Хромирование процесс: технология химического и гальванического хромирования металла
технология химического и гальванического хромирования металла
Хромирование — это ряд процессов диффузионного насыщения поверхностей металлических заготовок с помощью хрома, в результате чего они обретают зеркальную поверхность. В официальной литературе такую технологию также называют «металлизацией». Однако последнее название, скорее всего, обобщает все способы изменения характеристик поверхности металлических и неметаллических предметов с помощью тонкого металлического слоя.
Освоив технологию хромирования, вы сможете проводить ряд уникальных работ в домашних условиях. Это позволит вам поменять внешний облик мотоцикла или автомобиля, а также изготовить множество стильных и современных вещей, например: ручки для шкафов или дверей, подставки, крепежные элементы, карнизы, кашпо и другие декоративные изделия, которые превратят ваш интерьер в нечто невероятное.
Краткое описание процесса
И хоть стандарты современной жизни диктуют свои правила, люди по-прежнему с особым интересом относятся к красивым и блестящим вещам, как это делали их предки много столетий назад. Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
В настоящее время практикуется несколько способов металлизации заготовок. Среди них:
- Оцинкование;
- Покрытие хромом;
- Покрытие алюминием.
Использование цинка положительно сказывается на антикоррозийных свойствах стальных и металлических заготовок, в результате чего их эксплуатационный срок стремительно растёт.
Алюминий также улучшает антикоррозийные свойства, поэтому его наносят на оборудование, которое вынуждено работать в температурном режиме до 900 градусов Цельсия. В числе таких приборов — детали и механизмы для добычи нефтяных продуктов и перекачки газа, комплектующие печных систем, а также множество других изделий.
Что касается покрытия хромом, то такая методика является хорошим способом создания красивых декоративных покрытий, позволяющая скрыть все производственные дефекты и придать изделию более изящный вид. К тому же хромирование улучшает ряд эксплуатационных характеристик, а именно:
К тому же хромирование улучшает ряд эксплуатационных характеристик, а именно:
- Улучшает антикоррозийные свойства;
- Увеличивает твердость металла;
- Улучшает защитные характеристики от эрозии;
- Повышает жаропрочность;
- Улучшает износостойкость;
- Делает внешний вид изделия более привлекательным;
- Позволяет создавать качественные покрытия с заданными параметрами.
Особенности технологии
Нанесение хрома на металлические заготовки принято называть химическим хромированием. Технологию применяют для улучшения декоративных и функциональных свойств металлических изделий. Сам процесс может выполняться посредством следующих методик:
- Гальванический метод.
- Химический.
- Посредством напыления.
Если говорить о нанесении хрома на поверхность заготовки с помощью первого метода, то это можно делать двумя путями: диффузным и электролитическим.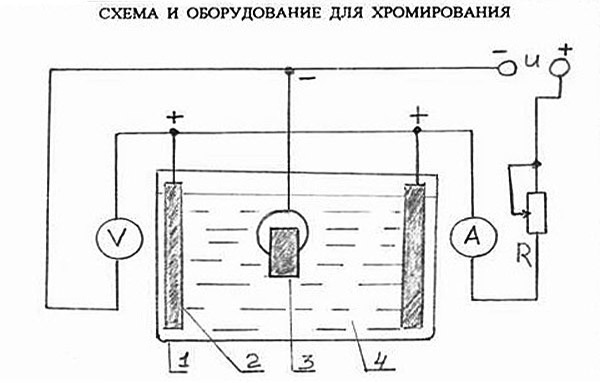 Чтобы вводить обе разновидности гальваники, нужно запастись специальными резервуарами с кислотоупорным покрытием и водяными рубашками.
Чтобы вводить обе разновидности гальваники, нужно запастись специальными резервуарами с кислотоупорным покрытием и водяными рубашками.
Электролитическое хромирование построено на принципе электролиза металлов. В процессе обработки электрический ток подаётся через электролит, представленный в виде специального раствора из солей хрома, кислоты или щелочи. По мере прохождения тока выделяются катионы хрома. В итоге они остаются на обрабатываемой поверхности.
Средние параметры хромирования гальваническим методом выглядят следующим образом:
- Хромовый ангидрид 250 г/л.
- Серная кислота — 2,5 г/л.
- Температурные показатели — 50 градусов Цельсия для декоративной обработки, и 55−60 градусов Цельсия для улучшения функциональных качеств.
- Плотность тока — 25 А/дм2 для декоративной обработки, а также 60 А/Дм2 для достижения функциональных свойств.
Чтобы выполнить качественную гальванику, нужно правильно подобрать температуру электролита и плотность тока. Такие параметры оказывают влияние на внешний вид и функциональные свойства нанесенного слоя.
Такие параметры оказывают влияние на внешний вид и функциональные свойства нанесенного слоя.
Не забывайте, что любое увеличение температуры снижает выход хрома по току, а увеличение плотности действует противоположным образом.
При низкой температуре и постоянной плотности тока получаемое покрытие становится серым. Если плотность тока не меняется, а температуры остаются высокими, это позволяет получить молочный оттенок.
Диффузный метод гальванической обработки
Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Термическое хромирование с помощью порошков подразумевает применение смесей, которые состоят из феррохрома и шамота. Подобный состав принято называть солянок кислотой. Ещё одна разновидность диффузной обработки заключается в конденсации паров хрома.
Химическое хромирование
При выполнении химической обработки применяется ряд следующих реагентов:
- Хлористый хром;
- Гипофосфат натрия;
- Лимоннокислый натрий;
- Уксусная ледяная кислота;
- Двадцатипроцентный раствор едкого натра;
- Вода h3О.
При проведении реакции выдерживается температурный показатель 80 градусов Цельсия. Перед тем как нанести хромовое покрытие на стальную заготовку, они предварительно покрываются слоем меди. В итоге заготовки моют в воде и тщательно высушивают. Используя раствор кислощелочного происхождения, проводят химическую металлизацию диэлектриков.
Кроме этого, в современном мире широко распространен ещё один тип химической металлизации — вакуумное хромирование или PVD-процесс. Метод обеспечивает комплексную конденсацию паров хрома на поверхностном слое заготовки. Это происходит в специальных вакуумных камерах, где металл нагревается до температуры испарения, а затем оседает в виде тумана на конкретную деталь. Толщина слоя хрома настолько крошечная, что его дополнительно покрывают лаком с целью защиты от царапин. Подобная методика используется при хромировании алюминиевых изделий.
Обработка посредством напыления
Напыление деталей хромом (каталитическое хромирование) осуществляется с помощью реакции «серебряного зеркала». В качестве реагентов используются комплексные серебряные слои в щелочных растворах аммиака. Роль восстановителя выполняет раствор инвертного сахара, гидразина или формалина.
При одновременном напылении серебра и восстановителя металлическая заготовка обретает красивое белоснежное зеркальное покрытие.
Для таких изделий характерна отличная отражательная способность. На следующем этапе каталитического хромирования происходит покрытие заготовки защитным лаком с добавлением красящего светостойкого тонера. Такое средство получается с помощью смешивания фиолетового, синего и черного цветов в соотношении 3:1:1.
Обработка посредством «серебряного зеркала» состоит из нескольких процессов:
- Анализ и подготовительный этап. Необходимо подготовить поверхность детали, очистив её и промыв специальным средством. Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600.
- Использование глянцевой основы. Подготовленный материал покрывается черным глянцевым покрытием, которое полностью исключает желтизну зеркального слоя. Сушку нанесенных лаков осуществляют в температурном режиме 20−25 градусов Цельсия без использования дополнительных сушильных приборов. Для высушивания заготовку оставляют на 8 часов.
 Если речь идёт о сушке в окрасочно-сушильной среде с температурным режимом 60 градусов, то там достаточно 45 минут просушивания.
Если речь идёт о сушке в окрасочно-сушильной среде с температурным режимом 60 градусов, то там достаточно 45 минут просушивания. - Следующий этап заключается в сушке.
- Затем происходит травление поверхности заготовки для улучшения адгезии серебра, а также очистка материала с помощью дистиллированной воды.
- Дальше выполняют сенсибилизацию или специальную обработку поверхностного слоя с помощью активатора. Таким образом поверхность покрывается защитной пленкой.
- На следующем этапе осуществляют металлизацию с помощью серебра.
- Затем на заготовку наносят защитный лак, который надёжно защищает обработанную поверхность от потускнения и потери эксплуатационных свойств из-за длительного использования и агрессивных воздействий.
Подготовка к хромированию металла
Подготовительный этап заключается в выполнении нескольких обязательных действий:
- Подготовка поверхности заготовки посредством шлифовки и полировки.

- Очистка от загрязнений с помощью специального средства и дистиллированной воды и протирка ветошью.
- Полное изолирование поверхности, куда не нужно наносить хром, заделка отверстий (если не нужно покрывать внутренние полости).
- Установка изделия на специальную подвеску.
- Полное обезжиривание.
- Промывка водой.
- Декапирование.
Роль шестивалентного хрома выполняет хромовый ангидрид, трёхвалентного — сульфат или хлорид хрома.
Гальваническую ванну покрывают серной кислотой, а после помещения обрабатываемой заготовки в раствор поддают ток с определенными показателями плотности.
Также необходимо соблюдать подходящий температурный режим раствора в ванной, который устанавливается с учётом особенностей хромирования.
При использовании терморежима необходимо придерживаться одних и тех же температурных показателей на протяжении всего мероприятия. Любые отклонения от установленного стандарта могут привести к ухудшению адгезионных свойств покрытия, в результате чего гальваника потеряет правильную структуру, а на поверхностном слое появятся различные дефекты, такие как разводы, наросты и сталактиты.
Продолжительность гальванической обработки определяется требуемой толщиной хромированного слоя.
В процессе обработки из раствора выделяется ряд вредных паров, поэтому все мероприятия нужно проводить с учетом всех тонкостей техники безопасности и с использованиием средств персональной защиты.
В отдельных условиях металлизацию проводят лишь после травления или нанесения на заготовку другого металла, например, меди или никеля. Таким образом осуществляется укрепление полученного слоя.
Чтобы заделать образованные поры хрома, деталь дополнительно покрывают маслом или лаком. Образовавшуюся хромовую пленку дополнительно защищают термической обработкой, в процессе чего заготовку выдерживают под воздействием высоких температур (около двухсот градусов Цельсия) на протяжении некоторого времени.
Подвиды хромирования
Как уже говорилось выше, гальваническое хромирование позволяет создать эффективный защитно-декоративный слой и придать поверхности особенные свойства.
Хромированный металл декорируется и с помощью других металлов, включая медь или никель. В таком случае эксплуатационные показатели, а именно срок службы и сохранность блеска хрома существенно улучшаются. Также материал обретает отличные антикоррозийные свойства, поэтому он не поддаётся вредным воздействиям.
