Как сделать тиски: фото пошагового изготовления с описанием самоделки
Слесарные тиски своими руками
Если зайти в магазин и посмотреть на стоимость слесарных тисков с шириной губок от 120мм, то становится как то грустно…
Посмотрев на металл, который у меня имеется в наличии на даче я решил потратить денек на самостоятельное изготовление слесарных тисков.
Материал который я присмотрел для изготовления тисков:
— лист железа для основы тисков толщиной 4мм
— профильная квадратная труба 50мм с толщиной стенки 4мм
— уголок 60мм с толщиной стенки 5мм
— уголок 75мм с толщиной стенки 8мм
— полоса толщиной 10мм
— шпилька резьбовая 20мм
— длинная гайка 20мм
Пластина под основание тисков у меня была размером 200х160мм.
Я решил отрезать такую же и насверлив в одной из пластин равномерно отверстий диаметром 8мм точечными сварками скрепил эти две пластины между собой.
Места сварки зачистил:
По центру пластины начертил центральную линию и по краям от нее также начертил пару линий шириной 20мм — на толщину шпильки.
Длинную гайку в которую будет вкручиваться шпилька я установил на проставку — кусочек полосы толщиной 10мм к которой и приварил эту гайку.
Гайку на проставке установил по центру начерченной линии и вкрутив в нее шпильку выровнял по центру.
После этого приварил площадку с гайкой к пластине-основанию и зачистил.
В качестве боковин будет использоваться уголок 60мм с толщиной стенки 5мм и длиной 200мм.
Поставил их чтобы посмотреть как это будет выглядеть:
Вот общий вид деталей для слесарных тисков:
В профильной трубе 50х50мм сделал болгаркой продольный паз шириной чуть больше чем приваренная подставка с гайкой.
С краю этой трубы оставил не пропиленную часть равную ширине будущих губок.
Уголки обхватывающие профильную трубу прихватил прихватками к листу-основанию.
Между этими уголками положил пластину шириной 50мм и толщиной 10мм. Чтобы профильная труба нормально двигалась, между этой пластинкой сверху и самой профильной трубой сделал проставку.
В качестве проставки использовал пару полотен для ножовки по металлу.
После этого пластину приварил по всей длине. Получился своеобразный короб:
Поскольку щель между пластиной и уголками получилась достаточно большой, то после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину уже изнутри.
Поскольку профильная труба имеет полукруглые края, то сварочный шов изнутри ходу профильной трубы не мешает.
После этого получившийся короб зачистил:
В качестве основания под губки тисков использовал более толстый уголок 75мм и толщиной стенки 8мм. Ширина будущих губок будет 150мм.
Установив уголки на будущие места крепления я обрезал их немного на скос.
В качестве самих губок будет использоваться отрезок из полосы толщиной 10мм.
Губки будут иметь размер: 150х50х10мм.
Прикрепив эти будущие губки к своим уголкам я закрепил их щипцами-«собаками» и просверлил насквозь отверстия 4,2мм.
Затем в уголках я нарезал резьбу 5мм, а в губках рассверлил отверстия сверлом 5,1мм и сделал зенковку под потай.
В нарезанную резьбу я вкрутил болтики и с обратной стороны прикрутил по две гайки которые затем обварил сваркой. Получилось некая удлиненная резьба 5мм.
Отверстия для крепления губок к уголкам делал по центру губок — по 25мм от вертикальной линии и по 30мм от краев.
С торца профильной трубы, где в будущем будет крепиться вороток к шпильке я, изначально, планировал приварить квадратную площадку.
Затем решил по краям трубы приварить по отрезку уголка в которых затем нарежу резьбу и площадку эту не приварю, а прикручу винтами.
Это позволит мне в дальнейшем при необходимости разобрать тиски.
Поставив уголок с будущими губками на эту часть, я сделал скосы уголка относительно выступающим приваренным уголкам.
В дальнейшем для усиления губок с внутренней стороны уголков будут приварены раскосы и все это заварено пластиной толщиной 4мм.
Для усиления верхней части тисков, там где имеется место для наковальни, я положил еще одну пластину толщиной 8мм (как у уголка губок) и шириной равной общей ширине короба.
Таким образом если в дальнейшем придется использовать наковальню по прямому назначению, то вся нагрузка будет производиться на вертикальные ребра боковых уголков.
Приварив усиливающие раскосы я закрыл уголки губок пластиной толщиной 4мм и зачистил все болгаркой, а затем наждачным кругом с зерном 40.
