Гальваническое покрытие: Гальваническое покрытие: свойства, разновидности, альтернативы
Гальваническое покрытие: свойства, разновидности, альтернативы
В данной статье рассматриваются особенности процесса гальванизации, виды и области применения гальванических покрытий, а также альтернативы, которые в некоторых случаях вполне оправданно заменяют этот метод защиты металлов.
Гальванизация – это электрохимический метод нанесения металлической пленки, которая препятствует коррозии и окислению поверхностей. Она придает им эстетичный внешний вид, износостойкость и увеличивает твердость.
Данный метод обработки улучшает термостойкость металлов, поэтому его широко применяют в таких отраслях промышленности, в которых присутствуют высокотемпературные процессы.
Как появилось гальваническое покрытие?
Открытием гальванического покрытия мир обязан русскому физику Борису Якоби. В 1836 году в ходе экспериментов он пропускал металлы через соляные и водные растворы, которые находились под воздействием электрического тока.
При прохождении через солевые растворы металлы разделялись на разнозарядные ионы. Положительные оседали на катоде, а отрицательные – на аноде.
Технология гальванизации
Гальванические покрытия требовательны к подготовке поверхностей. Перед началом работ требуется провести тщательную очистку и обезжиривание деталей.
Для металлических поверхностей рекомендуется использовать органические растворители, которые не вызывают коррозии, например Очиститель металла MODENGY
Он эффективно удаляет нефтепродукты, силиконовые масла, консервационные составы, адсорбированные пленки, газы, влагу и другие виды загрязнений. Испаряется быстро и без остатка.
Однако одной очистки и обезжиривания в большинстве случаев бывает недостаточно. Помимо этого проводится пескоструйная обработка и последующая шлифовка наждачной бумагой, специальными пастами.
Гальваническое покрытие выделяет все сколы, царапины и раковины поверхностей, поэтому обрабатываемое изделие должна быть идеально подготовленным.
Далее рассмотрим технологию гальванизации.
На деталь, погруженную в емкость с электролитом, подается отрицательный заряд, в результате чего она становится катодом. Отдельно стоящая металлическая пластина получает положительный заряд и берет на себя функцию анода.
Именно эта пластина служит для образования покрытия. При замыкании электрической сети металл с нее растворяется в электролите и направляется к катоду, где образует равномерную тонкую пленку.
Данный способ гальванизации называется анодным. Благодаря ему при возникновении очагов коррозии разрушается именно гальваническая изоляция, а защищаемый металл в течение длительного времени остается нетронутым.
Существует еще один метод гальванизации – катодное напыление. Он применяется гораздо реже. При нарушении целостности такого покрытия возрастает интенсивность разрушения металла под ним. Этому способствует сама технология нанесения.
Электролит – это проводящий раствор, благодаря которому металлы попадают на катод с анода. Размер емкостей для этой жидкости может быть разным и зависит от производственных задач.
Детали больших размеров находятся в объемных ваннах в подвешенном состоянии. На более мелкие изделия гальваническое покрытие наносится в барабанных емкостях, где отрицательный заряд подается на барабан, который вращается в электролите. Для обработки деталей очень маленького размера (метизы, крепежные элементы) используются колокольные наливные ванны. В процессе работы они вращаются с низкой скоростью, в результате чего детали равномерно покрываются защитным покрытием.
Большое значение имеет плотность тока, который проходит через электролит. Он влияет на структуру формируемого осадка. Данная величина измеряется отношением силы тока к единице поверхности обрабатываемой детали.
При слишком большой величине плотности порошковых отложений много, а при низкой – его вообще не образуется. Это сказывается на качестве конечного покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.
Толщина гальванического покрытия на деталях составляет 6-20 мкм и определяется особенностями металлов, участвующих в гальванизации. Уровень адгезии металлического сплава с поверхностями определяется при помощи специальных тестов.
Совместимость металлов
Совместимость материалов при гальванизации очень важна. Все металлы в соединениях корродируют. В некоторых случаях процесс протекает замедленно. Однако существуют материалы, которые соединять вместе крайне не рекомендуется.
С определенными трудностями связана работа с алюминием и его сплавами. Это связано с тем, что на поверхностях этих материалов присутствует окисная пленка, которая затрудняет процесс гальванизации.
Для алюминия можно использовать следующие сочетания материалов: никель-хром, медь-никель-хром, медь-олово, свинец-олово. Допускается также цинкование и латунирование алюминия.
Области применения гальванических покрытий
Прочность и износостойкость гальванических покрытий позволяет использовать данный вид защиты:
-
В авиастроении -
В машиностроении -
В радиотехнической промышленности -
В электронной промышленности -
В строительстве
Альтернатива гальваническому покрытию
Повысить прочность и антикоррозионные характеристики металлов можно не только с помощью гальванизации, но и другими методами: закалкой, рекристаллизацией, чеканкой, обкатыванием, газопламенным напылением, наплавкой и т.д.
Одним из наиболее простых и эффективных способов повышения износостойкости металлических изделий, предотвращения их коррозии и защиты от агрессивных внешних факторов является применение специальных твердосмазочных покрытий. Внешне они напоминают лакокрасочные материалы, только вместо пигмента содержат частицы твердых смазочных веществ.
Такие покрытия создают на поверхностях тонкую сухую пленку, которая обладает высокой несущей способностью и низким коэффициентом трения. Это особенно важно для металлических деталей, которые являются частью подвижных механизмов, работают при очень высоких нагрузках, давлениях и температурах.
Рассмотрим особенности антифрикционных твердосмазочных покрытий на примере материалов MODENGY. Их основу составляют неорганические и органические связующие вещества, а также твердые смазочные материалы: графит, дисульфид молибдена, политетрафторэтилен (ПТФЭ), нитрид бора, дисульфид вольфрама, фториды бария и кальция.
Эти материалы формируют на поверхностях прочный композиционный слой. Он представляет собой полимерную матрицу с равномерно распределенными в ней частицами твердых смазочных веществ. Они заполняют и сглаживают микронеровности поверхностей, тем самым увеличивая их опорную площадь и несущую способность.
Покрытия MODENGY обладают высоким сопротивлением сжатию и малым сопротивлением сдвигу, поэтому их коэффициент трения достигает значений в несколько сотых при контактных давлениях, соизмеримых с пределом текучести материала основы.
Многие из материалов MODENGY доказали свою работоспособность в условиях радиации и вакуума. Их несущая способность достигает 2500 МПа, диапазон рабочих температур составляет от -200 до +560 °C. Благодаря технологии сухой смазки, которую они реализуют, покрытия эффективно работают в запыленных условиях.
Жидкие покрытия наносятся стандартными методами окрашивания: распылением, окунанием, центрифугированием. Составы в аэрозольной фасовке не требуют какого-либо оборудования. Краткую видеоинструкцию по их нанесению смотрите на примере работы с покрытием MODENGY Для деталей ДВС.
Виды гальванических покрытий
В зависимости от назначения гальванические покрытия подразделяются на следующие виды:
-
Защитные: служат для изоляции металлических изделий от механических повреждений и воздействия агрессивных сред -
Защитно-декоративные: предназначены для защиты деталей от агрессивных и разрушающих внешних факторов, а также для придания им эстетичного внешнего вида -
Специальные: служат для улучшения определенных характеристик поверхностей, например, повышения износостойкости и твердости, электроизоляционных, магнитных свойств
В некоторых случаях гальванизация применяется для восстановлении изначального вида изделий после их длительной эксплуатации.
Гальваническое покрытие позволяет создавать точные копии деталей, которые обладают даже очень высокой сложностью рельефа. Данный процесс называется гальванопластикой.
В зависимости от используемых в качестве покрытий материалов выделяют следующие виды гальванизации.
Меднение
В качестве покрытия используется медный купорос. Такая обработка способствует повышению прочности металлических изделий и повышению их токопроводящих свойств. Металлы с медным покрытием используются для производства электропроводников.
Хромирование
Данная процедура повышает прочностные характеристики металлов, а также их сопротивляемость различным агрессивным воздействиям. Помимо этого, она улучшает внешней вид деталей и восстанавливает поврежденные элементы.
В зависимости от технологии выполнения хромированное покрытие может обладать различными свойствами и параметрами. Например, серое матовое увеличивает твердость металла, блестящее повышает его износостойкость, молочное пластичное придает эстетичный внешний вид и усиливает стойкость к коррозии.
Цинкование
Самая популярная операция гальванизации. Тонкий слой цинка придает металлам блеск и предотвращает образование коррозии. Цинкование особенно популярно в строительной и автомобильной индустрии. Цинк используется для обработки трубопрокатных изделий, емкостей, опорных и кровельных конструкций, кузовных деталей автомобилей.
Железнение
Используется для усиления прочностных характеристик легкоизнашиваемых деталей, например, из меди. Такое покрытие практически не подвержено воздействию коррозии.
Никелирование
Данный метод обработки является оптимальным для придания металлам устойчивости к воздействиям окружающей среды. Слой никеля надежно защищает изделия от коррозии, возникающей вследствие загрязнения щелочами, кислотами, солями. Никелированные детали отличаются очень высокой стойкостью к истиранию и механическим повреждениям.
Латунирование
Используется для защиты металлов от воздействия коррозии. Кроме того, слой латуни обеспечивает лучшую адгезию металлических деталей с резиной.
Серебрение и золочение
Эти операции применяются в ювелирном деле, радиоэлектронной и электротехнической отраслях. Серебро и золото придают поверхностям презентабельный внешний вид, высокие отражающие свойства, предотвращают коррозию, улучшают токопроводящие свойства, повышают твердость и защищают от агрессивных внешних факторов.
Родирование
Слой родия увеличивает сопротивляемость деталей воздействию химически агрессивных сред, а также придает им дополнительную механическую стойкость. Родирование предотвращает окисление, потускнение изделий из серебра.
Покрытие оловом
Олово увеличивает прочность и твердость металлических деталей. Гальванизация этим материалом применяется для алюминия, цинка, стали и меди.
виды обработки, материалы и оборудование
Технология нанесения на поверхность металла других материалов считается популярной при изготовлении различных изделий. Защитный слой снижает риск появления ржавчины, увеличивает показатель прочности. Гальваническое покрытие — защитный слой, который оберегает поверхность детали от воздействия коррозии. После обработки повышается срок службы изделия, улучшаются технические характеристики.
Детали с гальваническим покрытием (Фото: Instagram / mazakovvitalii)
Описание метода
Гальванизация — технологический процесс, при котором на поверхность металлической заготовки наносится слой другого металла, который защищает деталь. Пленка препятствует образованию ржавчины, продлевает срок службы изделия. Для проведения процедуры чаще применяется медь, никель, цинк, хром.
Гальванизация не только защищает металлические изделия от коррозии, но и улучшает его технические характеристики, вид. Чтобы «освежить» предмет, может наноситься гальваническое покрытие из золота, серебра.
Немного истории
Гальваническое покрытие металла впервые было разработано ученым Луиджи Гальвани. Он придумал метод осаждения металлических частиц на поверхность другого металла. Луиджи описал только теоретическую часть процесса и не стал углубляться в ее применение на практике.
Собрал данные вместе и провел первые практические эксперименты Мориц Герман. Переехав в Россию, он сменил имя, фамилию, став Борисом Якоби. Он впервые опробовал гальваническую ванну, провел испытание с применением медного раствора. В 1840 году вышел его труд с описанием готовой технологии.
Особенности процесса
Гальваническая обработка состоит из нескольких действий:
- Приготовления электролитического раствора. Его состав будет зависеть от необходимых технических характеристик готовой пленки.
- Погружения 2 анодов в готовый раствор. На них подключаются плюсовые контакты. Напряжение передает источник постоянного тока.
- Медленного погружения заготовки в электролит. Его необходимо подключить к минусовому контакту. Заготовка будет выполнять роль катода.
В итоге электрическая цепь буден замкнута, начнется процесс гальванизации. Металлические частицы, содержащиеся в электролитическом растворе и имеющие положительный заряд, будут оседать на обрабатываемую деталь.
Раствор электролита (Фото: Instagram / pushkagonka96)
Сферы применения
Цели проведения технологического процесса:
- Защита. Металлическое покрытие должно защитить основу от коррозии, разрушения.
- Изменение вида. Гальванизация может преобразить любое изделие из металла, восстановить его поверхность (закрыть мелкие повреждения).
- Специальное назначение. Часто технология применяется для улучшения технических характеристик основы.
Гальванические покрытия применяются в автомобилестроении, изготовлении посуды, украшений, металлоконструкций, строительных материалов, крепежных элементов, промышленного оборудования. Также метод применяют при изготовлении CD и DVD дисков.