Твердое хромирование незаменимо в тех случаях, если речь идёт о желании улучшить износостойкость и твердость, уменьшив показатели трения на обрабатываемой заготовке.
В таком случае использовать другой металл не нужно. Выдержка в ванной отличается большой продолжительностью, что необходимо для получения определенной толщины слоя.
На отмену от декоративной металлизации, твердая подразумевает дополнительное использование специальных лаков или масел.
Теперь вы знаете, в чём заключаются все особенности металлизации деталей с помощью хрома. При соблюдении последовательности действий, можно успешно провести такое мероприятие в домашних условиях.
способы и выбор помещения, инструменты и материалы, ход действий и появление дефектов
Научившись самостоятельному хромированию, можно не только сделать свой автомобиль или мотоцикл более презентабельным, но и изготовить стильные вещицы — дверные ручки, крепежи для карнизов, подставки, кашпо и бра, которые послужат превосходными элементами для украшения интерьера жилища.
Способы хромирования
Процесс гальванизации основывается на нанесении на поверхность детали слоя металла с помощью электролита. При этом могут преследоваться сразу две цели — защита и декорирование. Соответственно, хромирование предполагает, что на покрытие с помощью электротока будет осаждаться особый слой хрома.
Данный процесс может осуществляться несколькими способами:
- Химическая металлизация с применением ванны со специальным раствором. Это общедоступная технология для домашнего применения, однако она позволяет обрабатывать лишь детали небольших размеров.
- Напыление с помощью специальной кисти. Этот способ не имеет никаких ограничений по размерам обрабатываемых поверхностей. Он также отлично подходит для хромирования элементов, которые невозможно снять. При работе мастер может регулировать толщину хромированного покрытия и контролировать уровень качества напыления. Однако эта процедура является крайне трудоемкой, потому что по одному и тому же месту следует проводить около десяти-двадцати раз.
Выбор помещения
Осуществлять хромирование следует в хорошо вентилируемом нежилом помещении. Идеальный вариант — автомобильный гараж. Летом можно работать и прямо на улице под брезентовым навесом. Такие меры носят обязательный характер, иначе здоровью исполнителя может угрожать опасность из-за токсичных и ядовитых испарений вещества.
Инструменты и материалы
Для домашнего хромирования с помощью ванны следует подготовить следующие инструменты и материалы:
- Сосуд из стекла необходимых габаритов;
- Неметаллическая ванночка с чистой водой;
- ТЭН;
- Коробка с термоизоляцией;
- Анод стержневого или пластинчатого типа из свинца или сплава;
- Катод;
- Стойкий к кислотной среде термометр;
- Кронштейн, с помощью которого деталь будет удерживаться в подвешенном положении;
- Фанерная или деревянная крышка для сосуда;
- Источник электропитания.
Средства защиты
Необходимо обзавестись и защитными средствами — плотные резиновые перчатки и качественный респиратор. Одежду можно укрыть фартуком из прорезиненого материала.
Ход действий
Чтобы сделать хромирование в домашних условиях с помощью специальной гальванической кисточки, можно воспользоваться следующей схемой действий:
- Ворсинки плотно обматывают свинцовым проводом.
- Обмотанную щетину помещают в прозрачный цилиндр (желательно из оргстекла). Сверху емкость прикрывается крышкой, оснащенной отверстием для заливки и контактом из металла. К этому контакту напаивается один из концов сделанной свинцовой обмотки.
- В пенопластиковой мембране, расположенной выше щетины, нужно проделать небольшие сквозные отверстия.
- В качестве выпрямителя используется 12-ватный трансформатор. Плюс подается к контакту, который прикреплен к крышке, минус фиксируется на обрабатываемом элементе.
- Электролит, находящийся в цилиндре, проникает на щетину через сделанные в мембране отверстия.
При использовании любого способа пригодится компрессор или хороший пылесос для удаления пыли.
Приготовление электролита
Для расчета объема ингредиентов электролита следует придерживаться следующих соотношений, измеряемых в граммах, на один литр чистой воды:
- Ангидрид хрома — 250 гр;
- Серная кислота — 2,5 гр.
Сосуд из стекла наполняют наполовину отстоявшейся и прокипяченной водой, температура которой должна быть примерно 60 градусов. Затем в емкость помещают хромовый ангидрид. Раствор мешают до растворения вещества, после чего аккуратно наливают в него серную кислоту.
Затем состав нужно выдержать под током в течение трех с половиной часов. Если расчеты произведены верно, то электролит станет темно-коричневым. Обесточив состав, его нужно оставить на одни сутки в каком-нибудь прохладном и темном месте.
Подготовка детали
Перед тем как делать хромирование своими руками в домашних условиях, ее нужно подготовить. С поверхностей, которые подлежат обработке, следует предварительно удалить ржавчину, лак, грязь и краску. После завершения зачистки можно приступать к обезжириванию.
Эксперты обращают внимание на то, что бензин и уайт-спирит нежелательно применять для этой цели, потому что эти составы негативно скажутся на обработке. Лучше использовать специальную смесь на основе едкого натра, кальцинированной соды и силикатного клея. Раствор нужно нагреть до 90 градусов Цельсия и опустить в него деталь примерно на полчаса. Если элемент обладает сложной конфигурацией, то можно увеличить время выдержки.
Причины появления дефектов
Хромирование — это довольно трудоемкий процесс для самостоятельного выполнения, потому идеальный результат получается не во всех случаях. Для того чтобы предотвратить ошибки перед, тем как хромировать металл в домашних условиях, следует узнать о причинах, которые могут обуславливать дефекты.
К ним относятся:
Недостаточный или чрезмерный нагрев электролита может привести к неравномерному блеску обработанной поверхности. Если же блеска нет вообще, то причина, возможно, в неверно рассчитанной концентрации ангидрида.
Если покрытие получилось недостаточно равномерным, то при работе на заготовку подавался слишком сильный ток. Если покрытие очень мягкое, то электролит нагревался слишком сильно.
На эти факторы нужно обратить внимание, чтобы предотвратить возникновение дефектов при хромировании. Лишь в этом случае хромирование деталей своими руками пройдет без проблем.
Как сделать хромирование деталей из алюминия в домашних условиях — хромируем металл без проблем своими руками, покрытие хромом, хромировка по технологии
12Ноя
Содержание статьи
- Зачем нужна
- Технологии хромирования в домашних условиях
- Способы
- Плотность водного раствора хромового ангидрида – таблица
- Как готовить электролит
- Как захромировать деталь в домашних условиях: начните с очистки
- Особенности технологии
- Нюансы, с которыми можно столкнуться после процедуры
- Возможные дефекты и их причины при хромировке деталей в домашних условиях
- Как сделать хромированную деталь: что нужно учесть
- Итоги
Покрытие хромом не только защищает металл от некоторых химических и физических влияний, но и придает ему эстетический вид. Это тем более актуально, что можно самостоятельно произвести процедуру. В статье расскажем, как сделать хромирование деталей в домашних условиях своими руками без проблем.
Зачем нужна
Способ часто применяют автолюбители для увеличения срока эксплуатации автомобиля. Второе применение – интерьерное. Некоторым поверхностям и элементам квартиры или дома можно придать декоративный блеск. Задачи и функции процесса:
- Защита от резких температурных перепадов и окисления, путем повышения устойчивости к коррозии.
- Эстетичность – внешний слой даже старого металлического элемента приобретает блеск.
- Увеличение длительности эксплуатационного периода, чтобы поверхность дольше сопротивлялась истиранию.
- Отражение. Отличный вариант, чтобы машина в темное время суток была заметнее на дороге.
Технологии хромирования в домашних условиях
Можно заказать услуги опытных компаний, которые проводят процедуру, или же заняться самостоятельно, но в любом случае смысл операции – очищение поверхности с последующей обработкой током и реагентами. Здесь работают химические законы катализации и окисления, поэтому нужно немного познакомиться с этой наукой. Ниже мы подробнее расскажем о процессах.
Способы
Есть только три способа, как провести процесс. На заводах применяются специальные станки, но их работу мы рассматривать не станем, так как дома применить их невозможно.
- Гальванический метод. Заключается в растворении хрома в электролите с последующей осадкой атомов на плоскость. Для этого требуется мощный разряд тока.
- Каталитический. Работа будет происходить с токсинами, поэтому нужна защита. Химический процесс происходит при взаимодействии реагентов с последующим выделением необходимого вещества из солевого состава. При этом первичное покрытие нуждается в дальнейшей полировке.
- Диффузионный. Это фактически покраска специальной гальванической краской. Очень удобно применять самостоятельно, когда нужно обработать небольшой элемент.
Чтобы понять, как хромируют металл детали не зависимости от выбранного метода потребуется учесть ряд тонкостей. Перечислим каждую из них.
Подготовительные мероприятия
Связаны с выбором помещения и правильной химзащитой. Подробнее о рабочем месте скажем ниже, но сразу предупредим, что процедура не подходит для владельцев квартир, так как вы можете отравить себя и домочадцев испарениями. Также в подготовку входит очистка, покупка оборудования, необходимого набора химических элементов.
Что предусмотреть
Заранее подумайте о:
- хорошей вентиляции – используйте вытяжку. Если её нет, откройте окна и сделайте мощный сквозняк. Важно, чтобы на рабочее место не оседала пыль;
- респираторе для защиты дыхательных путей, резиновых перчатках, старой, но прочной и полностью закрывающей тело одежде и обуви;
- способе утилизации отходов.
В чем производить хромирование алюминия или других материалов в домашних условиях
Вам понадобится емкость, которая вмещает всю вещь. При этом стенки сосуда не должны вступать в химическую реакцию или препятствовать ей. Для небольшого элемента прекрасно подойдет стеклянная банка. Ее нужно поставить в другую емкость, чтобы получились двойные стенки. Между ними потребуется засыпать песок или проложить минеральную вату – так вы добьетесь эффекта термоса. Для нагрева можно применять обычный ТЭН. Также необходимо оснастить всю систему измерителем температуры. Крышку закрывайте достаточно герметично. Последнее, что понадобится – это два электрода. Плюс будет помещен в жидкость, а минус закрепляется на заготовке.
Источник питания
Ток должен быть постоянный, а не переменный, с возможностью регулировать его силу, поэтому потребуется реостат. Провода следует брать с сечением не менее 2,5 квадратных миллиметров. Расчет диаметра кабеля следует проводить по максимальному значению проводимого электрического заряда. Еще одна особенность актуальна только при наличии терморегулятора вместо градусника. Если вы автоматизируете процесс, то потребуется отдельная электросхема для него.
