Листогиб своими: чертежи и описание гибочного станка для листового металла. Как сделать листогибочный станок из уголка?
Листогиб своими руками — поворотный, роликовый и валковый
Листогиб, изготовленный своими руками будет хорошим помощником в домашней мастерской. Ведь из листового металла делают такие изделия, как водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста. И при этом все это можно сделать только на гибочном станке. В данном обзоре приведены рекомендации и схемы для изготовления самодельного листогиба из металла или дерева.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°. Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной.
 Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
Это оборудование профессиональное, используется на предприятиях средней и большой мощности. - Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Как повысить прочность креплений станка
В листогибочной машине есть еще один большой недочет — схема ее крепления к рабочему столу. Струбцины, которые учтены в предоставленном приспособлении, являются очень ненадежным видом крепления, особенно если учесть быструю астеничность сварочных швов. От этих крепежных частей можно, вообще, отказаться, что также разрешит исключить необходимость использования сварных монтажей и щек. Решить эту задачу разрешают следующие действия:
Решить эту задачу разрешают следующие действия:
- Производство опорной балки, которая будет выдаваться за пределы рабочего стола;
- Выделывание U-образных проушин на концах основной балки;
- Крепление основной балки к рабочему столу с помощью болтов (М10) и фасонных гаек с лапами.
Если в улучшенном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить подобный вопрос можно довольно просто: применять для этого дверные петли-бабочки, какие традиционно используются для навешивания тяжелых железных дверей. Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
Согнуть на листогибочном станке с траверсой, прикрепленной на петли-бабочки можно множество болванок, так как эти петли отличаются очень высокой прочностью:
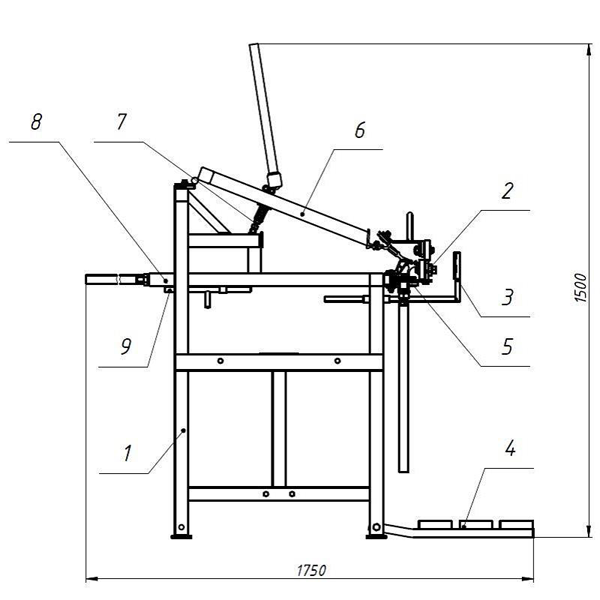
- Усиленная опорная балка;
- Маховик — резьбовая часть;
- Балка, обеспечивающая прижимание заготовки;
- Штатив для крепления установки элементов к рабочему столу;
- Траверса, с помощью которой можно согнуть разделываемую заготовку.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
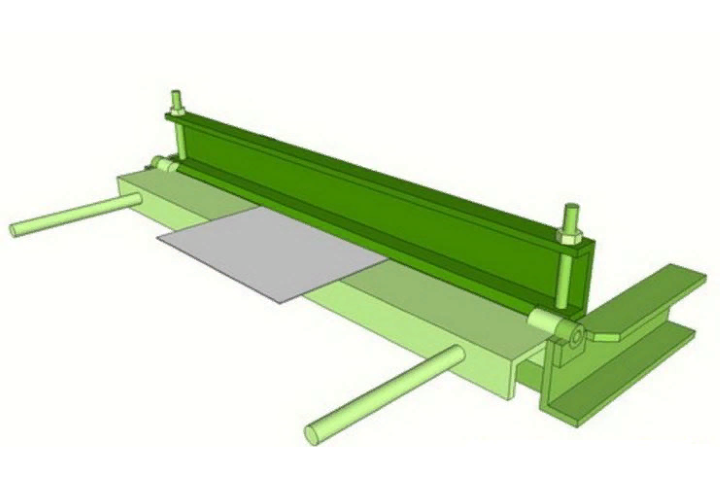
Чертеж гибочного станка для листового металла
Листогиб — проекция сбоку
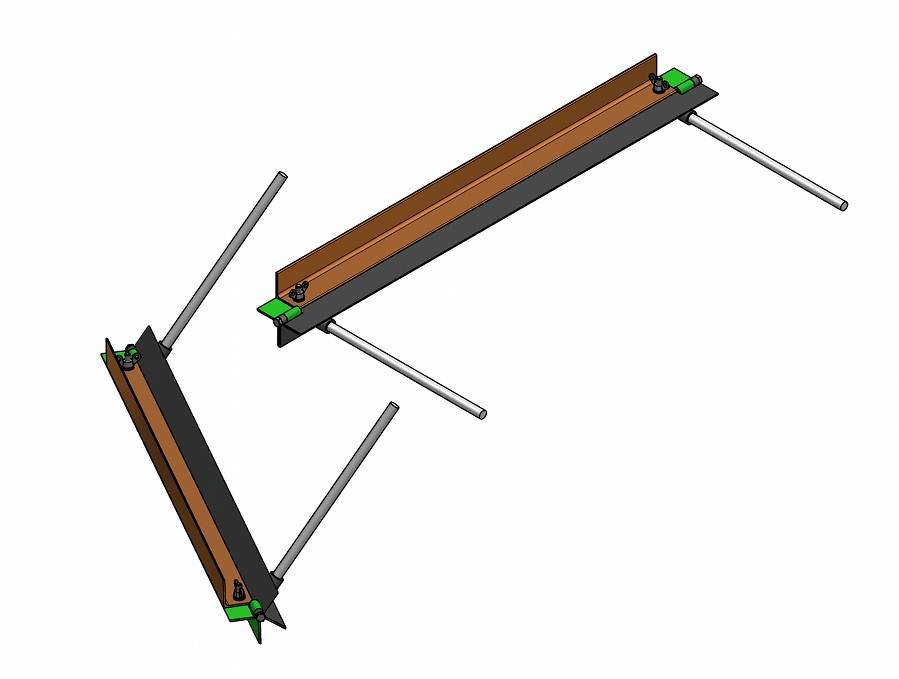
Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно. Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки). Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны.
 Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки. Такие укосины
Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки. Такие укосины - К укосинам приварить гайку болта. Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить. Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама. Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания. К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.

Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону.
 Из-за этого крепление петли получается не самым удобным, но сделать можно. Особенности
Из-за этого крепление петли получается не самым удобным, но сделать можно. Особенности - На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Изготовление зиг-машины
Зиг-машина (или зиговочный механизм) позволяет согнуть на конструкциях из листового железа бортики жесткости, которые именуются зигами. Такие машины причисляются к группе специального оборудования и могут быть сделаны с гальваническим или ручным приводом. Ручные зиг-машины, также фиксируемые при помощи струбцины, могут иметь довольно малогабаритные размеры и переносятся в обыкновенной сумке для рабочих приборов.
Такие устройства дают возможность за один проход сделать высококачественную отбортовку не только на выпуклых изделиях (тех же обечайках железных емкостей), но и на прямолинейных железных листах. Эти приборы являются просто незаменимыми при производстве единичных частей кровельных установок.

Рабочими элементами зиг-машины считаются вальцы-ролики, а ее применение позволяет существенно сэкономить на приобретении частей кровельной конструкции, сделанных в заводских условиях. Если посмотреть видео, в котором представлена работа этого устройства, становится ясно, что пользоваться им можно даже по месту прямого монтажа кровельной системы.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Описание
Гидравлика применяется на промышленном оборудовании, отличающемся высокой производительностью и способностью обрабатывать материал с толщиной около 3-4 мм. В качестве дополнения выступают прессы и поворотные балочные элементы. Настройка станка производится с помощью программного управления либо вручную, в зависимости от его разновидности.
В масштабном производстве чаще всего применяется листогиб гидравлический с ЧПУ. Этому способствует возможность получения в течение короткого срока множества изделий в соответствии с заданными параметрами и с минимальным количеством брака. Для менее масштабного производства устройство с программным управлением также актуально за счет хранения параметров изделий любых форм. Выпуск выбранного типа изделия начинается с нажатия всего лишь одной кнопки. В некоторых случаях возникает необходимость в замене матрицы, но на это уходит не более пяти минут.
Для менее масштабного производства устройство с программным управлением также актуально за счет хранения параметров изделий любых форм. Выпуск выбранного типа изделия начинается с нажатия всего лишь одной кнопки. В некоторых случаях возникает необходимость в замене матрицы, но на это уходит не более пяти минут.
Устройства, оснащенные программным обеспечением, можно быстро настраивать на производство новых элементов при помощи дистанционного дисплея, пульта управления, размещенного на аппарате, или специальной программы. Четырехвалковый гидравлический листогиб отличается легкостью в эксплуатации и возможностью выполнения таких задач, которые не под силу другим разновидностям. С помощью него можно создавать детали, имеющие квадратную, овальную и треугольную форму.
Общие понятия
Листогибочный станок
Это специально созданное устройство, с помощью которого можно сгибать листы оцинкованного металла, определённой толщины. Такой чудо станок, как правило, применяется в производственных целях.
Среди умелых мастеров такое приспособление так и не получило широкого распространения. Однако в наше время существуют люди, которые смогли воспроизвести прототип производственного модуля и сделать собственноручный листогиб.
Такую вещь довольно просто сделать своими руками, он не займёт много места в вашем гараже или мастерской.
Направленность применения
Казалось бы, довольно простое оборудование, а охватывает огромную отрасль промышленности. Это изобретение способно производить изделия в следующих сферах деятельности:
Самая расширенная сфера применения
Это строительство. Именно в этой сфере можно встретить огромный выбор профнастила, металлопрофиля, металлочерепицы и её комплектующих элементов. Также металлический сайдинг — его используют для внутренней отделки домов и зданий. Вентиляционные шахты также производятся посредством листогибов.
Машиностроение и авиация
А также кораблестроение. Эта сфера очень расширена, так как создаются различные детали кузовов, авиационной обшивки, а также обшивки судоходной техники.
Электроника
Ни всем известно, что с помощью листогибов создаются корпуса бытовой техники (микроволновые печи, духовые шкафы, корпуса холодильников и стиральных машинок, корпуса компьютеров и многое другое).
Производство мебели
В этой сфере создаются короба, шкафчики для раздевалок, шкафчики для хранения вещей и т.д.
Многие сферы оказались охваченными по эксплуатации листогибочной установки. Каждая из вышеуказанных сфер очень сильно распространена среди населения.
Разновидности листогибочного приспособления
Рассмотрим эти виды:
Ручное приводное воздействие
Такой тип используется в основном в быту. К ним относятся самодельные изобретения. Именно с помощью этого устройства можно мастерить из оцинковки любые приспособления для дома или дачи. А если на ручном листогибе правильно установить опорные балки, скобы на необходимый радиус сгиба, то это позволит создавать сложные элементы.
Механическое воздействие
Такие агрегаты относятся к стационарным станкам. Действующая сила распределяется от маховика. Такая конструкция имеет ограничения в своём использовании. Дело в том, что аппарат снабжён специальным рычагом, посредством которого и осуществляется сгибание листа. Минус состоит в том, что необходимо прикладывать физическую силу.
Действующая сила распределяется от маховика. Такая конструкция имеет ограничения в своём использовании. Дело в том, что аппарат снабжён специальным рычагом, посредством которого и осуществляется сгибание листа. Минус состоит в том, что необходимо прикладывать физическую силу.
Электромеханический вариант
Электромеханические приводы получили широкое одобрение, среди своих обладателей. Всё потому, что этот станок очень удобен и универсален. Процесс начинается с укладывания оцинковки на поверхность матрицы. После нажатия пусковой клавиши в силу вступают пуансон, толкатель и непосредственно редуктор. За счёт этого прогибается или выгибание оцинкованного листа с необходимыми параметрами. Усилие, которое производит такой станочек — минимум 100-200 килограмм, в отдельных случаях эта характеристика может доходить до одной тонны.