Да, по сварке…
Варил я аппаратом Форсаж-161
Электрод — МР-3С 3мм
Ток сварки — около 110А.
При обваривании уголков пластиной 4мм я использовал те же электроды, только на токе около 80А.
Прорезь в профильной трубе вырезал по месту так, чтобы этот вырез не мешал движению трубы относительно приваренной площадки с гайкой.
Чтобы ничего не цепляло.
Затем я это дело все обезжирил и покрыл из баллончика грунтовкой с краской:
В сборе на данный момент это выглядит так:
Тиски слесарные своими руками: размеры, фото
Подробный фото отчёт по изготовлению слесарных тисков своими руками.
Понадобились слесарные тиски с шириной губок от 120 мм, в магазине на них цены просто космические, поэтому решил сделать тиски своими руками из металла, который у меня имелся в наличии.
Использовал материалы:
- — лист железа для основы тисков толщиной 4 мм;
- — профильная квадратная труба 50 мм с толщиной стенки 4 мм;
- — уголок 60 мм с толщиной стенки 5 мм;
- — уголок 75 мм с толщиной стенки 8 мм;
- — полоса толщиной 10 мм;
- — шпилька резьбовая 20 мм;
- — длинная гайка 20 мм.
Ну и далее, на фото, показан процесс изготовления самодельных слесарных тисков.
Сделал заготовки.
Первым делом, принялся делать основание из двух пластин, в пластине 200 х 160 х 4 мм, равномерно насверлил отверстий диаметром 8 мм и точечными сварками скрепил со второй такой же пластиной. Места сварки зачистил.
По центру пластины начертил центральную линию и по краям от нее также начертил пару линий шириной 20 мм — на толщину шпильки.
Длинную гайку в которую будет вкручиваться шпилька я установил на проставку — кусочек полосы толщиной 10 мм к которой и приварил эту гайку. После этого приварил площадку с гайкой к пластине-основанию и зачистил.
В качестве боковин будет использоваться уголок 60 мм с толщиной стенки 5 мм и длиной 200 мм.
Поставил их чтобы посмотреть как это будет выглядеть:
В профильной трубе 50 х 50 мм сделал болгаркой продольный паз шириной чуть больше чем приваренная подставка с гайкой. С краю этой трубы оставил не пропиленную часть равную ширине будущих губок.
Уголки обхватывающие профильную трубу прихватил прихватками к листу-основанию.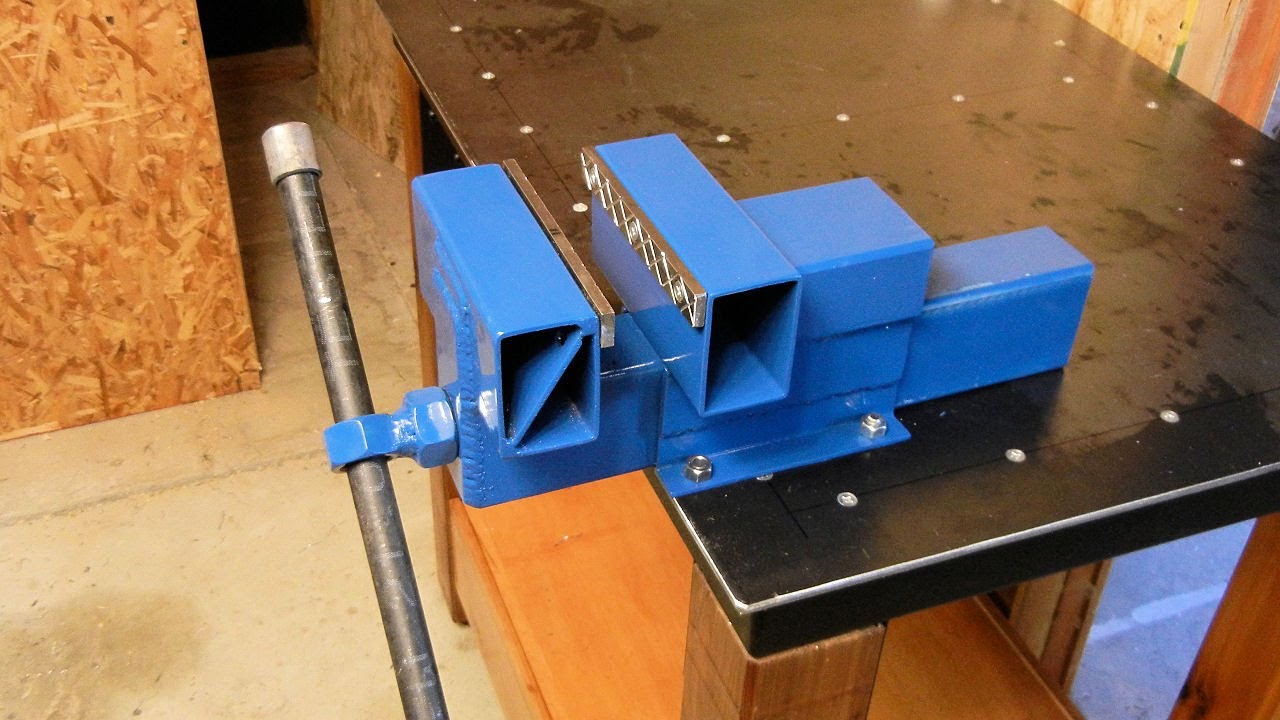
Между этими уголками положил пластину шириной 50 мм и толщиной 10 мм. Чтобы профильная труба нормально двигалась, между этой пластинкой сверху и самой профильной трубой сделал проставку.