Плотность водного раствора хромового ангидрида – таблица
| p, г/см3 | oBe | CrO2, г/л | p, г/см3 | oBe | CrO2, г/л | p, г/см3 | oBe | CrO2, г/л | ||
| 1,03 | 4,0 | 43 | 1,13 | 16,5 | 185 | 1,25 | 29 | 360 | ||
| 1,04 | 5,5 | 57 | 1,14 | 18,0 | 200 | 1,26 | 30 | 375 | ||
| 1,05 | 7,0 | 71 | 1,15 | 1,19 | 215 | 1,27 | 31 | 390 | ||
| 1,06 | 8,0 | 85 | 1,16 | 20,0 | 220 | 1,28 | 31,5 | 406 | ||
| 1,07 | 9,5 | 100 | 1,17 | 21,0 | 243 | 1,29 | 32,5 | 422 | ||
| 1,08 | 10,5 | 114 | 1,20 | 24,0 | 288 | 1,30 | 33,5 | 438 | ||
| 1,09 | 12,0 | 129 | 1,21 | 25, | 301 | 1,31 | 34,5 | 453 | ||
| 1,10 | 13,0 | 143 | 1,22 | 26,0 | 316 | 1,32 | 35,0 | 468 | ||
| 1,11 | 14,5 | 157 | 1,23 | 27,0 | 330 | 1,33 | 36,0 | 484 | ||
| 1,12 | 15,5 | 171 | 1,24 | 28,0 | 345 | 1,34 | 39,0 | 500 |
Как готовить электролит
Чтобы дать вам понять, как мы хромируем металл в домашних условиях, предложим несколько рекомендаций по приготовлению электролита. Для расчета количества вещества на литр сверяйтесь с данными из таблицы выше.
Состав
Растворите в одном литре чистой воды (желательно использовать дистиллированную в бутылках или обычную водопроводную, но после фильтрации и заморозки) 250 г CrO3 – хромового ангидрида. Затем следует добавить 2,5 грамма h3SO4 – это серная кислота, она должна быть концентрированной (расчет для плотности 1,84). Купить все это можно в специализированных магазинах.
Методика приготовления
Инструкция для изготовления электролита:
- Подогрейте воду до 60 градусов, заполните ей 1/2 емкости.
- Добавьте CrO3, разведите полностью.
- Долейте оставшуюся подогретую жидкость.
- Засыпьте серную кислоту, перемешайте.
- В течение 3,5 часов пропускайте ток. Его сила рассчитывается из формулы – 6,5 ампер на один литр. После этого электролит приобретет коричневый цвет.
- Поместите резервуар в прохладное темное место на сутки.
Подготовка детали
Производится в два этапа. Предварительно возьмите заранее приготовленный раствор, повторно нагрейте его до 60 градусов, а затем оставьте на три часа. За этот период как раз можно произвести очищение и обезжиривание.
Как захромировать деталь в домашних условиях: начните с очистки
На поверхности не должно остаться ничего лишнего, а именно:
- грязь, пыль убираем с помощью воды с моющим средством;
- лакокрасочное покрытие снимаем с помощью наждачной бумаги или растворителя;
- бензином можно убрать масляные пятна, остатки смазки;
- все очаги ржавчины также следует устранить.
Если все сделали правильно, получится чистая исходная заготовка. Если вы работали крупной наждачкой или металлической щеткой, то лучше пройтись шкуркой с мелкой фракцией абразивов, чтобы не осталось крупных царапин, дефектов, так как они могут некрасиво выделяться через хром.
Обезжиривание
Можно ограничиться бензином или растворителем, но если жирные пятна все же остались, эффективнее всего замочить предмет на 20-60 минут. Состав жидкости:
- 1 л воды, нагретой до 80-90 градусов.
- Гидроксид натрия – 150 г.
- Клей «жидкое стекло» – 5 г.
- Карбонат натрия (техническая сода) – 50 г.
Факторы хромирования
Постоянная температура электролита должна быть не менее 50 и не более 55 градусов. Сперва поместите вещь в емкость, а только затем подавайте электричество, чтобы металл нагрелся до температуры воды.
Подготовка изделия
Обстоятельства, в которых находится деталь, необходимо приблизить к стерильным. Обращаем внимание, что от чистоты и ровности верхнего слоя будет зависеть качество покрытия. Поэтому предусмотрите искусственную вентиляцию и чистое рабочее место.
Процесс покрытия хромом своими руками в домашних условиях
К изделию присоединяется катод. Лучше использовать зажимы типа «крокодилы». Их используют для зарядки аккумулятора автомобиля. Анод опускается в раствор. Напряжение подается в течение 20 минут и более – если поверхность простая, то этого достаточно, а если на ней много шероховатостей, углублений, углов, то можно продлить вплоть до часа. Не забудьте поддерживать герметичность, плотно прикрывайте крышку. После обработки вытащите заготовку щипцами, не прикасаясь к ней руками. Ополосните в чистой воде. После завершения процедуры заготовку оставьте сохнуть на 2,5-3 часа в чистом помещении с хорошей вентиляцией и плюсовой температурой воздуха.
Особенности технологии
Рекомендации:
- От качества полировки перед тем, как в домашних условиях хромировать детали из металла, напрямую зависит результат.
- Удостоверьтесь, что точно рассчитали ингредиенты. Можно использовать кухонные весы, предварительно обтянутые пищевой пленкой.
- Все химикаты должны быть чистыми, без примесей.
Нюансы, с которыми можно столкнуться после процедуры
К сожалению, домам не всегда является полностью санитарной средой для проведения химических реакций, а также бывает трудно найти качественные компоненты, поэтому могут появиться затруднения, мы представили их для вас в форме таблицы.
Возможные дефекты и их причины при хромировке деталей в домашних условиях
| Недостаток | Происхождение |
| Неравномерный блеск поверхности | Скорее всего, имела место плохая обработка – участки остались не обезжиренными или не отшлифованными. Вторая возможность – слишком большой ток. Третья – неравномерный нагрев электролита. |
| Отсутствие блеска | Неправильные пропорции при создании раствора. |
| Коричневые пятна на хромировке | Мало h3SO4 или слишком много хрома. |
| На покрытии небольшие раковинки | Плохая полировка, следы оставленного водорода. |
| Неравномерность слоя | Превышение силы тока. |
| Мягкая поверхность, плохое высыхание | Обратная ситуация, нужно было дать больше электричества |
| Отслоение | Либо не было достигнуто идеально ровное покрытие при шлифовке, либо были сбои в подаче напряжения. |
Как сделать хромированную деталь: что нужно учесть
Подробнее поговорим о нюансах проведения процедуры.
Помещение
Подойдет гараж или мастерская с принудительной вентиляцией. На крайний случай – балкон. Исключено проведение операции в жилых помещениях и на улице. В первом случае это опасно, во втором – много загрязнений.
Подготовительные мероприятия
Проводятся в закрытом помещении за 2-3 часа до процедуры. Можно оборудовать специальное место с теплым воздухом, чтобы сушка прошла быстрее. На рабочем месте ничто не должно мешать процессу и нарушать технику безопасности. Следите, чтобы к оборудованию для хромирования не могли подойти посторонние, в особенности – дети и животные.
Оборудование
Аккумулятор нужно брать «с запасом» мощности, но обычно на трехлитровую банку раствора достаточно 18 А. Внимательно выбирайте емкость без сколов и трещин. В противном случае, при нагреве оно может лопнуть.
Технология
Основное затруднение, с которыми сталкиваются любители, это трудность подбора ингредиентов для электролита,, их чистота и концентрация. Поэтому при использовании любого из трех способов сперва сделайте пробное хромирование. Это позволит отрегулировать подачу электричества и поменять состав.
Итоги
Мы рассказали вам, как покрыть металл хромом своими руками в домашних условиях, и все тонкости, которые с этим связаны. В качестве завершения статьи посмотрим ещё одно видео по теме:
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Хромирование – особенности технологии и методов металлизации хромом + Видео
1 Особенности металлизации хромированием
Несмотря на цивилизованность современного человека, он, как и его предки много веков назад, любит красивые блестящие вещи. Блестящие детали кузовов автомобилей и мотоциклов, хромированные аксессуары в ванных комнатах и кухнях, золоченые и посеребренные статуэтки, оцинкованные покрытия домов — эти красивые вещи становятся с каждым годом все востребованнее.
Процесс металлизации, в зависимости от наносимого металла, бывает таким:
- покрытие цинком;
- хромирование;
- алитирование, нанесение алюминия.
Металлизация цинком применяется для улучшения антикоррозийных характеристик стальных и металлических изделий и конструкций, что увеличивает их срок службы.
Металлизация изделий
Алитирование применяют для придания высоких антикоррозионных свойств оборудованию, работающему при высоких (до 900 °С) температурах. Это детали и механизмы, используемые для крекинга газа и нефти, элементы газовых турбин, печная арматура и другое оборудование.
Хромирование металлических и других поверхностей применяют для получения красивых декоративных покрытий. С помощью технологии металлизации хромом устраняют небольшие дефекты на поверхностях деталей и улучшают свойства основного материала. Улучшаются следующие характеристики:
- повышение антикоррозийных свойств;
- увеличение твердости металла;
- улучшение защитных характеристик от эрозии;
- повышение жаропрочности;
- усиление износостойкости;
- улучшение внешнего вида;
- возможность получения покрытий с заданными характеристиками.
2 Технология хромирования металлов
Нанесение слоев хрома на металлические поверхности называется химическим хромированием. Покрытие хромом выполняют для декоративности деталей и улучшения функциональных характеристик изделий. Процесс хромирования выполняется следующими методами:
- Гальванический метод нанесения хромированного покрытия.
- Химический способ.
- Нанесение слоев хрома напылением.
Гальваническое хромирование
Нанесение хрома на поверхности деталей гальваническим методом бывает 2 видов: диффузное и электролитическое. Для ведения обоих видов гальваники необходимо иметь специальные резервуары с кислотоупорным покрытием, оборудованные водяными рубашками.
Электролитический метод
Процесс электролитического нанесения хрома основан на методе электролиза металлов. Суть его состоит в прохождении электрического тока через электролит. Электролит представляет собой раствор, в который входят соли хрома, кислота или щелочь. При прохождении электрического тока из раствора хромового ангидрида и серной кислоты выделяются катионы хрома, которые осаждаются на обрабатываемой поверхности.
Гальванический процесс хромирования ведут при следующих средних параметрах:
- хромовый ангидрид — 250 г/л;
- серная кислота — 2,5 г/л;
- температура — 50 °С для декорирования деталей и 55-60 °С для получения функциональных поверхностей;
- плотность тока — 25 А/дм² для декорирования и 60 А/дм² — получается функциональная хромируемая поверхность.
Гальваническое хромирование
Качественная гальваника зависит от температуры электролита и плотности тока. Эти параметры влияют на внешний вид и характеристики нанесенного слоя.
Важно помнить: увеличение температуры снижает выход хрома по току, увеличение плотности тока увеличивает выход хрома по току.
