеиванию энергии) и может быть связана с проскальзыванием на границах раздела в материале, а не со сдвигом вязкоупругой фазы в материале. Другими желательными механическими свойствами являются сопротивление усталости, сопротивление ползучести, износостойкость и сопротивление царапанью. Среди конструкционных материалов на основе металлов преобладают стали и алюминиевые сплавы. Сталь предпочтительнее из-за ее высокой прочности, тогда как алюминий выгоден из-за его низкой плотности. Для высокотемпературных применений появились интерметаллические соединения (такие как NiAl), хотя они обладают хрупкостью. Композиты с металлической матрицей превосходят соответствующую металлическую матрицу благодаря высокому модулю, высокому сопротивлению ползучести и низким коэффициентам теплового расширения, но они дороги из-за обработки [8].
Другими желательными механическими свойствами являются сопротивление усталости, сопротивление ползучести, износостойкость и сопротивление царапанью. Среди конструкционных материалов на основе металлов преобладают стали и алюминиевые сплавы. Сталь предпочтительнее из-за ее высокой прочности, тогда как алюминий выгоден из-за его низкой плотности. Для высокотемпературных применений появились интерметаллические соединения (такие как NiAl), хотя они обладают хрупкостью. Композиты с металлической матрицей превосходят соответствующую металлическую матрицу благодаря высокому модулю, высокому сопротивлению ползучести и низким коэффициентам теплового расширения, но они дороги из-за обработки [8].
Как правило, тигельная печь, работающая на топливе, состоит из четырех блоков; кожух печи, огнеупорная футеровка тигельной печи, пламенный зазор и тигельный котел. Для каждого из этих подразделений структурные приложения имеют первостепенное значение. Это приложения, требующие механических характеристик (например, прочности, жесткости и способности гасить вибрации) материала, который может нести или не нести нагрузку в конструкции [8]. В дополнение к механическим свойствам от конструкционного материала
В дополнение к механическим свойствам от конструкционного материала
могут потребоваться другие свойства, такие как низкая плотность (т.е., быть легким) для экономии
топлива в случае самолетов и автомобилей, для обеспечения высокой скорости в случае гоночных велосипедов и для облегчения обращения в случае инвалидных колясок и брони. Еще одним свойством, которое часто требуется, является коррозионная стойкость, необходимая для долговечности всех конструкций, особенно автомобилей и мостов. Еще одним свойством, которое может потребоваться, является способность выдерживать высокие температуры и/или термоциклирование, поскольку конструкция может подвергаться воздействию тепла во время эксплуатации, технического обслуживания или ремонта.Основные механические свойства оказывают большое влияние на несущую способность и структурные характеристики материала. Несущая способность означает, что материал имеет достаточно высокие значения прочности, модуля и пластичности в условиях нагрузки, соответствующих условиям применения. Когда механические свойства описываются без указания условий нагружения, они обычно относятся к случаю растяжения, за исключением хрупких материалов (таких как композиты с цементной матрицей), для которых преобладает случай сжатия, поскольку прочность на сжатие намного выше предела прочности хрупкого материала.
Когда механические свойства описываются без указания условий нагружения, они обычно относятся к случаю растяжения, за исключением хрупких материалов (таких как композиты с цементной матрицей), для которых преобладает случай сжатия, поскольку прочность на сжатие намного выше предела прочности хрупкого материала.
2. ЭКСПЕРИМЕНТАЛЬНАЯ ВЕРСИЯ
2.1 Процесс выбора материалов
Тигельная печь, работающая на топливе, состоит из четырех блоков; кожух печи, огнеупорная футеровка тигельной печи, пламенный зазор и тигельный котел. Первый этап включает в себя выбор материалов для разработки тигельной печи на мазуте. Печь состоит из четырех блоков; кожух печи, огнеупорная футеровка тигельной печи, пламенный зазор и тигельный котел.Программное обеспечение GRANTA® использовалось для выбора подходящего материала для конструкции тигельной печи, работающей на топливе. Были определены функции, ограничения и цели каждой части тигельной печи, а необходимые свойства были нанесены на график GRANTA® для выбора подходящих материалов. Выбор материала был проведен для каждой секции или узла печи, чтобы использовать соответствующий материал для разработки печи.Функция, цель и ограничение каждой единицы в
Выбор материала был проведен для каждой секции или узла печи, чтобы использовать соответствующий материал для разработки печи.Функция, цель и ограничение каждой единицы в
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 7, July-2014 617
ISSN 2229 Для выбора материала-кандидата необходимо знать печь -5518
[9].
Кожух печи предназначен для размещения огнеупорной футеровки и чаши тигля.Задачи кожуха печи заключались в обеспечении жесткости, прочности, простоты изготовления, способности выдерживать собственный вес и огнеупорность футеровки и чаши тигля и способности сохранять высокую прочность даже после формообразования [10]. Рассматриваемым ограничением была стоимость.
Функцией печного огнеупора было снижение потерь тепла в печи. Цели огнеупора были определены с учетом факторов окружающей среды, требований печи и ожидаемого срока службы [11] .Условия окружающей среды, которые снижают эффективность огнеупоров, включают химическое воздействие, например, шлаков, паров, газов и т. д. Требования к печи и условия эксплуатации включают рабочие температуры и механические силы, такие как истирание, эрозия и физическое воздействие [12]. Конструктивные факторы, повлиявшие на выбор, включают огнеупорную прочность (подверженность различным стрессовым условиям) и тепловые функции (изоляция, рассеяние или передача тепла).Другими учитываемыми факторами являются стойкость к плавлению при рабочей температуре, стойкость к термической усталости, низкая теплопроводность для предотвращения потерь тепла из печи, непроницаемость для газов, высокая стойкость к истиранию и хорошая термостойкость для адекватной изоляции [13]. Основными рассматриваемыми ограничениями были стоимость и доступность. Карбид кремния, уголь и графитовые огнеупоры очень дороги, и если условия не требуют их использования, всегда ищутся альтернативы.Поскольку стоимость является решающим фактором, необходимо учитывать доступные на месте материалы-кандидаты.