В качестве проставки использовал пару полотен для ножовки по металлу.
После этого пластину приварил по всей длине. Получился своеобразный короб.
Поскольку щель между пластиной и уголками получилась достаточно большой, то после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину уже изнутри.
Поскольку профильная труба имеет полукруглые края, то сварочный шов изнутри ходу профильной трубы не мешает.
После этого получившийся короб зачистил:
В качестве основания под губки тисков использовал более толстый уголок 75 мм и толщиной стенки 8 мм. Ширина будущих губок будет 150 мм.
Установив уголки на будущие места крепления я обрезал их немного на скос.
В качестве самих губок будет использоваться отрезок из полосы толщиной 10 мм.
Губки будут иметь размер: 150 х 50 х 10 мм.
Прикрепив эти будущие губки к своим уголкам я закрепил их щипцами -«собаками» и просверлил насквозь отверстия 4,2 мм.
Затем в уголках я нарезал резьбу 5 мм, а в губках рассверлил отверстия сверлом 5,1 мм и сделал зенковку заподлицо.
В нарезанную резьбу я вкрутил болтики и с обратной стороны прикрутил по две гайки которые затем обварил сваркой. Получилось некая удлиненная резьба 5 мм.
Отверстия для крепления губок к уголкам делал по центру губок — по 25мм от вертикальной линии и по 30мм от краев.
Делаем тиски самостоятельно из подручных средств — разные варианты
Различные варианты самодельных тисков
Тиски представляют собой простую конструкцию, которая состоит из нескольких частей. Одна из них прочно фиксируется к столешнице, а вторая является подвижной. Именно благодаря этому удаётся разжать тиски и зажать в них обрабатываемую заготовку (деталь).
Самые прочные тиски делаются из металла. Варианты попроще, для изготовления различных самоделок, можно сделать, используя для этих целей древесину. Итак, рассмотрим самые популярные варианты самодельных тисков.
Варианты попроще, для изготовления различных самоделок, можно сделать, используя для этих целей древесину. Итак, рассмотрим самые популярные варианты самодельных тисков.
Тиски из профильной трубы — вполне такой себе удачный вариант изготовления тисков своими руками, где профильная труба выступает в качестве направляющей. К ней приварена подвижная часть, которая затягивается при помощи шпильки.
Самодельные тиски из металла — имеют простую, но в тоже время очень надёжную конструкцию. Станина таких тисков выполнена из толстого метала и прикручивается к столешнице слесарного верстака, посредством болтов. С краю станины приваривается толстая гайка, а роль прижимного механизма выполняет длинная шпилька с приваренным на конце набалдашником.
Деревянные тиски — такие тиски собираются из двух деревянных брусков, между которыми, собственно, и затягивается обрабатываемая заготовка. В качестве затяжного механизма, как и во всех предыдущих случаях, используется шпилька с резьбой, и гайки подходящего диаметра. Чтобы гайки не продавили деревянные бруски, с двух сторон располагается по одной металлической пластине.
Чтобы гайки не продавили деревянные бруски, с двух сторон располагается по одной металлической пластине.
Какой бы вариант изготовления тисков своими руками выбран не был, важно понимать, что без сварки, практически не обойтись. Также потребуется болгарка, а в некоторых случаях и резьбонарезное устройство, если используются какие-то нестандартные резьбовые соединения
Первобытные из чурбака
Большинство операций по обработке материалов требуют закрепления заготовки, а собственные руки-ноги для этого отнюдь не самое подходящее приспособление. Поэтому начнем с тисков из деревянного чурбака. Для их изготовления понадобится 4+ гвоздя сотки или 150-200 мм и топор. Продольная пила также не помешает, если есть. Вид такого приспособления у современного человека вызовет то ли смех, то ли ужас, но пращуры каменного века пролили бы над ним слезу умиления – тиски из чурбака достаточно надежно держат заготовки неправильной форм почти что из любого материала.