Низкая температура технологического процесса и постоянная плотность тока дают серое покрытие, неизменная плотность тока и высокие температуры дают молочный оттенок покрытия.
Диффузный метод
Термическая обработка стали хромированием придает поверхности материала улучшенные свойства: прочность, твердость, вязкость, упругость, износостойкость, жаро- и коррозионную стойкость. При определенных температурах на поверхность обрабатываемых деталей воздействуют реагенты, и методом диффузии поверхностный слой насыщается хромом. Метод диффузии применяется для насыщения поверхностного слоя кремнием, углеродом, азотом, алюминием.
Термо хромирование порошковое проводят смесями, включающими в себя феррохром и шамот. Смесь смачивается соляной кислотой. Другой вид обработки методом диффузии — конденсация паров хлорида хрома CrCl₂.
Химическая металлизация
Хромирование металлов и диэлектриков проводят химическим способом. Реагенты для проведения метода:
- хлористый хром;
- гипофосфат натрия;
- лимоннокислый натрий;
- уксусная ледяная кислота;
- 20 % раствор едкого натра;
- вода.
Реагенты для химической металлизации
Реакцию ведут при температуре 80 °С. Перед нанесением хромового покрытия на стальные детали на них предварительно наносят слой меди. По окончании процесса обработанные изделия моются в воде и тщательно высушиваются. Применяя кислощелочной раствор, проводят химическую металлизацию диэлектриков.
Еще один вид химической металлизации — вакуумное хромирование или PVD-процесс. При этом методе происходит конденсация паров хрома на поверхности обрабатываемых деталей в вакуумных камерах. В безвоздушном пространстве установки нагревают металл до температуры испарения, и он в виде тумана оседает на поверхность изделия. Слой металла настолько тонкий, что его покрывают лаком для защиты от царапин. Этим методом проводят хромирование алюминия.
Каталитическое хромирование
Каталитическое напыление основано на реакции «серебряного зеркала». Реагентами в этом процессе выступают комплексные соли серебра в щелочных растворах аммиака. В качестве восстановителя применяют растворы инвертного сахара, гидразина или формалина.
Одновременное напыление серебра и восстановителя образует на обрабатываемой поверхности белоснежное зеркальное металлическое покрытие.
Каталитическое напыление
Данное покрытие характеризуется высокой отражательной способностью. Следующий этап каталитического напыления — нанесение защитных лаков с добавлением красящего светостойкого тонера хром. Тонер хром получают смешиванием фиолетового, синего и черного цветов в соотношении 3:1:1.
Технология хромирования реакцией «серебряного зеркала» включает следующие процессы:
- Анализ и подготовка материала, поверхность изделия очищается, промывается, для улучшения адгезии поверхность шлифуется шлифовальной бумагой зернистостью Р500-600.
- Нанесение глянцевой основы. На подготовленную поверхность наносят черную базу. Черное глянцевое покрытие позволит исключить желтизну зеркальной поверхности. Режимы сушки нанесенных лаков: при температуре 20-25 °С, без применения сушильного оборудования — 8 часов, в окрасочно-сушильных устройствах при температуре 60 °С — 45 минут.
- Сушка изделий.
- Травление поверхности деталей для лучшей адгезии серебра и промывание дистиллированной водой.
- Процесс сенсибилизации. Сенсибилизация — обработка поверхности активатором, в результате чего на ней появляется защитная пленка.
- Металлизация поверхности изделия серебром.
- Нанесение защитного лака. Защищает обработанные поверхности от потускнения и механического износа.
3 Гидрофобизация хромовых поверхностей
Гидрофобизация — процесс уменьшения способности материала увлажняться, смачиваться водой или водными растворами. При этом сохраняются характеристики паро- и газопроницаемости материала. Гидрофобизацию проводят с помощью обработки хромовых поверхностей растворами солей жирных кислот. Молекулы кислоты адсорбируются на обрабатываемой поверхности и препятствуют проникновению капель воды в хромированный слой, что улучшает его антикоррозионные свойства.
Химическое хромирование – лучший способ хромирования металлов + Видео
Для улучшения физико-химических параметров металлических изделий применяют различные способы. Химическое хромирование позволяет повысить прочностные и другие характеристики поверхности деталей.
1 Химический способ хромирования
Хромирование – это процесс нанесения хрома на металлическое изделие. Такая обработка позволяет существенно изменить или улучшить физико-химические характеристики поверхности детали, инструмента, иного объекта, а также придать последним привлекательный внешний вид. Поверхность хромированных изделий обладает высокой стойкостью к коррозии, жаростойкостью, износостойкостью, более технологичными электромагнитными и механическими свойствами.
Наиболее распространенными способами нанесения хрома являются электролитический и диффузионный. Химическое хромирование производится с помощью водных растворов при определенной температуре, в отличие от первых двух способов, не требует специального оборудования и позволяет получить необходимое покрытие для изделий любой формы на всей их поверхности, даже в полостях.
В основе этого процесса лежит химическая реакция, во время которой хром восстанавливается из растворов своих солей посредством гипофосфита натрия и ряда других химреактивов, а затем осаждается на металлическую поверхность. Именно наличие гипофосфита натрия во всех смесях, применяемых при химическом нанесении хрома, является главным отличием от любого состава химраствора хромирования установкой для электролитического способа получения такого покрытия.
При химическом методе получают слой хрома, который первоначально имеет серый цвет и приобретает требуемый блеск после полирования. Химический способ, по сравнению с электролитическим и диффузионным, позволяет нанести более качественное хромовое покрытие, в котором присутствует фосфор, значительно увеличивающий его твердость.
2 Технология химического хромирования – подготовка к нанесению хрома
Технология химического хромирования не требует значительных финансовых вложений, достаточно проста и может проводиться самостоятельно. Однако используемые химреактивы, растворы из них, испарения, образующиеся в процессе химических реакций, ядовиты и представляют опасность для здоровья. Поэтому хромирование необходимо проводить в помещении, которое хорошо проветривается и, желательно, оборудовано принудительной вентиляцией.
Также требуется предусмотреть средства защиты глаз, органов дыхания и кожного покрова тела (очки, респиратор, спецодежду, резиновые перчатки и фартук).
При приготовлении растворов для хромирования химическим способом и других смесей, применяемых во вспомогательных операциях, используют дистиллированную воду. Химреактивы необходимо брать чистые, имеющие на этикетке обозначение «Ч». Посуду для приготовления растворов и хромирования используют эмалированную или стеклянную.
Прежде чем начать хромирование, деталь обязательно тщательно очищают и обезжиривают. От качества проведения этих операций надежность и добротность будущего покрытия зависят в значительной мере. При необходимости изделие подвергают пескоструйной обработке, снимая лишние слои до основного металла, или шкурят наждачной бумагой. Удалению подлежат ржавчина, краска, грязь. Наилучших результатов хромирования можно добиться, если поверхность изделия отшлифовать, а затем отполировать. После этого деталь обезжиривают в следующем водном растворе:
- натр едкий – 100–150 г/л;
- сода кальцинированная – 40–50 г/л;
- клей канцелярский (силикатный) или «жидкое стекло» – 3–5 г/л.
Полученную смесь нагревают до 80–100 °С и держат в ней изделие, в зависимости от уровня загрязненности, от 15 минут до 1 часа. Чем чище и ровнее поверхность, тем надежнее, прочнее будет ее сцепление с покрытием. Затем обработанную и подготовленную деталь декапируют – дополнительно обезжиривают и активируют в специальном растворе. Перечень составов для декапирования указан в конце статьи.
Для алюминия и сплавов из него перед хромированием химическим способом проводят также еще одну обработку – цинкатную. Растворы для этой операции приведены после составов для декапирования. По завершении цинкатной обработки изделия промывают в воде и помещают в хромирующий раствор. Стальные детали перед хромированием обязательно омедняют – наносят на поверхность слой меди. Готовят для этого следующий водный раствор:
- медь сернокислая – 50 г/л;
- кислота серная концентрированная – 5–8 г/л.
Рабочая температура смеси 15–25 °С. Изделие погружают в раствор на 5–10 секунд, затем тщательно промывают в воде и сушат. Хромирование будет более качественным, если провести никелирование – стальную деталь не только омеднить, но и покрыть никелем, толщина слоя которого будет более 1 мкм. После этого приступают к хромированию.
3 Подготовка растворов и хромирование
Последовательность приготовления растворов следующая:
- все химреагенты для хромирования (за исключением гипофосфита натрия) смешивают или растворяют в воде;
- раствор нагревают до рабочей температуры;
- растворяют в разогретой смеси гипофосфит натрия.
В приготовленный раствор завешивают деталь, которую хромируют 5–8 часов (в зависимости от необходимой толщины слоя). На протяжении всего процесса поддерживают рабочую температуру химической смеси. Затем хромированные изделия извлекают, промывают в воде, а потом сушат. Для того, чтобы покрытие было безопасно (не содержало остатков химреактивов), рекомендуется деталь после промывания прокипятить в течение получаса в чистой воде.
Для покрытий из хрома требуется термическая обработка. Она повышает сцепление нанесенного слоя (слоев) с основным металлом за счет низкотемпературной диффузии. Термическая обработка хромовых покрытий заключается в нагреве деталей до температуры 400 °С с последующей выдержкой их при этом режиме в течение 1 часа. Закаленные хромированные изделия (ножи, пружины, рыболовные крючки и тому подобное) при такой температуре могут отпуститься – потерять свою твердость.
Поэтому для них низкотемпературную диффузию осуществляют при 270–300 °С в течение 3 часов. Термообработка также повышает твердость нанесенного хромового покрытия. После высыхания хромированных деталей на них виден серый «налёт» нанесенного хрома. Чтобы покрытие приобрело зеркальную гладкость и стало блестеть, его необходимо отполировать, применяя материалы и составы для ухода за хромированными изделиями – специальную продукцию с авторынка (салфетки, мази и так далее) или используя пасту ГОИ.
4 Химреагенты для хромирования
Приведенные ниже составы растворов для хромирования проверены многолетней практикой использования и временем эксплуатации полученных с их помощью покрытий (количество необходимых реагентов указано в г/л и мл/л):
- Хромил фтористый – 14, натрий лимоннокислый – 7, кислота уксусная – 10 мл/л, натрия гипофосфит – 7 (кислотность раствора рН – 8–11). Рабочая температура смеси – 85–90 °С, скорость наращивания покрытия – 1,0–2,5 мкм/ч.
- Хромил фтористый – 16, хром хлористый – 1, натрий уксуснокислый – 10, натрий щавелевокислый – 4,5, натрия гипофосфит – 10 (рН – 4–6). Температура – 75–90 °С, скорость – 2–2,5 мкм/ч.
- Хромил фтористый – 17, хром хлористый – 1,2, натрий лимоннокислый – 8,5, натрия гипофосфит – 8,5 (рН – 8–11). 85–90 °С, 1–2,5 мкм/ч.