Функция тигля заключалась в том, чтобы содержать шихту, которую нужно расплавить. Задачи заключались в том, что тигельный котел должен быть прочным, износостойким, устойчивым к химическому воздействию и должен выдерживать температуры выше рабочей температуры печи. Рассматриваемым ограничением была стоимость.
Задачи заключались в том, что тигельный котел должен быть прочным, износостойким, устойчивым к химическому воздействию и должен выдерживать температуры выше рабочей температуры печи. Рассматриваемым ограничением была стоимость.
Стоимость была основным ограничением при выборе подходящего материала-кандидата, поскольку печь должна быть доступной для местной промышленности
, особенно для малых и средних предприятий.
2.2 Кожух печи
Для кожуха печи требуется прочный, умеренно прочный материал, способный выдержать собственный вес, огнеупор и контейнер. Он должен обладать хорошей технологичностью, быть легкодоступным и недорогим [6],[7]. В целом учитывались следующие механические и термические свойства, которые послужили основанием для выбора материала, который в итоге был рекомендован для конструкции наружного кожуха печи.
Плотность: Плотность выбранного материала должна быть достаточно низкой, чтобы вся система не была слишком тяжелой.
Себестоимость: Цена выбранного материала должна быть относительно низкой.
Свариваемость: Для улучшения правильного соединения плоских листов, а также технологичности материал должен легко поддаваться сварке.
Модуль Юнга: желателен прочный, умеренно прочный материал, способный выдержать собственный вес, огнеупорные кирпичи, соль и емкость для нее.
Температура плавления: Температура плавления материала должна быть достаточно высокой, чтобы предотвратить любые фазовые переходы во время работы печи.
Теплопроводность: Желаемый материал должен иметь низкую теплопроводность, чтобы предотвратить быстрое рассеивание тепла в окружающую среду.
Вышеупомянутые свойства были сопоставлены друг с другом с помощью программного обеспечения для подбора материалов GRANTA.
2.3 Огнеупорная футеровка
Термин «огнеупор» означает «трудноплавкий».Высокотемпературные операции задействованы почти во всех отраслях промышленности, связанных с переработкой руд и других материалов для производства металлургических, химических и керамических изделий. Таким образом, огнеупоры относятся к классу материалов,
Таким образом, огнеупоры относятся к классу материалов,
, которые выдерживают высокие температуры, противостоят действию агрессивных жидкостей и запыленных потоков горячих газов и др. [14].Огнеупоры представляют собой жаропрочные материалы, способные выдерживать высокие температуры без быстрого физического и химического разрушения.
При выборе огнеупорной футеровки для конструкции тигельной печи учитывались некоторые факторы, такие как условия окружающей среды, стоимость, требования к печи и ожидаемый срок службы.
Условиями окружающей среды, влияющими на эффективность футеровки печи, является химическое воздействие шлаков, паров, газов и расплавленного металла, которые могут выливаться на футеровку и т. д.
Стоимость — еще один важный фактор, который следует учитывать при выборе огнеупора для тигельной печи; карбид кремния, углерод и графитовые огнеупоры дороги, и если условия не требуют их использования, всегда ищутся альтернативы. Другим фактором, влияющим на выбор огнеупора, является конструктивный фактор, который включает функцию огнеупора, прочность огнеупора (воздействие условий постоянного или переменного напряжения), тепловые функции и тепловую среду.
Требования к печи и условия эксплуатации включают рабочие температуры и механические силы, такие как истирание, эрозия и физическое воздействие [12] (Джон, 1992). Общие, механические, а также тепловые свойства были приняты во внимание и послужили основой для выбора материала, который в конечном итоге был рекомендован для конструкции футеровки печи.
Высокая огнеупорность: устойчив к плавлению при рабочей температуре.
Стойкость к термической усталости: должен выдерживать внезапные изменения температуры.
Низкая теплопроводность: теплопроводность должна быть низкой, чтобы предотвратить потери тепла из печи.
Температура плавления: огнеупор должен иметь высокую температуру плавления, чтобы он не разрушился во время эксплуатации. Температура, при которой воздействие приводит к тому, что пробная пирамида (конус) не выдерживает собственного веса, называется температурой плавления огнеупора.
Объемная плотность: Это полезное свойство, которое
определяет наличие материала в заданном объеме. Увеличение насыпной плотности данного огнеупора повышает его объемную стабильность, теплоемкость, а также сопротивление проникновению шлака.
Увеличение насыпной плотности данного огнеупора повышает его объемную стабильность, теплоемкость, а также сопротивление проникновению шлака.
2.4 Горшок для тигля
Тигель должен быть прочным, износостойким, стойким к химическому воздействию и выдерживать температуры выше рабочей температуры печи. Это стандартная часть.
3. КОНСТРУКЦИЯ ТОПЛИВНОЙ ПЕЧИ И МОДЕЛИРОВАНИЕ ТЕПЛОВОГО ПОТОКА
Вторым этапом является разработка топливной тигельной печи.Печь была изготовлена из листа мягкой стали, а в качестве футеровки был использован каолин для предотвращения потерь тепла из-за излучения и теплопроводности.
3.1 Теоретическая разработка и анализ потери из печи в окружающую среду. Для достижения этого, а также для оптимизации эффективности печи была предусмотрена соответствующая изоляция. Скорость теплообмена через тигельную печь зависит от термических свойств огнеупорного материала и межфазной характеристики.
Рисунок 1: Геометрический вид печи
сухая, жесткая и прочная монолитная конструкция огнеупорной футеровки. Основание футеровки тигля было отформовано в виде платформы, чтобы обеспечить место для горшка тигля.
Основание футеровки тигля было отформовано в виде платформы, чтобы обеспечить место для горшка тигля.