Как сделать тиски из деревянного чурбака, показано на рис. :
:
Как сделать простейшие тиски из деревянного чурбака
Кусок бревна/полена из хорошей прямослойной древесины раскалывается (распиливается) как показано слева на рис; кривоватый скол можно грубо подтесать на плоскость. Неподвижная губка и упорная пятка крепятся к «станине» гвоздями; древние крепили их острыми щепками твердого дерева. Гвозди вбиваются наискось, чтобы усилие зажима их более тянуло, чем гнуло.
Подвижная губка свободно скользит по станине. Прижим – клиновый; клином может быть подтесанный на конце сук или пара их. Некоторая сноровка требуется, чтобы правильно подтесать клин(ья): слишком острый опрокинет подвижную губку на обрабатываемую деталь, а слишком тупой выдавит ее (губку) вверх. Но зажатая заготовка за счет упругости и вязкости дерева держится вполне надежно. Так надежно, что для освобождения заготовки приходится выбивать клин.
Основные типы слесарных тисков
Предварительно тому, как сделать тиски своими руками, необходимо определиться с выбором работы, связанной с ними.
Все виды тисков делятся на два типа:
- не поворотные имеют более простую конструкцию и их проще всего изготовить самому. Деталь фиксируется строго в одном положении.
- поворотные тиски чаще всего приспособлены для сверления на станке. При работе возможно поворачивать обрабатываемую деталь, не разжимая её.
Если работа будет осуществляться с малогабаритными деталями, не стоит увеличивать финансовые затраты и смастерить компактные небольшие тисочки.
Маленькие тиски с основанием из шарового шарнира пригодятся в хозяйстве для обработки совсем небольших деталей, которые можно закрепить единично. Такими являются мини-тиски на присосках, устанавливаемые на стеклянную, либо хорошо отполированную поверхность. Но они пригодны для редких несерьёзных работ.
Учтите, что разумно внедрить мягкие насадки на крепёжную часть для работы с мягкими деталями, чтобы не спровоцировать их повреждение. Тиски с наименьшим люфтом при полностью разведённых губках — это идеальный вариант.
Значительно сэкономят средства тиски без поворотного механизма, если, конечно, он не пригодится в работе.
Как сделать приспособление для заточки ножей своими руками: чертежи и фото-примеры
Без ножа на кухне не обходится ни один дом. Правильную заточку без специальных приспособлений сделать довольно сложно: необходимо соблюсти нужный угол и добиться идеальной остроты лезвия.
Вариант домашнего устройства для заточки лезвий
Для каждого ножика необходимо соблюдать определенный угол заточки:
- Бритва и скальпель требуют угол в 10-15⁰.
- Ножик для нарезания хлебобулочных изделий – 15-20⁰.
- Классические многофункциональные ножи – 25-30⁰.
- На охоту и в поход берут прибор с углом лезвия от 25 до 30⁰.
- Если хотите нарезать твердые материалы, то сделайте заточку под углом в 30-40⁰.
Таким способом можно регулировать угол заточки
Чтобы обеспечить нужный угол, стоит купить или сделать приспособление для заточки. Например, можно собрать точило из двигателей от стиральных машин своими руками.
Самодельный точильный станок из мотора стиральной машины
Для сборки такого станка пригодится мотор от «стиралки» мощностью в 200 Вт. Полностью для создания точило из двигателя от стиральной машины приготовьте:
- сам мотор;
- металл для кожуха с толщиной от 2 до 2,5 мм;
- трубочка для фланца;
- камень для заточки;
- гайки;
- пусковой механизм;
- кабель для подключения к электросети;
- уголок из металла или брус из дерева для станины.
Пошаговое описание изготовления станка можете посмотреть в видеоматериале:
Watch this video on YouTube
Существуют несложные заточные станки своими руками без двигателей. Например, можно сделать приспособление из брусков. Для этого приготовьте два абразивных бруска одинакового размера и камень для заточки.
Легкий вариант точила от «самоделкиных»
Ход работы по созданию такого простого приспособления будет следующим:
Отшлифуйте бруски из дерева наждачной бумагой, убрав заусенцы. Сделайте разметку в зависимости от нужного угла.