- Хром уксуснокислый – 30, никель уксуснокислый – 1, натрий гликолевокислый – 40, натрий уксуснокислый – 20, натрий лимоннокислый – 40, кислота уксусная – 14 мл/л, натрия гидроксид – 14, натрия гипофосфит – 15 (рН – 4–6). 99 °С, 2,5 мкм/ч.
- Хромил фтористый – 5–10, хром хлористый – 5–10, натрий лимоннокислый – 20–30, натрия пирофосфат (замена натрия гипофосфита) – 50–75 (рН – 7,5–9). 100 °С, 2–2,5 мкм/ч.
Все растворы делят на кислые (уровень рН находится в пределах 4–6,5) и щелочные (показатель рН более 6,5). Первые составы предпочтительнее использовать для покрытия меди, латуни и черных металлов. Щелочные – для хромирования изделий из нержавеющих сталей. Кислые (по сравнению с щелочными растворами) позволяют получить на полированной детали более гладкую поверхность, с меньшей пористостью. Кроме того, при их использовании скорость протекания химического процесса хромирования выше. Преимущество щелочных составов состоит в более надежном поверхностном сцеплении слоя покрытия с металлом подслоя или детали.
Составы растворов для декапирования
| Составы растворов для декапирования стали |
Гальваническое хромирование: суть процесса, основы проведения
Гальваническое хромирование металлов. Надежные защитные и декоративные покрытия разных видов. Основные характеристики техпроцесса и применяемых компонентов. Хромирование в домашних условиях. Причины возможных дефектов и опасность для здоровья.
Гальваническое хромирование — это один из способов создания на поверхности изделий тонкого устойчивого слоя из чистого хрома, который почти в два раза тверже железа, имеет приятный серебристый цвет и отлично полируется. Хромовые покрытия применяют в защитных и в декоративных целях.
Гальваническому хромированию подвергают поверхности трения для создания устойчивого к коррозии антифрикционного слоя, который к тому же хорошо удерживает масло. Этот металл имеет прекрасное сцепление со сталью, никелем и медью, а также практически не окисляется и не отслаивается в процессе эксплуатации. Помимо прочего, хромовая гальваника применяется при изготовлении стойких к атмосферным воздействиям оптических отражателей, которые по своим качествам ничем не уступают амальгамированным.
Одной из главных особенностей гальванического хромирования является работа с пассивным анодом, т. е. покрывающий деталь хром поступает не из анодного металла, а из раствора хромовых кислот, что требует постоянной регенерации электролита. А основной недостаток этого технологического процесса — высокая токсичность соединений хрома и связанные с этим повышенные требования к системам промвентиляции, утилизации электролита и водоочистки.
Суть гальванического хромирования металла
В большинстве гальванических процессов источником покрывающего металла является анод. В отличие от этого при хромировании анионы возникают непосредственно из электролита, основой которого является раствор хромовых кислот, образующихся при растворении хромового ангидрида в воде. В такой технологии катодом обычно является обрабатываемая деталь, а в роли нерасходуемого пассивного анода выступают пластины или облицовка ванны, выполненные из инертного к кислотам электролита металла. Пассивные аноды в хромовой гальванике обычно изготавливают из свинца или его сплавов (с оловом и сурьмой). Хромовая кислота обладает сильными коррозионными свойствами, поэтому при производстве оборудования для хромирования применяют кислотостойкие материалы.
Выделение анионов хрома в объеме электролита в процессе хромирования происходит неравномерно, поэтому гальванические ванны оснащают специальными устройствами, обеспечивающими постоянную подачу перемешанного электролита в зону катода (к поверхности металла хромируемой детали). Кроме того, в связи с постоянным убыванием хрома электролит необходимо периодически регенерировать, добавляя в него хромовый ангидрид и расходуемые в процессе хромирования реагенты. Вид поверхности и механические свойства хромового покрытия напрямую зависят от компонентов электролитического раствора, степени его нагрева и плотности тока.
Варьируя эти показатели, можно добиться различных видов поверхности хромированного металла: от молочного и матового до зеркально-блестящего, – а также широкого диапазона значений твердости, плотности и пористости осажденного хрома.
Методика хромирования металла своими руками
Тому, кто собирается освоить хромирование металла в бытовых условиях, в первую очередь необходимо четко усвоить, что этот химический процесс связан с применением особо токсичных веществ, опасных для здоровья и наносящих вред природной среде. Поэтому ни о какой гальванике в домашних условиях не может быть и речи. Для хромирования необходимо подобрать нежилое помещение и по возможности оборудовать его хотя бы какой-нибудь вентиляцией. Также стоит заранее позаботиться об утилизации отработанного раствора и промывочной воды. Все работы следует выполнять в спецодежде и с применением средств индивидуальной защиты, используемых на химпроизводствах.
Оборудование для хромирования металла достаточно несложно изготовить самому. В большинстве случаев в его состав входят:
- стеклянная или пластиковая емкость;
- теплоизоляция и герметичная крышка рабочей емкости;
- нагревательный элемент с терморегулятором;
- источник питания мощностью 1 кВт и напряжением 10÷12 В;
- свинцовый анод с клеммой;
- приспособление для подвешивания и зажим для крепления детали с клеммой;
- емкости для травления и промывки, провода, подставка и прочее второстепенное оборудование.
Компоновка такого комплекта для хромирования зависит от размеров и особенностей входящих в него элементов и делается «на глазок», с дополнениями и изменениями по ходу изготовления. О токовых режимах лучше заранее почитать в специализированных изданиях или пообщаться со знающими людьми на профильных форумах. Там же можно обсудить вопрос влияния хрома на свойства стали и других металлов, т. к. у хромированной детали несколько изменятся механические характеристики.
Подготовка поверхности к хромированию
Подготовка металла к хромированию ничем не отличается от приготовлений к любому другому гальваническому процессу. В первую очередь необходимо убрать остатки покрытий и ржавчину с хромированной поверхности. Первое выполняется с помощью металлических щеток и наждачной бумаги или же (если есть такая возможность) абразивоструйной обработкой. Для удаления ржавчины с металла можно также использовать механические методы, но лучше воспользоваться ортофосфорной кислотой.
Хромирование алюминия и его сплавов требует особого подхода к предварительной обработке поверхности этих металлов, т. к. на них всегда присутствует устойчивая оксидная пленка. Последовательность их подготовки к гальванике выглядит так:
- Промывка всей поверхности металла в бензине.
- Удаление следов бензина в горячей мыльной воде.
- Травление в смеси азотной и плавиковой кислот (соотношение пять к одному).
- Ополаскивание в холодной воде.
- Помещение изделия в гальваническую ванну.
Все операции следует выполнять в непрерывной последовательности, а погружать металл в электролит нужно под током.
Приготовление электролита
Основными компонентами всех электролитов для хромирования металлов являются хромовый ангидрид и серная кислота. В промышленных гальванических растворах применяют различные добавки, но для домашнего мастера на первое время достаточно этих двух. При приготовлении электролита сначала в воде разводится серная кислота из расчета 1.5–2.5 г/л, а затем добавляется хромовый ангидрид в количестве 150–250 г/л. Точную пропорцию можно подобрать только экспериментально, оценивая результат хромирования поверхности металла (см. также ниже о возможных дефектах).
Возможные дефекты
При осмотре всех плоскостей металла после гальванического хромирования могут быть обнаружены специфические недостатки, которые чаще всего связаны с составом электролита и плотностью тока, но могут иметь и другие причины. Если хром не оседает на металл, то это может быть связано с недостаточной плотностью тока, избытком серной кислоты, завышенной температурой раствора или окислением анода. Если хромовое покрытие отслаивается от металла, то причиной этого может быть плохая очистка его поверхности и колебание токовых параметров в процессе хромирования. При превышении плотности тока на выступающих частях детали могут образовываться наросты, а поверхность хромированного металла становится матовой и неровной. При слишком маленькой плотности тока покрытие становится жестким и имеет «молочный» вид.
При гальваническом хромировании также важно пространственное положение детали. Оно должно обеспечивать свободный уход водорода, образующегося на поверхности металла, т. к. скопление это газа приводит к образованию неровностей и каверн.
Опасность для здоровья
При хромировании металлов основная опасность для здоровья персонала и окружающей среды исходит от хромового ангидрида (оксид шестивалентного хрома), который является главным компонентом во всех электролитах, а при растворении в воде образует не менее опасные хромовые кислоты. Все эти реагенты являются канцерогенами и очень токсичны (относятся к первому классу опасности). Оксиды и соли хрома малолетучи, но при использовании горячих электролитов могут захватываться парами воды. Другими токсичными веществами, образующимся в процессе гальванического хромирования, являются хроматы свинца и сульфаты бария.
А как вы относитесь к хромированию металлов в домашних условиях? Ведь в Интернете размещено множество статей, описывающих, как легко и просто это делается даже без особых навыков. Выскажите, пожалуйста, свое мнение в комментариях к этой статье.
Качество хромирования — нестандартное и антикварное покрытие
Quality Plating — одна из ведущих
компаний по хромированию на Среднем Западе
Quality Plating была основана в 1976 году как специализированная отделка металла.
магазин. Полировка алюминия на кастом-байках и гоночных мотоциклах. Мы начали
покрытие в 1977 году, чтобы помочь нашим клиентам получить более яркую поверхность
на алюминии. Мы использовали процесс кислотной полировки медью, чтобы заполнить то, что
питтинг был в металлах.
Quality Plating продолжает хромировать мотоциклы
а в 1978 году мы хромировали первые автомобильные детали, которые
запчасти для туристического автомобиля Chrysler Great American 1920 года выпуска. В это время
мы стали специализированным цехом по хромированию, который делал все нестандартные автомобили,
мотоциклы, лодки и снегоходы.
Мы по-прежнему используем тот же процесс хромирования, что и сегодня
в наши дни, однако мы добавили новый более яркий никель
процесс покрытия на нашу линию.Качественное покрытие — одно из ведущих
компании по хромированию на Среднем Западе, оставаясь только на заказ
цех полировки и покрытия. Мы по-прежнему заботимся о наших клиентах
потребности.
Корабли с качественной обшивкой по всей территории США и за морем
Quality Plating гордится подробным описанием всех деталей и возвратом
Ваши запчасти в отличном состоянии. В нашем магазине было бесчисленное количество показов
победители на протяжении многих лет и многочисленные байки и автомобили в журналах.Посмотрите нашу фотогалерею. Поскольку мы изготовляем на заказ хромированное покрытие,
есть очень мало вещей, которые мы не можем записать. Мы покрываем все металлы, в том числе
восстановление горшечных металлов. Можем хромировать автомобильные бамперы и ремонтировать
их до финиша шоу. Мы также покрываем автомобильные и мотоциклетные диски,
или мы можем их до зеркального блеска. Мы также полируем латунь и медь.