3.3 Горшок тигля
Рисунок 2: Покомпонентное изображение, показывающее часть печи
3.2 Изготовление корпуса печи
Лист из мягкой стали толщиной 5,0 мм размером 600 мм x
700 мм был вырезан с использованием режущего станка и прокатан
по форме. с помощью прокатного станка до размера 580
мм x 615 мм, этот размер допускает допуск 3 мм x 5 мм. Прокатная пластина была соединена по краям сваркой с использованием электродуговой машины с образованием цилиндрической формы, которая служит корпусом цилиндра.Допуск был сокращен, чтобы получить фактический размер 577 мм x 610 мм. Основание печи изготовлено из листа мягкой стали, вырезанного в круглую форму диаметром
580 мм; круглая пластина была приварена к корпусу
печи для получения прочного основания. Крышка тигля
размером 577 мм х 150 мм была изготовлена из пластины из мягкой стали, а в крышке было сделано отверстие диаметром 250 мм для отвода дыма и газов. К крышке тигля прикрепляли ручки, позволяющие легко снимать крышку с корпуса печи при загрузке шихты в печь и при извлечении тигля из печи.
К крышке тигля прикрепляли ручки, позволяющие легко снимать крышку с корпуса печи при загрузке шихты в печь и при извлечении тигля из печи.
3.2 Футеровка печи
Каолиновые огнеупоры были измельчены и просеяны с помощью сита с размером ячеек 300 мкм, чтобы получить мелкие частицы огнеупора, каолиновые материалы были смешаны и залиты в кожух печи и утрамбованы в эластичную смесь, в то время как она является влажным для получения однородной структуры, это было сделано для придания объемной плотности, чтобы придать объемную стабильность и уменьшить объем открытых пор, в которые может проникнуть жидкость. Набивку и засыпку каолина в кожух печи производили до достижения толщины 70 мм.Футеровка печи была обожжена, чтобы получить тигель
. Горшок для тигля является стандартной деталью, но из-за стоимости закупки тигля большинство малых и средних производств
могут быть не в состоянии его себе позволить. Поэтому была выбрана альтернатива, заключающаяся в использовании плиты котла компрессора и цилиндров конденсатора холодильника, изготовленных из штампованной легированной стали. Тигель изготовлен из штампованной легированной стали котельного завода, высота тигля 500 мм.
Тигель изготовлен из штампованной легированной стали котельного завода, высота тигля 500 мм.
.РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
4.1 Выбор материала для сжигания топлива
Тигельная печь
Пузырьковые диаграммы для выбора материала кожуха печи показаны на рисунках 5, 6 и 7, а выбор материала для футеровки печи показан на рисунках. 8-12. Эти результаты были получены с использованием программного обеспечения GRANTA. Программное обеспечение отображало свойства каждой единицы печи в виде пузырьков, а материал-кандидат выбирался из множества материалов, предложенных программным обеспечением.Функция, цели и ограничения проектируемой детали или узла должны быть хорошо известны, свойства материала, которые необходимо выбрать, должны определяться на основе этих основных параметров.
4.2 Обсуждение результатов выбора материала кожуха печи
Как видно из пузырьковых диаграмм, показанных на рисунках 5-7, различные свойства были сопоставлены друг с другом с использованием программного обеспечения GRANTA. Свойства были получены в результате функции, цели и ограничений, которые должен был выполнять кожух печи.
Свойства были получены в результате функции, цели и ограничений, которые должен был выполнять кожух печи.
Участок пузыря Рисунок 5; график модуля Юнга в зависимости от цены, с этими свойствами мы пытались выбрать материал-кандидат с умеренной прочностью по низкой цене. Поскольку одна из целей корпуса печи состоит в том, чтобы иметь хорошую прочность, способную выдержать собственный вес и вес
IJSER © 2014 http://www.ijser.org 5, Issue 7, July-2014 620
ISSN 2229-5518
огнеупорной футеровки и тигельного тигля и нашим ограничением является стоимость, нам понадобится материал-кандидат
, который является относительно дешевым и в то же время имеет требуемую прочность и прочный.Исходя из этих свойств, следующие материалы являются предлагаемыми материалами-кандидатами
: среднеуглеродистая сталь, низколегированная сталь, высокоуглеродистая сталь, низкоуглеродистая сталь
,
и нержавеющая сталь. Эти кандидаты материалы имеют умеренный молодой модуль выше 2×105
N / MM2, а цена ниже
7E11
6E11
Низкогидливая сталь
Средняя углеродистая сталь
Высокая углеродистая сталь
505
5E11
Низкая углеродистая сталь
4E11
3E11
нержавеющая сталь
2E11
1E11
0
0 2000 4000 6000 8000 10000 12000 14000 16000 18000 10000 12000 14000 16000 18000 20000
Цена (NGN / KG)
Рисунок 5: Пузырька Модуль относительно себестоимости
IJSER © 2014 http://www. 3)
3)
Рисунок 7: Пузырьковая диаграмма зависимости модуля Юнга от плотности
чем 1000 NGN, за исключением нержавеющей стали с модулем Юнга 2×105 Н/мм2 и ценой более
1000 NGN.Из этого результата видно, что нержавеющая сталь, хотя и не подвержена коррозии, имеет более низкую прочность по сравнению с другими материалами-кандидатами и не является экономичной с точки зрения стоимости. Чугун ковкий (с шаровидным графитом) и чугун серый были дешевле, их не рассматривали из-за их модуля упругости около 1,75х105 Н/мм2 и 1,0х105
Н/мм2 и 1,0х105
Н/мм2 соответственно.
На рис. 6 представлен график модуля Юнга и свариваемости. Модуль Юнга определяет прочность корпуса печи, а свариваемость
определяет формуемость/технологичность материала-кандидата для придания формы.Цель корпуса печи
заключалась в том, чтобы выбранный материал-кандидат сохранял свою прочность при формовании. В качестве технологического маршрута для изготовления корпуса печи выбрана сварка; поэтому необходимо учитывать свариваемость материала-кандидата. Исходя из этих свойств, в качестве материалов-кандидатов предлагаются следующие материалы: среднеуглеродистая сталь, низколегированная сталь, высокоуглеродистая сталь, низкоуглеродистая сталь и нержавеющая сталь.Эти материалы-кандидаты имеют очень высокий коэффициент свариваемости 5 и
Исходя из этих свойств, в качестве материалов-кандидатов предлагаются следующие материалы: среднеуглеродистая сталь, низколегированная сталь, высокоуглеродистая сталь, низкоуглеродистая сталь и нержавеющая сталь.Эти материалы-кандидаты имеют очень высокий коэффициент свариваемости 5 и
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 7, July-2014 622
ISSN 2229-5518
модуль Юнга выше 2×105 Н/мм2, за исключением нержавеющей стали с 2×105 Н/мм2. Чугун ковкий
(с шаровидным графитом) и серый чугун не рассматривались из-за очень низкого модуля Юнга и свариваемости 1.