Материалы для работы
- К прочерченной линии прикрепите камень для придания лезвию остроты. Для этого приложите его к бруску и отметьте его ширину. Затем, на разметках сделайте пропилы, глубиной до 1,5 см.
- В полученные выемки закрепляете абразивные бруски, чтобы пазы совпадали. Потом, устанавливаете камень для заточки, закручивая его на болты.
Вариант готового точила
Способов изготовления домашнего точила для ножей много. Вбирайте подходящий и пробуйте создать удобный и полезный инструмент для дома.
Как сделать приспособление для заточки сверла по металлу своими руками
Самостоятельно делают не только точило для лезвий, но и станок для заточки сверл по металлу. Вот несколько чертежей, полезных для работы:
Удобный вариант для повседневного использованияРазвернутый чертежГотовый домашний станокДругой удобный вариант
Чтобы понять, как правильно по чертежам собрать собственный станок для заточки сверл, посмотрите видеоматериал по теме:
Watch this video on YouTube
Как сделать маленькие тиски из досок
Для работы с мелкими деталями понадобятся маленькие тиски. Их можно не только сделать, но еще и приобрести в магазине. В отличие от больших инструментов, маленькие стоят не дорого, поэтому вовсе не обязательно заморачиваться с их изготовлением. Но если все-таки есть желание сделать маленькие тиски самостоятельно, то в материале вы лишь найдете подробную инструкцию с описанием данного процесса.
Для реализации своей задумки понадобятся лишь деревянные планки. Размеры планок повлияют на будущие габариты инструмента. Начинаем делать маленькие тиски из деревянных планок:
- Сначала изготавливается основание инструмента путем склеивания широких и узких планок. На широкие планки приклеиваются узкие, получив в итоге основание будущего инструмента. Для увеличения прочности основания, планки следует соединить между собой саморезами
- При помощи двух квадратных брусьев, соединяем два основания будущего инструмента. Брусья также промазываются клеем, после чего крепятся к основанию, подготовленному на первом этапе
- После приклеивания конструкцию необходимо стянуть ее струбцинами, и дождаться полного высыхания клея
- Теперь переходим к изготовлению губок. Для этого в одной заготовке делается разметка по периметру гайки. На основании разметки будет вырезаться отверстие
- После вырезания отверстия требуется установить в него гайку
- Во второй заготовке сверлится отверстие, диаметр которого соответствует размеру используемой шпильки или болта
- Используем широкую шайбу, в которой необходимо просверлить по периметру 4 отверстия
- Шайбу разрезаем пополам, чтобы получилось по 2 отверстия с каждой стороны
- Заготовку, в которую устанавливалась гайка, необходимо приклеить к основанию, и закрепить саморезами
- Изготавливается рукоятка для будущих тисков. Для этого на болт завинчивается гайка, в которой проделывается отверстие для установки тонкой шпильки
- Приклеить к подвижной губке тисков кусок бруска, который будет играть роль направляющей
- Соединяем губки тисков при помощи винта, который крепится в подвижной губке при помощи разделенной шайбы
- В итоге получаем готовый инструмент для фиксации различных мелких заготовок
Какие тиски, и из каких подручных средств сделать — это личное дело каждого. Данная статья поможет всем, кто не хочет покупать специальный инструмент за большие деньги, и сможет изготовить альтернативный вариант, сэкономив при этом существенную часть средств. Есть мастера, которые вовсе не привыкли поку
Тиски своими руками: фото, чертежи, видео
Самым главным инструментом слесаря являются тиски. Без них невозможно выполнить большинство слесарных операций. Поэтому любой начинающий слесарь, первым делом хочет приобрести этот нужный инструмент. Может также сложится и такая ситуация, когда старые заводские тиски просто сломались и не подлежат ремонту.
В таких случаях покупать новый подобный инструмент не всегда выгодно, так как стоят они далеко не дешево. Поэтому многие слесаря решаются сделать тиски своими руками, что в свою очередь для начинающих может стать хорошим опытом, а опытные специалисты смогут себе изготовить качественные и удобные тиски.
Содержание:
img src=»http://mainavi.ru/upload/iart/tiski-svoimi-rukami/1.jpg» />
Можно такой инструмент изготовить за один день из подручных материалов, а можно в течение месяца собирать нужные составляющие и изготовить тиски, мало чем отличающиеся от заводских. На самом деле истина где-то посередине. В этой статье будет подробно описана инструкция, как сделать тиски своими руками в течение нескольких дней без особых затрат.
Чертежи тисков
Такие работы можно выполнить только в условиях небольшой слесарной мастерской с обязательным наличием сварочного аппарата, электрической дрели, болгарки и других ручных инструментов.