Электромагнитное приводное действие
Электромагнитные станки, в наше время, в основном используются в металлопрокатной индустрии. Процент использования такого оборудования в машиностроении составляет 70%. В нём имеются только одни плюсы. Малые габариты, высокая производительность (это устройство способно за одну только минуту производить порядка нескольких сотен деталей), он совершенно бесшумный.
В нём имеются только одни плюсы. Малые габариты, высокая производительность (это устройство способно за одну только минуту производить порядка нескольких сотен деталей), он совершенно бесшумный.
Гидравлический привод
Эта категория относится к разряду листогибочных прессов. Пресса с гидравликой используют в серийном производстве деталей. Они очень производительны, качественны, полностью автоматизированы, имеют контроль угла гиба листов.
Зиг машина
Это приспособление имеет очень важную сторону. Применяются они в изготовлении комплектующих деталей. С помощью зиг машины можно сделать отбортовку листовой оцинковки, рифление краев, производится прокатка соединительных сгибов и многое другое.
Изготовление листогиба своими руками
Если разобраться, деталировка листогиба не такая уж и сложная.
Виды металлопрофиля
Гибочная балка
За счёт неё производится сгибание металлического листа под углом от 0 до 180 градусов.
Прижимная балка
Данная деталь прижимной силой удерживает лист и не допускает его скольжение.
Угломерный диск
Специальный диск, на котором отображены все необходимые размеры углов.
Дисковый нож
Острый, заточенный диск, произведённый из высокопрочной стали, который производят резку стали без проблем.
Задний стол
Состоит из сквозной конструкции с ровной, верхней поверхностью, по которой будет передвигаться оцинкованная заготовка.
Зажимная рукоять
За счёт неё приводится в готовность и действие, прижимная балка.
Натяжное устройство
Позволяет обеспечить выбор положения и форм балок, для производства качественного сгиба продуктов металлопроката.
Разработка технического устройства
В процессе конструирования , важно собрать его так, чтобы вам было удобно. Чтобы вся нагрузка распределялась на самые выносливые мышцы вашего тела и на опорные стойки устройства. При разработке агрегата, который вы хотите создать своими руками, важно учитывать следующие параметры:
- Ширина оцинковки не должна превышать одного метра.

- Наклон сгиба не должен быть меньше 120 градусов.
- Количество циклов беспрерывного производства не должно превышать 1200 единиц.
- Применение в качестве заготовки различных сплавов стали и других металлов категорически запрещено.
- Разрешённая толщина следующих металлов:
- Алюминий — допустимая толщина 0,7 миллиметра.
- Оцинковка — оптимальная толщина 0,66 миллиметра.
- Медь — допускается толщина в один миллиметр.
Проверка и наладка готового агрегата
Проверку работоспособности устройства лучше производить с применением картонной прокладки требуемой толщины. Её размещают в отрегулированном зазоре между подвижными частями, после чего поворачивают балку на угол не менее 130 — 150°. На образце не должно быть следов задиров, вмятин и т.п. дефектов, а толщина прокладки должна остаться такой же. В противном случае производится тщательная регулировка зазоров путём подтягивания крепёжных винтов. Иногда в месте гиба происходит складкообразование, либо заметны следы от инструмента. Это – признак некачественного изготовления рабочих сегментов. В подобных ситуациях их следует проверить всем комплектом, и бракованные сегменты отдать на переделку или доработку (чаще – перешлифовку).
Это – признак некачественного изготовления рабочих сегментов. В подобных ситуациях их следует проверить всем комплектом, и бракованные сегменты отдать на переделку или доработку (чаще – перешлифовку).
Следующим этапом настройки является наладка свободного хода ручки или педали. Она не должна быть более 10 мм, иначе оператору при ручном приводе трудно «поймать» момент начала гиба. Это важно, поскольку при гибке абсолютно всех металлов и сплавов происходит их пружинение – самопроизвольное уменьшение значения угла гиба. Угол пружинения больше для стальных заготовок, и меньше — для более пластичных, но в среднем составляет 2 — 8°.
Разновидности
Есть три разновидности станков для гибки листов:
- Простой ручной, в данном случае гибка металла выполняется при приложении силы. Такие устройство дают возможность избегать листовые материалы под любыми углами — от нескольких градусов до 360.
- Гидравлический станок, в котором при помощи ударов листовой металл сгибают по форме матрица.
 Последняя бывает прямой, иногда криволинейной. Такое оборудование признано профессиональным, и его активно используют для предприятиях большой и средней мощности.
Последняя бывает прямой, иногда криволинейной. Такое оборудование признано профессиональным, и его активно используют для предприятиях большой и средней мощности. - Роликовые/валковые листогибы, в которых лист металла не гнется строго по прямой, а закругляют. При помощи такого оборудования можно делать трубы или любые подобные изделия.
Все описанные устройства относятся к станкам для гибки листов. Своими руками будет проще всего сделать оборудование первого типа, и немного сложнее – третий. О них и пойдет речь – как сделать листогиб своими руками + видео.
Простые (ручные)
Металлические фасонные детали стоят дорого, даже дороже профнастила или металлической черепицы, поэтому есть смысл изготовить самый простой станок для гибки листового металла, а уже с его помощью сделать любое количество углов, отливов и остальных деталей, которые вам требуются, при этом лишь под свои размеры.
И да, не переживайте на счет внешнего вида. В продаже если листовой металл не только оцинкованного типа, но и уже окрашенный. В каждой конструкции лист будет плотно зафиксирован, поэтому при работе он не будет скользить по столу, а краска не сотрется и не поцарапается.
В продаже если листовой металл не только оцинкованного типа, но и уже окрашенный. В каждой конструкции лист будет плотно зафиксирован, поэтому при работе он не будет скользить по столу, а краска не сотрется и не поцарапается.
В местах изгиба она тоже не будет повреждена, поэтому вид изделий будет приличный. При должных усилиях ваши изделия будете выглядеть даже лучше тех, что есть в продаже.
Листогиб из тавров
Для изготовления такого станка потребуется любая ровная поверхность, к примеру, стол, желательно чтобы он был металлическим, а также 3 уголка с шириной полочки не меньше 4,5 см, а толщина металла не меньше 0,3 см. Если у вас в планах есть изгибание длинных заготовок (длина больше 1 метра), то желательно взять полочки с большей шириной и толщиной металла. Можно использовать товары, но это требуется для гибки листов с большей длиной и толщиной. Также потребуются 2 дверные металлические петли, а еще 2 винта с диаметром от 1 до 2 см, на них «барашки» и пружинка. Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Для листогиба, который будет сделан своими руками, используем тавр на 7 см – 3 кусочка по 2,5 метра, еще 2 болтика по 2 см диаметр, маленький кусочек металла с толщиной 0,5 см.
Порядок действий следующий:
Мини листогиб своими руками
При выполнении столярных и прочих работ могут потребоваться монтажные уголки. Порой их нужно действительно много, что влетает в копеечку. Гораздо дешевле делать их самостоятельно, применяя миниатюрный листогиб. В качестве материала для изготовления на нем уголков можно использовать порезанную на полоски жесть или алюминиевый лист.
Материалы:
- уголок 30х30 мм – 60 см;
- стальная полоса шириной 70 мм – 15 см;
- крепкие оконные петли – 2 шт.;
- болты, гайки, барашки.
Изготовление листогиба
Сначала нужно сделать основные заготовки. От полосы следует отрезать кусок 15 см. Уголок нарезается на 4 заготовки по 15 см.
От полосы следует отрезать кусок 15 см. Уголок нарезается на 4 заготовки по 15 см.
Из двух уголков делаются ручки станка. В них проделывается по одному отверстию. Сверлить нужно по центру одной из сторон на расстоянии 12 мм от края, как на фото. Важно! Отверстие на втором уголке делается в зеркальном отображении относительно первой заготовки.
Остальные 2 уголка соединяются парой крепких оконных петель. Для этого в каждом из них проделывается пара сквозных отверстий. Нужно получить конструкцию, как на фото.
На соединенных петлями уголках проделывается по отверстию для присоединения ручек. Сверлиться нужно на расстоянии 12 мм от краев, как на фото. На одном из уголков делается еще одно отверстие и со второго края на таком же отдалении.
На отрезку полосы нужно сделать 2 отверстия на расстоянии по 12 мм от краев. Важно, чтобы они полностью совпадали с теми, что имеются на одном из уголков с петлями. При этом их нужно сместить на 3 мм ближе к длинной стороне.
Теперь нужно собрать все детали вместе. Уголки для ручек подставляются снизу под заготовку с петлями. Сторона станка с одним отверстием стягивается коротким болтиком. На половине с двумя отверстиями используются длинные болты с барашками. Это позволяет захватить и прижать полосу.
Как пользоваться
Пластинка из мягкого металла или жести нужной длины заводиться в листогиб под полосу. Она выставляется ровно под 90° относительно деталей станка. Заготовка зажимается закручиванием барашек. После этого потянув за ручки нужно согнуть листогиб. При этом пластинка изогнется в монтажный уголок. Дальше в нем останется сделать отверстие и использовать по назначению.
Станок делается очень быстро, причем с минимальным набором инструментов. Получаемые уголки могут использоваться при производстве самодельной мебели, клеток для животных, укрепления каркасных конструкций и т.д.
Original article in English
Как сделать листогиб. Ручной роликовый листогиб своими руками
Как сделать листогиб
Содержание статьи:
Ручной листогиб — необходимый инструмент в арсенале каждого домашнего мастера.
В особенности, этот инструмент незаменимый для тех людей, которые занимаются такой работой, как холодная ковка металла, где нужно согнуть какой то отдельный элемент металлической заготовки и т. д.
Конечно же, если необходимо сгибать что-то один или несколько раз, то можно взять листогиб на прокат у знакомых или в какой нибудь фирме.
Но если постоянно требуется в работе применять листогибочные операции, то никак не обойтись без покупного варианта станка-листогиба, либо его аналога изготовленного своими руками.
Как сделать листогиб своими руками?
Пополнить свой арсенал инструмента самодельным листогибом вполне возможно, благо, вопрос, как сделать листогиб, решается достаточно просто. Сегодня можно посмотреть видео — как сделать листогиб своими руками в интернете, найти чертежи листогиба и инструкцию по его изготовлению.
На самом же деле, сделать листогиб под силу каждому человеку. Перед тем как осуществлять сборку листогиба, следует определиться сначала с техническими характеристиками этого инструмента, какой по толщине им металл придется сгибать и многое другое.
Самодельный листогиб и его характеристики
Прежде чем приступать к основной части вопроса, как сделать листогиб своими руками, следует определиться вот с чем:
- Какой металл по толщине придётся гнуть листогибом.
- В каком диапазоне углов гибки металла, необходимо работать чаще всего.
- С габаритами самодельного листогиба — его высотой, длиной и шириной.
- Насколько точным должен быть листогиб, изготовленный своими руками.
Как только ответы на все вышеперечисленные вопрос будут найдены, можно приступать к изготовлению листогиба своими руками. Как сделать листогиб и что потребуется для его изготовления?
Чтобы сделать листогиб потребуется станина и подвижная часть механизма, которая будет гнуть металл под требуемым углом. К станине, заготовка для сгибания, должна надежно фиксироваться посредством рычагов, на концах которых имеется резьба.
Часто распространённым вариантом является листогиб из тисков, которые используются для фиксации заготовки во время её сгибания.
Не менее популярным вариантом листогиба, является и листогиб своими руками с использованием деревянных составляющих. Такой самодельный листогиб, чаще всего используется, для того, чтобы сделать оконные отливы, в общем, различные элементы, гнущиеся из тонкой оцинкованной жести.
Листогиб может быть различных конструкций и вариаций, поэтому на вопрос как сделать листогиб своими руками, можно найти множество всевозможных ответов. Главное при этом, определить правильные технические характеристики листогиба, которые во многом зависят от рода выполняемой им работы.
Оценить статью и поделиться ссылкой:
Самодельный листогиб. Листогибочный станок своими руками
В практике самодельщиков листогиб является пока малораспространенным приспособлением. А ведь этот инструмент очень полезен, так как позволяет даже неквалифицированному мастеру качественно исполнять работы, связанные с гибкой листового металла. Изогнуть заготовку с помощью листогиба под заданным углом и обеспечить плоскостность и отсутствие деформаций в отгибаемой части листа удается без проблем.