Рисунок 7 представляет собой график зависимости модуля Юнга от плотности. Выбранный материал-кандидат должен быть прочным и иметь умеренную плотность, чтобы уменьшить вес и громоздкость тигельной печи. Полимерные материалы были бы подходящим материалом-кандидатом, если исходить из легкости по плотности, но из-за их низкого модуля Юнга они могут быть не в состоянии выдержать вес огнеупорной футеровки, чаши тигля и собственного веса. Алюминий с низкой плотностью также мог бы быть предпочтительным материалом-кандидатом, но из-за низкого модуля Юнга он не использовался для этой цели.Чугун ковкий (с шаровидным графитом) и серый чугун также рассматривались, но они имеют низкую плотность 7200 кг/м3 по сравнению с 8000 кг/м3 среднеуглеродистой стали, низколегированной стали, высокоуглеродистой стали, низкоуглеродистой стали и нержавеющей стали, но из-за их низкого модуля Юнга они не использовались в качестве материала-кандидата. Материалами-кандидатами, рассматриваемыми для этой функции, были среднеуглеродистая сталь, низколегированная сталь, высокоуглеродистая сталь, низкоуглеродистая сталь и нержавеющая сталь.
Алюминий с низкой плотностью также мог бы быть предпочтительным материалом-кандидатом, но из-за низкого модуля Юнга он не использовался для этой цели.Чугун ковкий (с шаровидным графитом) и серый чугун также рассматривались, но они имеют низкую плотность 7200 кг/м3 по сравнению с 8000 кг/м3 среднеуглеродистой стали, низколегированной стали, высокоуглеродистой стали, низкоуглеродистой стали и нержавеющей стали, но из-за их низкого модуля Юнга они не использовались в качестве материала-кандидата. Материалами-кандидатами, рассматриваемыми для этой функции, были среднеуглеродистая сталь, низколегированная сталь, высокоуглеродистая сталь, низкоуглеродистая сталь и нержавеющая сталь.
Со следующими предполагаемыми желаемыми свойствами и их последовательными участками. Было высказано предположение, что наиболее подходящим материалом будет низкоуглеродистая сталь (обычно мягкая сталь). Нержавеющая сталь была бы лучше, но она очень дорогая. Хотя среднеуглеродистая сталь, низколегированная сталь, высокоуглеродистая сталь
обладает хорошей прочностью благодаря их модулю упругости, превышающему 2×105 Н/мм2, они также обладают хорошей свариваемостью 5 и имеют умеренную плотность 8000 кг/м3, но они не рассматривались из-за способности к формованию во время процесса обработки i. е. формирование корпуса печи включало в себя прокатку для придания цилиндрической формы, чего было бы трудно достичь из среднеуглеродистой, низколегированной и высокоуглеродистой стали из-за их твердости в результате легирования низколегированной стали и процентного содержания углерода в среднем и высокоуглеродистой стали.
е. формирование корпуса печи включало в себя прокатку для придания цилиндрической формы, чего было бы трудно достичь из среднеуглеродистой, низколегированной и высокоуглеродистой стали из-за их твердости в результате легирования низколегированной стали и процентного содержания углерода в среднем и высокоуглеродистой стали.
Кожух печи представляет собой наружную часть тигельной печи, работающей на топливе, и изготовлен из листа мягкой стали толщиной 5,0 мм. В нем укрывались огнеупорные футеровки, пламенный промежуток и тигельный котел для плавки металлической меди.Для корпуса печи требовался прочный, долговечный и выдерживающий собственный вес материал, огнеупорная футеровка и тигельный котел. Принимая во внимание все эти свойства в сочетании со свойствами материала, доступностью и стоимостью, для изготовления наружного кожуха печи был использован лист из мягкой стали толщиной 5 мм (AISI 1018) согласно Американскому обществу испытаний с содержанием углерода около 0,18 % из-за требуемых требований. жесткость, прочность, технологичность, доступность, способность выдерживать и сохранять высокую прочность даже при прокатке из листа.
жесткость, прочность, технологичность, доступность, способность выдерживать и сохранять высокую прочность даже при прокатке из листа.
Рисунок 8 : Пузырьковая диаграмма зависимости температуры плавления от коэффициента теплового расширения
IJSER © 2014 http://www.ijser.org 623
ISSN 2229-5518
-5518
Рисунок 9: Пузырьковая диаграмма теплопроводности и термоэффективного расширения коэффициента
Рисунок 10: Пузырьковая тележка Тепловая проводимость по сравнению с плотностью
Рисунок 11: пузырь-диаграмма термической проводимости против цена
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 7, July-2014 624
ISSN 2229-5518
результаты выбора материала футеровки
Как видно из пузырьковых диаграмм, показанных на рис. 8-12, различные свойства были сопоставлены друг с другом с помощью программного обеспечения GRANTA.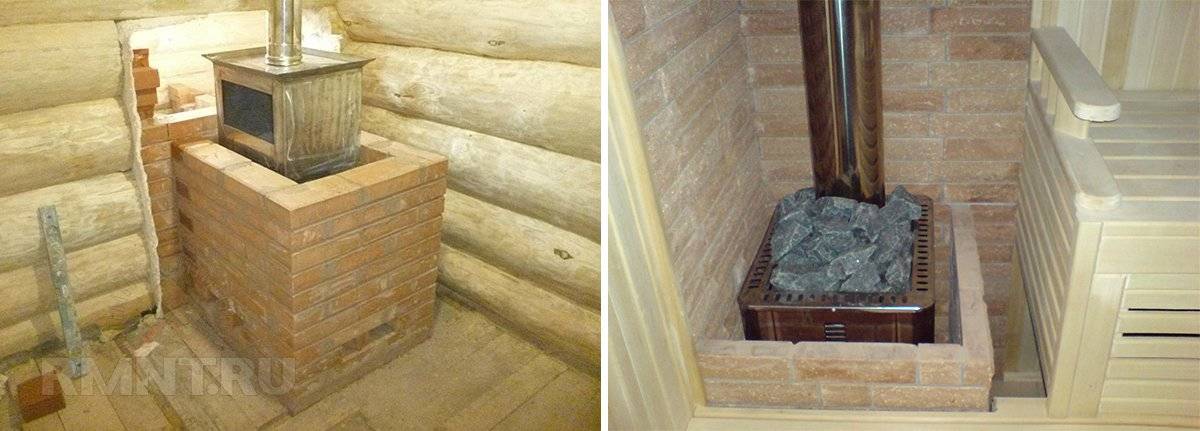 Свойства были получены в результате функции, цели и ограничений, которые должна была выполнять футеровка печи.