Виды покрытия
Гальванический метод обработки подразумевает под собой применение разных металлов. От этого изменяется вид, название метода. Технологии:
- Хромирование — популярный тип обработки. После обработки деталь становится износоустойчивой, поврежденные места восстанавливаются.
- Цинкование — процесс нанесения покрытия для защиты металлических заготовок от появления ржавчины.
- Серебрение — применяется для улучшения вида заготовки. Защищает деталь от образования ржавчины. Повышает показатель электропроводности.
- Латунирование — применяется для повышения показателя адгезии с резиновыми поверхностями, защиты основы от коррозии.
- Гальванизация золотом — применяется для восстановления украшений, придания им обновленного вида. Улучшает отражающие свойства, повышает коррозийную защиту, увеличивает токопроводящий показатель, ценность предмета.
- Радирование — чтобы основание стало устойчивым к длительному воздействию химических веществ, кислот, щелочей, проводится этот тип обработки.
- Никелирование — технологический процесс, применяемый для покрытия медных, стальных, алюминиевых заготовок. Готовое покрытие защищает изделие от разрушительного воздействия кислот, образования ржавчины. Поверхность становится устойчивой к истиранию, любым механическим воздействиям.
Нанесение гальванического покрытия выполняется согласно ГОСТам.
Обработанное изделие (Фото: Instagram / galvanoestetika_shop)
Материалы и оборудование
Чтобы провести покрытие металлов защитным слоем, необходимо использовать специальное оборудование:
- Источник постоянного тока для передачи напряжения через замкнутую цепь. Важно чтобы он имел регулятор изменения выходного напряжения.
- Емкости для электролита (гальванические ванны). В них погружаются обрабатываемые заготовки.
Дополнительно понадобится прибор для нагрева электролита до рабочей температуры. В гальванической ванне необходимо разместить анодные пластины.
Подготовительный этап
Процесс гальванической металлизации требует проведения тщательной подготовки обрабатываемой детали. Для этого необходимо выполнить несколько действий:
- Очистить поверхности от грязи, пыли, ржавчины, налета.
- Отшлифовать деталь мелкой наждачной бумагой.
- Обезжирить поверхность, чтобы удалить масляные подтеки, жировые пятна.
После выполнения подготовки можно приступать к проведению основных работ.
Подготовка детали (Фото: Instagram / worx_russia)
Обработка
Гальванизация происходит по следующей схеме:
- Ванна заполняется электролитом.
- На аноды подается напряжение через плюсовые контакты.
- Электролитический раствор нагревается до рабочей температуры.
- На заготовке закрепляется минусовой контакт, она медленно погружается в ванну.
Длительность проведения технологического процесса зависит от размеров изделия, его формы, требуемой толщины защитного слоя. После проведения гальванизации нужно выполняется ряд дополнительных процедур:
- осветление поверхностей;
- покрытие лаками или красками;
- пассивирование;
- полировку.
После выполнения работ необходимо проверить готовое покрытие. Для этого нужно оценить механическую устойчивость, вид заготовки.
При желании гальванику можно выполнить в домашних условиях. Для этого необходимо подготовить ряд материалов, инструментов, оборудования:
- стеклянный стакан;
- песочную бумагу;
- 1–2 литра воды;
- глубокий пластиковый контейнер;
- сульфат цинка;
- уксус, перекись водорода;
- кусок меди;
- подготовленную металлическую заготовку;
- блок питания на 3–6 вольт;
- тканевую бумагу, провода;
- цинк из батареек.
Проведение работ с ионным электролитом:
- Равные части перекиси водорода, уксуса нагреть, перемешать.
- Растворить кусок меди в готовом составе. Посиневшую жидкость можно использовать для проведения работ.
- На блоке питания закрепить зажимы с проводами.
- Плюсовую клемму закрепить на куске меди, лежащем в электролите, минусовую на подготовленной металлической поверхности.
- Включить блок питания.
Толщина слоя зависит от условий эксплуатации изделия:
- Легкие — кратковременное воздействие агрессивных веществ. Оптимальная толщина защитной пленки — от 7 до 15 мк.
- Средние — предметы подвергаются воздействию влажности, морской воды, промышленных отходов. Оптимальная толщина слоя — от 15 до 30 мк.
- Жесткие — изделия постоянно испытывают повышенную влажность, воздействие кислот, солей, щелочей, химических веществ. Оптимальная толщина пленки — от 30 до 45 мк.
При проведении гальваники своими руками нельзя забывать про безопасность. Работать нужно в перчатках, защитной одежде, респираторе, очках. Рабочее место должно быть очищено от воспламеняющихся жидкостей, материалов. В помещении нужно продумать система вентиляции.
Гальваническое покрытие защищает металлические поверхности от коррозии, восстанавливает поврежденные места, улучшает их вид. Для его нанесения применяются разные виды металлов. Работы проводятся на специализированном оборудовании, но при желании их можно выполнить в домашних условиях.
Виды гальванических покрытий
В зависимости от назначения гальванические покрытия подразделяются на следующие виды:
-
Защитные: служат для изоляции металлических изделий от механических повреждений и воздействия агрессивных сред -
Защитно-декоративные: предназначены для защиты деталей от агрессивных и разрушающих внешних факторов, а также для придания им эстетичного внешнего вида -
Специальные: служат для улучшения определенных характеристик поверхностей, например, повышения износостойкости и твердости, электроизоляционных, магнитных свойств
В некоторых случаях гальванизация применяется для восстановлении изначального вида изделий после их длительной эксплуатации.
Гальваническое покрытие позволяет создавать точные копии деталей, которые обладают даже очень высокой сложностью рельефа. Данный процесс называется гальванопластикой.
В зависимости от используемых в качестве покрытий материалов выделяют следующие виды гальванизации.
Меднение
В качестве покрытия используется медный купорос. Такая обработка способствует повышению прочности металлических изделий и повышению их токопроводящих свойств. Металлы с медным покрытием используются для производства электропроводников.
Хромирование
Данная процедура повышает прочностные характеристики металлов, а также их сопротивляемость различным агрессивным воздействиям. Помимо этого, она улучшает внешней вид деталей и восстанавливает поврежденные элементы.
В зависимости от технологии выполнения хромированное покрытие может обладать различными свойствами и параметрами. Например, серое матовое увеличивает твердость металла, блестящее повышает его износостойкость, молочное пластичное придает эстетичный внешний вид и усиливает стойкость к коррозии.
Цинкование
Самая популярная операция гальванизации. Тонкий слой цинка придает металлам блеск и предотвращает образование коррозии. Цинкование особенно популярно в строительной и автомобильной индустрии. Цинк используется для обработки трубопрокатных изделий, емкостей, опорных и кровельных конструкций, кузовных деталей автомобилей.
Железнение
Используется для усиления прочностных характеристик легкоизнашиваемых деталей, например, из меди. Такое покрытие практически не подвержено воздействию коррозии.
Никелирование
Данный метод обработки является оптимальным для придания металлам устойчивости к воздействиям окружающей среды. Слой никеля надежно защищает изделия от коррозии, возникающей вследствие загрязнения щелочами, кислотами, солями. Никелированные детали отличаются очень высокой стойкостью к истиранию и механическим повреждениям.
Латунирование
Используется для защиты металлов от воздействия коррозии. Кроме того, слой латуни обеспечивает лучшую адгезию металлических деталей с резиной.
Серебрение и золочение
Эти операции применяются в ювелирном деле, радиоэлектронной и электротехнической отраслях. Серебро и золото придают поверхностям презентабельный внешний вид, высокие отражающие свойства, предотвращают коррозию, улучшают токопроводящие свойства, повышают твердость и защищают от агрессивных внешних факторов.
Родирование
Слой родия увеличивает сопротивляемость деталей воздействию химически агрессивных сред, а также придает им дополнительную механическую стойкость. Родирование предотвращает окисление, потускнение изделий из серебра.
Покрытие оловом
Олово увеличивает прочность и твердость металлических деталей. Гальванизация этим материалом применяется для алюминия, цинка, стали и меди.
виды обработки, материалы и оборудование
Технология нанесения на поверхность металла других материалов считается популярной при изготовлении различных изделий. Защитный слой снижает риск появления ржавчины, увеличивает показатель прочности. Гальваническое покрытие — защитный слой, который оберегает поверхность детали от воздействия коррозии. После обработки повышается срок службы изделия, улучшаются технические характеристики.
Детали с гальваническим покрытием (Фото: Instagram / mazakovvitalii)
Описание метода
Гальванизация — технологический процесс, при котором на поверхность металлической заготовки наносится слой другого металла, который защищает деталь. Пленка препятствует образованию ржавчины, продлевает срок службы изделия. Для проведения процедуры чаще применяется медь, никель, цинк, хром.
Гальванизация не только защищает металлические изделия от коррозии, но и улучшает его технические характеристики, вид. Чтобы «освежить» предмет, может наноситься гальваническое покрытие из золота, серебра.
Немного истории
Гальваническое покрытие металла впервые было разработано ученым Луиджи Гальвани. Он придумал метод осаждения металлических частиц на поверхность другого металла. Луиджи описал только теоретическую часть процесса и не стал углубляться в ее применение на практике.
Собрал данные вместе и провел первые практические эксперименты Мориц Герман. Переехав в Россию, он сменил имя, фамилию, став Борисом Якоби. Он впервые опробовал гальваническую ванну, провел испытание с применением медного раствора. В 1840 году вышел его труд с описанием готовой технологии.
Особенности процесса
Гальваническая обработка состоит из нескольких действий:
- Приготовления электролитического раствора. Его состав будет зависеть от необходимых технических характеристик готовой пленки.
- Погружения 2 анодов в готовый раствор. На них подключаются плюсовые контакты. Напряжение передает источник постоянного тока.
- Медленного погружения заготовки в электролит. Его необходимо подключить к минусовому контакту. Заготовка будет выполнять роль катода.
В итоге электрическая цепь буден замкнута, начнется процесс гальванизации. Металлические частицы, содержащиеся в электролитическом растворе и имеющие положительный заряд, будут оседать на обрабатываемую деталь.
Раствор электролита (Фото: Instagram / pushkagonka96)
Сферы применения
Цели проведения технологического процесса:
- Защита. Металлическое покрытие должно защитить основу от коррозии, разрушения.
- Изменение вида. Гальванизация может преобразить любое изделие из металла, восстановить его поверхность (закрыть мелкие повреждения).
- Специальное назначение. Часто технология применяется для улучшения технических характеристик основы.
Гальванические покрытия применяются в автомобилестроении, изготовлении посуды, украшений, металлоконструкций, строительных материалов, крепежных элементов, промышленного оборудования. Также метод применяют при изготовлении CD и DVD дисков.
Виды покрытия
Гальванический метод обработки подразумевает под собой применение разных металлов. От этого изменяется вид, название метода. Технологии:
- Хромирование — популярный тип обработки. После обработки деталь становится износоустойчивой, поврежденные места восстанавливаются.
- Цинкование — процесс нанесения покрытия для защиты металлических заготовок от появления ржавчины.
- Серебрение — применяется для улучшения вида заготовки. Защищает деталь от образования ржавчины. Повышает показатель электропроводности.
- Латунирование — применяется для повышения показателя адгезии с резиновыми поверхностями, защиты основы от коррозии.
- Гальванизация золотом — применяется для восстановления украшений, придания им обновленного вида. Улучшает отражающие свойства, повышает коррозийную защиту, увеличивает токопроводящий показатель, ценность предмета.
- Радирование — чтобы основание стало устойчивым к длительному воздействию химических веществ, кислот, щелочей, проводится этот тип обработки.
- Никелирование — технологический процесс, применяемый для покрытия медных, стальных, алюминиевых заготовок. Готовое покрытие защищает изделие от разрушительного воздействия кислот, образования ржавчины. Поверхность становится устойчивой к истиранию, любым механическим воздействиям.
Нанесение гальванического покрытия выполняется согласно ГОСТам.
Обработанное изделие (Фото: Instagram / galvanoestetika_shop)
Материалы и оборудование
Чтобы провести покрытие металлов защитным слоем, необходимо использовать специальное оборудование:
- Источник постоянного тока для передачи напряжения через замкнутую цепь. Важно чтобы он имел регулятор изменения выходного напряжения.
- Емкости для электролита (гальванические ванны). В них погружаются обрабатываемые заготовки.
Дополнительно понадобится прибор для нагрева электролита до рабочей температуры. В гальванической ванне необходимо разместить анодные пластины.