Изогнуть заготовку с помощью листогиба под заданным углом и обеспечить плоскостность и отсутствие деформаций в отгибаемой части листа удается без проблем.
В умелых руках листогиб обеспечивает исключительно высокое качество изготовления таких изделии, как корпусы, шасси, кожухи, листогиб также понадобится при соединении листов в фальц, во всех случаях гарантируя надлежащий товарный вид изделий.
Листогиб состоит из основания, прижима, обжимного пуансона с ручкой-рычагом и двух струбцин для крепления приспособления к столешнице верстака (рис. 1). При наличии электросварки смастерить листогиб не так уж и сложно. Необходимы лишь отрезок швеллера и недеформированные уголки №5 и №3.
Рис. 1. Листогиб (сборка): 1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон
Основание изготавливают из швеллера №6,5 (годится и №8) длиной до 500 мм (размер выбираем по своему усмотрению).
Прижим, сделанный из уголка, обеспечивает гибку листа на угол, более 90°, что, например, необходимо для соединения листов в фальц. Прижим листогиба имеет сварную конструкцию; основной уголок №5 усиливается дополнительным профилем из уголка №3. Чтобы прижим был жестким, желательно использовать уголки с толщиной полок 5 мм. Прижим делают на 70 мм короче основания, к торцам его приваривают кронштейны из отрезков уголков №3 со стенкой толщиной 5 мм (рис. 2).
Прижим листогиба имеет сварную конструкцию; основной уголок №5 усиливается дополнительным профилем из уголка №3. Чтобы прижим был жестким, желательно использовать уголки с толщиной полок 5 мм. Прижим делают на 70 мм короче основания, к торцам его приваривают кронштейны из отрезков уголков №3 со стенкой толщиной 5 мм (рис. 2).
Рис. 2. Листогиб (деталировка): 1 — струбцина; 2 — щечка; 3 — основание; 4 — кронштейн; 5 — сварной прижим; 6 — ось; 7 — уголок пуансона
Края полок уголка прижима, контактирующие с изгибаемым листом, фрезеруют или обрабатывают напильником, делая их параллельными основанию. Посередине полки в каждом уголке-кронштейне сверлят отверстие диаметром 8 мм.
Обжимной пуансон выполняют из уголка №5, он на 10 мм короче, чем прижим. Ручку-рычаг выгибают из арматурного стального прутка диаметром 15 мм в виде скобы и приваривают к пуансону. Из стального листа толщиной 5 мм выпиливают щечки и в них сверлят по отверстию диаметром 10 мм.
У торцов уголка-пуансона с его ребра снимают фаски длиной 30 мм и глубиной 5 мм, необходимые для установки и крепления стальных осей из прутка диаметром 10 мм. Оси приваривают так, чтобы направление осевой линии прутка совпадало бы с ребром уголка. Фаски глубиной 6 мм, а длиной 32 мм снимают и на ребре основания (у торцов).
Оси приваривают так, чтобы направление осевой линии прутка совпадало бы с ребром уголка. Фаски глубиной 6 мм, а длиной 32 мм снимают и на ребре основания (у торцов).
Для предварительной сборки основание и пуансон крепят в слесарных тисках так, чтобы полка швеллера и полка уголка располагались в единой горизонтальной плоскости. На оси пуансона надевают щечки и прихватывают их к основанию в нескольких точках электросваркой или крепят иным способом.
Для пробной гибки на эту поверхность кладут лист из мягкого металла толщиной около 1 мм и фиксируют сверху прижимом, временно притягивая его к основанию струбцинами или шпильками с накладками. Положение щечек относительно основания проверяют путем пробных гибок и, при необходимости, корректируют. Убедившись в оптимальности положения щечек, их приваривают к основанию окончательно.
Используя отверстия в кронштейнах прижима как кондуктор, сверлят отверстия диаметром 8 мм в основании и в них нарезают резьбу М10. Отверстия в прижиме рассверливают до диаметра 10 мм. В резьбовые отверстия в основании снизу завинчивают болты, головки которых фиксируют на основании сваркой.
В резьбовые отверстия в основании снизу завинчивают болты, головки которых фиксируют на основании сваркой.
Притягивают прижим к основанию гайками М10, под головки которых подкладывают шайбы. Предпочтительнее использовать гайки-маховички, которые можно снять с водопроводной арматуры. Отжатие прижима при отвинчивании затяжных гаек обеспечивают пружины, надетые на болты. Можно использовать и резиновые амортизаторы.
Струбцины для крепления листогиба к основанию самодельные, сварены из уголка №3. Конструкция струбцин понятна из чертежа (рис. 3). Зажимные винты М10 снабжены опорными накладками. Струбцины приваривают к полке основания рядом со щечками.
Рис. 3. Листогиб (левая щёчка условно снята): 1 — вкладыш из дерева; 2 — основание; 3 — щечка правая; 4 — изгибаемый лист; 5 — прижим; 5 — ось пуансона; 7 — пуансон; 8 — рычаг пуансона
Своїми руками — Сегментный листогиб своими руками — Станки — Оборудование и инструмент
Добрый день. Сегодня 8е. .Празник.. Работать нельзя.. А писать можно .
Сегодня 8е. .Празник.. Работать нельзя.. А писать можно .
Поэтому дорогие читатели приступим дальше.
Как водится пятница не прошла даром. Сделал я вторую прижимную тягу. Принцип тот же. Вместо шайбы скатился до банальной гайки на 12.
Далее укрепил поворотную балку ребрами жесткости. Вроде ничего не повело. хотя это странно. все время как варю уводит металл сильно.
Теперь станок выглядит так.
Справа видна труба. На проворотную часть приварил кусок металла. На него одеваю кусок трубы. Получаю рычаг прижима. Пока будет так. Пока не придумаю какой красивый вариант.
Теперь надо придумать как красиво сделать ручки на поворотную балку со стяжками. И сапожки.
Пару советов.
Если у Вас в активе чего-то нет -подумайте сможете ли Вы обойтись. Если нет-не беритесь.
Я имею ввиду сверла, мощную дрель или станок( я сверлю перфоратором).
Вообще то конечно для таких работ нужны станки. Сверлить 16, 18, 22, руками можно тока на безрыбье.
Вообще впечатление такое.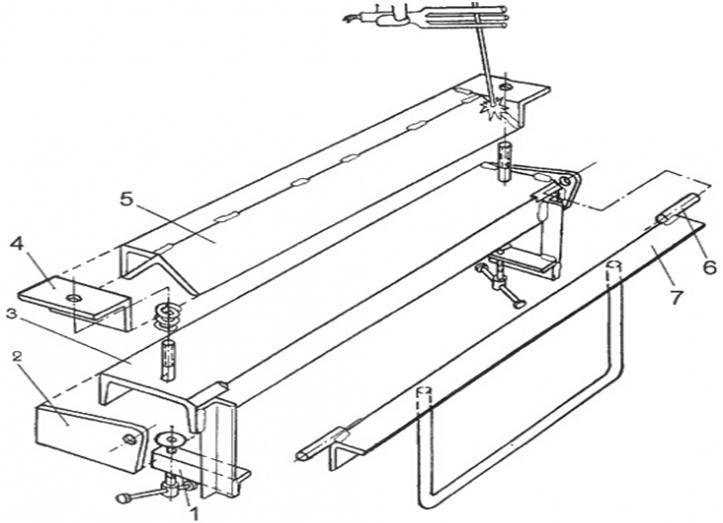 Если есть фрезеровка и сверловка(а она как побочный продукт фрезеровки) то лучше все нарисовать и отдать станочнику. Если есть денежный ресурс то такой листогиб за 5000грн. реально сделать заплатив львиную долю станочникам и материал. А самому тока собрать. А за 10000грн. я готов брать заказы . Причем делать не на старых амортах, а на… это называется цилиндрические направляющие. конечно их ценник не заслуживает рекламы, я нашел дешевле, но для примера http://aplast.com.ua/index/cilindricheskie_napravljajushhie/0-65
Если есть фрезеровка и сверловка(а она как побочный продукт фрезеровки) то лучше все нарисовать и отдать станочнику. Если есть денежный ресурс то такой листогиб за 5000грн. реально сделать заплатив львиную долю станочникам и материал. А самому тока собрать. А за 10000грн. я готов брать заказы . Причем делать не на старых амортах, а на… это называется цилиндрические направляющие. конечно их ценник не заслуживает рекламы, я нашел дешевле, но для примера http://aplast.com.ua/index/cilindricheskie_napravljajushhie/0-65
А за 15000грн такой листогиб можно повторить до мельчайших ньюансов и полнофункционально.
Пока мой ценник грн700. Я купил трубу, фрезеровку планки, планку, десятка 2 дисков к болгарке и пачку электродов. А еще сверла 16, 18, 20, 22. (20 не понадобилась сделал на 18.)
Остальное из старых запасов. Толстый фрезерованный металл, уголок70, трубы, и мозги..
Скажите.. во чувак загнул! вложил 700 хочет 10000. Не совсем так. Второй такой я уже не сделаю. На повтор ничего нет. Все прийдется делать заново и покупать. Так что там ценник будет другой.
Все прийдется делать заново и покупать. Так что там ценник будет другой.
Ручной листогиб своими руками: видео и чертеж
Где берут детали из металла различных форм? Ответ — покупают готовыми либо изготавливают самостоятельно. Готовые металлические детали намного дороже себестоимости металлического листа, а чтобы изготовить их самостоятельно, нужен специальный станок. Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки». Видео и чертежи, представленные в нашей статье, тоже вам пригодятся.
Не проще ли купить листогиб?
Наиболее насущный вопрос – цена листогибочного станка. Стоимость заводского листогибочного оборудование высока. Целесообразна такая затрата только в случае, если вы приобретаете такой станок для заработка, в противном случае он себя не окупит.
Кроме того, большая часть станков такого плана рассчитана на то, чтобы гнуть листы шириной до 3 м. Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Остается лишь вариант с ручным приводом, который можно изготовить своими руками!
Простейший станок-листогиб своими руками
Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:
- Прижим;
- Обжимной пуансон;
- Ручка-рычаг;
- Основания.
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.
Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.
За основу возьмите представленные чертежи:

Секрет! Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.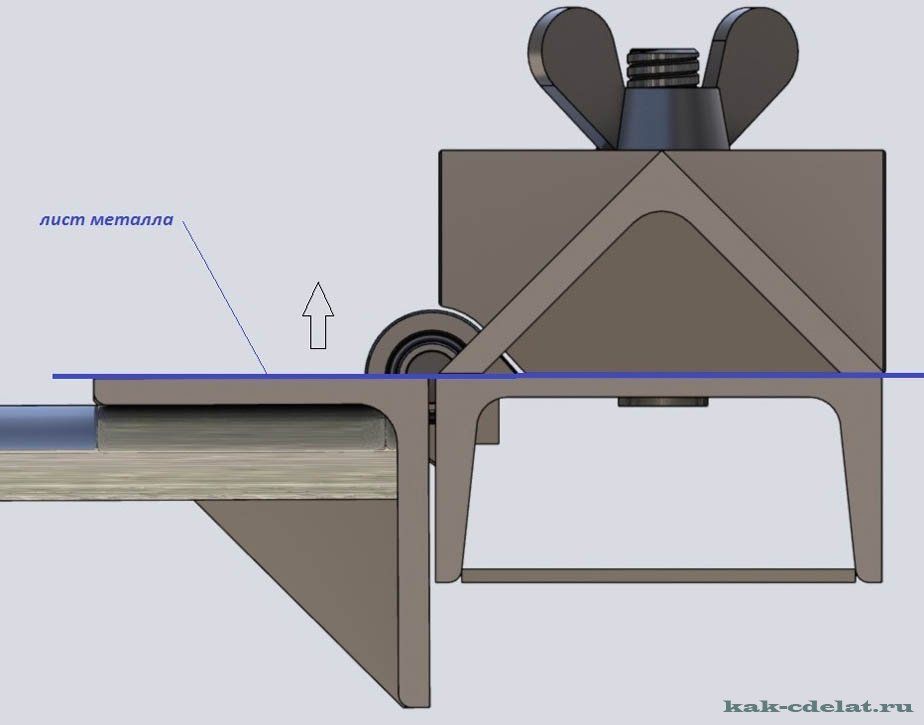
Последовательность работ
Приступаем к выполнению работ:
 Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;Окончательная обработка деталей
Некоторые рекомендуют просто пройтись по прижиму напильником или, что еще более диковинно, болгаркой. Однако вы должны осознавать, что такая обработка плоскости прижима не даст идеальной точности – допустимая неровность этого элемента всего 0,2 мм. Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.
Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Источник
Боковой изгиб
Обратите внимание: этот бендер не планируется! Его дизайн развивался в течение нескольких итераций дизайна в моем магазине. В этой статье вся информация, которую я могу предложить 🙂
Вот боковой наклон, который полностью поддерживает талию во время наклона. Он использует натяжение пружины, чтобы стальные листы постоянно соприкасались со стенкой.
Нижний лист изготовлен из пружинной стали толщиной 0,007 дюйма, которая не «запоминает» изгиб, поэтому остается в контакте с талией.Верхний лист изготовлен из тонкой (около 26 калибра) перфорированной нержавеющей стали, что позволяет выходить пару. Они оба постоянно прикреплены к торцу формы. Силиконовый нагревательный слой между ними обеспечивает тепло. Поскольку простыни постоянно прикреплены встык, бока регистрируются оттуда, а не по талии.
На другом конце нижний лист из пружинной стали прикреплен к поворотной раме с тремя пружинами.
Верхний перфорированный лист из нержавеющей стали имеет 3 собственные пружины, прикрепленные к деревянному блоку, который крепится к той же раме.
Это позволяет разделить листы, чтобы вставить сторону в гибочный станок; затем наборы пружин соединяются вместе, чтобы рама могла натянуть их оба.
Зажимные башмаки на обоих концах и на талии плотно прилегают. Поскольку поясной ботинок должен тянуться вниз, преодолевая как натяжение пружины, так и сопротивление стороны, крючки с проушиной оказались недостаточно прочными. Я приварил петлю из стального стержня диаметром 3/8 дюйма, чтобы зацепить за нее поясные зажимы, и прикрутил их к верхней части поясной обуви.
Я сделал свой со сменными формами для всех форм тела, которые я делаю. Формы изготовлены из древесно-стружечной плиты, склеенной Weldwood для защиты от жары. Так как разные размеры форм изменят величину натяжения пружин, я просверлил несколько отверстий в каждом плече поворотной рамы для поворотного стержня; у стержня есть деревянная ручка на одном конце, так что я могу вытащить его и продеть через другое отверстие, чтобы изменить натяжение пружины для различных размеров формы. Поворотная рама удерживается петлей из веревки вокруг дюбеля.
Поворотная рама удерживается петлей из веревки вокруг дюбеля.
Вот последовательность гибки:
- Зафиксируйте все башмаки и пружины и прогрейте в течение нескольких минут одеялом на полную мощность для той породы дерева, которую вы гните.
- Когда вода начнет шипеть на стальной поверхности, разблокируйте колодки, разъедините пружины и отложите верхний лист в сторону.
- Смочите водой сторону и вставьте ее между простынями поверх одеяла до линии совмещения в стыке и зафиксируйте башмаком.
- Приведите верхний лист в соприкосновение с боковой частью и согните боковую сторону вокруг нижней части, пока она не коснется верхней части формы.
- Соедините пружинные рычаги вместе, потяните их вниз и завяжите, согнув верхнюю часть.
- Теперь верхняя и нижняя части согнуты, талия все еще прямая, а стальные листы натянуты. Наденьте поясной ботинок, потяните его вниз и зажмите, сгибая талию. Боковая часть будет скользить вниз по верхнему краю к талии, но не будет скользить по нижнему краю из-за того, что задник зажат.

- Зажим на плечевом башмаке.
- Убавьте одеяло наполовину на 15 минут, затем выключите его и дайте остыть в течение часа для минимальной упругости.
Когда оба стальных листа находятся под натяжением пружины, сторона сжимается между ними, поэтому она не может расколоться или треснуть. Натяжение нижнего листа в основном предназначено для поддержки талии, а поскольку он изготовлен из пружинной стали 0,007 дюйма, он не помнит изгиб — он удерживает одеяло в идеальном контакте с бортом. Натяжение верхнего листа предотвращает образование волн, а его перфорация пропускает пар. чтобы убежать, чтобы стороны высохли равномерно.Я обрезаю свои стороны точно по длине и сужаю перед тем, как согнуть, поэтому они готовы разрезать оба края сразу после сгиба.
Пружинная сталь 0,007 дюйма доступна в виде «синих закаленных прокладок» в станкостроительных мастерских. Я получил свою пружинную сталь от J&L Industrial Supply — http://www.jlindustrial.com, номер по каталогу PBS-23165A. Пружины в мой трубогиб пришел от старого станка Fox, но аналогичные пружины доступны в большинстве хозяйственных магазинов.Зажимы могут быть De-Sta-Co, которые также доступны в хозяйственных магазинах, или марки Good Hand, которые вы можете заказать онлайн примерно за половина цены De-Sta-Cos.
Пружины в мой трубогиб пришел от старого станка Fox, но аналогичные пружины доступны в большинстве хозяйственных магазинов.Зажимы могут быть De-Sta-Co, которые также доступны в хозяйственных магазинах, или марки Good Hand, которые вы можете заказать онлайн примерно за половина цены De-Sta-Cos.
Перфорированную нержавеющую сталь найти труднее. Пришлось обзвонить местные магазины листового металла и найти кусок металлолома. Чем тоньше, тем лучше, мой размер 0,017 дюйма, что соответствует 26 или 27 калибру. Как правило, чем тоньше металл, тем меньше отверстия — отверстия в моем действительно крошечные, около 0,020 дюйма, и расположены примерно от 22 до линейного дюйма. Вам просто нужно позвонить вокруг и использовать то, что доступно.
Напишите мне по электронной почте
или позвоните по телефону (503)688-3376
Дом
бангшифт.com Хотите сделать свой собственный тормоз для листового металла? Смотреть это
Хотите сделать свой собственный тормоз из листового металла? Смотреть это
07 мая 2021 г. Чад Рейнольдс Совет недели, ДРУГОЕ, ТЕХНИКА, Технические истории, Видео
Чад Рейнольдс Совет недели, ДРУГОЕ, ТЕХНИКА, Технические истории, Видео
Инструменты — это круто. Я не знаю ни одного автолюбителя или девчонки, которые бы не копались в своих инструментах. В конце концов, как, черт возьми, мы можем построить эти вещи без правильных инструментов. У меня есть много инструментов, и все же есть сотни инструментов, которые я все еще хочу и должен дополнить своим списком пожеланий.Некоторые экстравагантны, но большинство нет. Некоторые из моих любимых инструментов — это те, которые сделал мой дедушка или которые я сделал в своем собственном гараже. Однако не каждый инструмент в моем списке пожеланий я могу создать сам, и, честно говоря, это не имело бы смысла, даже если бы я мог. Но некоторые вещи круто делать самому, и это имеет смысл.
Например, этот листогибочный пресс или гибочный станок. Это не самый простой проект, это точно, но я думаю, что это выполнимый проект, который кто-то может сделать с помощью сварочного аппарата и некоторых ручных инструментов. И результат довольно впечатляющий. Кроме того, ваши друзья будут просто завидовать, потому что у вас есть тормоз для листового металла. Когда вы говорите им, что сделали это сами, они будут чувствовать себя действительно хуже. Когда они узнают, что ваш тормоз для листового металла имеет два варианта радиуса и насадку для пальцевого тормоза, они просто упадут от чистого недоверия.
И результат довольно впечатляющий. Кроме того, ваши друзья будут просто завидовать, потому что у вас есть тормоз для листового металла. Когда вы говорите им, что сделали это сами, они будут чувствовать себя действительно хуже. Когда они узнают, что ваш тормоз для листового металла имеет два варианта радиуса и насадку для пальцевого тормоза, они просто упадут от чистого недоверия.
По правде говоря, я никогда не видел маленького тормоза с таким количеством функций, как у этой штуки, и я очень хочу его сделать.
Вы можете это сделать. И планы на эту сборку тоже могут быть вашими!
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ СХЕМЫ ЭТОГО ТОРМОЗА ДЛЯ ГИБКИ ЛИСТОВОГО МЕТАЛЛА
Mark Williams Enterprises — ваш дом для Gears — Street, Drag, Circle Track и многое другое!
Гоночные фотографии: больше дрэг-рейсинга с LSFest West At The Strip At Las Vegas Motor Speedway!
Трубогиб, инструменты для гибки труб
Специальные инструменты для гибки и изготовления металлических труб
Внешний вид изделия во многом зависит от типа используемого инструмента. Наши инструменты для изготовления стальных труб позволяют изгибать и формовать трубы без складок, перегибов и деформаций. Ниже приведены некоторые из преимуществ, которые вы можете получить от нашей продукции.
Наши инструменты для изготовления стальных труб позволяют изгибать и формовать трубы без складок, перегибов и деформаций. Ниже приведены некоторые из преимуществ, которые вы можете получить от нашей продукции.

Полное руководство по трубогибам: типы, выбор, преимущества, методы, компоненты, советы по устранению неполадок и многое другое
Гибка – это процесс формовки металла, при котором металлический лист изгибается в желаемую форму. Как правило, этот тип гибки выполняется с помощью трубогиба. Woodward Fab предлагает широкий выбор трубогибов и трубогибов для изготовления круглых или квадратных труб.В нашем ассортименте представлены как простые ручные трубогибы, так и гидравлические трубопрокатные машины и многое другое. Это оборудование широко используется в автомобильной и другой металлообрабатывающей промышленности для изготовления таких изделий, как автомобильные выхлопы, каркасы безопасности, поручни, ворота, металлическая мебель и т.д. Правильная гибка металла является одним из важных требований, когда речь идет о вышеупомянутых продуктах. Любые неправильные изгибы могут привести к образованию плотин или водоворотов, которые не смогут препятствовать потоку отработавших газов и жидкостей или вызвать дефекты поверхности, такие как морщины, смятия и перегибы.
Типы трубогибочных станков, поставляемых Woodward Fab
Компания Woodward Fab предлагает различные типы трубогибочных станков. В основном их можно разделить на следующие типы:
- Ручные трубогибы: Как следует из названия, этими трубогибами можно управлять руками, и они подходят для небольших производственных циклов или проектов начального уровня. Эти трубогибочные станки требуют высокого уровня квалификации. Точность гибки и повторяемость углов гибки зависят от работоспособности оператора.
- Гидравлические гибочные станки: Как и любое другое гидравлическое устройство, эти гибочные станки приводятся в действие комбинацией заводского воздуха и гидравлики. Эти гибочные станки широко используются в автомагазинах и мастерских по металлообработке. Они обеспечивают высокую силу гибки и позволяют выполнять гибку без помощи рук.
- Электрические трубогибы: Эти трубогибочные машины оснащены гидравлическими или электрическими насосами и работают сравнительно быстрее, чем обычные гидравлические трубогибы.
 Как и обычные гидравлические трубогибы, эти трубогибы также подходят для автомастерских.
Как и обычные гидравлические трубогибы, эти трубогибы также подходят для автомастерских.
Советы по выбору правильного трубогибочного станка для вашего применения
Как видите, у нас имеется широкий выбор инструментов и оборудования для изготовления труб и труб, поэтому их выбор может оказаться затруднительным. В большинстве случаев выбор зависит от различных факторов, таких как мощность трубогиба, энергопотребление, планировка помещения, точность сгибаемых деталей и т. д.Ниже приведены несколько общих соображений, которые необходимо сделать.
- Требования к заявке : Это может быть немного сложным вопросом, поскольку необходимо учитывать несколько требований. Пожалуй, можно остановиться на следующих вопросах:
- Тип сгибаемого материала
- Достигаемый максимальный и минимальный размер трубы
- Достигаемые формы деталей
- Размеры изгибаемой трубы
- Толщина стенки трубы, подлежащей изготовлению
- Радиус центральной линии (CLR) желаемого изгиба
- Рассмотрение объема : Это будет зависеть от типа проектов по гибке, которые предпринимаются.