Свойства были получены в результате функции, цели и ограничений, которые должна была выполнять футеровка печи.
На рисунке 8 показан график зависимости температуры плавления от коэффициента теплового расширения, с этими свойствами мы пытались выбрать материал-кандидат с высокой температурой плавления, которая была бы достаточно высокой, чтобы выдерживать рабочую температуру печи 1200 0C и низкую тепловую температуру. коэффициент расширения. Поскольку одной из целей огнеупорной футеровки является плавление огнеупора при рабочей температуре, чтобы предотвратить разрушение во время эксплуатации, а также огнеупорная футеровка должна выдерживать термические нагрузки в результате изменения температуры.Ограничениями были стоимость и доступность, огнеупорная футеровка должна быть дешевой и легко доступной на месте. Судя по этим свойствам, следующие материалы предполагают, что материалы-кандидаты: карбид бора, карбид вольфрама, вольфрамовые сплавы, диоксид циркония, кардид кремнезема, нитрид алюминия
пенокерамика, кремний, муллит (каолин) и оксид алюминия. Глинозем и муллит (каолин) были рассмотрены, потому что температуры плавления находились в диапазоне от выше 1500 0С до 2000 0С, поскольку рабочая температура печи будет около 1200 0С, а также они имеют низкий коэффициент теплового расширения.Хотя другие перечисленные материалы имеют более высокие температуры плавления, конструкция печи может не требовать использования такой высокой температуры в печи.
Глинозем и муллит (каолин) были рассмотрены, потому что температуры плавления находились в диапазоне от выше 1500 0С до 2000 0С, поскольку рабочая температура печи будет около 1200 0С, а также они имеют низкий коэффициент теплового расширения.Хотя другие перечисленные материалы имеют более высокие температуры плавления, конструкция печи может не требовать использования такой высокой температуры в печи.
На рисунке 9 показана зависимость теплопроводности от коэффициента теплового расширения; выбранные материалы должны иметь низкую теплопроводность и низкий коэффициент теплового расширения. По диаграмме были рассмотрены кремний, карбид кремния, карбид вольфрама, глинозем, муллит (каолин) и карбид бора.Оксид алюминия и муллит (каолин) были выбраны в качестве материалов-кандидатов, поскольку они имеют низкий коэффициент теплового расширения, а теплопроводность составляет 6 Вт/мК и 4 Вт/мК.
На рисунке 10 показан график зависимости теплопроводности от плотности, с этими свойствами мы рассматривали материалы с низкой теплопроводностью и низкой плотностью. Материал низкой плотности был необходим для уменьшения
Материал низкой плотности был необходим для уменьшения
IJSER © 2014 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 5, выпуск 7, июль 2014 г. 625
ISSN 2229-5518
объем и вес печи. Из
рис. 4.6 были предложены следующие материалы-кандидаты
; нитрид кремния, оксид алюминия, карбид бора, диоксид циркония, нитрид оксида алюминия и кремний. Из диаграммы видно, что нитрид кремния, муллит (каолин), оксид алюминия, карбид бора, диоксид циркония, нитрид оксида алюминия и кремний имеют теплопроводность 26, 4, 6, 80, 5, 200 и 140 Вт/мК, а их плотность составляет 3400, 4000. ,
2600, 6000, 3700 и 2200 кг/м3.Можно было видеть
, что муллит имеет самую низкую теплопроводность, а нитрид алюминия имеет самую высокую теплопроводность, что повлияло на его использование в печи. Плотность диоксида циркония делала его слишком тяжелым, чтобы его можно было рассматривать как материал-кандидат. Муллит и глинозем рассматривались здесь исходя из их свойств.
На рисунке 11 показан график зависимости теплопроводности от цены. С учетом этих свойств мы рассматривали подходящий материал-кандидат с низкой теплопроводностью, и он был бы относительно дешевым.Из диаграммы были рассмотрены такие материалы, как кремний, карбид кремния, карбид вольфрама, оксид алюминия, карбид бора, нитрид кремния, диоксид циркония, каолин и нитрид оксида алюминия. Было видно, что хотя кремний, карбид кремния, оксид алюминия и каолин (муллит) были дешевыми по сравнению с карбидом бора, нитридом кремния, нитридом алюминия. Кремний, карбид кремния, карбид вольфрама имеет очень высокую теплопроводность по сравнению с глиноземом, муллитом (каолином) и диоксидом циркония.
На рисунке 12 показан график зависимости температуры плавления от теплопроводности. С учетом этих свойств мы рассматривали подходящий материал-кандидат с высокой температурой плавления и низкой теплопроводностью.Из диаграммных материалов были рассмотрены такие материалы, как карбид вольфрама, циркон, нитрид кремния, карбид кремния, каолин, оксид алюминия и кремний. Видно, что карбид вольфрама, циркон, нитрид кремния имеют высокую температуру плавления и низкую теплопроводность. Глинозем, муллит (каолин) имеют относительно высокую температуру плавления, но их теплопроводность низкая.
Видно, что карбид вольфрама, циркон, нитрид кремния имеют высокую температуру плавления и низкую теплопроводность. Глинозем, муллит (каолин) имеют относительно высокую температуру плавления, но их теплопроводность низкая.