Подготовительный этап
Процесс гальванической металлизации требует проведения тщательной подготовки обрабатываемой детали. Для этого необходимо выполнить несколько действий:
- Очистить поверхности от грязи, пыли, ржавчины, налета.
- Отшлифовать деталь мелкой наждачной бумагой.
- Обезжирить поверхность, чтобы удалить масляные подтеки, жировые пятна.
После выполнения подготовки можно приступать к проведению основных работ.
Подготовка детали (Фото: Instagram / worx_russia)
Обработка
Гальванизация происходит по следующей схеме:
- Ванна заполняется электролитом.
- На аноды подается напряжение через плюсовые контакты.
- Электролитический раствор нагревается до рабочей температуры.
- На заготовке закрепляется минусовой контакт, она медленно погружается в ванну.
Длительность проведения технологического процесса зависит от размеров изделия, его формы, требуемой толщины защитного слоя. После проведения гальванизации нужно выполняется ряд дополнительных процедур:
- осветление поверхностей;
- покрытие лаками или красками;
- пассивирование;
- полировку.
После выполнения работ необходимо проверить готовое покрытие. Для этого нужно оценить механическую устойчивость, вид заготовки.
При желании гальванику можно выполнить в домашних условиях. Для этого необходимо подготовить ряд материалов, инструментов, оборудования:
- стеклянный стакан;
- песочную бумагу;
- 1–2 литра воды;
- глубокий пластиковый контейнер;
- сульфат цинка;
- уксус, перекись водорода;
- кусок меди;
- подготовленную металлическую заготовку;
- блок питания на 3–6 вольт;
- тканевую бумагу, провода;
- цинк из батареек.
Проведение работ с ионным электролитом:
- Равные части перекиси водорода, уксуса нагреть, перемешать.
- Растворить кусок меди в готовом составе. Посиневшую жидкость можно использовать для проведения работ.
- На блоке питания закрепить зажимы с проводами.
- Плюсовую клемму закрепить на куске меди, лежащем в электролите, минусовую на подготовленной металлической поверхности.
- Включить блок питания.
Толщина слоя зависит от условий эксплуатации изделия:
- Легкие — кратковременное воздействие агрессивных веществ. Оптимальная толщина защитной пленки — от 7 до 15 мк.
- Средние — предметы подвергаются воздействию влажности, морской воды, промышленных отходов. Оптимальная толщина слоя — от 15 до 30 мк.
- Жесткие — изделия постоянно испытывают повышенную влажность, воздействие кислот, солей, щелочей, химических веществ. Оптимальная толщина пленки — от 30 до 45 мк.
При проведении гальваники своими руками нельзя забывать про безопасность. Работать нужно в перчатках, защитной одежде, респираторе, очках. Рабочее место должно быть очищено от воспламеняющихся жидкостей, материалов. В помещении нужно продумать система вентиляции.
Гальваническое покрытие защищает металлические поверхности от коррозии, восстанавливает поврежденные места, улучшает их вид. Для его нанесения применяются разные виды металлов. Работы проводятся на специализированном оборудовании, но при желании их можно выполнить в домашних условиях.
Гальванические покрытия металлов: описание обработки, таблица пар
Описание процесса гальванического покрытия металла. В каких случаях применяется и с какой целью. Методы гальванирования. Применяемое оборудование и материалы для нанесения покрытий.
Операция гальванического покрытия металлов заключается в нанесении на поверхность металлического изделия тонкой пленки из такого же материала с использованием электролита. В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
Как результат, такой гальванический метод позволяет металлоизделиям приобретать дополнительную твердость, устойчивость к коррозии и износостойкость. У металла с гальваническим покрытием значительно повышается декоративность.
Для проведения гальванического процесса необходима ванна, которая является основой всего оборудования. В нее заливается токопроводящий раствор, в который помещаются 2 анода.
Для гальванизации металлов существуют линии оборудования. Устанавливаются они в отдельных цехах. Поскольку работа связана с химическими реактивами, в помещении монтируется вентиляция.
Несмотря на сложность гальванического процесса, он достаточно хорошо изучен. Поэтому его можно проводить и в домашних условиях. При этом следует помнить основное правило: общая площадь анодов должна превышать этот же параметр обрабатываемой детали.

Для чего гальванизируют металл
Во время гальванической обработки металла преследуются определенные цели. Все зависит от условий, в которых будет работать данное изделие, и требований, которые к нему будут применяться.
Цели гальванизации металла бывают следующие:
- Придание поверхностному слою защитных функций. Как вариант – никелирование.
- В целях улучшения декоративности предметов. Например, хромирование.
- Для получения копий деталей, отличающихся сложностью рельефа поверхности.
- Нашло широкое применение гальваническое цинкование продукции. Проводится оно с трубопрокатными, кровельными и строительными конструкциями. Это придает им устойчивость в условиях повышенной влажности.
- В ювелирном деле. Поверхностный слой украшений насыщается золотом и серебром. При этом не только улучшаются декоративные качества продукции, но и верхний слой золотых изделий увеличивает свою твердость в 2 раза.
Процесс гальванизации металлов отличается характерной особенностью. На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.
Методы гальваники
Процесс образования защитной пленки другим металлом осуществляется двумя методами:
- Гальваническое катодное напыление. Такая технология покрытия металла отличается тем, что при небольшом ее нарушении происходит быстрая коррозия основного изделия. Этому процессу способствует сам поверхностный слой. В качестве примера можно привести лужение оловом.
- Гальваническое анодное нанесение. Относится к надежным гальваническим покрытиям. При возникновении угрозы коррозии в первую очередь начинаются разрушения в поверхностном слое. Основной металл длительное время сохраняет первоначальную форму. При этом он надежно защищен не только от внешней среды, но и от механических воздействий.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.

При проведении процесса гальванической операции существует понятие совместимости материалов. Все металлы в соединениях корродируют. В некоторых случаях это процесс идет замедленно. Но существуют пары, которые нельзя соединять вместе.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | — | + | — | — | — | — | — | + | — | + |
| Бронза | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Дюраль | + | — | + | — | — | — | — | — | + | — | + |
| Латунь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Медь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Никель | — | + | — | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | — | Пайка | — | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | — | Пайка | — | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | — | + | — | — | + | + | + | + | + | + |
| Хром | — | + | — | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | — | + | — | — | + | + | + | + | + | + |
Используемые материалы и оборудование
Для всех видов гальванизации металла применяется однотипное гальваническое оборудование. Емкость, куда погружаются изделия из металла, называется ванной. Различие наблюдается только в разновидности электролита.
Исключение составляет холодное цинкование, совершаемое «Гальвонолом». Это жидкая суспензия, которая непосредственно наносится на металл. Отличается неустойчивостью к некоторым растворителям, поэтому нуждается в финишном покрытии.
Различается несколько групп гальванических ванн:
- Крупные. Рассчитаны на крупногабаритные изделия.
- Средние. В них нет возможности поместить большое изделие. При этом они остаются наиболее востребованными в условиях средних масштабов производства.
- Мелкие. В них можно проводить гальванизацию только мелких деталей.
В ванну помещаются анодные пластины. Изготавливаются из разных материалов. Их основная задача заключается в восполнении убывающего металла с изделия в процессе гальванизации.
Важными составляющими являются разновидность электролита и плотность тока. Эти параметры меняются в зависимости от вида операции.

Составы цианидных ванн для серебрения представлены в таблице.
| Состав | Номер электролита | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Цианистое серебро | 2 | 6 | 30 | 100 |
| Цианистый натрий | 70 | 70 | — | — |
| Цианистый калий | — | — | 70 | 100 |
| Углекислый натрий | 10 | 10 | — | — |
| Углекислый калий | — | — | 10 | 25 |
| Гипосульфит натрия | — | — | 0,4 | 0,5 |
| Аммиак водный, мл/л | — | — | 1-2 | 2 |
| Едкий калий | — | — | — | 15 |
Величина плотности тока оказывает влияние на структуру формируемого осадка. Измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Такой параметр имеет важное значение во время работы. При низкой величине плотности осадка вообще не образуется. Слишком большая его величина приводит к образованию порошкового отложения. Поэтому гальванический процесс требует контроля этого показателя.
Виды гальванических покрытий
Процессы гальванического нанесения покрытия на металл отличаются своими особенностями в зависимости от применяемого материала. К видам гальванических покрытий относятся:
- хромирование;
- цинкование;
- травление;
- золочение и серебрение;
- меднение;
- латунирование;
- гальваника алюминия.
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
При проведении цинкования металлическая поверхность покрывается слоем цинка. Образующаяся гальваническая пара хорошо работает в агрессивной среде. Продолжительность эксплуатации такого изделия зависит от времени разрушения цинка. До этих пор расположенный внутри металл не будет подвергаться коррозии.
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Меднение является промежуточной операцией, поскольку такая поверхность плохо противостоит коррозии. С течением времени она окисляется. В дальнейшем идет наслоение еще одного покрытия. В качестве электролитов используются щелочные и кислотные составы.
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
- медь – никель – хром;
- никель – хром;
- свинец – олово;
- медь – олово;
- латунирование;
- цинкование.
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Гальваническое покрытие металлических изделий проводится не только в промышленных масштабах. Домашние условия тоже позволяют заняться этим видом деятельности. Если у кого-то есть опыт проведения таких мероприятий, большая просьба поделиться им в комментариях к этой статье.
Технология гальваники — процесс гальванического покрытия: методы
Содержание статьи:
- Назначение гальванического метода
- Суть технологического процесса
- Гальванический метод
- Предварительный осмотр детали
- Подготовка электролита
- Технология присоединения электродов
- Гальванический процесс
- Стадии процесса гальваники
- Гальванические технологии
- Самостоятельный гальванический процесс
- Оценка результата
Гальваника появилась несколько веков назад как альтернатива дорогим материалам. А также как способ получить свойства конкретного металла, если из него невозможно сделать изделие с хорошими механическими свойствами.
Гальваническое покрытие– это нанесенный химическим или электрохимическим способом слой металла или неметалла.
Понятие «гальваника» обозначает способ обработки, сам процесс этой обработки и строгую последовательность действий, приводящую к результату.
Весь выше обозначенный процесс обработки, а именно гальванику можно осуществить с приложением электрического тока, но существуют случаи, когда он возможен без приложения электрического поля.
Гальванический метод обработки металлических поверхностей активно применяют сегодня в различных отраслях производства. Таким способом можно наносить на детали и целые изделия тончайший слой декоративного или защитного гальванического покрытия. Подобные технологии активно применяются научно-производственным предприятием «6 микрон» в Москве.ООО «6 микрон» — это научно-производственная компания, работающая в области гальваники (электрохимического и химического нанесения металлов).Гальваника – раздел электрохимии, который изучает процессы осаждения металлов на определенной поверхности. Так проводят золочение, серебрение, родирование металлов для придания им красоты, долговечности, износостойкости и других необходимых изделию свойств.
Чтобы понять преимущества процесса гальваники, необходимо ознакомиться с технологическими особенностями применения гальванических ванн, спецификой подбора электролитов для каждого типа поверхности, расчетом толщины осаждаемого металла.
Назначение гальванического метода
Гальванику металла на поверхности используют для придания им свойств конкретного материала (серебро, золото, никель и т.д.). Либо если из этого материала невозможно изготовить предмет, а также если цена будет неоправданно высока.
Например, нанесение хрома придает твердость и антикоррозионные свойства простой стали. Эта технология широко применялась для покрытия деталей и механизмов станков. Хром кроме твердости, дает зеркальный блеск, и обеспечивает хорошую защиту от коррозии. Хром твердый, но хрупкий металл, и изготовление из него деталей и предметов не возможно. Нанесение его на поверхность гальваникой хорошая тому альтернатива, а также возможность использовать свойства хрома в обиходе.
Процесс гальваники проводят в специальных ваннах. Туда заливается электролит, содержащий соли того металла, который осаждается на поверхности обрабатываемой детали. По сравнению с прочими методами, технология гальваники имеет преимущества. При применении, например, пульверизатора или иных приспособлений для распыления (очень многие организации выдают такой метод металлизации за гальванику) невозможно добиться идеально ровного покрытия, качественной адгезии и получить на поверхности свойства металла. Обычно путем распыления наносят непроводящий полимерный слой, проще говоря, краску, либо тонкий серебряный слой (реакция серебряного зеркала см. школьную программу), а сверху прозрачный или калорированный лак. Процесс гальваники позволяет получать равномерное, плотное, хорошо адгезированное покрытие, обладающее всеми свойствами осажденного металла.
Суть технологического процесса
Гальванику применяют для получения толстых технических и тонких декоративных слоев металла. Функции гальваники определяются не слоем, который наносят на поверхность, а его характеристиками: толщиной, подслойкой, подготовкой (травление, полировка).