 Вот некоторые из основных соображений:
Вот некоторые из основных соображений:- Количество деталей, которые нужно согнуть в час
- Количество часов, в течение которых машина будет работать
- Сколько раз он будет работать в день или месяц
- Количество смен инструмента
- Бюджет: Возможно, это основа любой коммерческой или промышленной инвестиции, и трубогиб не будет исключением. Хотя большинство владельцев металлообрабатывающих предприятий сосредотачиваются только на высокой стоимости при низких инвестициях, этого недостаточно.Иногда один тип трубогибочного станка может заряжаться от разных марок; поэтому вы должны сравнить преимущества и рентабельность инвестиций, которые они предлагают.
- Качество: Оборудование для гибки труб — это единовременная инвестиция, и вы не можете позволить себе принять неправильное решение. Качество гибки будет зависеть от качества используемого станка.
Преимущества трубогибочных станков
Следующие функции помогут вам лучше понять возможности трубогиба и их преимущества.
- Трубогибы способны изгибать трубы диаметром до 2 дюймов.
- Они способны выполнять идеальные круглые и квадратные изгибы.
- Эти трубогибочные станки могут обрабатывать металлические листы из алюминия, меди, нержавеющей стали и стали.
- Благодаря своей компактной конструкции эти трубогибочные станки легко хранить, когда они не используются.
Обзор методов гибки труб
Методы гибки труб различаются по применению и сложности.Процесс гибки труб начинается с загрузки трубы в трубогиб. Нагруженная труба зажимается между формующей матрицей, зажимным блоком и двумя матрицами. Трубка также поддерживается двумя другими матрицами: нажимной и грязесъемной.
- Гибка прессом: В этом методе гибки труб используется штамп. Трубка, которую нужно согнуть, прижимается к матрице, тем самым заставляя ее принимать форму матрицы.
- Роликовая гибка: Этот метод гибки получил свое название от роликовой машины, которая используется для гибки труб.
 Как правило, для этой задачи используется 3- или 4-валковая машина, известная как секционный или угловой ролик. Трубу пропускают через ролик, где она прижимается до нужной степени изгиба. В Woodward Fab мы поставляем трубы и трубопрокатные станки различных типов. Эти машины позволяют пользователям создавать изгибы разного радиуса.
Как правило, для этой задачи используется 3- или 4-валковая машина, известная как секционный или угловой ролик. Трубу пропускают через ролик, где она прижимается до нужной степени изгиба. В Woodward Fab мы поставляем трубы и трубопрокатные станки различных типов. Эти машины позволяют пользователям создавать изгибы разного радиуса. - Ротационная гибка: Этот метод гибки труб также использует наборы штампов, однако разница заключается в типе этих наборов штампов. Эти комплекты штампов имеют постоянный радиус центральной линии (CLR), который также известен как средний радиус изгиба (Rm).Ротационно-гибочные станки можно запрограммировать для хранения различных проектов гибки с разной степенью гибки.
- Гибка на оправке: Этот тип гибки является расширением гибки с вращающимся вытягиванием. Вращающийся гибочный станок может формировать более узкие и точные радиусы. Однако во время процесса стенки трубы могут разрушиться. Вращающийся гибочный станок добавляется во время формовки, чтобы защитить стенки трубы от разрушения.
Этот гибочный станок также помогает растягивать и формировать трубу вокруг матрицы. Выбранная для этой задачи оправка имеет несколько меньший внутренний диаметр, чем изгибаемая труба.
Как пользоваться трубогибом?
Трубогибочный станок используется для получения последовательных и точных изгибов трубы. Важно правильно их использовать, чтобы получить желаемый результат. Следующие шаги помогут вам понять это лучше:
- Выберите подходящий гибочный станок : У вас есть выбор между трубогибами, описанными здесь. Ручные трубогибы просты в использовании; однако они могут иметь ограничения, когда речь идет о трубе и размере трубы для изгиба.Так что делайте выбор с умом.
- Настройка устройства: Настройка устройства включает некоторые аспекты. Вам нужно установить матрицу и закрепить ее с помощью поворотного штифта. Всегда рекомендуется выбирать матрицу в зависимости от требований к изгибаемой трубе. Вы можете удерживать его на месте с помощью следящего блока.
 Этот блок должен располагаться рядом с матрицей, оставляя достаточно места для трубки. Затем установите регулировочный диск в зависимости от радиуса, по которому вы хотите согнуть трубу или трубу.Использовать ли тиски или нет, это еще один вопрос, который следует учитывать. Всегда лучше использовать тиски, если вы собираетесь работать с трубой с большой толщиной стенки.
Этот блок должен располагаться рядом с матрицей, оставляя достаточно места для трубки. Затем установите регулировочный диск в зависимости от радиуса, по которому вы хотите согнуть трубу или трубу.Использовать ли тиски или нет, это еще один вопрос, который следует учитывать. Всегда лучше использовать тиски, если вы собираетесь работать с трубой с большой толщиной стенки. - Разметьте трубу и подготовьте ее к изгибу: Совершенно очевидно, что вы можете сделать несколько изгибов на трубе. Используйте маркер или ручку, чтобы сделать отметки в местах, где вы хотите сделать изгибы. Эти метки должны быть сделаны на противоположной стороне направления изгиба, чтобы по ним можно было следить за ходом выполнения.
- Вставьте трубку в устройство и выровняйте ее: Всегда следите за тем, чтобы следящий блок оставался свободным, чтобы его высоту можно было отрегулировать в соответствии с вставленной трубкой или трубкой. Труба должна удерживаться между матрицей и следящим блоком.
 Не забудьте выровнять трубу и блок, прежде чем вставлять трубку в машину. Затем установите U-образный ремень, который помогает удерживать трубку на месте. Затем закрепите поворотные рычаги на штампе. Это будет способствовать лучшему процессу гибки. Выровняйте трубу так, чтобы предыдущие отмеченные линии лежали на передней кромке матрицы.Это можно легко сделать, заглянув в отверстия для приводных штифтов.
Не забудьте выровнять трубу и блок, прежде чем вставлять трубку в машину. Затем установите U-образный ремень, который помогает удерживать трубку на месте. Затем закрепите поворотные рычаги на штампе. Это будет способствовать лучшему процессу гибки. Выровняйте трубу так, чтобы предыдущие отмеченные линии лежали на передней кромке матрицы.Это можно легко сделать, заглянув в отверстия для приводных штифтов. - Запуск фактического процесса гибки: Потяните поворотные рычаги, чтобы создать небольшое натяжение. Затем возьмитесь за опорный рычаг рулона и доведите его до нужной отметки на гибочном штампе. На этом этапе вы должны решить степень упругости спины. Большинство труб и трубок могут иметь некоторую степень упругости после изгиба. Стальные трубы могут иметь большую пружинистость, чем медные трубы. Таким образом, вы должны обеспечить компенсацию процесса.
- Снимите трубку с устройства : Как только вы почувствуете, что достигли желаемых изгибов, снимите ее.
 Это можно легко сделать, подняв опорный рычаг рулона.
Это можно легко сделать, подняв опорный рычаг рулона.
Основные компоненты и детали трубогиба
Компоненты трубогибочного станка
можно разделить на сменные и несменные компоненты. Из них грязесъемники, оправка, хвостовик, носовая часть, корпус и шаровые оправки являются компонентами, которые необходимо заменять через определенное время.Однако ниже приведены примеры компонентов трубогиба, которые не требуют регулярной замены, поскольку используются только в особых случаях:
- Гибочные матрицы
- Пресс-формы
- Зажимные матрицы
- Стойки стеклоочистителя
- Держатели скребков
- Регулятор зажима
- Зажимной болт
- Стойка для изгиба и основание матрицы для изгиба
Советы по поиску и устранению неисправностей трубогиба
Трубогибочное оборудование такое же, как и любое другое промышленное оборудование.Иногда это может не сработать. Это когда устранение неполадок становится важным. Вот как можно выполнить поиск и устранение неисправностей трубогиба:
Вот как можно выполнить поиск и устранение неисправностей трубогиба:
- Проведите визуальный осмотр деталей машины.
- Проверьте, нет ли изношенных инструментов.
- Проверьте смазку машины и ее способность подачи давления.
- Проверить несоответствие рабочих поверхностей инструмента.
- Избегайте использования слишком мягкого или слишком жесткого материала трубок, а также слишком маленького или слишком большого размера или с неправильной толщиной стенки.
Мы уверены, что при таком широком ассортименте у вас возникнет много вопросов. Не стесняйтесь обращаться к нам по телефону 1-810-632-5419 . Мы всегда готовы помочь. В Woodward Fab мы предоставляем профессиональные инструменты для профессиональных результатов!
Мы предлагаем простую и безопасную форму заказа « в один клик », которая позволяет вам разместить заказ и получить его в один клик.
Eagle Bending Machines, Inc. Гибочные станки Eagle Section используются для гибки всех типов материалов и форм профилей. Наши вальцегибочные станки работают с мягкой сталью, нержавеющей сталью, алюминием, титаном, бронзой, латунью, медью и другими сплавами. Более 7500 наших гибочных станков используются для производства морских поручней, алюминиевых оконных рам, стальных профилей, декоративного и декоративного железа, рам и компонентов мотоциклов, выхлопных труб и многого другого. E В сервисном отделе компании Agle Bending Machines работают опытные специалисты, прошедшие обучение на заводе, для обслуживания запасных частей, ремонта и технических нужд . Имеем в наличии инструмент и запасные части.Наш механический цех с ЧПУ может изготовить любой необходимый вам инструмент в кратчайшие сроки. Мы производим оснастку для кольцевых роликов и профилегибочных машин других марок. Для гибки больших объемов или деталей с несколькими радиусами используйте полноценные вальцегибочные станки с ЧПУ серии Eagle BA с прямым вводом радиуса, которые позволяют перейти на следующий уровень с высочайшей точностью, повторяемостью и скоростью. Наши высококачественные OEM-компоненты не являются патентованными и доступны по всему миру. Гарантия на наши вальцегибочные станки не имеет себе равных.Основные рамы имеют ограниченную пожизненную гарантию! Мы уверены в превосходном качестве Eagles. |
 запасов и поддерживает обширную линейку профилегибочных станков, секционных гибочных станков, универсальных вальцегибочных станков, угловых вальцов, а также трубогибов и трубогибов. У нас есть стандартные инструменты, специальные инструменты и детали, готовые к отправке. Хотя вальцегибочные станки Eagle технически представляют собой вальцы для гибки профилей, их часто называют трубогибами, профильногибочными станками, трубогибочными станками, гибочными вальцами или просто вальцегибочными станками. Наша дочерняя компания, Carell Corporation, поставляет листовые валки, горизонтальные прессы, декоративные прутки, угловые валки с двойным защемлением и многое другое.