Что касается доступности, автор [15] сообщил, что каолиновый муллит находится в коммерческих количествах в Укпоре, Озубулу, Энугу, Кви и Отукпо (все в Нигерии), и это лишь некоторые из них.Они легкие, имеют низкую теплопроводность и
, но при этом достаточно устойчивы к температуре, чтобы успешно использоваться на горячей стороне стенки печи,
, таким образом, допуская тонкие стенки с низкой теплопроводностью и низким тепловыделением. Низкое теплосодержание особенно ценно с точки зрения экономии топлива и времени при нагреве, позволяет быстро изменять температуру и обеспечивает быстрое охлаждение [16]. Учитывая вышеперечисленные факторы, в данной работе был использован каолиновый огнеупор для минимизации себестоимости производства и получения максимальных эксплуатационных требований высокой огнеупорности — стойкости к плавлению при рабочей температуре, стойкости к термической усталости, низкой теплопроводности для предотвращения потерь тепла из печи, непроницаемость для газов, высокая стойкость к истиранию и хорошая термостойкость для адекватной изоляции [13]. Для футеровки печи был использован каолиновый огнеупор марки
Для футеровки печи был использован каолиновый огнеупор марки
для уменьшения и предотвращения потерь тепла в тигельной печи. Выбор был основан на следующих заранее определенных факторах; а именно, условия окружающей среды, требования к печи, стоимость, доступность и предполагаемый срок службы.
4. ЗАКЛЮЧЕНИЕ
Выбор материала для узлов печи решил проблему способности печи удерживать тепло, которая является серьезной проблемой в местном литейном производстве.Программное обеспечение GRANTA® действительно помогло в выборе соответствующего материала-кандидата для каждой составной части блока печи, и нет никаких сомнений в том, что стресс, связанный со старым методом выбора материала, был полностью устранен.
Техника и процесс, задействованные в разработке и изготовлении печи
, были просты, что делало производство такой печи легким в освоении для мелкосерийного производства.
В заключение, местные материалы, доступные в нашей
стране, подходят для проектирования и
строительства тигельной печи, работающей на топливе
ССЫЛКИ
[1] Atanda, P. О. (2009) Разработка интегрированной печи для изотермической термообработки в соляной ванне для Austempering ковкого чугуна. Кандидат наук. Дипломный проект. Обафеми ОАУ Иль Ифе Нигерия.
О. (2009) Разработка интегрированной печи для изотермической термообработки в соляной ванне для Austempering ковкого чугуна. Кандидат наук. Дипломный проект. Обафеми ОАУ Иль Ифе Нигерия.
IJSER © 2014 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 5, выпуск 7, июль 2014 г. (1997), «Топливо, печи и огнеупоры»,
Pergamon Press.
[3] Холман, Дж. П. (1974), «Теплообмен», 3-е изд. McGraw Hill
Книжная компания, Торонто.
[4] Шак, А. (1965), «Промышленная теплопередача», 3-е изд. Книжная компания McGraw Hill, Нью-Йорк.
[5] Тринкс В. (1967) «Промышленные печи», том 1 и 2. Джон
Wiley and Sons Inc; Нью-Йорк.
[6] Дэвис, Д.Дж. и Олманн, Л.А. (1983) «Структура, свойства и термическая обработка металла»; Питман Бук Лтд, Лондон.
[7] Каллистер, В.Д. (1978) Основы материаловедения
и техники, 2-е изд. Уайли и сыновья.
[8] Чанг, Д.Д.Л. (2009) «Композитные материалы и их применение», 2-е изд. Государственный университет Нью-Йорка, кафедра машиностроения и аэрокосмической техники Буффало, штат Нью-Йорк, 14260–4400, Буффало.
Государственный университет Нью-Йорка, кафедра машиностроения и аэрокосмической техники Буффало, штат Нью-Йорк, 14260–4400, Буффало.
[9] GRANTA R&D, Inc. (2009)». ),
«Материалы и процессы в производстве», 8-е изд., Prentice
Hall of India Private Ltd, Нью-Дели-110001.
[11] Гупта, О. П. (1997) «Элементы топлив, печей и огнеупоров
», издательство Khanna Publishers, Индия.
[12] Джон, В. (1992), «Введение в инженерные материалы»
3-е изд. Макмиллан Лондон.
[13] Нортон, Ф. Х. (1968), «Огнеупоры», 4-е изд., McGraw Hill
Book Company, Нью-Йорк.
[14] Чести, А. Р. (1986) «Производство, свойства и применение огнеупоров», Дели, Prentice-Hall of India Private Limited.
[15] Джон, MU, (2003), «Исследование использования местной глины в качестве высокотемпературного изолятора для электрических плит», докторская диссертация, Минна, Федеральный технологический университет, Минна, Нигерия, 2003.
[ 16] Avallone EA и Baumeister III T. (1996), Стандартный справочник Marks для инженеров-механиков, Нью-Йорк, Mc Graw-Hill International Edition.
(1996), Стандартный справочник Marks для инженеров-механиков, Нью-Йорк, Mc Graw-Hill International Edition.
IJSER © 2014 http://www.ijser.org. 3 МПа для энергетики и до 6–8 МПа для H 2 и химического синтеза.Сырье, кислород и пар вводятся через горелки в верхней части газификатора. Твердое сырье, такое как уголь, предварительно перерабатывается в суспензию путем тонкого измельчения и добавления воды. Шлам закачивается в горелку, и вода, добавляемая вместе с шламом, заменяет большую часть пара, который обычно должен подаваться в систему. Неочищенный газ и расплавленная зола, образующиеся при газификации угля, вытекают в нижнюю часть газификатора. Имеются две альтернативы регенерации золы и охлаждению неочищенного газа.Неочищенный газ может быть либо охлажден и очищен от шлаковой золы закалкой водой, либо охлажден в радиационном охладителе синтез-газа от 1400°С до 700°С. Тепло, полученное во втором варианте, затем используется для производства пара, который будет использоваться в процессе, или для выработки электроэнергии. Расплавленный шлак стекает по парогенератору-утилизатору, охлаждается партиями на дне охладителя и, наконец, удаляется через систему шлюзовых воронок. Вариант гашения является предпочтительным вариантом для угольного сырья, поскольку оно может содержать следы солей (натрия и кальция), которые могут вызывать коррозию охладителей синтез-газа при высоких температурах.Однако этот вариант может оказаться недостатком для производства электроэнергии, так как тепловой КПД немного снижается.