Кроме того, необходимо приобрести такие материалы, как кусок стального швеллера № 6, длиной 0.5 м, 0.3 м2 листовой стали толщиной 4-5 мм и 30 см стального уголка 50х50 мм, 18 болтов М6 с гайками и кусочек толстого листового металла для изготовления губок.
В данном случае без услуг токаря не обойтись, так как необходимо будет изготовить винт диаметром 16 мм, отфрезеровать две пластины для зажимных губок и выточить две гайки, в которых будет вращаться сам винт.
Этапы изготовления самодельных тисков
Примерная пошаговая инструкция, как изготовить тиски своими руками в домашних условиях может выглядеть следующим образом:
Болгаркой обрезается кусок швеллера длиной 30 см. Он будет служить подвижной частью тисков. С одной стороны к основанию этой заготовки приваривается пластина толщиной 4 мм с выемкой, в которую вставляется зажимной винт с пазом. Для того чтобы сам винт в этой выемке был надежно закреплен, к этой пластинке с внутренней стороны двумя болтами крепится стопорная пластинка такой же толщины.
При помощи болгарки из листа вырезается пластина размером 25х6.2 см, к которой привариваются два уголка 50х50 длиной 25 см. Эта конструкция представляет собой неподвижную часть тисков. В полках этой заготовки просверливаются 6 отверстий диаметром 6 мм.
Из того же листа болгаркой вырезается еще одна заготовка размером 30х20 мм с боковым выступом размером 10х8 мм. В ней по краям просверливаются 12 отверстий диаметром 6 мм. Она будет служить основанием для тисков, на которое крепится вся конструкция. К нему на выступающей части привариваются две стопорные пластины для неподвижной гайки.
Из угловой стали вырезаются две заготовки, в которых просверливаются отверстия, и нарезается резьба для крепления зажимных губок. Затем одна из этих заготовок приваривается к неподвижной части тисков, а вторая к той, которая будет передвигаться внутри станины.
Предварительно сама станина при помощи болтов крепится к слесарному столу. В губках тоже просверливаются отверстия, через которые они при помощи болтов крепятся к зажимным пластинам. В винт вставляется вороток и еще раз проверяется надежность крепления.
Дополнительно можно усилить конструкцию тисков при помощи приварки косынок и стопорных пластин, как это показано на видео и фото. Такие тиски слесарные легко разбираются, поэтому желательно их покрасить антикоррозийной краской по металлу и установить на постоянное место.
Таким же способом можно изготовить тиски для сверлильного станка, только в этом случае крепление к станине станка будет несколько отличаться в зависимости от ее конструкции.
Как видно из вышеприведенного описания изготовить самодельные тиски совсем несложно. Надо просто иметь желание и элементарные навыки работы с металлом. Ниже рекомендуем посмотреть видео о том, как сделать станочные тиски.
Видео изготовления тисков своими руками
Самодельные тиски / Homemade vise
Тиски для сверлильного станка .
Тиски своими руками..Vices with their hands.
Тиски своими руками ( Vise their hands)
Тиски своими руками
Похожие статьи
- Столярные тиски своими руками
Удобно иметь в своей домашней мастерской столярные тиски. С помощью этого несложного приспособления можно обрабатывать различные заготовки из дерева, а…
- Свадебный топиарий своими руками: фото на свадьбу, мк, мастер класс, жених и невеста из кофе и лент, букет на годовщину, сделать на стол из органзы, видео
Свадебный топиарий не только украсит свадебный стол, он может быть неплохим декором во время фото и видеосъемки сборов невесты или же жених появится на…
- Лестница своими руками: как сделать, пошаговая инструкция, хорошая лучше, как нужно построить, видео и устройство
Смастерить красивую и прочную лестницу для дома вполне можно самостоятельно, если правильно подойти к процессу изготовления конструкции Лестница –…
Как стать вице-президентом по корпоративному развитию
Когда дело доходит до должности вице-президента по корпоративному развитию, это больше, чем кажется на первый взгляд. Например, знаете ли вы, что они зарабатывают в среднем 101,5 доллара в час? Это 211118 долларов в год!
Ожидается, что в период с 2018 по 2028 год карьера вырастет на 6% и создаст 150 600 рабочих мест в США.
Многие вице-президенты по корпоративному развитию обладают определенными навыками для выполнения своих обязанностей.Просматривая резюме, мы смогли сузить круг наиболее общих навыков для человека на этой должности. Мы обнаружили, что во многих резюме указаны аналитические навыки, лидерские качества и творческий подход.