до яркого финиша.
Свяжитесь с нами, если у вас есть вопросы о процессе или
любую информацию о ваших деталях.
(перейдите к этому КОНТРОЛЬНЫЙ СПИСОК , чтобы улучшить свой проект.) 1. Приемка и осмотр . Первый шаг — определить, какую работу вы, наш заказчик, хотите выполнить, и оценить, что потребуется для достижения желаемого результата. Металл может разрушиться и подвергнуться коррозии до такой степени, что восстановление будет чрезмерно дорогостоящим; После оценки детали мы должны сначала согласовать цену, уровень качества и ожидаемую дату завершения. 2. Зачистка . Детали оголены до металла; всю краску, грязь, масло и жир, ржавчину, старую обшивку и любые другие посторонние материалы необходимо удалить. Предметы, доставленные к нам очищенными, будут стоить дешевле, чем если мы выполним этап зачистки (пескоструйная очистка является типичным методом удаления деталей). 3. Полировка . Полировка — это удаление поверхностного металла с помощью ряда абразивных кругов и шлифовальных лент (в любом гальваническом цехе слова «песок», «шлифование» и «полировка» в основном означают одно и то же).Мы начинаем с грубых шлифовальных машин, а затем переходим к полировальным кругам из мягкой ткани. Конечным результатом является полированная до зеркального блеска металлическая деталь, без точечной коррозии, царапин и загрязнений. 4. Электромонтаж и стеллажи . Мы используем крюки, стойки, медную проволоку и другие способы удержания деталей в гальванических емкостях; это также обеспечивает электрический контакт с деталью. 5. Очистка . Перед нанесением покрытия детали необходимо очистить хирургическим путем — малейшее загрязнение, жир, масло, полировальный состав, ржавчина или другие инородные тела вызовут брак.В нашем магазине мы используем тщательно продуманную серию мыльных, кислотных и водных растворов, чтобы гарантировать чистую и безупречную поверхность. 6. Меднение и полировка . Детали покрываются медью, а затем полируются до блестящего блеска. Это важный этап процесса, так как медь обеспечивает дополнительный слой защиты от коррозии и помогает заполнить полировальные линии и ямки. (Хотя медь очень тонкая, многие слои меди и шлифовки могут медленно нарастать на поверхности. На самом деле медь можно использовать для выравнивания и заливки так же, как маляр использует грунтовку и шлифование блоков.) 7. Электромонтаж, укладка и повторная очистка . Процессы этапов 4 и 5 повторяются перед нанесением никелирования. 8. Никелирование . Это никель, который обеспечивает глубокий блеск хромированной детали, а также обеспечивает еще один слой защиты для долговечного хрома. Детали остаются в баке для никелирования около часа. 9. Хромирование . Хром, последний этап нанесения покрытия, на самом деле представляет собой защитное покрытие поверх блестящего никеля, которое предотвращает потускнение никеля. 10. Заключительная проверка . Детали очищаются и проверяются; некоторые детали могут потребовать незначительной полировки. | тщательная полировка дает безупречный результат детали покрыты медью, затем снова отполированы никель и хромирование — заключительные этапы настоящего тройного хромирования |
Хромирование
Хромирование
1.ПРИНЦИПЫ Гальваники
Хром Гальваника или люди просто говорят, что хромирование — это процесс нанесения покрытия на металл с использованием вещества хрома или хромовой кислоты. Зачем использовать хромовое вещество для покрытия металлической поверхности? Хром — это металлическое вещество, устойчивое к коррозии, в то время как другие металлы, такие как сталь, легко подвержены коррозии под воздействием влажного воздуха. Хром нельзя осаждать только из раствора хромовой кислоты (CrO 3 ) и воды. В ванне должен присутствовать один или несколько кислотных радикалов, которые действуют как катализатор, вызывая катодное осаждение хрома или способствуя ему.Чистота используемой хромовой кислоты часто не уточняется или не устанавливается, но ее природа. В конце процесса хром будет покрыт поверхность металла.
Хромирование несложно. Покрытие детали было должным образом очищено с соблюдением следующих требований:
- Приготовление раствора хромовой кислоты (CrO3). (Не приобретайте гидрогенизированный (H 3 CrO 4 ) кристаллы хромовой кислоты)
- Контроль температуры ванны (гальванический раствор)
- Получение свинцовых анодов (перекиси)
- Способ перемешивания ванны (пузырьки)
- Контроль плотности тока покрытия и длительности (регулятор)
- Вентиляция (для безопасности)
Все, что остается, — это требование времени, поэтому не позволяйте очевидной сложности задачи обескураживать вас, потому что результаты действительно того стоят.
Я изучил задействованные производственные процессы, сократил их до небольших приложений для проектирования моделей и достаточно экспериментировал, чтобы сказать вам, что работает. Нам есть чему поучиться, и весь процесс состоит из десяти простых шагов. Итак, поехали!
2. ДЕКОРАТИВНОЕ ИЛИ ТВЕРДОЕ ХРОМИРОВАНИЕ
Весь хром примерно одинаковой твердости; 800 на 1000 ВХН — очень тяжело! Основное отличие заключается в толщине слоя хрома, нанесенного на металл.
В декоративных целях хром лучше всего сочетается с никелем, который сам по себе очень хорошо сцепляется с медью — эта комбинация также обеспечивает лучшую защиту от коррозии.Толщина декоративного хромового покрытия составляет от нескольких сотых до 1 мил. Зеркальное покрытие будет ровным настолько, насколько хороша отделка, которую вы нанесете на поверхность перед тем, как нанести хром.
Для функциональных целей, чтобы воспользоваться чрезвычайно низким коэффициентом трения хрома или для увеличения износа (например, поверхности подшипников или поршни), твердый хром покрывают толщиной, необходимой для от 1 до 50 фрез.
При использовании в качестве опорной поверхности. Хром должен быть подвергнут микрообработке (подробнее об этом позже), и тогда он будет обеспечивать более низкий коэффициент трения, чем любой другой металл, при использовании против стали, железа, латуни, бронзы, баббита или алюминиевых сплавов.Не используйте хром против хрома. Поскольку хром также намного тверже, чем закаленная сталь, мы получаем идеальную основу для износостойких рабочих поверхностей. Хром устойчив к большинству органических и органических соединений и кислот, кроме соляной кислоты (соляной кислоты).
3. КОНТРОЛЬ ТОЛЩИНЫ НАЛОЖЕНИЯ
При фиксированных параметрах температуры, гальванических растворов, анодов, настройки и плотности тока толщина зависит от времени. Ожидайте от 0,75 до 1,2 мил в час.
Я успешно покрыл до 20 мельниц дома — правда, это было случайно, потому что я стремился получить 3 мельницы для ремонта поршня! Раньше требовалось шесть часов с использованием определенного раствора хромовой кислоты для осаждения 3 мельниц превосходного хрома. Я подумал, что для сокращения времени нанесения покрытия я бы увеличил плотность тока с 600 мА до 800 мА, а температура раствора была изменена с 450 o C до 500 o C. (113 o F до 122 o C). F).Затем я покрыл покрытие при перемешивании в течение пяти часов и намотал поршнем в форме песочных часов из-за 13-миллиметровых отложений хрома, измеренных на уровне середины юбки, и 21 мил на краях (образованных низом юбки и головка поршня).
Пусть это станет уроком для всех нас: никогда не изменяйте более одного параметра за раз. В дальнейшем была успешно проведена шлифовка этого же поршня; что свидетельствует о превосходной адгезии хрома к основному металлу (стали), как было подготовлено ранее.
Конечно, поршень затем был притерт до идеальной посадки в отверстии с повторной притиркой (в этом двигателе 0,020 куб. Дюйма кольца отсутствуют). Мы вернемся к нотам шлифования и притирки позже. Хром будет обработан до превосходного качества с точностью, недоступной никаким другим способом и ограниченной только терпением и навыками машиниста.
4. ПРИГОТОВЛЕНИЕ ХРОМИЧЕСКОЙ ВАННЫ
ПРИМЕЧАНИЕ: Химические составы, приведенные в этой статье, даны в унциях эвырдупуа на галлон раствора (эвыр.унций / галлон). Чтобы преобразовать их в метрическую систему мер, просто умножьте количество унций / галлон на коэффициент преобразования 7,5, чтобы получить граммы на литр.
В формуле для глянцевого хромирования используется базовая формула: соотношение хромовая кислота / серная кислота 100: 1:
- Кристаллы хромовой кислоты = 33 унции. (936 грамм)
- Жидкость на основе серной кислоты = 0,33 унции. (9,36 миллилитра)
- Дистиллированная (или деминерализованная) вода для получения 1 галлона (3,79 литра).
Конечно, вы можете изменять эти пропорции в зависимости от количества, которое вы хотите приготовить.Таким образом, чтобы получить одну пинту для небольшой работы, просто разделите все на восемь. Следует учитывать коэффициент разбавления серной кислоты в том виде, в котором она была куплена, и количество, используемое в ванне, должно быть одним из чистого H 2 SO 4 От до 100 Cr0 3 .
Будьте очень аккуратны в этом процессе; и:
ВСЕГДА МЕДЛЕННО ДОБАВЛЯЙТЕ КИСЛОТУ В ВОДУ — НИКОГДА НЕ ДОБАВЛЯЙТЕ ВОДУ В КИСЛОТУ
Если у вас есть доступ к деминерализованной воде из вашего домашнего осушителя (конечно, при необходимости очистите фильтр).Это хороший заменитель рекомендованной дистиллированной воды.
Кроме того, я рекомендую использовать хирургические резиновые перчатки при работе с любыми химическими веществами, упомянутыми в этой статье. Их продают в аптеках (аптеках), и заменить их намного легче, чем кожу рук.
Из кристаллов хромовой кислоты получается металлический хром с чистотой около 52%. По причинам, которые на данном этапе должны оставаться необъясненными, свежеприготовленный раствор будет откладывать только достаточно хороший хром. Такой же раствор, как и хорошее вино, улучшается с возрастом… Так что используйте его для экспериментов при первом смешивании, прежде чем начинать какое-либо серьезное покрытие — я храню его в запечатанном стеклянном контейнере, и он годится на долгие годы. Отфильтруйте по мере необходимости между применениями — ток покрытия будет около 0,75 А / кв. Дюйм. Для яркого хрома и до 1,4 А / кв. для тусклого «твердого хрома».
4.2 ЧЕРНОЕ ХРОМИРОВАНИЕ
Черное хромирование также может быть покрыто таким же образом и при этом иметь характеристики, аналогичные характеристикам яркого хрома. В некоторых случаях для эстетических или антибликовых применений это может быть предпочтительнее.Я еще не использовал его, но формула следующая:
- Хромовая кислота 33 унции (936 г)
- Уксусная кислота = 28,2 унции (800 г)
- Ацетат бария = 1,0 унции (28 г)
- Дистиллированная (или деминерализованная) вода для получения 1 галлона. (3,79 литра).