запасов и поддерживает обширную линейку профилегибочных станков, секционных гибочных станков, универсальных вальцегибочных станков, угловых вальцов, а также трубогибов и трубогибов. У нас есть стандартные инструменты, специальные инструменты и детали, готовые к отправке. Хотя вальцегибочные станки Eagle технически представляют собой вальцы для гибки профилей, их часто называют трубогибами, профильногибочными станками, трубогибочными станками, гибочными вальцами или просто вальцегибочными станками. Наша дочерняя компания, Carell Corporation, поставляет листовые валки, горизонтальные прессы, декоративные прутки, угловые валки с двойным защемлением и многое другое.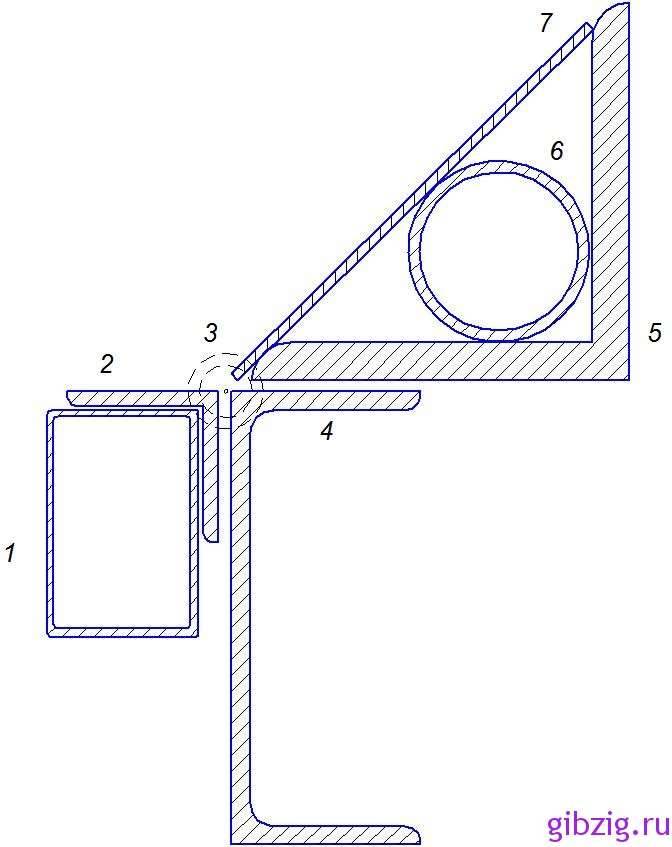 Наши прокатные станки обрабатывают плоский пруток, квадратный пруток, квадратную и прямоугольную трубу, круглый прут, швеллер и тавровый пруток с использованием стандартных инструментов, поставляемых вместе с машиной.С дополнительными инструментами гибочный станок Eagle может прокатывать уголки, круглые трубы и трубы, овальные трубы, гнутые профили, алюминиевые профили и специальные профили. Для декоративных работ Роликовые гибочные станки Eagle могут быть оснащены дополнительными инструментами для гибки прокрутки, инструментами для скручивания пикетов и насадками для винтовых лестничных перил. Если вы планируете приобрести ручной гибочный станок, гидравлический гибочный станок, трубогибочный станок с ЧПУ или трубогибочный станок любого типа, Eagle может удовлетворить ваши производственные потребности. В наличии более 60 профилегибочных станков, готовых к быстрой доставке. Наши секционные гибочные станки доступны во всех размерах, от небольших экономичных портативных трубогибов до больших мощных трубогибов, которые соответствуют вашему бюджету.
Наши прокатные станки обрабатывают плоский пруток, квадратный пруток, квадратную и прямоугольную трубу, круглый прут, швеллер и тавровый пруток с использованием стандартных инструментов, поставляемых вместе с машиной.С дополнительными инструментами гибочный станок Eagle может прокатывать уголки, круглые трубы и трубы, овальные трубы, гнутые профили, алюминиевые профили и специальные профили. Для декоративных работ Роликовые гибочные станки Eagle могут быть оснащены дополнительными инструментами для гибки прокрутки, инструментами для скручивания пикетов и насадками для винтовых лестничных перил. Если вы планируете приобрести ручной гибочный станок, гидравлический гибочный станок, трубогибочный станок с ЧПУ или трубогибочный станок любого типа, Eagle может удовлетворить ваши производственные потребности. В наличии более 60 профилегибочных станков, готовых к быстрой доставке. Наши секционные гибочные станки доступны во всех размерах, от небольших экономичных портативных трубогибов до больших мощных трубогибов, которые соответствуют вашему бюджету.
 Независимо от ваших потребностей и бюджета на вальцегибочный станок, вы выиграете, выбрав Eagle. Наш код Истинное качество и целостность указан в разделе «Детали» каждого вальцегибочного станка Eagle. Сравните и убедитесь сами, почему Eagle Bending Machines является самой уважаемой торговой маркой в отрасли гибки валков. Мы поддерживаем гибочные станки, выпущенные более 30 лет назад.Посетите наш демонстрационный зал, испытательный центр и станочный цех с ЧПУ, чтобы увидеть «Детали» из первых рук и
Независимо от ваших потребностей и бюджета на вальцегибочный станок, вы выиграете, выбрав Eagle. Наш код Истинное качество и целостность указан в разделе «Детали» каждого вальцегибочного станка Eagle. Сравните и убедитесь сами, почему Eagle Bending Machines является самой уважаемой торговой маркой в отрасли гибки валков. Мы поддерживаем гибочные станки, выпущенные более 30 лет назад.Посетите наш демонстрационный зал, испытательный центр и станочный цех с ЧПУ, чтобы увидеть «Детали» из первых рук и Тормоз для металла Eastwood — Гибочный станок для листового металла
Тормоза для формовки листового металла
Любой, кто работал с автомобилями, знает, что идеально прямой кусок листового металла встречается редко. Как кузовные панели, так и патч-панели часто необходимо сгибать под определенным углом и формой, чтобы они соответствовали тому месту, где они должны быть. Если вы изготавливаете свои собственные детали, вам понадобится хотя бы один станок для гибки листового металла, чтобы делать работу правильно.
Если вы изготавливаете свои собственные детали, вам понадобится хотя бы один станок для гибки листового металла, чтобы делать работу правильно.
Тормоза для листового металла Eastwood и другие инструменты для гибки обеспечивают точность выполнения сложных работ и просты в использовании. Тормоз для листового металла — это особый тип металлообрабатывающего станка, который может создавать складки и изгибы на панели. У них есть несколько названий, в том числе гибочная машина, гибочный пресс и папка для листового металла. Мы разработали ряд металлогибочных станков для изготовления панелей пола, кузовов грузовиков, внутренних крыльев, цилиндров и других сложных форм.
Лучшие тормоза для листового металла
Более дюжины различных станков для гибки металла с гордостью носят имя Eastwood. От небольших 4-дюймовых кронштейнов до поддонов двигателя шириной 48 дюймов — в продаже есть тормоза из листового металла Eastwood, которые подойдут для вашего проекта. Вот несколько вариантов гибочных прессов для металла и способы их использования домашними мастерами:
- Карнизные тормоза , такие как Eastwood Versa Bend, создают простые сгибы под углом до 90 градусов.
- Металлические тормоза коробки и тарелки специально разработаны для формирования этих форм вместе с усиливающими каналами и ребрами для дополнительной прочности.
- Настольные тормоза для листового металла надежно крепятся к рабочей станции для работы с металлом, занимая при этом меньше места.
- Тиски для листогибочного пресса делают ребра и каналы, удобно прикрепляясь к верстачным тискам.
Эти точно спроектированные машины различных размеров подходят для всего: от небольших масляных поддонов до дверей грузовиков. Изгиб листового металла из нержавеющей стали 22-го калибра, стали 18-го калибра или алюминия 16-го калибра в зависимости от модели. У большинства есть съемные пальцы для создания коробок и других контейнероподобных деталей.С мини-гибочным станком для металла вы можете работать с небольшими деталями без гидравлического пресса. В дополнение к металлическому тормозу собственного производства Eastwood вы также можете приобрести гибочные станки ведущих брендов, таких как JET Tools, CertiFlat FabBrake и Malco.
Скользящие ролики и плоскогубцы для закатки
Иногда вам нужно нечто большее, чем прямые изгибы и сгибы. Металлические скользящие ролики позволяют делать плавные изгибы, конусы и цилиндры из стали и алюминия. Это означает, что вы можете делать точные патч-панели для наклонных участков, таких как нижние крылья и поддоны.Если вы серьезно относитесь к изготовлению, ознакомьтесь с нашими формовщиками листового металла 3-в-1, которые имеют тормоз, скользящий ролик и ножницы, объединенные в одном устройстве. Инструмент для формовки стержней Eastwood — это еще один специальный тормоз для гибки листового металла, который позволяет создавать нестандартные рамы и поперечины. Для гибки на ходу можно использовать набор прямых шовных плоскогубцев для формирования патч-панелей для ремонтных работ на месте.
Precision DIY Fab Shop Work
Вы хотите, чтобы ваш автомобиль, грузовик или мотоцикл выглядел идеально, и даже незначительные дефекты могут быть до боли очевидны.Решения Eastwood для формовки листового металла помогут вам создать вертикальные и горизонтальные изгибы, необходимые для всех ваших реставраций или модификаций.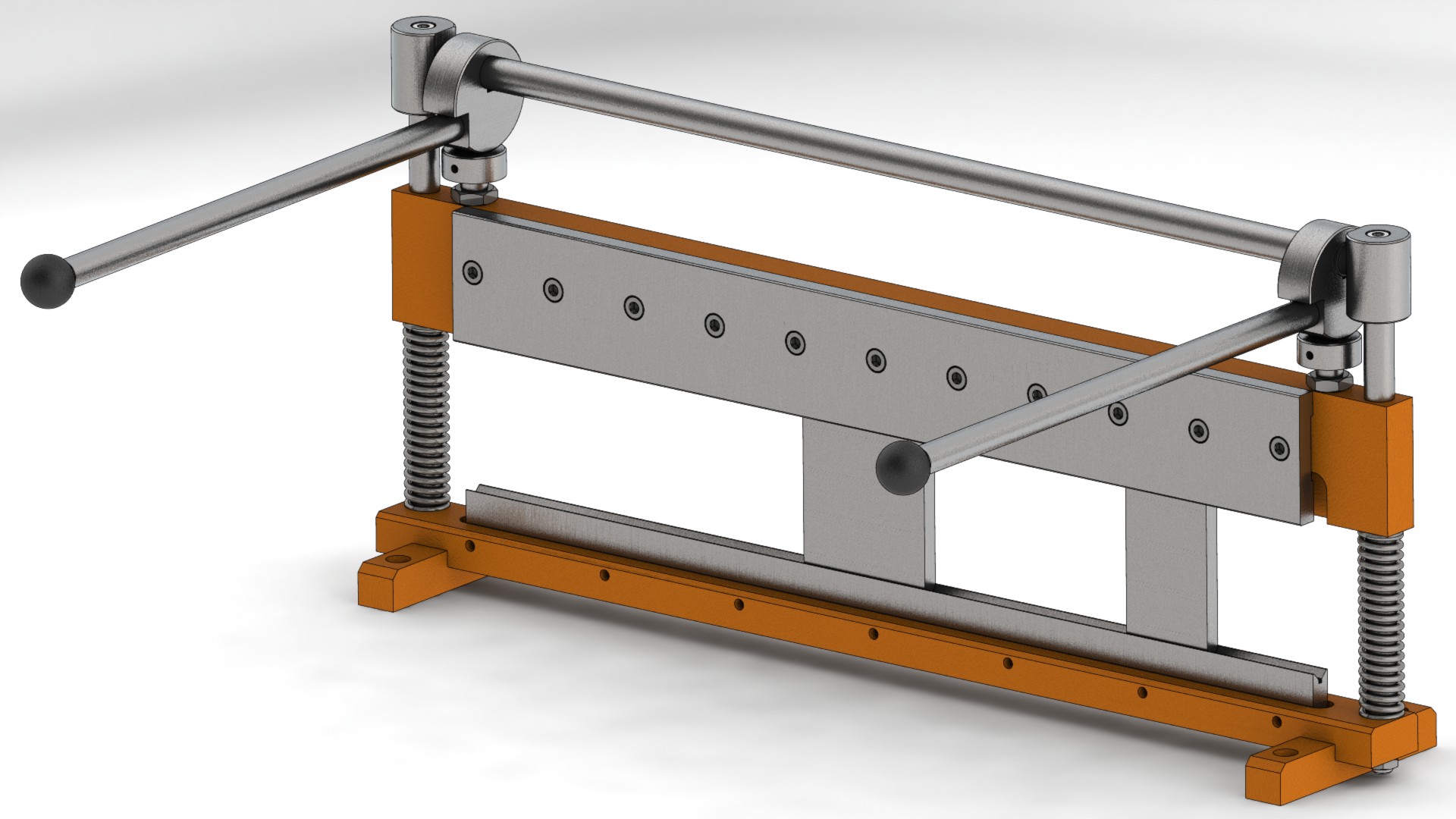 Наши ведущие в отрасли гарантии и беспроблемный возврат означают, что вы можете делать заказы с уверенностью. Все продукты также имеют 100% гарантию удовлетворенности клиентов и пожизненную техническую поддержку.
Наши ведущие в отрасли гарантии и беспроблемный возврат означают, что вы можете делать заказы с уверенностью. Все продукты также имеют 100% гарантию удовлетворенности клиентов и пожизненную техническую поддержку.