Когда дело доходит до наиболее важных навыков, необходимых для работы вице-президентом по корпоративному развитию, мы обнаружили, что во многих резюме указано 8,8% вице-президентов, корпоративное развитие включает бизнес-стратегию, в то время как 8,1% резюме включают комплексную проверку и 5,9% резюме включают финансовую отчетность.Подобные навыки полезны, когда дело касается выполнения основных должностных обязанностей.
Когда дело доходит до поиска работы, многие ищут ключевой термин или фразу. Вместо этого может быть более полезным поиск по отраслям, поскольку вам может не хватать вакансий, о которых вы никогда не думали, в отраслях, о которых вы даже не думали, предлагали должности, связанные с вице-президентом, должность по корпоративному развитию. Но с какой отрасли начать? Большинство вице-президентов по корпоративному развитию фактически находят работу в сфере здравоохранения и страхования.
Если вы заинтересованы в том, чтобы стать вице-президентом по корпоративному развитию, в первую очередь следует подумать о том, сколько образования вам нужно. Мы определили, что 34,5% вице-президентов по корпоративному развитию имеют степень бакалавра. Что касается уровня высшего образования, мы обнаружили, что 51,4% вице-президентов по корпоративному развитию имеют степень магистра. Несмотря на то, что у большинства вице-президентов по корпоративному развитию есть высшее образование, невозможно получить только высшее образование или GED.
Выбор подходящей специальности всегда является важным шагом при изучении того, как стать вице-президентом по корпоративному развитию. Когда мы исследовали наиболее распространенные специальности для вице-президента по корпоративному развитию, мы обнаружили, что они чаще всего получают степени магистра или бакалавра. Другие степени, которые мы часто видим в резюме вице-президента и корпоративного развития, включают докторские степени или степени младшего специалиста.
Вы можете обнаружить, что опыт работы на других должностях поможет вам стать вице-президентом по корпоративному развитию.Фактически, многие должности вице-президента по корпоративному развитию требуют опыта работы в должности вице-президента. Между тем, многие вице-президенты по корпоративному развитию также имеют предыдущий опыт карьеры на таких должностях, как вице-президент, директор по развитию бизнеса или директор.
Вице-президент коллегиального отделения — Pledge Education
Как вице-президент коллегиального отделения Delta Sigma Pi по обучению Pledge вы несете ответственность за:
- Сопровождение подготовки залога к рассмотрению и инициированию.
- Подача программы взносов вашего отделения в центральный офис в установленные сроки.
- Сообщать имена и личную информацию каждого залога — включая преподавателей и почетных посвященных — в центральный офис в течение семи дней после церемонии залога с использованием официальных форм и процедур.
- Взаимодействие с вице-президентом по финансам вашего отделения для обеспечения того, чтобы отчет о запуске был заполнен и возвращен с требуемыми взносами в центральный офис в течение четырнадцати дней с момента инициирования.
Используйте стандартную образовательную программу Pledge, чтобы не нарушать закон.
Это не преувеличение. Delta Sigma Pi разработала стандартную образовательную программу Pledge для защиты наших отделений, обеспечивая соблюдение законов о борьбе с дедовщиной в различных штатах. Почти в каждом штате есть законы, касающиеся алкоголя, наркотиков, дискриминации, домогательств и дедовщины. Ваша обязанность представлять программу своего отделения в центральный офис каждые шесть месяцев — это не просто кредитная проблема для программы управления отделением (хотя это требуется в рамках CMP), это юридическая проблема.Все главы должны иметь утвержденную текущую программу залогов и храниться в центральном офисе, и эта утвержденная программа не может быть изменена каким-либо образом.
В качестве вице-президента по образованию вы несете ответственность за то, чтобы все обещания и члены отделения соответствовали политике управления рисками и поведению Delta Sigma Pi, университетской политике, а также федеральным законам и законам штата на всех мероприятиях, связанных с обещаниями. Узнайте больше о том, как избегать практик, которые указывают на философию дедовщины и обеспечивают соблюдение следующих вопросов, связанных с обещаниями:
- Питье несовершеннолетними и / или употребление запрещенных наркотиков на мероприятиях Братства запрещено.
- На мероприятиях Братства следует избегать сексуальных домогательств, вербальных или физических.
- Залог нельзя проводить с полуночи до 8 часов утра.
- Pledges нельзя требовать для выполнения какой-либо задачи или проекта, которые не соответствуют Стандартной образовательной программе Pledge.