- Данная ванна будет работать при температуре от 90 ° до 115 ° F (от 32,2 ° C до 46,1 ° C) и при плотности тока от 0,25 до 0,63 дв. Кв. Дюйм. (Подробнее о том, как настроить это позже).
Температура имеет решающее значение для хороших (или любых) результатов.Лучше всего поддерживать это автоматически, используя электрический нагреватель с термостатическим управлением прямо в ванне. Простым и дешевым решением этой задачи является использование обогревателя для аквариума с тропической рыбой, доступного в любом зоомагазине. И, пока вы там, возьмите воздушный насос для аквариума, подходящие пластиковые трубы и один регулятор воздушного клапана.
Нагреватель на 115 В поставляется в кварцевой трубке с ручкой регулировки температуры наверху. Это действует на контактное натяжение биметаллической ленты и может быть легко проверено для поддержания требуемой температуры 45 ° C.до 50 ° С. (От 113 ° F до 122 ° F). Также требуется термометр для этого диапазона.
Важно поддерживать этот температурный диапазон в течение всего времени нанесения покрытия.
Примечание: вышеприведенную статью я взял из старой литературы, но забыл указать источник. Я также когда-либо пытаюсь использовать формулу, но не работает гладко, потому что использую простые инструменты, которые я сделал сам.
Результат хромирования или хромирования и нанесение продукта
Ассортимент продукции представлен на картинке ниже:
1.Тускло-белое хромирование
Процесс окраски хромированного покрытия — это всего лишь настройка различных напряжений и ампер электрического тока и добавок для придания яркости или гладкости окрашивающему налету.
| Тускло-белое хромирование |
2. Ярко-белое хромирование
| Яркое хромирование |
9.Хромирование золотого цвета
| Хромирование цвета золота |
| Хромирование матово-черного цвета |
5. Хромирование ярко-черного цвета
Существует два разных типа черного хромового цвета от процесса хромирования: процесс трехвалентного хромирования и процесс шестивалентного хромирования.Трехвалентное хромирование может привести к полу-черному темному цвету, но этот продукт имеет преимущество в большей стойкости к коррозии. Увидеть черный и цветной хромовый налет.
Процесс покрытия шестивалентным хромом или Cr (IV) может привести к получению настоящего темного цвета осадка, очень темного, гладкого и неотражающего. Шестивалентный хром не подходит для товаров, которые предназначены для работы в агрессивной среде, потому что слой недостаточно прочен прилипает к поверхностному слою.
| Яркое черное хромирование |
Пример твердого хромирования:
Твердый хром наносится на промышленные валы, как правило, на их валы гидравлических систем, эта гидравлическая система требует технического обслуживания в определенный период времени. для повторного нанесения покрытия, чтобы восстановить покрытие поверхности и отрегулировать гидравлический зазор.
| Твердый хром на гидравлическом валу |
Помимо гидравлического вала, в промышленных целях также применяется твердый хром на валках, используемых для определенных целей, например, для передачи материала в производственном процессе.
| Твердый хром в рулонах |
Твердый хром-ванадий обычно применяется в качестве покрытия на инструментах, этому инструменту нужна твердая поверхность, чтобы его нельзя было легко поцарапать при затягивании открытого болта на оборудовании.
| Хром-ванадий на инструментах |
Как удалить хромирование? Смотрите разные пути!
Хромирование не только придает блеск любому металлическому предмету; он также делает металл долговечным, делая его устойчивым к коррозии и потускнению.
Однако есть разные причины, по которым вам нужно будет удалить это прочное покрытие с металлического предмета. Блестящая и прочная шерсть легко повреждается из-за износа и становится неприглядной.Или вы можете повторно хромировать металлическую поверхность.
Я не буду предлагать вам обратиться к профессиональному мастеру по ремонту и сделать работу за сотню долларов. Есть несколько способов удалить хромирование с металла, что сделать не очень сложно.
Независимо от причин, это руководство поможет вам удалить хромирование несколькими способами.
Что такое хромирование?
Хромирование — это процесс нанесения тонкого слоя хрома на любую металлическую поверхность с помощью гальваники.Такое покрытие наносится на металл для увеличения прочности металла.
Как удалить хромирование? 3 Простой метод
Как я уже говорил ранее, хромирование можно удалить разными способами. Независимо от того, какой метод вы используете, убедитесь, что вы принимаете меры предосторожности и необходимые протоколы безопасности.
Настоятельно рекомендуется использовать респиратор, защитные перчатки и защитные очки, чтобы избежать непредвиденных ситуаций.
Метод 1. Для удаления хрома используйте специальное оборудование
1.Использование абразивно-струйной машины
Абразивно-струйную очистку можно использовать для удаления хрома с металлических предметов. Профессиональные кузовные мастерские делают свою работу по удалению хрома с помощью такого рода устройств. Устройство измельчает материалы крошечными гранулами или мелкозернистой струей.
Используйте наждачную бумагу с зернистостью 400, которая является достаточно зернистой средой для пескоструйной обработки хрома, чтобы избежать дальнейшего повреждения.
Перед началом этого процесса используйте соответствующую маску. Когда абразивно-струйный аппарат удаляет небольшие части хрома, он образует токсичную пыль и отложения.
2. Использование ультразвукового очистителя
Ультразвуковой очиститель — это более совершенное устройство, которое может удалять хром с помощью звуковых волн. Когда становится довольно сложно избавиться от хрома с определенного типа металла, в этом случае рекомендуется использовать ультразвуковой очиститель.
Для очистки необходимо поместить хромированные предметы в корзину для ультразвуковой очистки и погрузить их в очищающий раствор.
Если вы используете растворитель, например, отбеливатель, он повысит эффективность ультразвуковой очистки.Тем не менее, вам следует использовать только растворитель вместо воды, если он не вызывает ржавчины на очистителе.
Этот метод работает только с относительно небольшими предметами, такими как украшения, украшения, инструменты, гайки и т. Д.
Метод 2: Удаление хрома с помощью химических растворов
1. Использование соляной кислоты, известной как соляная кислота
Солянокислая или соляная кислота вполне сильная и едкая кислота. Этот химикат используется для удаления хрома с металлов в высоких концентрациях. Для удаления хрома достаточно раствора кислоты от 30 до 40%.
Приготовьте смесь 1/3 части соляной кислоты с 1 частью воды, чтобы приготовить 30% раствор кислоты в прочном пластмассовом ведре. Вы также можете купить предварительно приготовленный раствор кислоты.
Теперь вам нужно погрузить в раствор хромированные металлические предметы. Когда хром отклеится, аккуратно очистите объект водой с мылом и обязательно промойте его перед сушкой.
2. Использование гидроксида натрия
Прежде чем продолжить, обратите внимание, что этот метод хорошо работает с углеродистой сталью и черными металлами.Гидроксид натрия — это коррозионно-активный и очень щелочной химикат, который используется для растворения различных типов металлических покрытий. Но он сильно реагирует с алюминием и водой, поэтому не используйте этот метод с алюминием.
Приготовьте смесь из 8–12 унций гидроксида натрия и галлона воды в прочном пластиковом ведре. Теперь погрузите хромированный предмет в этот раствор. Чтобы снять хром, потребуется много времени. Поэтому часто следите за ведром.
Когда хром отклеится, вымойте металлический предмет водой с мылом.Не забывайте промыть перед сушкой.
3. Обратное гальваническое покрытие
Этот метод довольно интересен. Как вы, наверное, знаете, хромирование происходит в процессе гальваники, когда с помощью электрического тока хром связывается с металлическими предметами на молекулярном уровне. Этот метод подчеркивает необходимость обращения процесса гальваники для удаления хрома.
Тем не менее, этот метод кажется довольно простым, но чрезвычайно опасным. Процесс имеет дело с живым электрическим током, различными токсичными и канцерогенными химическими веществами.Если вы не специалист по химическим веществам, это не ваша работа.
Сделайте смесь хромовой и серной кислоты с водой в соотношении 100: 1. Точнее, можно смешать 33 гр. кристаллов хромовой кислоты, а затем 0,33 унции серной кислоты с очищенной водой для приготовления раствора объемом 1 галлон.
Количество зависит от того, сколько раствора потребуется вашему металлу. Раствор следует смешать в погружном резервуаре, который используется для гальваники, химической обработки и испытаний материалов.
Имейте в виду, что для декоративного хрома температура раствора должна составлять 95–115 градусов по Фаренгейту. А для твердого хрома температура должна составлять от 120 до 150 градусов по Фаренгейту.
Теперь раствор для хромирования должен подвергаться отрицательному заряду от источника постоянного тока через кабель. Присоедините металлический предмет с положительным катодом и погрузите его в этот раствор. Он будет вытягивать положительно заряженный внешний хромированный металл.
Промойте объект проточной водой при перемешивании.И еще раз промыть. Убедитесь, что вы утилизируете отходы.
Способ 3. Удаление светлого хрома
Для удаления хрома не нужно прибегать к дорогостоящим методам. Если вы хотите удалить легкий или тонкий слой хрома, есть много самодельных способов сделать это. Давайте посмотрим на этот раздел.
1. Использование абразива
Легкий и тонкий слой хрома можно удалить, протерев абразивом. Приготовьте смесь пищевой соды с водой и сделайте пасту из абразива.
Теперь нанесите пасту на хромированную поверхность чистой и мягкой тканью. Скоро хром будет стерт.
Продолжайте часто чистить и проверять процесс чистки. Но если вы будете тереть его слишком долго, на основном материале появятся царапины.
2. Использование чистящего средства для духовки
Коммерческие чистящие средства для духовок отлично подходят для удаления поддельных пластиковых вариантов хрома. Эти обезжиривающие очистители бывают жидкими и пенными. Нанесите на хромированную поверхность слой очистителя и оставьте как есть примерно на 10 минут.После этого сотрите хром вместе с пеной или спреем.
Не позволяйте спрею слишком долго находиться на хромированном металле. В противном случае он потемнеет подстилающую поверхность. Применяйте этот процесс несколько раз с небольшими приращениями, пока не получите ожидаемый результат.
3. Использование отбеливателя
Хром, нанесенный на модели автомобилей, можно легко стереть, нанеся на металл ванну с отбеливателем. Все, что вам нужно сделать, это погрузить хромированный металл в отбеливатель и оставить на день.Хромирование будет потеряно, если его нельзя будет полностью удалить.
Избегайте дальнейшего использования отбеливателя и утилизируйте его.
Примечание: Также вы можете использовать отбеливатель для чистки латуни.