Свяжитесь с нами сегодня по электронной почте или телефону и расскажите нам о своем проекте. Какие потребности в металлообработке у вас есть? Наши специалисты подскажут вам правильное решение, чтобы вы могли реализовать свой проект вне гаража и отправиться в путь, где ему и место.
Мини-гибочный пресс для листового металла 8″ – Duints
Мини-гибочный пресс для листового металла 8 дюймов
Вам сложно самостоятельно сгибать листы металла, и вам нужен металлический тормоз, чтобы сделать весь процесс более удобным? Наш сверхмощный листогибочный станок вдвое сокращает ваше рабочее время, обеспечивая плавный изгиб металлических листов.
Гибочный станок для листового металла с широкой рабочей поверхностью может сгибать металл шириной до восьми дюймов. Кроме того, гибочный тормоз обеспечивает равномерное распределение давления по всему листу, обеспечивая каждый раз идеальную складку.
Кроме того, гибочный тормоз обеспечивает равномерное распределение давления по всему листу, обеспечивая каждый раз идеальную складку.
Гибочный пресс для металла с эргономичной ручкой позволяет лучше контролировать силу давления на лист металла. Этот тормоз коробки и панорамирования также дает вам возможность очень легко регулировать материалы перед гибкой.
Еще лучше, металлический тормоз поставляется с широким основанием, которое удерживает его на месте каждый раз , когда вы работаете с более крупными материалами.Производите высококачественные металлоконструкции с помощью нашего мощного и надежного листогибочного станка.
ХАРАКТЕРИСТИКИ
ПРОЧНОСТЬ – Благодаря своей прочной конструкции листогибочный станок достаточно прочен, чтобы сгибать различные материалы без поломок. Эта особенность гибочного пресса гарантирует, что вы сможете использовать гибочный пресс для металла долгие годы.
КОМПАКТНЫЙ – Гибочный пресс для металла весом всего несколько фунтов чрезвычайно компактен и может использоваться на любой поверхности стола. Легкая конструкция позволяет легко брать коробку и тарелку с собой в дорогу.
Легкая конструкция позволяет легко брать коробку и тарелку с собой в дорогу.
HEAVY-DUTY – Металлический тормоз работает не только с алюминиевыми листами, но и сгибает более толстые листы. Изготовленный из тяжелых компонентов, листогибочный пресс может сгибать медные листы, печатные платы, латунные листы и многое другое!
ХАРАКТЕРИСТИКИ
Базовый размер: 9” x 5”
Длина лезвия: 8”
Максимальная длина резки и изгиба: 7-7/8”
Вместимость:
Алюминий: 1.2 мм
Медь: 1,0 мм
Печатная плата: 1,5 мм
Листовая жесть: 1,0 мм
Латунь: 1,0 мм
Габаритные размеры: 11” Д x 8-1/2” Ш x 11-1/2” В
СОДЕРЖИМОЕ УПАКОВКИ
1x листогибочный станок
ИНФОРМАЦИЯ О ДОСТАВКЕ
Доставка по стране (США): Ваш гибочный пресс будет упакован и отправлен в течение 3 дней с момента заказа.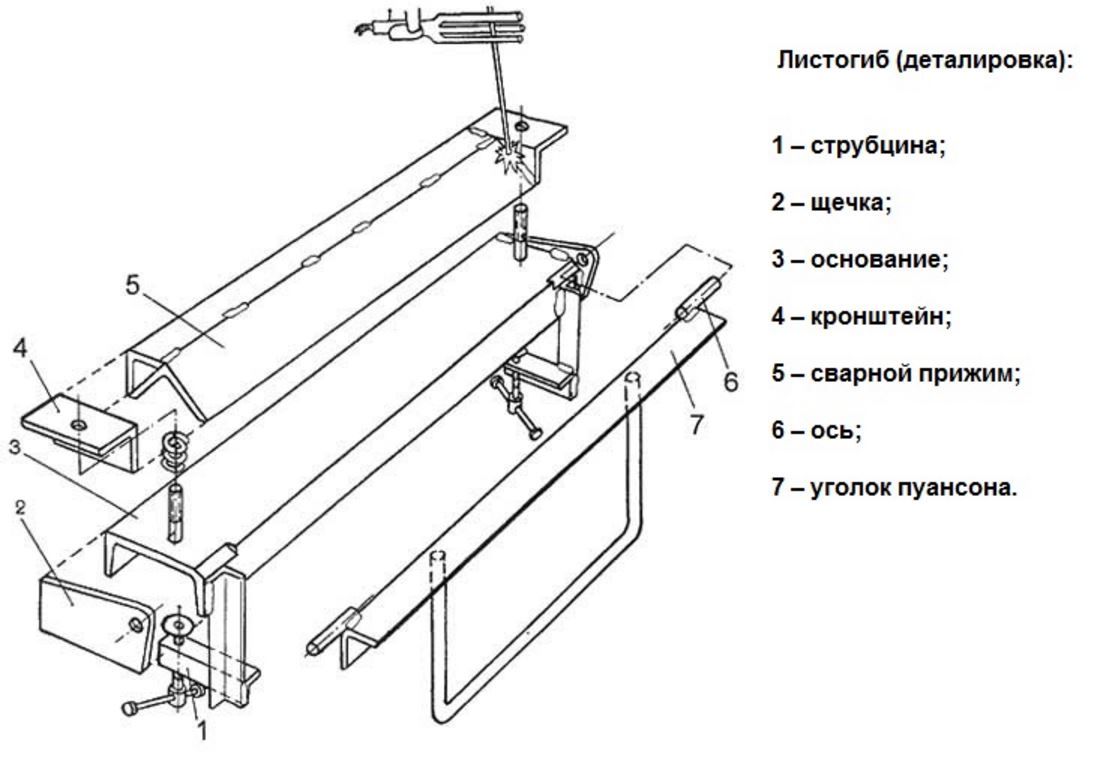 Имейте в виду, что наши товары изготавливаются на заказ и отправляются со складов по всему миру, что означает, что их доставка может занять от 3 до 15 рабочих дней после отправки (в большинстве случаев ближе к 11 рабочим дням).
Имейте в виду, что наши товары изготавливаются на заказ и отправляются со складов по всему миру, что означает, что их доставка может занять от 3 до 15 рабочих дней после отправки (в большинстве случаев ближе к 11 рабочим дням).
Международная доставка: Гибочный пресс для металла будет упакован и отправлен в течение 5 дней с момента заказа. Мы отправляем по всему миру! Пожалуйста, будьте терпеливы и обратите внимание, что время доставки зависит от вашего местоположения. В большинстве стран коробчатый и дисковый тормоз будет доставлен в течение 2-5 недель!
Гибка металлов | Аватар Вики | Фэндом
| » Если вы откроете свой разум, то увидите, что все элементы едины. Четыре части одного целого.Даже металл — это всего лишь часть земли, очищенная и очищенная. « » | |
— Гуру Пашик дополнительный навык магии земли, который позволяет магу земли феррокинетически сгибать обработанный металл аналогично сгибанию обычной земли.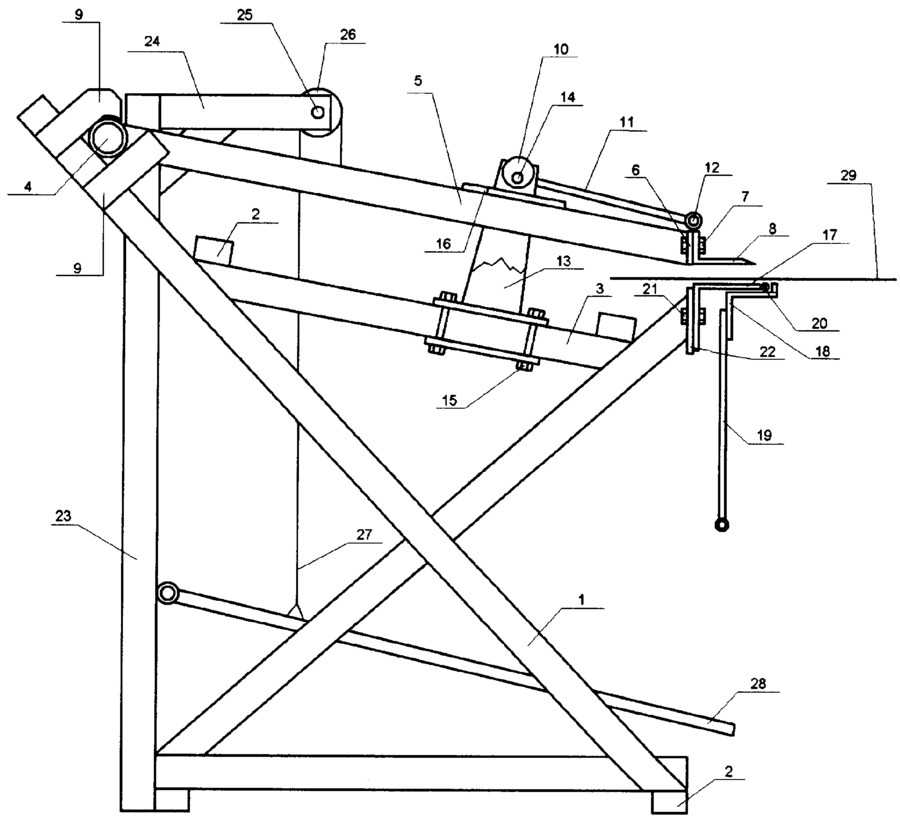 Эта техника, долгое время считавшаяся невозможным подвигом, была изобретена Тоф Бейфонг, чтобы сбежать из металлической клетки, в которой она была схвачена и перевезена Синь Фу и Мастером Ю. Поскольку металл — это просто земля, которая была очищена и очищена, Тоф использовала свое сейсмическое чутье, чтобы обнаружить следы «неочищенной» сырой земли, все еще присутствующие в металле, нацелить ее и использовать для сгибания самого очищенного металла. [1] Эта техника, долгое время считавшаяся невозможным подвигом, была изобретена Тоф Бейфонг, чтобы сбежать из металлической клетки, в которой она была схвачена и перевезена Синь Фу и Мастером Ю. Поскольку металл — это просто земля, которая была очищена и очищена, Тоф использовала свое сейсмическое чутье, чтобы обнаружить следы «неочищенной» сырой земли, все еще присутствующие в металле, нацелить ее и использовать для сгибания самого очищенного металла. [1] Маги металлов также могут сгибать жидкие металлы, такие как ртуть, но используют для этого более плавные движения, похожие на магию воды.Также возможно согнуть жидкий металл внутри чьего-то тела. [2] [3] ИсторияТоф обнаружила изгиб металла, почувствовав примеси в металле клетки, в которой она была заключена. В течение тысяч лет маги земли не могли манипулировать обработанной землей. Во время Столетней войны Народ Огня воспользовался этой неспособностью задерживать пленных магов земли, например, когда они заставили магов земли работать на металлической тюремной установке посреди океана, [4] , и заперли короля Буми в подвешенном металлическом клетка после захвата Омашу. Это изменилось весной 100 г. н.э., когда Тоф Бейфонг была заключена в металлическую клетку Синь Фу и ее бывшим учителем, Мастером Ю. [7] Во время транспортировки обратно в тюрьму Тоф поняла, что металл — это всего лишь форма обработанной земли, и начала медитировать в своей тюрьме, пока не смогла почувствовать следы земли в металле.Используя эти оставшиеся фрагменты, она впервые изогнула металл, что позволило ей сбежать, а также заточило своих похитителей в клетку. [1] С тех пор она продолжала практиковать и совершенствовать технику, что сделало ее жизненно важным преимуществом для победы в Столетней войне. [8] Лин Бейфонг использовала сгибание металла, чтобы контролировать катушки с металлическим кабелем на своей спине во время боя с Уравнителями на Арене про-сгибания. После Столетней войны Тоф основала Академию магии металлов Бейфонг, чтобы поделиться своей техникой с другими.К 170 г.г. магия металла стала основной формой магии земли, используемой полицией Республиканского города. Полиция использует металлические тросы, хранящиеся в цилиндрических катушках на спине, для различных задач, таких как подавление преступников или дополнительная мобильность в городе. [9] Искусство также распространилось среди магов земли за пределами Объединенной Республики, когда некоторые члены Ордена Белого Лотоса овладели этим искусством. [10] Кроме того, город Заофу был полностью построен с помощью гибки металлов усилиями младшей дочери Тоф, Суйин Бейфонг. [11] Кривая обучения Тоф Изначально казалось, что магия металла Тоф ограничивается манипуляциями с близкого расстояния. Почти во всех случаях она стояла рядом или находилась в непосредственном контакте с металлом, который собиралась согнуть. Она «моргала» или иным образом деформировала листы металла, но никогда не заставляла их свободно изменять форму, как она это делала с землей, и, как известно, никогда не сгибала металл на расстоянии. Тоф окружила себя металлической броней. Со временем Тоф значительно увеличила радиус действия магии металла и начала использовать эту технику в своем боевом стиле, что продемонстрировано, когда она сбила нескольких охранников Народа Огня с корабля с расстояния в несколько метров [13] и поймала в ловушку Дай Ли. агент в металлической колонке. [14] Она также развила способность «видеть» сквозь металл, так же как и через обычную землю. [13] К тому времени, когда она, Сокка и Суки отправились уничтожать флот воздушных кораблей Короля-Феникса Озая, она более плавно контролировала свою магию металла. Она могла легко сорвать металлическую дверь с петель, чтобы изготовить себе доспехи, и могла манипулировать металлическим покрытием в командном отсеке дирижабля с небольшого расстояния, чтобы прижать своих противников к стенам. Тоф Метал погнула руль дирижабля Народа Огня. Позже Тоф погнула руль воздушного корабля, заставив его двигаться по спирали и столкнуться с другими кораблями. При этом ей требовалось заметно больше времени и концентрации, чем если бы от нее требовалось делать это с ортодоксальными формами магии земли. [15] Целый год спустя Тоф была полностью способна гнуть металл, с которым она не контактировала.