Метод гальваники достаточно прост:
- Обрабатываемая деталь тщательно осматривается на предмет имеющихся покрытий и состояния поверхности.
- Проводятся процедуры обезжиривания, травления и активации поверхности детали.
- Подбирается состав жидкого электролита, в который будет погружено изделие.
- В специальную ванну, к которой подсоединено один или два анода, заливается электролит.
- В нее опускается деталь, подсоединенная к катоду.
- Запускается электрический ток.
- Под его воздействием частицы солей металла направляются к отрицательно заряженному изделию.
- На всей поверхности изделия тонким равномерным слоем оседает металл.
- После завершения гальванического процесса прекращается подача электрического тока, изделие извлекается, тщательно промывается и сушится, при необходимости дополнительно обрабатывается.
Технология гальваники несложная, но требует наличия специального оборудования, достаточной квалификации исполнителей.
Гальванический метод используют для придания механизмам, контактным группам или поверхностям, свойств наносимого металла. Например, нанесение драгоценных металлов (золото, палладий, родий) на электрические контакты, используют для придания химической стойкости, а также сохранения постоянного сопротивления. При этом видовые характеристики не важны. Конечно, необходимо соблюдать заданную зернистость покрытия, но эта проблема появляется на толщине нанесения металла более 20 микрон. Толстая гальваника дает высокую износостойкость и беспористые металлы, значит реакционные свойства основного материала можно не принимать в расчет.
Технические покрытия гальваникой Никелем делают для агрегатов, предметов которые испытывают на себе постоянное механическое воздействие. Никель — твердый недорогой металл. Его наносят на стальные изделия, которым требуется защита от коррозии.
Часто встречаются покрытия-смазки, при нанесении которых не столько учитываются химические характеристки самого металла, сколько необходимо обеспечить, например, плотную притирку деталей, но по какой-то причине нельзя использовать смазочные материалы. Это оловянные, свинцовые, индиевые покрытия. В данных случаях толщина нанесения лежит в пределах от 30 до 50 микрон.
Наша организация — ООО «6 микрон» оказывает услуги по нанесению технических покрытий, оборонным предприятиям, предприятиям космической, авиационной отрасли, электронной промышленности.
Часты случаи, когда металлы наносятся только в декоративных целях или для придания цвета (золото, серебро и т.д.), без запросов по твердости или плотности.
Гальванический метод
Гальванический метод нанесения покрытий применяется в следующих отраслях деятельности:
- Обработка изделий от коррозии;
- Покрытие деталей и узлов сложных станков, оборудования;
- Обработка бижутерии и ювелирных украшений;
- Обеспечение паяемости и смачиваемости поверхности деталей;
- Придание антиокислительных и декоративных свойств поверхности (в основном, драгоценные покрытия).
Если в сфере машиностроения, автомобилестроения, производства металлоконструкций требуются большие промышленные гальванические ванны, то при производстве и гальванике ювелирных украшений и контактных групп используют компактное оборудование.
Ювелирные предприятия составляют число постоянных клиентов нашей организации. Производство украшений из драгоценных металлов и ювелирных сплавов периодически требует нанесения защитного или декоративного слоя гальваники на поверхность. Например, бижутерные сплавы, покрытые слоем настоящего золота в несколько раз вырастают в цене, при этом себестоимость украшений сравнительно невысока. Этим часто пользуются владельцы громких имен, выпуская коллекции бижутерии в золотом или родиевом покрытии при том что цена покрытых сережек часто сравнима с ценой на серьги сделанные из чистого золота.
Требования к электролитам и результату обработки на ювелирном предприятии очень высоки: необходимо выдерживать класс поверхности, оттенок нанесенного металла, толщину его нанесения. Обычно в ювелирных, а также декоративных целях толщина нанесения не превышает 2 микрометров, поэтому перечисленные требования выполнимы.
В сфере нанесения декоративных покрытий на ювелирные украшения, ООО «6 микрон» сотрудничает с заводами из Московской области, Санкт-Петербурга, Костромы, Калининградской области, а также других субъектов Российской Федерации.
Для нашей организации обширная область деятельности – нанесение гальваники на сувениры, подарки, предметы обихода. Подарить сувенир, покрытый золотом или серебром, сделать гальванику старинных часов, восстановить ее на антикварной посуде – все это наши ежедневные услуги. Например, в подарок строителю делают золотую каску, а хоккеисту – золотую шайбу. Список идей тут ограничивается только человеческой фантазией. Любую вещь можно обработать гальваническим золотом — получить оригинальный сувенир или памятный подарок. Золочение выполняется только золотом пробы 999. Гальваника единственный способ нанесения настоящего золота или серебра.
Также, клиенты обращаются к нам с целью получения красивого химически стойкого покрытия сантехники – смесителей, кнопок, рычагов, вентилей.
Последние 5 лет гальванику также часто применяют для золочения украшений из настоящих древесных листиков, цветов, веточек. В недавнее время эта идея стала популярна и запросы на такую работу поступают все чаще.
Предварительный осмотр детали
Перед началом работ эксперт проведет предварительное обследование, оценивая размер, форму, геометрию изделия, наличие декоративных элементов, гравировки, рельефных деталей. Состав металла тоже важен.
На основе полученных сведений подбирается состав электролита. С заказчиком заранее оговаривается точная толщина гальванического слоя. Чем толще будет покрытие, тем дольше оно прослужит, тем значительнее расходы на обработку и, следовательно, выше стоимость работы.
При необходимости металл дополнительно обезжиривается и чистится. Полировка возможна только в небольшом объеме и только на простых деталях. Если необходимо получить зеркальное покрытие на изделии, нужно предварительно его отполировать у ювелира или самостоятельно. Только таким способом можно получить идеально ровное гальваническое покрытие. Целостность изделия при нанесении гальванического покрытия не нарушается. Если деталь сложная, то обязательно требуется разборка на отдельные детали до процесса гальваники.
Часто до начала самого процесса нанесения металла требуется провести предварительную механическую её обработку. Это необходимо, так как наносимый металл полностью сохраняет структуру поверхности, которая была до обработки. Поэтому если нужно проводить полную реставрацию поверхности, заранее оговариваются дефекты, уточняем что можно поправить, а что останется после обработки.
Тщательность механической обработки поверхности зависит от глубины дефектов (царапин, ударов, шлифовки, коррозионных каверн и т.д.). Механическая обработка (от грубой к тонкой обработке):
- пескоструйная обработка;
- шлифовка;
- крацовка;
- полировка.
После механической обработки приступают непосредственно к самому нанесению металла на поверхность, то есть непосредственно к электрохимии. Технологическая карта гальванического процесса пишется в зависимости от исходного материала и финишного покрытия.
Большое значение имеет последовательность действий и время между ваннами. Всю линейку гальваники необходимо пройти без длительных перерывов.
Подготовка электролита для гальваники
Состав электролита подбирают индивидуально. Эксперты учитывают следующие особенности:
- тип формируемого покрытия;
- его толщина;
- материал обрабатываемого изделия.
Для каждого изделия, попадающего на гальваническое производство состав раствора индивидуален, или даже разрабатывается новая рецептура.
Присоединение электродов
К ванне и изделию подсоединяют электроды для запуска электрического тока. Положительная клемма подключена к анодам, а обрабатываемая деталь – к отрицательной клемме. После запуска гальванической системы через электролит проходит электрический ток, поэтому катионы металла налипают на поверхность отрицательно заряженного изделия. Металл, который содержится в электролите, ровным однородным слоем оседает на детали. Два анода применяют, чтобы обработать поверхность с обеих сторон одновременно. Это очень упрощенная, но верная схема гальванического процесса.
Гальванический процесс
Система запускается через источник постоянного тока с регулировкой уровня входящего напряжения или тока. Чем дольше длится воздействие электрического тока на электролит и изделие, тем толще становится слой защитного покрытия. Иногда деталь обрабатывают несколько раз, в зависимости от конкретной технологии и конечной задачи от клиента.
Важна температура электролита. Иногда используется дополнительное нагревательное устройство, которое погружается в гальваническую ванну или находится вне ее.
Строгие требования предъявляют к помещению, где проходит обработка. Обязательное условие – эффективная вентиляция, проточная вода и пожарная безопасность. Работы проходят в лабораториях компании «6 микрон», которые специально оборудованы для выполнения таких заданий. Здесь созданы оптимальные микроклиматические условия, поддерживается требуемая температура и влажность воздуха. Эксперты работают в специальных защитных костюмах. Технология гальваники металла досконально изучена представителями научно-производственного предприятия.
Стадии процесса гальваники
- химическая гальваническая очисткаХимическая очистка проводится для удаления остатков полировальных паст, масел, жира с пальцев рук и т.д. Операция очистки проводится химическим, либо электрохимическим способом. Выбор способа очистки зависит в основном от формы детали. Простые формы обрабатывают под током, сложные формы с большими внутренними полостями, отверстиями и вогнутыми поверхностями обрабатываются химически.Главный показатель правильно проведенной очистки – полная смачиваемость поверхности. Плохая очистка поверхности самая значимая ошибка гальванических процессов.
- травлениеПроцедура травления проводится для улучшения адгезии к поверхности металла. Травление также проводится как химическим, так и электрохимическим способом.Процедуру травления не применяют для зеркальных поверхностей, так как по классу поверхности деталь после травления будет хуже, чем была изначально. Гальваника в некоторых случаях компенсирует травление, но это скорее исключение, чем правило.
- нанесение подслойной гальваники
Гальваника работает по строгим законам и требует соблюдать очередь нанесения. Так, например, медь и золото необходимо разделять слоем никеля во избежание диффузионных процессов золота в медь. Кроме того, данные подслойки требуются для повышения блеска самой поверхности, повышения адгезии и наращивания габаритных размеров детали.
Линейка различных подслоев часто представляет из себя так называемый классический гальванический пирог, состоящий, например, из таких прослоек как никель-медь-никель.
Во многих случаях эта универсальная схема требует корректировки и доработки.
На производствах технологические карты расписываются для каждого процесса индивидуально, с указанием рабочих режимов, временем выдержки и последовательностью операций.
Получение новых изделий требует разработки индивидуальной технологической карты. В этом заключается основная сложность небольшого гальванического производства – разноплановые изделия требуют ежедневной работы по настройке процесса.
Исправление ошибок в 90 процентах случаев подразумевает полную очистку от некачественно нанесенных элементов. Причем чаще всего это приходится делать механически, химический способ снятия имеет в гальванике ограниченное применение.
- нанесение финишного гальванического покрытияЗаключительное нанесение металла осуществляется только на полностью подготовленную, чистую, не окисленную наружность изделия.Гальваника в целом и финишное покрытие в частности, не улучшает класс механической обработки. Если после нанесения всех подготовительных покрытий деталь не выглядит качественной (не блестящая, имеются дефекты покрытия или исходной поверхности), то нет смысла наносить финишное покрытие. Не принятие во внимание данного факта одна из самых частых ошибок начинающего мастера гальваника.Заданная в техническом задании толщина нанесения металла на поверхность (3 мкм, 6 мкм, 20 мкм) относится как раз к финишному покрытию. Именно она обеспечивает его износостойкость. Подслойки же могут быть любой толщины, если нет строгих требований к ним.
Перед нанесением финишной гальваники требуется тщательная промывка изделия от остатков подслойных элементов (электролитов). Промывку осуществляют проточной горячей, а затем холодной водой, а после дополнительно промывают в дистиллированной воде. Последняя нужна чтобы не позволить проточной воде попасть в электролиты драгоценных металлов, ведь хлориды, соли тяжелых металлов, сульфаты – губительны для серебряного и золотого электролита.
Накопление примесей в драгоценных металлах нельзя допускать. Испорченные же электролиты подлежат длительной проработке, либо утилизации.
На этом этапе гальваника окончена, но часто требуется провести и дополнительную доработку.
- сопутствующие операции.Иногда финишное покрытие – это последняя стадия гальванического процесса, но часто это не так.Пример: после нанесения финишного гальванического серебрения требуется обязательное крацевание поверхности. Это делают вручную, любо используются «галтовочные барабаны». Если предусмотрена такая постобработка, серебро (или другой металл) наносят на 2-5 мкм больше, чем требуется изначально, и учитывают возможные потери.Постобработка полировкой применяется редко, так как при этом удаляется значительный слой нанесенного металла. Именно поэтому для получения гладкой поверхности требуется предварительная полировка и подготовка, до всех гальванических операций.