- Обещания не могут подвергаться смущению, насмешкам или запугиванию. Обычные привычки в еде, сне и учебе не должны прерываться чрезмерными задачами или событиями.
- Между участником и залогодателем не может быть физического контакта или жестокого обращения.
- Обманчивые, ложные и нечестные заявления не могут быть направлены на обещания.
- Следует избегать притеснения подписных книжек.
- Запрещается требовать от Клятв одеваться одинаково, дарить подарки членам, выполнять задания для членов, произносить приветствия или определенные фразы или носить определенные предметы.
- Выпускники не могут участвовать в рассмотрении или оценке обязательств.
- Игры с выпивкой, охота за мусорщиками, уловки с залогом и т. Д. Запрещены.
Сообщайте о любых проблемах или нарушениях советнику вашего отделения, окружному директору, региональному вице-президенту и персоналу центрального офиса.
Координировать действия с другими сотрудниками для планирования и отчетности.
Вам следует поработать с вице-президентом по операциям, вице-президентом по финансам и президентом вашего отделения, чтобы убедиться, что ваше отделение получает кредит CMP для обучения и инициации.Ознакомьтесь с Hub, чтобы узнать о требованиях CMP, относящихся к вашим обязанностям, в том числе:
- Обучающая программа и бронирование регалий
- Залог Руководство Заказ
- Отчет о церемонии объявления взносов
- Знак заказа
- Отчет о запуске
- Взнос за открытие
Полный список должностных обязанностей, установленных в Политике Братства, можно найти в разделе B Руководства по национальной политике и процедурам.
Эти требования подробно обсуждаются в вашем Офицерском пакете. Если у вас есть какие-либо вопросы о вашей роли или обязанностях, не стесняйтесь обращаться к сотрудникам центрального офиса Delta Sigma Pi, вашему районному директору или региональному вице-президенту.
Как VICE зарабатывает деньги? — Блог о будущем журналистике
VICE получает 80% доходов в Интернете.
В статье Business Insider о сделке VICE с Time Warner Аарон Таубе написал:
Но последнее десятилетие компания потратила на создание надежной машины для рекламы и лицензирования, сила которой заключается в ранней прозорливой ставке на жизнеспособность онлайн-видео и творческом подходе к монетизации его контента.
VICE проявил смекалку в управлении своим контентом. Они были одними из первых производителей контента, которые окунулись в мир онлайн-видео. Разочаровавшись по поводу времени, необходимого для производства и распространения DVD, VICE заключила сделку с Viacom, чтобы начать производство потокового контента в Интернете. Это был веб-сайт VBS, и на нем быстро вырос бренд VICE, благодаря чему их уникальный журналистский стиль стал известен гораздо большей аудитории.
Из-за растущего интереса к оригинальным телешоу VICE смогла заработать огромные деньги, просто лицензируя уже созданный контент для различных вещательных компаний и медиа-компаний по всему миру.Время от времени создание или повторное присвоение контента для определенной географической аудитории. Шейн Смит сказал, что это простой способ заработать много денег, это основная причина, по которой VICE заработала больше в первом квартале 2014 года по сравнению со всем 2013 годом.
VICE могут предложить брендам динамический диапазон рекламных возможностей. Согласно их медиа-кититу, целевая аудитория VICE — это, как правило, состоятельные молодые мужчины. Такие бренды, как Go Pro, Red Bull и The North Face, всегда стремятся принять участие в создании этих видео.Будь то просто спонсорство, чтобы показать особенности бренда в начале и конце видео, или более глубокий подход; VICE предлагает рекламное место премиум-класса на своем онлайн-контенте.
Они также размещают на своем сайте рекламные баннеры и рекламные ролики, которые могут помочь другим компаниям получать прибыль.
Согласно статье в The New Yorker, бренды могут спонсировать эпизоды или целую серию шоу VICE на сумму от 1 до 5 миллионов долларов:
Помимо продажи баннеров и коротких рекламных роликов, которые показываются перед видеороликами, Vice предлагает своим рекламодателям возможность финансирования всего проекта в обмен на то, что они будут указаны в качестве соавтора и будут иметь редакционный вклад.Рекламодатели могут заплатить за одно видео или, по более высокой цене — от одного до пяти миллионов долларов за двенадцать серий, согласно Vice, — они могут заплатить за весь сериал по теме, которая соответствует имиджу компании. (The North Face, компания на открытом воздухе, недавно спонсировала серию под названием «Far Out», в которой сотрудники Vice посещают людей, живущих в «самых отдаленных местах на Земле».)
VICE построила медиа-империю, основанную на раннем освоении онлайн-видео.