Например, когда учитель магии огня вторгся в ее академию, она продемонстрировала свои способности, легко согнув металлическое оружие вокруг его головы, которая находилась в нескольких футах от нее. [16] Она заявила, что пока кто-то находится достаточно близко, чтобы увидеть металл, она может его согнуть. Методы обученияУченики Тоф гнут монеты в рамках своего обучения. Тоф объяснила Сокке, как она нашла своих первых учеников по гибке металла; когда она была рядом с каждым из них, ее метеоритный браслет слегка грохотал из-за сильного эмоционального состояния, в котором находились эти конкретные люди в то время. Она поняла, что они подсознательно изгибали украшения из металла, и поэтому решила, что у них есть способности к этому искусству. Обучая своих первых учеников, Тоф заставляла их дистанционно сгибать мелкие монеты, а не манипулировать металлом посредством прямого контакта. Дистанционное изгибание металла предпочиталось прямому контакту, чтобы разрушить иллюзию полного разделения между сгибаемой землей и очищенным металлом в начале обучения ученика. Несмотря на широкое распространение магии металлов в течение следующих 70 лет, отмечается, что только один из ста магов земли когда-либо овладевает этим искусством, хотя мастер магии металлов Суин Бейфонг считает, что единственным реальным ограничением в изучении этой способности являются те, которые человек надевает на себя.Когда Суин впервые научила Корру изгибать металл, она заставила ее почувствовать мелкие кусочки земли внутри скульптуры из металлического метеорита. [19] Гибка металлов в Республиканском городеПолицейские, изгибающие металлы, используют свои способности для обеспечения правопорядка в Республиканском городе. В современных формах гибки металлов Полиция гибки металлов может гнуть металлы без прямого контакта. Пример этого продвижения был продемонстрирован, когда Лин Бейфонг разблокировала наручники Корры через комнату для допросов одним движением руки. [9] В другом случае Лин сражалась с блокаторами чи Уравнителей на крыше Арены прогибов. Гибка металла в ЗаофуКлан Металла в Дзаофу использует магию металлов во многих аспектах своей жизни. Они нашли способы использовать свои способности в области изящных искусств, таких как танцы и скульптура, отдых, изобретение силового диска и архитектура.Кроме того, жители Заофу используют плавный вариант изгиба металла, в отличие от более жесткого и ограниченного характера, используемого в других частях Царства Земли. [11] Слабые стороны Высокоочищенные металлы : Гибка металлов основана на изгибании остаточных частиц земли внутри металла. Однако, когда металл высокой степени очистки, такой как платина, не остается или остается слишком мало частиц для изгиба, что делает материал непроницаемым для этой техники.Хироши Сато воспользовался этой слабостью, чтобы сконструировать свои механические танки из платины, чтобы противостоять любому эффективному сопротивлению со стороны полицейских сил магии металлов. Металл, соединенный с телом сгибателя : Подобно магам воды, сгибатели металла часто носят с собой источник металла, чтобы иметь возможность сгибаться где угодно. Полиция магии металлов сделала это в виде катушек металлических кабелей, соединенных с телом мага металла, а также в виде собственных бронежилетов.Однако металл является отличным проводником электричества. Поэтому, если противник мага металла экипирован наэлектризованным оружием, как, например, лейтенант с его наэлектризованными кали-палками или уравнители с наэлектризованными перчатками, разряд электричества, пропущенный через кабели или броню, может оглушить сгибателя. Точно так же ношение металла делает мага уязвимым для магнитов, поскольку достаточно большой магнит можно использовать для захвата мага, утаскивая его за металлические катушки, которые носят на их теле и их собственной броне. [23] Кроме того, вступая в бой с другим магом металла в металлическом бронежилете, вы рискуете тем, что его собственная броня будет использована против него самого. Известные пользователиМелочи
Каталожные номера
|
 [5] Другие нации использовали ту же тактику, например, когда бойцы Xin Fu и Earth Rumble VI захватили Тоф и Аанга в металлических клетках и подвесили их в воздухе, из ситуации, из которой невозможно выбраться с помощью обычного магии земли. [6]
[5] Другие нации использовали ту же тактику, например, когда бойцы Xin Fu и Earth Rumble VI захватили Тоф и Аанга в металлических клетках и подвесили их в воздухе, из ситуации, из которой невозможно выбраться с помощью обычного магии земли. [6] 
 Однако, вступив в прямой контакт с металлической дверью тюрьмы, она смогла сорвать ее с петель с такой силой, что она четыре раза срикошетила по коридору за ее пределами, прежде чем остановилась. [12]
Однако, вступив в прямой контакт с металлической дверью тюрьмы, она смогла сорвать ее с петель с такой силой, что она четыре раза срикошетила по коридору за ее пределами, прежде чем остановилась. [12]  Тоф также смогла согнуть пол корабля вверх, чтобы заблокировать заряженный кометой огненный взрыв, точно так же, как традиционный маг земли блокирует атаки, используя каменный барьер.Ее прекрасный контроль над искусством также позволял ей карабкаться вверх ногами по металлическому потолку дирижабля в металлической броне. [8]
Тоф также смогла согнуть пол корабля вверх, чтобы заблокировать заряженный кометой огненный взрыв, точно так же, как традиционный маг земли блокирует атаки, используя каменный барьер.Ее прекрасный контроль над искусством также позволял ей карабкаться вверх ногами по металлическому потолку дирижабля в металлической броне. [8]  Она продемонстрировала это, согнув винты и болты на расстоянии, чтобы открутить колеса танков «Нация огня». [17] В более позднем возрасте она стала обладать такими способностями, как способность управлять кабелями из своей брони и надевать броню, которая, по-видимому, надевается только с помощью сгибания металла. [18]
Она продемонстрировала это, согнув винты и болты на расстоянии, чтобы открутить колеса танков «Нация огня». [17] В более позднем возрасте она стала обладать такими способностями, как способность управлять кабелями из своей брони и надевать броню, которая, по-видимому, надевается только с помощью сгибания металла. [18]  [16]
[16] 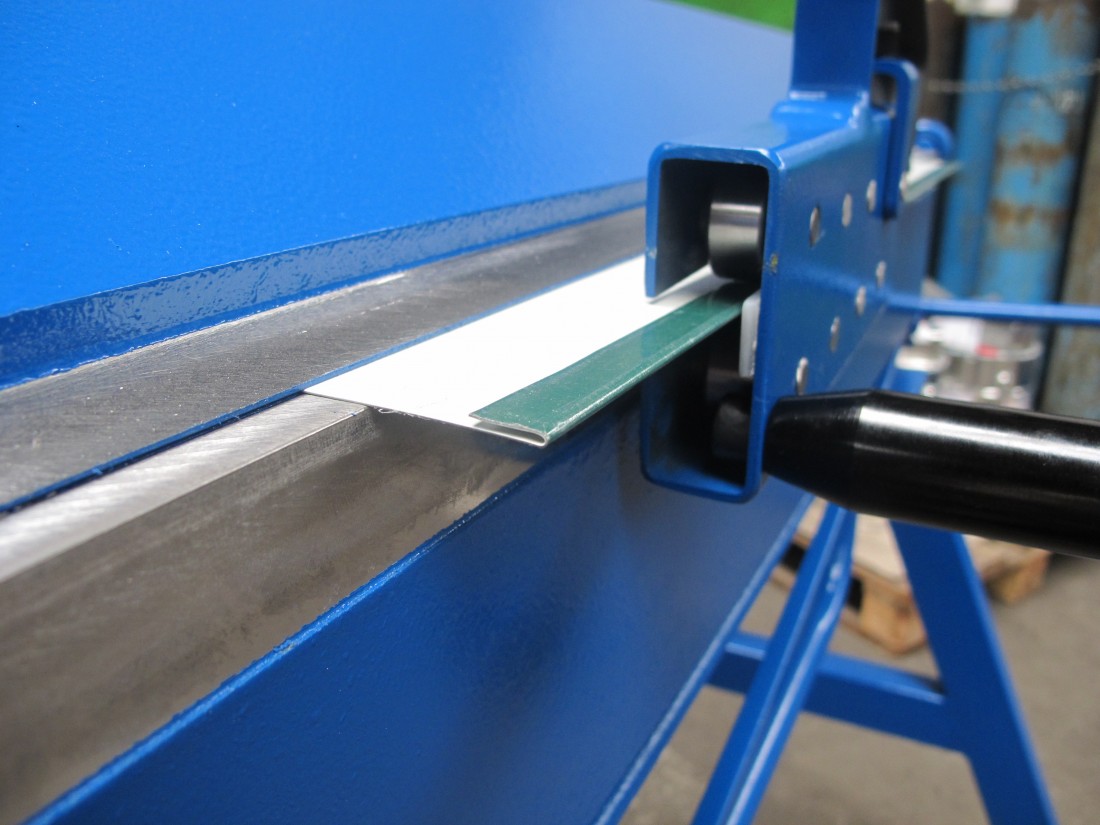 Она сбила с крыши два блокатора ци, погнув металлические части опорных стержней. [20]
Она сбила с крыши два блокатора ци, погнув металлические части опорных стержней. [20]  [21] Позже Кувира сделала то же самое со своим огромным механическим костюмом. [22]
[21] Позже Кувира сделала то же самое со своим огромным механическим костюмом. [22]  [24]
[24] 
 Сезон 2. Эпизод 3. Никелодеон.
Сезон 2. Эпизод 3. Никелодеон. (27 июня 2014 г.). «Глоток свежего воздуха». Легенда о Корре . Книга третья: Перемены. Эпизод 1. Никелодеон.
(27 июня 2014 г.). «Глоток свежего воздуха». Легенда о Корре . Книга третья: Перемены. Эпизод 1. Никелодеон. (19 июля 2008 г.). «Комета Созина, часть 4: Аватар Аанг». Аватар: последний маг воздуха .3 сезон. 21 серия. Никелодеон.
(19 июля 2008 г.). «Комета Созина, часть 4: Аватар Аанг». Аватар: последний маг воздуха .3 сезон. 21 серия. Никелодеон. (18 июля 2014 г.). «Старые раны». Легенда о Корре . Книга третья: Перемены.Эпизод 6. Никелодеон.
(18 июля 2014 г.). «Старые раны». Легенда о Корре . Книга третья: Перемены.Эпизод 6. Никелодеон.