Гальванические технологии
В гальванике широко распространен метод гальванопластки. При этом изделие, погружаемое в гальваническую ванну, выступает в роли негатива, то есть покрытие растет не на рабочей стороне изделия а на задней, обратной стороне. На форму из непроводящего материалы осаждается слой металла, чаще всего это медь.
Толщина меди может достигать 2 мм, обычно такого запаса по прочности не требуется и в среднем, в гальванопластике растят покрытия до 1 мм. После отделения матрицы от созданного слоя получают его точную копию. Таким способом создают точные копии окладов, медали, панно, декоративные элементы.
Самостоятельный гальванический процесс
Гальваника своими руками в домашних условиях — очень сложная процедура. Категорически запрещено пытаться собрать гальваническую ванну у себя дома самостоятельно, запустить систему.
Малейшие ошибки в подборе электролита, выборе оптимального напряжения сети приведут к негативным последствиям. Кроме того, это небезопасно. Обратитесь к экспертам электрохимических технологий, которые качественно выполнят работы или обучат клиентов работе со сложным оборудованием.
Оценка результата
По завершении обработки эксперты оценивают итоговый результат. Если работы по гальванике проводят профессионалы, сомневаться в высоком качестве покрытия не стоит. С использованием точных инструментов оценивается толщина нанесенного слоя металла, равномерность покрытия, прочие критерии.
Обратиться по вопросу гальваники могут физические или юридические лица. Любая идея клиента будет передана на рассмотрение нашим технологам!
Технологи ООО «6 микрон» имеют большой опыт в области гальваники и подготовительных этапов. Нанесение покрытия возможно, как по строгому заданию, так и по простому словесному описанию. Гальваника – это наш профиль!
Автор материалов:
Гордиенко Анастасия Вадимовна
Должность: главный технолог ООО «6 микрон»
Образование: высшее
Опыт работы в гальванике: 11 лет
4.8
/
5
(
26
голосов
)
Смотрите также:
10000
Содержание статьи: Что нужно знать о гальванике в домашних условиях Выбор покрытия для гальваники своими руками Подготовка к нанесению покрытия…
10000
Научиться новой профессии может каждый! Если Вы интересуетесь обучением гальванике, то посмотрите наши образовательные программы. Выберете ту, которая подойдет именно…
10000
Родий – металл платиновой группы периодической системы. Как все элементы в ней, он обладает свойствами благородного металла: пассивен со щелочами…
Гальваническое покрытие, методы, виды. процесс и обозначения
Содержание статьи
- Покрытие медью
- Покрытие золотом
- Покрытие хромом
- Покрытие серебром
- Покрытие никелем
- Покрытие цинком
- Покрытие оловом
В современном мире большую популярность получила процедура нанесения на металлические материалы различных веществ, которые предотвращают образование на них коррозийного налета. Гальваника служит для защиты металлов от образования на них ржавчины и для продления срока службы того или иного изделия.
Метод гальванического покрытия
В современном мире не редко при обработке металлических поверхностей используется гальванический метод. Гальваническое покрытие материалов заключается в нанесении, на их поверхность тонкого металлического слоя. При этом образуется пленка небольшой толщины, которая противостоит окислению отдельных металлов. Гальванический метод используется для придания изделию или материалу:
- прочность,
- износостойкость,
- устойчивость к появлению коррозии,
- привлекательные внешние качества.
В современном мире данный метод обработки металлических покрытий приобрел большую популярность, потому что к оборудованию и другим изделиям предъявляется большое количество требований. Требуется постоянно увеличивать прочность отдельных деталей и повышать их устойчивость к влиянию агрессивной внешней среды. Металлические детали на современном производстве должны обладать способностью выдерживать температурные перепады. Именно этим обусловлено то, что многие отрасли промышленности широко используют гальванический метод обработки металлических изделий.
Важно: Толщина гальванического покрытия является достаточно тонкой при методе гальваники. Она составляет от 6 до 20 микрон. Она зависит от материалов, которые используются для гальванического процесса.
Гальваническеи покрытия за счет своей прочности получили широкое распространение в таких промышленных отраслях, как:
- авиастроение,
- машиностроение,
- строительная промышленность,
- радиотехническая промышленность,
- электронная промышленность.
Процесс гальванического покрытия
Впервые гальваническое покрытие появилось в 1836и году. Оно было открыто русским физиком Якоби. Он провел ряд экспериментов и выяснил, что на катоде после пропускания металлов через водные и соляные растворы под воздействием электрического тока оседают положительно заряженные ионы. Во время прохождения через солевые растворы при помощи электрического тока происходит распад металлов на ионы, которые обладают разными зарядами. Те, которые имеют отрицательный заряд, оседают на аноде. Те, которые имеют положительный заряд, оседают на катоде. Его роль при гальванике играют металлы, которые необходимо защитить от образования коррозии.
Процесс гальванического покрытия с физической точки зрения является достаточно простым.
Он состоит из трех основных этапов:
- Подготовка поверхности. На данном этапе необходимо тщательным образом подготовить металлическую поверхность к проведению процедуры гальваники. Для этого сначала нужно убрать с нее все загрязнения и провести процесс обезжиривания. Затем необходимо промыть поверхность водой и обработать средствами для остановки процесс окисления.
- Нанесение гальванического покрытия. После всех подготовительных процедур наступает процесс погружения металлических деталей в гальванические ванны. В них содержится сплав металла, которым будет покрываться поверхность. Вся процедура проводится при высоких температурах. При этом величина электрического тока поддерживается на определенном уровне.
- Обработка покрытого металлом материала. На завершающем этапе проводятся тесты по определению уровня сцепления металлического сплава с поверхностью.
Виды гальванических покрытий
В современном мире для гальванического покрытия могут быть использованы различные металлы. Они дают тонкую пленку, которая обладает надежной защитой.
Сегодня выделяют:
Гальваническое покрытие медью
Данная процедура получила название медирование. Благодаря меди можно создать на поверхности самых разных металлов прочную защитную пленку. Чаще всего для проведения данной процедуры использует медный купорос.
Гальваническое покрытие золотом
В настоящее время большое распространение получила процедура золочения. Она заключается в том, чтобы раствором покрыть металлическую поверхность придания ей боле дорого внешнего вида и для защиты от появления коррозии.
Гальваническое покрытие хромом
Обработка металлов хромом делает их более прочными и устойчивыми к условиям, которые предлагает агрессивная внешняя среда. Благодаря данному элементу на поверхности образуется тонкая пленка, которая обладает защитными и эстетическими качествами.
Гальваническое покрытие серебром
Нередко в промышленных условиях применяется серебрение. При этом на поверхности металлов появляется серебристая пленка, которая придает металлам немалое количество полезных характеристики. К тому же покрытые серебром изделия всегда выглядят дорого.
Гальваническое покрытие никелем
Покрытие данным элементом обладает экономичностью. Использование данного метода обработки металлов является оптимальным для придания металлическому материалу устойчивости к внешним воздействиям окружающей среды.
Гальваническое покрытие цинком
Данная процедура получила названием цинкование. Благодаря ней на поверхности металлов образуется тонкая пленка цинка, которая предотвращает образование ржавчины. К тому же такое покрытие придает блеск изделиям.
Гальваническое покрытие оловом
Олово применяется для нанесения на такие металлы, как: алюминий, цинк, сталь и медь. Оно придает им прочность и твердость.
Гальванические покрытия ГОСТ
Таблица. Способы обозначений покрытий определены ГОСТ 9.306-85
| Вид покрытия | Обозначение покрытия | |
|---|---|---|
| По ГОСТ 9.306-85 | цифровое | |
| Цинковое, хроматированное | Ц.хр | 01 |
| Кадмиевое, хроматированное | Кд.хр. | 02 |
| Многослойное: медь-никель | М-Н | 03 |
| Многослойное: медь-никель-хром | М-Н-Х | 04 |
| Окисное, пропитанное маслом | Окс. прм. | 05 |
| Фосфатное, пропитанное маслом | Фос. прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |
виды, методы, описание процесса :: SYL.ru
Гальваническое покрытие – это химический метод нанесения металлической пленки для защиты изделий и придания им дополнительных характеристик: устойчивости к коррозии, твердости, износостойкости, декоративности и т. д. В дополнительной защите нуждается любое металлическое изделие, гальванической изоляцией покрывают даже алюминиевые детали.
Принцип
Схема, по которой реализуется гальваническое покрытие металла, довольно проста. В нее входит изделие, на которое наносится защитное покрытие, емкость с раствором электролита, куда помещается изделие. Третьим участником процесса является металлическая пластина, на которую подается положительный заряд тока, она выполняет функции анода, помещенное в раствор изделие становится катодом, куда подается отрицательный заряд.
При замыкании электрической сети металл анода (пластины) растворяется в электролите и под действием тока устремляется к отрицательно заряженному изделию (катоду), тем самым создавая прочное покрытие. Электролит является проводящим раствором для перемещения металлов с анода на катод. Размер емкостей (ванн) с электролитом бывает разным, в зависимости от производственных задач.
Изделия больших размеров размещают на подвесах, через которые пропускают отрицательный заряд, конструкция удерживается на весу в объеме ванной. Мелкие изделия получают гальваническое покрытие в ваннах барабанного типа, где одновременно гальванизируется большое количество продукции. В этом случае отрицательный заряд подается на барабан, вращающийся в емкости с электролитом, куда заведен анод.
Существуют колокольные наливные ванны, где гальваническое покрытие одновременно наносится на большое количество очень мелких деталей, например на метизы. В емкости засыпают продукцию, заливают электролитный состав и устанавливают анод. Ваннам придается медленное вращение, в процессе которого изделия равномерно покрываются защитным металлом.
Методы
Гальванический метод покрытия изделий позволяет создать стойкое защитное покрытие на металлах, изолируя детали от агрессивного воздействия рабочих сред. Изоляция может быть создана из различных металлов, нанесение осуществляется анодным и катодным напылением.
Катодное покрытие характеризуется тем, что при малейшем нарушении целостности нанесенного слоя металл под ним разрушается более интенсивно, чему способствует сама технология покрытия. Примером быстрой эрозии служат изделия из луженого металла, где изоляционным слоем служит олово.
Анодное нанесение гальванических покрытий имеет иные характеристики. При возникновении условий угрозы коррозии разрушению подвергается гальваническая изоляция, металл длительное время остается нетронутым. Анодированные изделия надежно защищены от агрессивных сред, механических повреждений. Наиболее распространенный вид изоляции – цинкование. Метод позволяет сохранить все характеристики обрабатываемого изделия, его внешний вид, форму и размеры.
Цели
Гальванические покрытия разделяются на несколько видов в зависимости от целей применения изделия:
- Защитно-декоративные. Целью нанесения является получение высоких эстетических характеристик и защита продукции от разрушающих факторов.
- Защитные. Изолируют металлические детали от действия агрессивных сред, механических повреждений.
- Специального назначения. Гальваническое покрытие наносится для получения новых свойств – повышенной износостойкости, увеличения характеристик твердости, получения магнитных, электроизоляционных свойств готового изделия. В некоторых случаях гальванизацию используют для восстановления первоначального вида изделия или после длительной эксплуатации.
Виды покрытий
Гальванический способ покрытия реализуется нанесением различных металлов на изделие, каждый из них имеет свои особенности и цели в дальнейшей эксплуатации детали или предмета:
- Серебрение – увеличивает эстетическую ценность, защищает от коррозии, улучшает отражающие, токопроводящие характеристики. Вид нанесения востребован при производстве статических реле, контакторов, электромагнитных реле, электромагнитных пускателей, микросхем и другой электронной продукции.
- Никелирование – наиболее востребованное гальваническое покрытие стали, медных и алюминиевых изделий. Никелевый слой надежно защищает изделия или детали машин от ржавчины, образующейся под воздействием внешней среды, а также от видов коррозии, возникающих вследствие загрязнения агрессивными средами рабочей среды – щелочами, кислотами, солями. Никелированные изделия демонстрируют высокую устойчивость к сильным механическим повреждениям, истиранию.
- Хромирование – увеличивает износостойкость, твердость анодированных поверхностей, позволяет улучшить внешний вид, восстановить поврежденные детали до первоначальных параметров. В зависимости от изменений технологического режима получают гальваническое покрытие с различными параметрами и свойствами – серое матовое (увеличение твердости, но низкая износоустойчивость), блестящее (высокие показатели износостойкости, твердости), молочное пластичное (эстетичность, высокая степень антикоррозионной защиты, низкая твердость), цинкование – антикоррозионная обработка цельных стальных листов, частей автомобилей, строительно-отделочных материалов.