4. Использование тормозной жидкости
Вы можете удалить слои хрома с помощью тормозной жидкости вашего автомобиля. Он действует как разбавитель для краски и легко удаляет хром с пластиковых предметов. Но этот метод занимает больше времени по сравнению с другими методами. Обычно на выполнение работы уходит несколько дней.
Надеть перчатки и нанести тормозную жидкость на хромированный предмет и оставить на 10 минут.Затем его нужно смыть. Далее повторяйте процесс, пока не получите ожидаемый результат.
Пластик растворяется в тормозной жидкости. Так что будьте осторожны при нанесении метода на хромированную пластиковую поверхность.
Часто задаваемые вопросы (FAQ)
1. Можно ли порошковое покрытие хрома?
Возможно порошковое хромирование. Хоть хромирование и выглядит великолепно, но если металл поцарапан, он выглядит не лучшим образом. Однако нанесение хромового покрытия порошковой краской поможет предотвратить уродливый вид автомобиля даже после появления царапин.Это дополнительно предотвратит появление коррозии или ржавчины на ваших автомобильных деталях.
2. Можно ли шлифовать хром?
Хром — твердая и блестящая поверхность. Так как есть несколько способов удалить хром; вы также можете отшлифовать его. Вы можете использовать высокоскоростной шлифовальный станок, но если у вас нет навыков, вы, вероятно, повредите металлическую поверхность.
Но можно легко отшлифовать хром наждачной бумагой. Ручное шлифование — самый простой и безопасный способ сделать это.
В заключение
Мы обсудили несколько эффективных способов удаления хрома с металлических предметов.Однако в зависимости от типа металла выбирайте подходящий метод с умом.
Независимо от того, какой метод вы собираетесь применить, убедитесь, что вы принимаете меры предосторожности.
chrome plating — Перевод на итальянский — примеры английский
Эти примеры могут содержать грубые слова на основании вашего поиска.
Эти примеры могут содержать разговорные слова, основанные на вашем поиске.
Все металлические детали с качественным хромированием .
Все партии в металлическом корпусе cromatura di alta qualità.
Высочайшая защита от коррозии благодаря тройному никелевому хромированию .
Tripla cromatura al nichel per una massima protezione contro la корозия.
Обработка поверхности — полировка, цинкование, никелирование, хромирование, , анодирование.
Trattamento di superficie — lucidatura, placcatura dello zinco, nichelatura, placcatura di cromo , anodizzante.
Полировка, оксидирование, цинк, никелирование, порошковое покрытие, хромирование ,
Первая установка хромирования AUTOMATIC для подрядных работ.
Primo impianto AUTOMATICO di cromatura per conto terzi.
24? Держатель для полотенец двойной латунный с хромированным покрытием .
24? Portasciugamani в ottone doppia con cromatura .
Эффективная защита поверхности благодаря прочному хромированному покрытию 5.
Efficiente protezione della superficie grazie a una resistente cromatura 5.
Classic Components регулярно публикует в блоге проектов по хромированию, проектов.
Componenti classiche caratteristiche regolarmente progetti di cromatura sul blog.
Покрытие: стальной лист с хромированием , поверхностная обработка .
Coperchio: lamiera in acciaio, con trattamento superficiale di cromatura .
Процесс ахролита заменяет декоративное хромирование .
Процесс ахролита — это состав cromatura decorativa.
Мы специализируемся на хромировании большинства стилей автомобильных и мотоциклетных колес и деталей.
Siamo specializzati nella cromatura maggior parte degli stili di ruote auto e moto e parti.
В 2013 году в ознаменование 80-летия Campagnolo он был дополнительно усовершенствован новым хромированным покрытием , которое гарантирует высококачественное и долговечное покрытие.
В 2013 году, в случае dell’anniversario degli 80 anni di Campagnolo, è stato ulteriormente arricchito da una nuova cromatura che garantisce una finitura di alta qualità e di lunga durata.
хромирование и индукционная закалка валов из углеродистой стали и
cromatura e tempra a индукционная линия d’asse di acciaio al carbonio e
Чтобы еще больше повысить комфорт этой ручки для дверей и окон, вся отделка выполнена с использованием процесса хромирования толщиной с низким воздействием на окружающую среду.
Для дополнительного комфорта в поисках маникюра на порте и тончайших деталях, все элементы отделки реализованы и обработаны cromatura и спессор и basso impatto ambientale.
Сегодня развитие нанотехнологий может помочь владельцам автомобилей дольше наслаждаться хромовым блеском без вреда для окружающей среды, связанного с хромированием , которое может оставлять токсичные отходы.
Ora, uno sviluppo nel mondo delle nanotecnologie potrebbe aiutare i proprietari di auto godere di un lustro chromelike pi a lungo senza i rischi ambientali di cromatura , che può lasciare diero di rifiuti tossici.
Наряду с хромированием колес , Classic Components, Inc. также запустила программу под названием Wheel Exchange.
Così поставляется cromatura ruote, Componenti Classic, Inc.Создавайте автоматически изменяемую программу Scambio Wheel.
Компания представляет собой небольшой цех хромирования , который занимается ремонтом подбарабанья от сельскохозяйственного оборудования для местных фермеров.
L’azienda — это пикколо для цветов cromatura , которые содержат вогнутые пятна от macchine Agricole для местных сельскохозяйственных растений.
Один из способов, которым компания , занимающаяся хромированием, улучшила свои услуги, — это новый веб-сайт.
— процесс тройного хромирования в Хьюстоне, Техас, компанией Atlas Plating
Atlas предлагает глубокий оттенок шестивалентного хрома, который имеет толщину 7-15 микродюймов. Мы наносим наш хром на различные основные металлы, но в большинстве работ последний слой перед хромированием используется в качестве последнего слоя блестящего никеля. Мы также можем нанести хром непосредственно на полированную нержавеющую сталь и латунь. Atlas также предлагает матовый хром или ненаправленный матовый хром. Слой хрома такой же, как для демонстрационного хрома или хрома уличного качества.
Хромированный алюминий
Хромирование алюминия требует дополнительной ступени для предотвращения окисления алюминиевой поверхности после обезжиривания и до начала нанесения покрытия. Обычный процесс заключается в том, чтобы погрузить алюминиевые детали в раствор на основе цинка менее чем на минуту, а затем перейти к нанесению медного покрытия или непосредственно к резервуару для никелирования.
Показать Chrome VS. Уличный хром
«Показать хром» означает хром, который достаточно хорош, чтобы быть отмеченным победителем на автомобильной выставке.если мы принимаем работу для демонстрации качественной отделки, мы попытаемся создать безупречную отделку. если мы обнаружим большие точечки или пустоты после завершения процесса полировки, мы начнем паять или паять отверстия для штифтов одно за другим и снова шлифовать, пока не получим близок к идеалу. Другой метод, который мы используем, — это заполнение меньших отверстий слоями меди. после добавления каждого слоя мы полируем и снова проверяем. Этот метод создает почти безупречную отделку, которую мы называем «Показать Chrome». иногда основной металл после полировки близок к идеальному, и мы можем достичь выставочного качества без пайки или пайки.Если мы не ремонтируем поверхность или не используем несколько слоев меди, мы называем качество Street. Так что уличное качество может быть таким же хорошим, как качество шоу, если основной металл прочный.
Triple Plating и наш дуплексный никель
Обычно тройное покрытие относится к трем слоям меди, никеля и хрома. Наиболее важной проблемой для долговечного хромового покрытия для наружного воздействия, например, на автомобиль, является то, что оно должно иметь по крайней мере два слоя никелирования перед хромированием: -Яркий никель с последующим светлым никелем.Причина этого кроется в анодной коррозии. Блестящий никель является анодным по отношению к полублестящему никелю и жертвенно защищает его, распределяя силы коррозии в боковом направлении, вместо того, чтобы позволить им проникнуть в сталь. Производители оригинального оборудования требуют очень тщательного контроля над этим фактором, и существует тест (тест STEP, разработанный Chrysler), который крупные магазины проводят ежедневно, чтобы обеспечить необходимый потенциал. Тщательный контроль над этой проблемой, вероятно, является основной причиной того, что сегодняшнее хромирование намного дольше, чем прежнее.Если реставрационная мастерская предлагает только однослойное никелирование, они должны нанести действительно очень тяжелое покрытие, чтобы гарантировать устойчивость к коррозии, потому что любая пористость или точечное отверстие разрушит основную сталь.
Эксперты спорят, обеспечивает ли медное покрытие дополнительную коррозионную стойкость, но с медным покрытием или без него, хром поверх единственного тонкого слоя никеля не выдержит серьезного воздействия транспортного средства! Профессионалы отрасли называют два слоя никеля «дуплексным никелевым покрытием», и это было бы гораздо более подходящим термином, чем «тройной хром» и тому подобное.
Хромовое гальваническое покрытие ИЛИ погружение
Когда дело доходит до хрома, это всегда гальваника. Хром нельзя наносить окунанием. Иногда нас спрашивают: «Разве вы не окунете его в Chrome?». Что ж, это не окунание, и это не так просто. Фактически, процесс хромирования небольшой детали занимает всего около 45 секунд, но доведение детали до этой стадии требует больших усилий.
Повторное хромирование Металл в горшке — дорогое удовольствие, почему?
Когда вы снимаете старую часть хромированной металлической посуды, под обшивкой можно увидеть эти маленькие черные отверстия для штифтов.Это повреждения из-за коррозии. В Atlas мы сначала взрываем эти отверстия, чтобы удалить черный непроводящий слой, а затем отправляли деталь в полировочную комнату. Полировщик отшлифует слой (если основной металл достаточно толстый). Если на поверхности нет отверстий для штифтов, можно приступить к нанесению покрытия и ожидать хорошей отделки. В большинстве случаев поверхность все еще покрыта маленькими или большими отверстиями для штифтов, и в этом случае мы должны припаять большие отверстия и попытаться заполнить маленькие отверстия слоями кислотной меди.У нас может получиться 3-4 слоя кислотной меди, и после каждого слоя нам нужно вернуться в полировочную комнату и отполировать поверхность. этот повторяющийся процесс нанесения покрытия и шлифовки / полировки делает восстановление металлического сплава дорогим.
Черный Хром
Black Chrome — это более темная версия хрома из-за добавок в бак. Черный хром имеет плохую метательную силу даже меньше, чем традиционные хромированные баки. Из-за такой низкой метательной способности отложения не попадают в углы.Большая часть того, что мы видим на рынке как черный хром, не имеет ничего общего с хромом. В большинстве случаев есть несколько слоев грунтовочной краски, затем слой алюминиевого пара и полупрозрачный черный сверху. В Atlas у нас есть небольшой резервуар для настоящего черного хрома на очень маленьких деталях, таких как детали оружия. для более крупных применений у нас есть наш метод черного хрома, который включает традиционное покрытие плюс полупрозрачный черный верхний слой.