Расплавленный шлак стекает по парогенератору-утилизатору, охлаждается партиями на дне охладителя и, наконец, удаляется через систему шлюзовых воронок. Вариант гашения является предпочтительным вариантом для угольного сырья, поскольку оно может содержать следы солей (натрия и кальция), которые могут вызывать коррозию охладителей синтез-газа при высоких температурах.Однако этот вариант может оказаться недостатком для производства электроэнергии, так как тепловой КПД немного снижается.
Несколько существующих проектов основаны на технологии Texaco, и среди них проект IGCC, электростанция Polk, управляемая Tampa Electric Corp. В течение первых трех коммерческих лет эксплуатации было протестировано 10 углей или угольных смесей, чтобы определить самое дешевое сырье для переработки. при соблюдении новых экологических норм. Система удаления шлака электростанции Polk была разработана для переработки углей с зольностью не более 12% (масса в сухом веществе).Рабочая температура газификаторов должна быть достаточно высокой, чтобы угольно-минеральные вещества плавились и свободно стекали по дну газификатора. Texaco установила минимальную теплотворную способность углей на уровне 30 МДж/кг, чтобы производить синтез-газ, достаточный для полной загрузки турбины внутреннего сгорания. Было бы необходимо увеличить объем подачи кислорода, а также мощность системы подачи шлама для работы станции на угле с более низкой теплотворной способностью. Установка рассчитана на работу с углями с содержанием серы до 3.5% (мас. в пересчете на сухую массу). Для углей с более высоким содержанием серы, чем для первого базового угля (Питтсбург № 8-1 с содержанием серы около 2,5%), потребовались дорогостоящие модификации системы удаления кислых газов. После серьезных проблем компания решила перейти на использование угольных смесей с более низким содержанием серы. Предельное содержание хлора в углях было установлено на уровне 0,15% (сухая зола). Более высокая концентрация хлора в углях повредит систему. Другие свойства угля влияют на технические и экономические аспекты работы IGCC на базе Texaco и требуют испытаний угля в устройстве перед его выбором для электростанции Polk.
Texaco установила минимальную теплотворную способность углей на уровне 30 МДж/кг, чтобы производить синтез-газ, достаточный для полной загрузки турбины внутреннего сгорания. Было бы необходимо увеличить объем подачи кислорода, а также мощность системы подачи шлама для работы станции на угле с более низкой теплотворной способностью. Установка рассчитана на работу с углями с содержанием серы до 3.5% (мас. в пересчете на сухую массу). Для углей с более высоким содержанием серы, чем для первого базового угля (Питтсбург № 8-1 с содержанием серы около 2,5%), потребовались дорогостоящие модификации системы удаления кислых газов. После серьезных проблем компания решила перейти на использование угольных смесей с более низким содержанием серы. Предельное содержание хлора в углях было установлено на уровне 0,15% (сухая зола). Более высокая концентрация хлора в углях повредит систему. Другие свойства угля влияют на технические и экономические аспекты работы IGCC на базе Texaco и требуют испытаний угля в устройстве перед его выбором для электростанции Polk.
Технология Texaco также используется на химических заводах. Пять химических заводов этого типа были построены после 1993 года. В США компания Eastman Chemicals (Кингспорт, Теннесси) владеет двумя газификаторами охлаждения Texaco, которые работают при 70 бар и 1400°C для производства уксусной кислоты и уксусного ангидрида. Хотя предприятие сконфигурировано для производства ацетиловых химикатов, компания утверждает, что установки по газификации и очистке полностью совместимы с электроэнергетическим вариантом, и, как сообщается, в Кингспорте разрабатывается электроэнергетический вариант мощностью 523 МВт.Это соответствует новым проектам когенерации химических веществ и электроэнергии, спонсируемым Министерством энергетики США (DOE) в рамках программы Vision 21. Другая американская компания, Waste Management & Processors, Inc., в настоящее время проводит технико-экономическое обоснование в партнерстве с Texaco, Sasol и Nexant для разработки одного из трех демонстрационных заводов совместного производства с ранним входом (EECP) в рамках Vision 21. программа. Целью является коммерциализация технологии газификации/сжижения угля для производства сверхчистого топлива для транспортных средств Фишера-Тропша с использованием энергии, химикатов или пара в качестве побочных продуктов.Предлагаемое расположение завода находится на когенерационной установке Gilberton Power Plant в Пенсильвании. Он включает газификацию местных отработанных углей, в основном отходов антрацита с высоким содержанием золы, полученных в результате операций по очистке угля на месте, которые содержат угольную мелочь, угольную пыль и грязь. Другой демонстрационный проект EECP разрабатывается Texaco в сотрудничестве с Rentech (Fisher-Tropsch Technology), Brown and Root services, Praxair и GE Power Systems для производства электроэнергии и химикатов из угля и нефтяного кокса.Проект включает технические и экономические исследования нескольких вариантов процесса, включая состав синтез-газа, модернизацию продуктов Фишера-Тропша, очистку сточных вод, разделение катализатора и парафина, удаление кислых газов, утилизацию остаточных газов и выбор площадки.
программа. Целью является коммерциализация технологии газификации/сжижения угля для производства сверхчистого топлива для транспортных средств Фишера-Тропша с использованием энергии, химикатов или пара в качестве побочных продуктов.Предлагаемое расположение завода находится на когенерационной установке Gilberton Power Plant в Пенсильвании. Он включает газификацию местных отработанных углей, в основном отходов антрацита с высоким содержанием золы, полученных в результате операций по очистке угля на месте, которые содержат угольную мелочь, угольную пыль и грязь. Другой демонстрационный проект EECP разрабатывается Texaco в сотрудничестве с Rentech (Fisher-Tropsch Technology), Brown and Root services, Praxair и GE Power Systems для производства электроэнергии и химикатов из угля и нефтяного кокса.Проект включает технические и экономические исследования нескольких вариантов процесса, включая состав синтез-газа, модернизацию продуктов Фишера-Тропша, очистку сточных вод, разделение катализатора и парафина, удаление кислых газов, утилизацию остаточных газов и выбор площадки. Существует также план строительства на угле электростанции IGCC мощностью 430 МВт по технологии Texaco вблизи шахты Хэтфилд на севере Англии. Проект IGCC с удалением CO 2 и производством H 2 изучается консалтинговой компанией Jacobs в сотрудничестве с GE.Электростанция IGCC настроена на удаление 75% исходного углерода в виде CO 2 перед сгоранием в газовой турбине. При проведении «кислой конверсии» синтез-газа большая часть окиси углерода должна быть преобразована в двуокись углерода и равный объем водорода. Если выполняется удаление углекислого газа, то топливо для турбины внутреннего сгорания будет состоять в основном из H 2 .