- Гальваническое золотое покрытие – используется в ювелирном деле, электронной промышленности и других сферах. Слой золота придает деталям высокие отражающие свойства, эстетичность, защиту от коррозии, повышает токопроводящие качества.
- Омеднение – часто используется для покрытия металла в целях защиты от коррозии, медь повышает токопроводящие качества, металл с таким покрытием часто используются для производства электропроводников, эксплуатируемых на открытом воздухе.
- Латунирование – используется для защиты от коррозионного повреждения сталей, алюминия и сплавов. Слой латуни обеспечивает необходимую адгезию металлических деталей с резиной.
- Родирование – специальное покрытие, наносимое для придания деталям высокой устойчивости в химических агрессивных средах, получения дополнительной механической износоустойчивости. Также покрытие родием придает изделиям декоративность, бережет серебряные предметы от окисления, тусклости.
Регуляция качества и технологических процессов гальванического покрытия происходит с помощью ГОСТ 9.301-78.
Подготовительный этап
Нанесение гальванического покрытия – это многоуровневый технологический процесс, реализуемый в три основных этапа (подготовка, нанесение покрытия, заключительная обработка готового изделия).
Подготовка поверхностей для дальнейшей гальванизации – наиболее трудоемкий и ответственный этап всего процесса. От правильности и достаточности его проведения зависит качество полученного защитного покрытия. При наличии на поверхности металла малейших следов жира и оксидной пленки получение однородной сплошной защитной пленки будет невозможно – покрытие не сможет проникнуть в слои основного металла, могут образоваться пузыри, разрывы и т. д.
Дефекты могут возникнуть на местах, где остались заусенцы, неровности поверхности, в местах плохо отшлифованных спаев, недостаточно очищенных от пыли местах. Гальваническое покрытие требует низкой шероховатости поверхности, тщательного очищения после шлифовки и обязательной обработки обезжиривающими средствами.
Виды обработки деталей
Механическая обработка и достижение идеальной гладкости металлических деталей достигается в домашних условиях шлифованием поверхности наждачной бумагой и другими абразивами, в промышленных масштабах используются пескоструйные, химические, автоматизированные методы достижения результатов. На подготовительном этапе проводят изоляцию деталей или отдельных мест, не подлежащих гальванизации.
В зависимости от вида наносимого металла проводят различную подготовку. Перед цинкованием или кадмированием поверхность защищаемой детали обезжиривают и протравливают. Хромирование и никелирование предваряют механической шлифовкой, обезжириванием, удалением оксидной пленки. Обезжиривание проводится в два этапа – стартовые работы и полное обезжиривание.
Предварительно детали промывают растворителями – уайт-спиритом, бензином, специальными органическими смесями и т. д. Окончательную обработку реализуют при помощи щелочных растворов или электрохимическим методом. После чего детали промывают горячей водой, проводят активацию и легкое протравливание металла для удаления мельчайших пленок окислов, что улучшает адгезию поверхности детали с гальваническим покрытием металла.
Как реализуется процесс
Осаждение защитного слоя металла на изделиях проводится при помощи специального оборудования. Различия нанесения видов гальваники отражены в рецептуре используемого электролита.
Гальванический метод покрытия металлов и других материалов происходит следующим образом:
- Гальванические ванны заполняются электролитическим раствором. В них помещают аноды и обрабатываемые изделия. Размер и вид ванны зависят от величины деталей, требующих покрытия.
- Нагревательное устройство доводит температуру электролитического состава до нужного технологически обоснованного значения.
- В конструкцию подается ток от источника, оснащенного регулятором напряжения.
- Процесс гальванического покрытия занимает определенное время, его величина обуславливается размером детали, достижением необходимой толщины защитного слоя.
Особенности процесса
В некоторых случаях при гальваническом методе покрытия обрабатываемые детали навешивают на катодную штангу, расположенную в ванной, а на анодной штанге размещают пластины металла, который будет покрывать изделия. Для получения определенных характеристик покрытия в электролит могут вводиться соли металлов, органические соединения, блескообразователи и т. д.
Для ускорения процесса перенесения металлов электролит перемешивают, что дает возможность применять большую плотность тока. Реверсирование направления тока позволяет получать гладкую поверхность.
Точное время длительности гальванического процесса покрытия устанавливается опытным путем – нанесением защитного слоя на деталь, измерением толщины получаемого слоя за определенный отрезок времени при заданных условиях технологического процесса. Особое внимание на этапе приладки уделяют толщине слоя в углублениях и полостях обрабатываемой опытной детали.
Толщина слоя
Толщина гальванического покрытия определяется согласно данным о средних толщинах наносимого слоя, зависит от условий, в которых будет эксплуатироваться деталь. Они делятся на группы:
- Легкие условия (ЛС) – детали используются в закрытых отапливаемых помещениях с относительно сухой атмосферой, или изделие будет эксплуатироваться в течение непродолжительного срока во внешней среде, где нет активных коррозионных агентов. Толщина однослойного покрытия составляет около 7 мк, многослойного – 15 мк.
- Средние условия (СС) – детали будут использоваться в среде со средней влажностью, загрязнением, небольшими количествами топливных, промышленных выбросов или испарений морской воды. Толщина однослойного покрытия составляет 15 мк, многослойного – 30 мк.
- Жесткие условия (ЖС) – предусматривают эксплуатацию деталей в условиях высокой влажности, повышенного уровня загрязнений промышленными газами, отходами топлива, твердыми веществами, пылью. Толщина однослойного покрытия – 30 мк, многослойного – 45.
Данные о толщине гальванического покрытия деталей одним слоем содержит ГОСТ 2249-43. Сюда относятся цинковые покрытия. Контролирует многослойное нанесение гальванического покрытия ГОСТ 3002-45 (никелевые покрытия). Толщина слоя может быть изменена по конструктивным требованиям или в тех случаях, когда обрабатываемая деталь рассчитана на короткий срок эксплуатации. Срок службы цинкования – до 5 лет, для остальных видов покрытий – до 3 лет.
Обработка готового изделия
Гальваническое покрытие деталей завершается этапом дополнительной обработки. В этом процессе реализуются следующие операции:
- Осветление.
- Окраска лакокрасочными составами.
- Пассивирование.
- Обезводороживание.
- Промасливание или полировка.
- Выполнение серебрения составами против тусклости.
Осветление и пассивирование повышают антикоррозионные свойства оцинкованных изделий и кадмиевых покрытий. Процесс пассивирования – это погружение изделий в специальный раствор, образующий на поверхности детали защитную пленку толщиной до 1 мкм.
Изделия из стали, меди с гальваническим покрытием дополнительно обрабатывают маслами – промасливают. Это делается в целях улучшения защитных качеств металлической изоляции и способствует повышению антикоррозионной устойчивости.
Контроль качества
Требования к качеству гальванического покрытия зависят от условий эксплуатации обработанного изделия. Для оценки нанесения используются такие виды контроля:
- Оценка внешнего вида детали путем визуального осмотра, сравнения с эталонными образцами (чистота поверхности, цвет, наличие или отсутствие блеска).
- Определение толщины гальванического покрытия и пористость производится в лабораторных условиях (измерение).
- Устойчивость к коррозии согласно ТУ или ГОСТ (испытание).
- Механическая, физическая устойчивость (отражательные свойства, пластичность, износостойкость, электрическое и температурное сопротивление, твердость и пр.)
Преимущества
К преимуществам данного метода защиты металлических изделий относятся:
- Высокие антикоррозионные качества.
- Стойкость к механическим и физическим повреждениям.
- Сопротивляемость агрессивным средам природного и промышленного происхождения.
- Низкая пористость покрытия.
- Твердость, износостойкость.
- Возможность регулировать толщину наносимого покрытия в процессе нанесения.
К недостаткам метода относится большой расход электроэнергии, экологические угрозы, высокая стоимость очистных мероприятий.
Гальваническое покрытие: виды, характеристики ванн, оборудование
Толщина гальванического покрытия зависит от химического состава электролита и плотности тока на единицу площади. Если через ванну пропускается ток силой 300 А, а площадь поверхности покрываемых деталей 100 дм2, то плотность тока составляет 3 А/дм2. Параметры слоя определяются формулой
m=k×I×t, где:
m – масса покрывного слоя на катоде;
k – масса осажденного вещества в граммах, осаждаемого в течение одного часа при плотности тока 1 А/дм2;
I – фактическая сила тока;
t – длительность процесса покрытия.
Главным оборудованием для покрытия металлами является гальваническая ванна. Изготавливается из химически устойчивого пластика, размеры и геометрический вид отвечают требованиям стандарта и техническим условиям заказчика. Наша компания предлагает как готовую продукцию стандартных размеров, так и изготовление по эскизам клиентов.
Химические эквиваленты металлов, часто применяемых в гальванических покрытиях, приведены в Табл. №1.
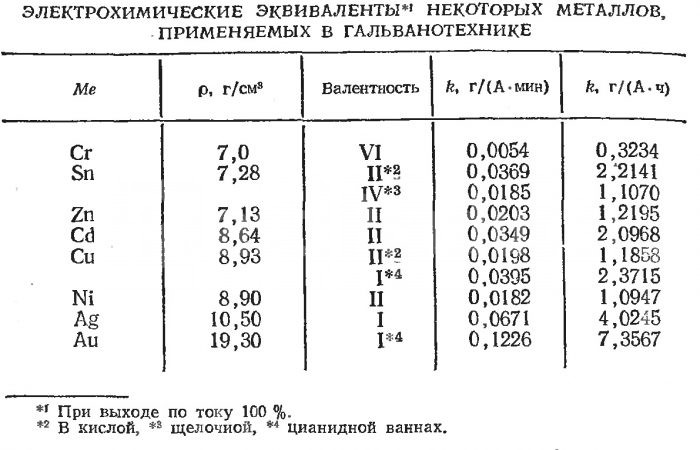
Табл. №1. Химические эквиваленты металлов
Гальванический способ покрытия металлов имеет несколько составляющих, влияющих на качество. Даже в ванных с оптимальной кроющей способностью слой металла осаждается неравномерно, в углублениях толщина меньше, чем на выпуклых участках, особенно на острых ребрах. Для достижения равномерной осадки металла следует применять такие аноды, форма которых максимально приближена к форме детали.
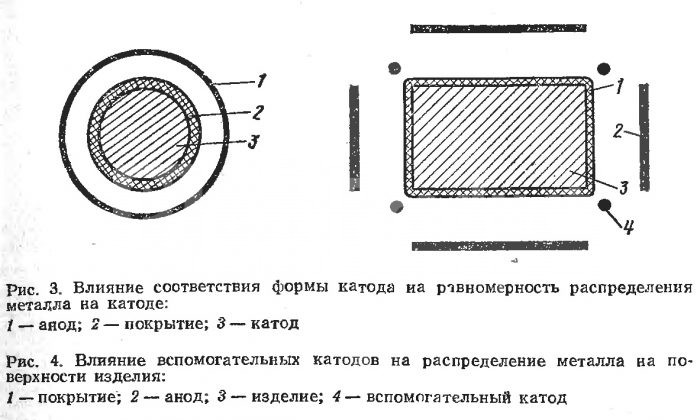
Правильное расположение и форма катодов
Глубокие механические повреждения поверхностей деталей нельзя скрыть за счет гальванических покрытий. Эти недостатки устраняются только механическим способом. Но дефекты глубиной в несколько микрон современная гальваника может устранить за счет добавления органических добавок. Они обеспечивают более толстый слой осаждения в углублениях, а на ровных поверхностях процесс происходит в обычном режиме.
Свойства гальванических покрытий
По своей функциональной особенности гальваническая обработка может иметь следующие физические свойства:
- Защитное. Поверхности обрабатываются для исключения коррозионных процессов, увеличения сопротивляемости процессам трения. Такие покрытия применяются с целью повышения эксплуатационных характеристик различных металлических изделий.
- Декоративное. Применяется в ювелирной промышленности для улучшения внешнего вида элементов декора или фурнитуры.
- Декоративно-защитные. Применяются для обработки металлических изделий различного назначения, универсального использования.
Существующий ГОСТ регламентирует минимальную толщину покрытий с учетом конкретных условий эксплуатации. Различаются следующие условия эксплуатации:
- Очень тяжелые. Металлические изделия работают в средах с агрессивными химическими соединениями и при высоких температурах.
- Тяжелые. Условия эксплуатации отличаются длительным контактом с водой, возможно кратковременное воздействие различных неагрессивных химических соединений.
- Умеренные. Условия пользования металлических изделий обыкновенные, нанесение гальванических покрытий может выполняться традиционным наиболее дешевым способом.
- Легкие. В таких условиях работает бижутерия, изделия из драгоценных металлов и т. д.
Виды оборудования
Гальваническое оборудование подбирается с учетом особенностей покрытия, количества деталей и конечных требований к качеству поверхности. Наша компания изготавливает пластиковые ванны, которые используются для подготовки растворов, удаления с поверхностей различных типов загрязнений и гальваники. Предусматривается возможность монтажа специального дополнительного оборудования для автоматизации технологических процессов. При этом потребитель может давать свои технические условия, гальваническое оборудование будет изготовлено с учетом его пожеланий.
Кроме ванн во время созданий гальванических покрытий применяются подогреватели, вентиляционные системы рабочих мест и производственных цехов, электрическое оборудование для получения токов заданной величины, таймеры и контроллеры. В зависимости от комплектности линии гальваника может выполняться в ручном или автоматическом режимах.
Виды покрытий сталей и сплавовВ зависимости от назначения деталей и изделий, особенностей процесса и химического состава ванны покрытия могут быть нескольких типов.
МеднениеГальваническое покрытие медью значительно улучшает внешний вид поверхности сталей, под воздействием кислорода медь окисляется и покрывается темным налетом. Важное условие качественного покрытия – отсутствие глубоких пор. Медные покрытия часто применяются в качестве подложки под никелирование. Медь можно окрашивать химически, метод предполагает применение различных элементов.
Гальваническое покрытие происходит в цианидных и сульфатных ваннах. Первые ванны отличаются высокой токсичностью, но получили широкое распространение из-за дешевизны и простоты технологии. В современных ваннах есть возможность достигать высокой концентрации меди, за счет этого ускоряется скорость осаждения.
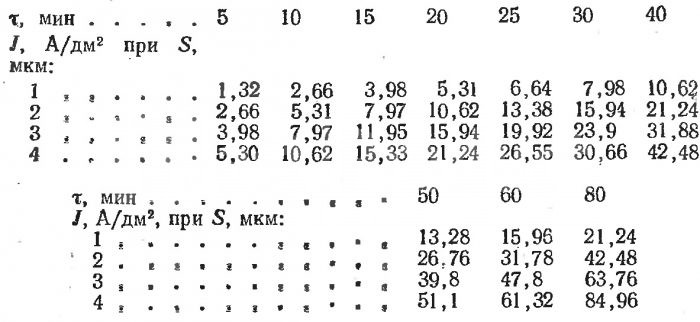
Табл. №2. Зависимость толщины меди от плотности тока и времени
Примерные составы цианидных ванн для омеднения
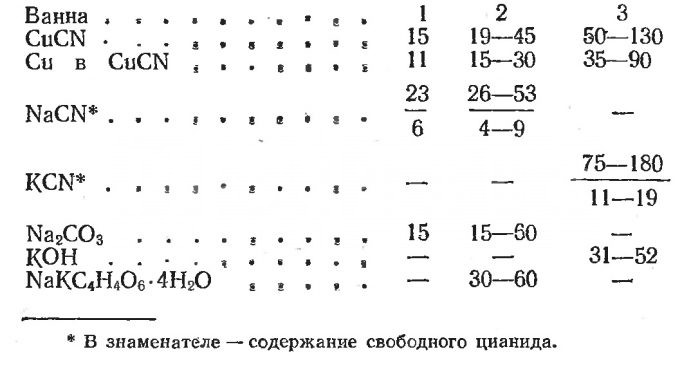
Составы цианидных ванн
Электролит для цианидных ванн нужно готовить в запасных пластиковых ваннах, компоненты вносятся согласно технологической схеме по очереди и перемешиваются до полного растворения. Если во время гальванического покрытия на поверхности анодов появился темный налет, то это следствие загрязнения состава ванных молекулами свинца. Свинец необходимо удалять электролитическим методом.
Сульфатные ванны дают возможность достигать 100% выхода по току, их легко приготавливать и обслуживать, они значительно безопаснее цианидных.

Первая ванна универсального использования, вторая применяется для омеднения печатных схем и деталей с металлическими отверстиями. Не допускается наличие в ванных органических примесей, они вызывают хрупкость слоя. Для очистки растворов применяется активированный уголь, состав ванны пропускается через специальный фильтр с этим очистителем.
НикелированиеОчень распространенные виды гальванических покрытий, имеют отличный вид поверхностей, отличаются высокими показателями физической и коррозионной устойчивости. Никель наносится на сталь катодным методом, технология не допускает образования пористости. Ванны состоят из сульфата никеля, хлорида никеля и борной кислоты.
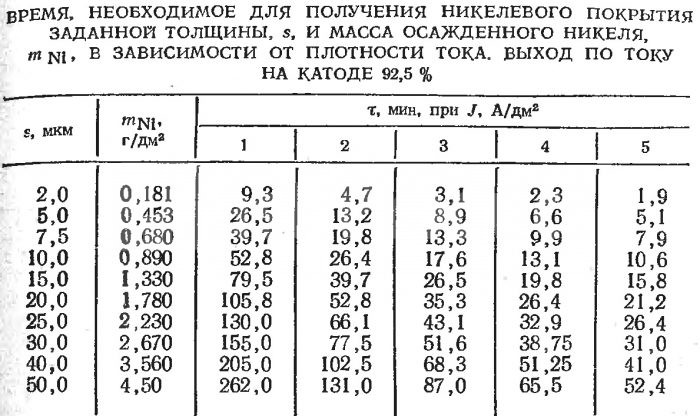
Табл. №3. Зависимость толщины покрытия никелем от времени и плотности тока
Во время гальванического покрытия операторы должны постоянно контролировать показатели кислотности при помощи ареометров или индикаторной бумаги. При обнаружении отклонений от заданных параметров кислотность ванны должна немедленно восстанавливаться.
После длительной работы в запыленных цехах в ванну попадает пыль, оседая на поверхностях металла, она придает ему шероховатый вид. Для недопущения подобных явлений электролит должен постоянно очищаться от механических примесей, гальваника должна происходить только в чистом растворе.
Один из наиболее распространенных дефектов поверхностей – питтинг, микроуглубления, возникающие в результате прилипания атомов водорода. Для минимизации рисков появления таких дефектов ванны вначале нагревают до высоких температур и дают некоторое время для выстаивания. За этот период прекращается выделение водорода. Затем электролит охлаждается до рабочей температуры и в него погружаются детали. На образование питтинга оказывает влияние и состояние подложного слоя на металле. Для уменьшения этого влияния в ванну добавляют смачивающие или окисляющие вещества, поверхность деталей становится более восприимчивой к равномерному покрытию.
При необходимости никелевые покрытия снимаются в ванных с серной кислотой. Для понижения риска затравливания в раствор добавляется глицерин в расчете 50 г/л.
ХромированиеСамо гальваническое покрытие хромом не создает антикоррозионной защиты, в связи с этим создаются промежуточные слои из никеля или никель-меди. В зависимости от использования деталей покрытие может быть декоративным, функциональным или защитным, толщина функциональных покрытий может достигать 1–2 мм. Хромовая гальваника имеет широкое распространение в автомобильной промышленности, во время изготовления форм для литья пластика, при производстве различных инструментов и т. д.
Основой ванны для хромирования поверхностей является хромовый ангидрид, в качестве катализатора используется серная кислота. Количество хромового ангидрида в пределах 0,8–1,2%, серной кислоты 2,5 г/л. Кроме классических ванн, имеющих сульфатный катализатор, металлические изделия могут хромироваться в ванных с кремнийфтористоводородной кислотой. Такие ванны обладают саморегулирующими свойствами, что значительно упрощает технологический процесс покрытия. Недостаток – высокая агрессивность электролита, все гальваническое оборудование должно изготавливаться из особо устойчивых пластиков. Процессы могут протекать только при выполнении существующих требований по качеству материала изготовления.
Еще одна проблема таких ванн – высокая токсичность. Во время покрытия следует строго придерживаться правил техники безопасности. На производстве в обязательном порядке монтируется эффективная система вентиляции и очисти отработанных технологических жидкостей.
Рекомендуемая плотность хромового ангидрида при t°=+15°С
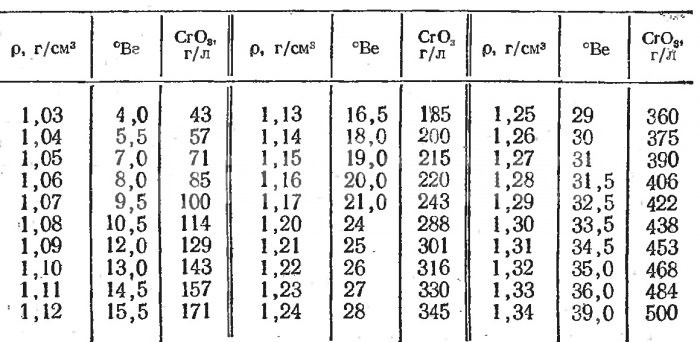
Для снятия хромовых покрытий используются ванны с 50% хлорной кислотой, после промывки поверхности их можно повторно покрывать слоем хрома.
ЦинкованиеНаносятся как с целью антикоррозионного, так и декоративного покрытия. Для технического процесса требуются цианидистые соединения, что вызывает трудности в связи с их высокой агрессивностью и опасностью для окружающих. В состав ванн входит едкий натр, цианид натрия и оксид цинка.
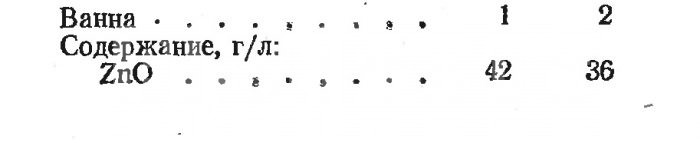
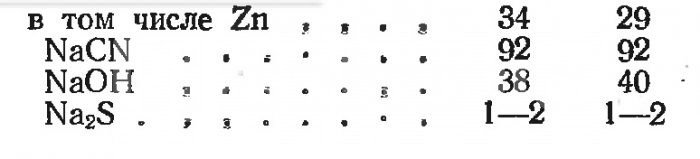
Первая ванна характеризуется хорошей кроющей способностью, но низкой производительностью, вторая наоборот, отличается повышенной производительностью, но недостаточной кроющей способностью. Во время длительного использования электролитов в растворе повышается содержание CO2 и карбоната натрия в результате значительно ухудшаются показатели электропроводности. Удаление избытков компонентов делается вымораживанием. После понижения температуры до -2–3°С вещества оседают на дно и удаляются, а водород выводится естественным путем.
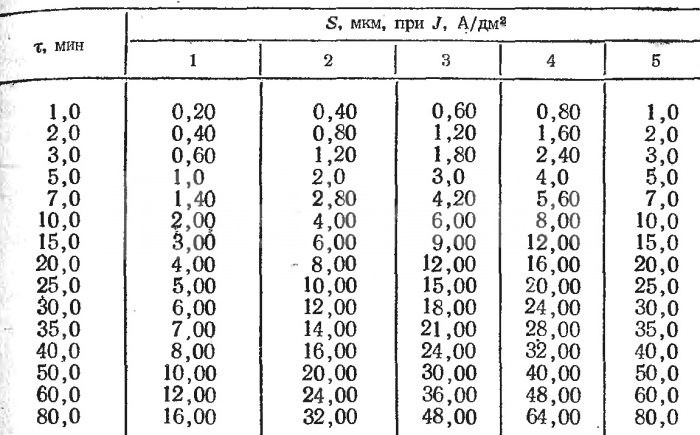
Толщина цинковых покрытий в зависимости от плотности тока и времени выдержки
Если возникает технологическая потребность увеличить концентрацию едкого натра и цинка, то в ванну добавляется оксид цинка. Наличие черного налета на анодах указывает на предельно низкую концентрацию цинка в ванне. Гальваническое покрытие цинком делать запрещается до восстановления требуемой концентрации всех компонентов.
Обильное выделение газов на поверхностях металлических изделий указывает, что процесс происходит при большой концентрации цианида и требует оперативного вмешательства оператора. Наличие органических загрязнений становится причиной появления на поверхности покрытия темных пленок. Загрязнений удаляются пергидролем с последующей промывкой в чистой воде. Недостаток высокоцинковыанных деталей – повышенная хрупкость. Для уменьшения рисков возникновения проблемы процесс обезжиривания должен исключать протравливание.
КадмированиеВ настоящее время применяется редко в связи с неудовлетворительными по существующим меркам эксплуатационными характеристиками. В состав ванны входит цианид натрия и солей кадмия.