Футеровка из хромо-глиноземного ДВК | Безтигельные индукционные печи
Новая связующая система Al-Cr основана на твердом растворе хрома и алюминия [9], который обладает очень высокой стойкостью к ферросплавам и шлакам.Слегка положительное постоянное расширение во время спекания обеспечивает подходящее уплотнение без раскрытия пористой структуры или изменения прочности футеровки в горячем состоянии. Начальное распределение частиц по размерам и механизм спекания приводят к микропористой структуре, ограничивающей проникновение расплавленного металла или шлака в футеровку.
Начальное распределение частиц по размерам и механизм спекания приводят к микропористой структуре, ограничивающей проникновение расплавленного металла или шлака в футеровку.
| Характеристика после обжига 1600°C | Новый Al-Cr DVC | Типовой NRM |
| Насыпная плотность | 3.4 | 2,8 |
| Открытая пористость (%) | 15 | 25 |
| Средний размер пор мкм | <1 | 6 |
| Прочность на раздавливание в холодном состоянии (МПа) | 85 | 20 |
| Постоянное линейное изменение (%) | 0,1 | 4 |
| Таблица 2: Сравнительные свойства после обжига нового Al-Cr DVC и типичного NRM на шпинельной связке, используемого для стальных тигельных печей | ||
Выбранное сырье и природа керамической связки обеспечивают высокотемпературное спекание, которое сводит к минимуму толщину спеченного материала и сохраняет большую часть огнеупорной футеровки в виде неспеченного порошка, тем самым повышая устойчивость к растрескиванию и теплоизоляцию футеровки. , несмотря на более высокую теплопроводность спеченной области.На рисунке 3 показаны сравнительные характеристики спекания соответственно нового Al-Cr DVC и типичного оксида алюминия NRM на шпинельной связке, оба из которых подвергались воздействию температурного градиента между 1600°C и окружающей атмосферой. Керамическое соединение для стандартного NRM завершается при температуре около 1360°C, тогда как окончательное спекание нового Al-Cr DVC происходит только при 1450°C. Аналогичная разница составляет 100°C и при первичной консолидации.
, несмотря на более высокую теплопроводность спеченной области.На рисунке 3 показаны сравнительные характеристики спекания соответственно нового Al-Cr DVC и типичного оксида алюминия NRM на шпинельной связке, оба из которых подвергались воздействию температурного градиента между 1600°C и окружающей атмосферой. Керамическое соединение для стандартного NRM завершается при температуре около 1360°C, тогда как окончательное спекание нового Al-Cr DVC происходит только при 1450°C. Аналогичная разница составляет 100°C и при первичной консолидации.
Рис. 3: Спекание в условиях температурного градиента Al-Cr DVC и типичного NRM.
На рис. 4 показано оценочное сравнение тепловых профилей через стальную безтигельную футеровку печи в случаях NRM и хром-глинозема. Это иллюстрирует преимущество алюмохрома, который, несмотря на более высокую теплопроводность, использует преимущества более высокой температуры спекания для снижения общих потерь тепла через футеровку.
Рис.4 (справа): Термические профили через футеровку для соотв. NRM и новый Al-Cr DVC.
Что касается коррозии шлаком дефос, то преимущества системы хром-глинозем совершенно очевидны.Большие цилиндрические образцы диаметром 70 мм погружали в высокочастотную безтигельную печь, содержащую 200 кг арматурной стали из марганцовистой стали, легированной 0,0,8% P, и 10 кг шлака дефософирования состава, приведенного в таблице 3. Цилиндр был затем пустить во вращение при 30 об/мин на 20 минут. Температуру поддерживали в пределах от 1580°C до 1620°C в течение всего испытания.
| Компонент шлака | мас. % |
| СаО | 58.8 |
| Прокатная окалина FeOx | 30,3 |
| КаФ 2 | 10,6 |
| Таблица 3: Состав шлака, использованного для коррозионных испытаний | |
В таблице 4 представлены результаты, полученные на различных образцах огнеупоров по окончании испытаний. Превосходные характеристики New Al-Cr DVC в этих агрессивных условиях испытаний четко видны как с точки зрения внешнего вида, так и скорости коррозии.Содержание Cr 2 O 3 в шлаке в конце испытания было близко к 0,5%, что аналогично концентрации, полученной без контакта с хромсодержащим огнеупором.
Превосходные характеристики New Al-Cr DVC в этих агрессивных условиях испытаний четко видны как с точки зрения внешнего вида, так и скорости коррозии.Содержание Cr 2 O 3 в шлаке в конце испытания было близко к 0,5%, что аналогично концентрации, полученной без контакта с хромсодержащим огнеупором.
| Материал Химический анализ кальцинированного продукта | новый AL-CR DVC 87,5% AL 2 O 3 7 7 79% CR 2 O 3 0,4% MGO 3,0% TIO 2 0,6% SIO 2 0.2% CaO 0,1% Fe 2 O 3 0,3% Na 2 O | NRM 12,5% MGO 0,2% SIO 0,2% SIO 2 | Basic Ramming Mass 83,9% MgO 13,9% AL 2 O 3 O 3 0,9% SIO 2 |
| Внешний вид образца после испытаний | |||
| Уменьшение диаметра на линии шлака (%) | 5% | 29% | 11% |
| Потеря объема под поверхностью шлака (%) | 4% | 20% | 35% |
| Таблица 4: Результаты лабораторных испытаний на коррозию в условиях дефосирования | |||
 2% Na 2 O
2% Na 2 O
.