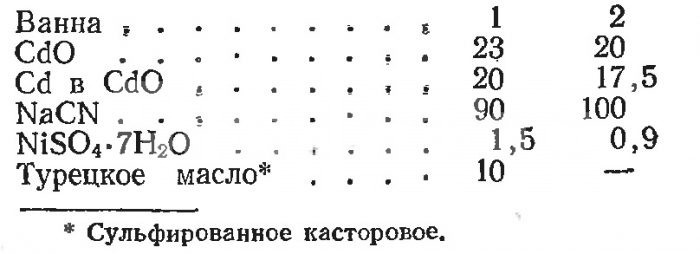
Примерный состав ванны для кадмирования
В первой ванне получают блестящие слои, во второй матовые. Ванны работают при комнатных температурах, увеличивать нагрев электролита с целью ускорения покрытия не рекомендуется. На избыток карбонатов указывает образование на поверхности стали кристаллов.
Большое значение имеет чистота электродов, если они не отвечают требованиям, то на поверхности появляется трудноудаляемый шлам. Бракованные покрытия снимаются растворами, содержащими нитрат аммония или в концентрированной соляной кислоте. В большинстве случаев кадмиевые покрытия закрываются хромом, такая технология имеет широкое применение в промышленных масштабах.
Лужение
Олово хорошо сопротивляется атмосферным воздействиям и надежно защищает металлические поверхности от коррозионных процессов, на сплавах меди образует устойчивое анодное покрытие. Недостаток – во время хранения металл темнеет. Для лужения применяются кислотные и щелочные ванны. В качестве дополнительного компонента используется едкий натр.
Качество во многом зависит от точности соблюдение параметров. Из ванны запрещается вынимать сразу всю загрузку, а только частями с одновременным добавлением новых изделий. За счет такой технологи аноды длительное время содержатся в удовлетворительном состоянии.
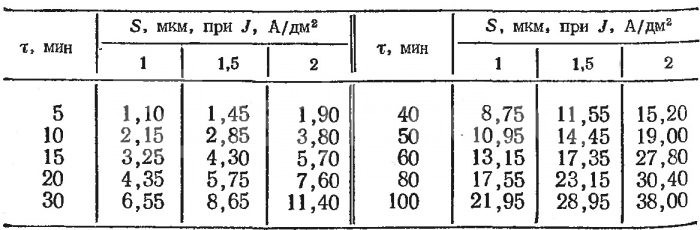
Зависимость толщины олова и времени и плотности тока
По цвету ванна должна быть светло-серой, потемнение указывает на неправильную эксплуатацию электродов. В таких растворах запрещается продолжать гальваническое покрытие, необходимо добавлять пергидроль.
СеребрениеБлагородный металл, но по своим физическим показателям значительно уступает вышеперечисленным покрытиям. Для технологического процесса используются цианидные ванны, главным компонентом является соль серебра, в качестве катализаторов применяются цианиды натрия или калия. Для улучшения показателей применяется предварительное серебрение, за счет такой операции повышается коэффициент адгезии металла с покрываемой поверхностью.
Составы ванн для серебрения и параметры процесса
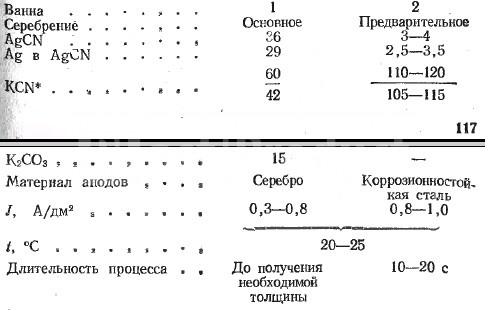
Составы ванн для серебрения и параметры процесса
Детали из стали необходимо предварительно активировать с помощью покрытия тонким никелевым слоем. Шероховатость поверхностей объясняется наличием в электролите механических примесей, ванну рекомендуется периодически очищать.
ЗолочениеДорогое гальваническое покрытие, применяется во время изготовления бижутерии, ювелирных изделий или ответственных электронных плат. В зависимости от химического состава ванн можно получать цветное, твердое и низкокаратное золочение. Обработка изделий производится в цианидных или слабокислых ваннах.
Покрытие поверхностей сплавамиЭлектролитические покрытия сплавами в настоящее время получают широкую популярность в связи с возросшими требованиями по качеству изделий и деталей. Осаждение сплавами – очень сложный процесс, требующий специального оборудования и высококвалифицированных сотрудников.
Гальваника | Британника
Гальваника , процесс покрытия металлом с помощью электрического тока. Металлическое покрытие может быть перенесено на проводящие поверхности (металлы) или на непроводящие поверхности (пластмассы, дерево, кожа) после того, как последние были превращены в проводящие с помощью таких процессов, как покрытие графитом, проводящим лаком, химическим способом пластины или испарением покрытия.
Британская викторина
Тест по электронике и гаджетам
Когда был представлен DVD?
На рис. 1 показан типичный резервуар для гальваники, содержащий раствор сульфата меди (CuSO 4 ).Динамо-машина подает электрический ток, который регулируется реостатом. Когда переключатель замкнут, катодная планка, удерживающая деталь, подлежащую покрытию, заряжается отрицательно. Часть электронов от катодного стержня передается положительно заряженным ионам меди (Cu 2+ ), освобождая их как атомы металлической меди. Эти атомы меди занимают свое место на поверхности катода, покрывая его медью. Одновременно, как показано на чертеже, такое же количество сульфат-ионов (SO 4 2- ) разряжается на медных анодах, замыкая электрическую цепь.При этом они образуют новое количество сульфата меди, которое растворяется в растворе и восстанавливает его первоначальный состав. Эта процедура типична почти для всех обычных процессов гальваники; ток осаждает определенное количество металла на катоде, а анод растворяется в той же степени, поддерживая раствор более или менее однородным. Если этот баланс идеален и отсутствуют побочные реакции или потери, возможно, будет достигнута 100-процентная эффективность катода и 100-процентная эффективность анода.
Рисунок 1: Схема гальваники Encyclopædia Britannica, Inc.
Если металлическая поверхность катода химически и физически чиста, разряженные атомы меди осаждаются в пределах нормального межатомного расстояния между атомами основного металла и пытаются стать его неотъемлемая часть. Фактически, если основным металлом является медь, новые атомы меди часто будут располагаться так, чтобы продолжить кристаллическую структуру основного металла, при этом пластина становится более или менее неотличимой от основного металла и неотделимой от нее.
Если смешать подходящие растворы разных металлов, можно покрыть самые разные сплавы металлов. Таким образом, плакированная латунь может быть более или менее неотличима от литой латуни. Однако также возможно осаждение сплавов или соединений металлов, которые нельзя получить путем их плавления и литья. Например, пластина из оловянно-никелевого сплава использовалась в коммерческих целях благодаря своей твердости и коррозионной стойкости, которые превосходят свойства любого металла в отдельности.Месторождение состоит из соединения олова и никеля (Sn-Ni), которое невозможно получить другим способом.
Получите эксклюзивный доступ к контенту нашего 1768 First Edition с подпиской.
Подпишитесь сегодня
Пластины из других распространенных сплавов включают бронзу и золото с различными свойствами, например разными цветами или твердостью. Пластины из магнитного сплава из таких металлов, как железо, кобальт и никель, используются для барабанов памяти в компьютерах. Пластина припоя (Sn-Pb) используется в работе с печатными схемами.
Разработка гальваники.
В то время как некоторые методы нанесения покрытия на металл восходят к древним временам, современное гальваническое покрытие началось в 1800 году, когда Алессандро Вольта открыл гальваническую батарею или батарею, которая сделала доступным значительное количество электроэнергии постоянного тока. Примерно в то же время батарея использовалась для осаждения свинца, меди и серебра. После того, как на серебряный катод был нанесен узелок меди, удалить медь не удалось. В том же году цинк, медь и серебро были нанесены на себя и на различные основные металлы (металлы, на которые наносится покрытие), такие как золото и железо.
Гальваника в промышленных масштабах началась примерно в 1840–1841 годах и была ускорена открытием цианидных растворов для покрытия серебра, золота, меди и латуни. Раствор цианида-меди, например, давал прилипшие отложения меди непосредственно на железе и стали. Цианид-медный раствор все еще используется для этой цели, а также для начального покрытия цинковых отливок. Вышеописанный раствор сульфата меди разъедает эти металлы, образуя отложения.
Гальваника стала крупной и быстрорастущей отраслью, требующей сложных инженерных решений и оборудования.Металлы, которые могут быть легко нанесены из водных растворов при высоком КПД, близком к 100%, лучше всего можно увидеть на Рисунке 2. На нем эти металлы показаны в едином прямоугольнике в их правильном соотношении друг с другом. Единственный металл, показанный за пределами прямоугольника, который обычно используется, — это хром, который обычно покрывают с низким КПД около 10–20 процентов. Железо, кобальт, никель, медь, цинк, рутений, родий, палладий, серебро, кадмий, олово, иридий, платина, золото и свинец более или менее широко используются для покрытия.Остальные можно легко отложить, но они не нашли широкого применения таким способом из-за стоимости, доступности или отсутствия полезных свойств.
Рисунок 2: Периодическая диаграмма металлов, легко наносимых на покрытие Encyclopædia Britannica, Inc.
Введение хромирования в 1925 году вызвало резонанс во всей индустрии гальваники. Хром, по сути, представлял собой яркую пластину и сохранял свою яркость неопределенно долго. Хромированная пластина нашла готовый рынок в автомобильной и бытовой промышленности, где вскоре были доказаны достоинства комбинированной пластины никель-хром или медь-никель-хром.Требования к более строгим процедурам контроля состава ванны, температуры и плотности тока нашли отражение в улучшении контроля и развития других процессов.
Так называемое твердое хромирование также открыло новый путь повышения износостойкости деталей машин и улучшения их работы за счет хороших фрикционных и жаропрочных свойств. Изношенные или малоразмерные детали были изготовлены из хромированной пластины.
В то время как неметаллические материалы наносились с середины 19 века, период быстрого роста использования гальванических пластиков начался в 1963 году с появлением АБС-пластика (акрилонитрил-бутадиен-стирол), на который легко наносилось покрытие.Пластиковая деталь сначала подвергается химическому травлению с помощью подходящего процесса, такого как погружение в горячую смесь хромовой кислоты и серной кислоты. Затем он сенсибилизируется и активируется, сначала погружаясь в раствор хлорида олова, а затем в раствор хлорида палладия. Затем он покрывается химическим способом медью или никелем перед дальнейшим покрытием. Получена полезная степень адгезии (примерно от 1 до 6 кг на см [от 5 до 30 фунтов на дюйм]), но она никоим образом не сравнима с адгезией металлов к металлам.
Основные приложения.
Меднение широко используется для предотвращения упрочнения стали на указанных деталях. Все изделие может быть покрыто медью, а пластина может быть отшлифована на участках, подлежащих упрочнению. Посеребрение используется на посуде и электрических контактах; он также использовался в подшипниках двигателя. Наиболее широко позолота используется для украшений и корпусов часов. Цинковые покрытия предотвращают коррозию стальных изделий, а никелевый и хромовый листы используются в автомобилях и бытовой технике.
Узнайте больше в этих связанных статьях Britannica:
.
Что такое гальваника? | Как работает гальваника
Гальваника — это популярный процесс отделки и улучшения металлов, используемый в различных отраслях промышленности для различных целей. Однако, несмотря на популярность гальваники, очень немногие за пределами отрасли знакомы с этим процессом, что это такое и как работает. Если вы планируете использовать гальваническое покрытие в своем следующем производственном процессе, вам необходимо знать, как работает этот процесс, и какие материалы и варианты процесса доступны вам.
Быстрые ссылки
Что такое гальваника? | Гальваника | Типы гальваники
Применение гальваники | Отрасли, в которых используется гальваника | Преимущества гальваники
Примеры гальваники | Выберите SPC | Запросить ценовое предложение
Что такое гальваника?
Гальваника также известна как электроосаждение. Как следует из названия, процесс включает осаждение материала с помощью электрического тока.В результате этого процесса на поверхность детали, называемой подложкой, наносится тонкий слой металла. Гальваника в основном используется для изменения физических свойств объекта. Этот процесс можно использовать для придания объектам повышенной износостойкости, защиты от коррозии или эстетической привлекательности, а также увеличения толщины.
Хотя гальваника может показаться передовой технологией, на самом деле это вековой процесс. Самые первые эксперименты по нанесению гальванических покрытий проводились в начале 18 века, а официально этот процесс был официально оформлен Бругнателли в первой половине 19 века.После экспериментов Бругнателли процесс гальваники был принят и развит по всей Европе. По мере того, как производственная практика развивалась в течение следующих двух столетий в результате промышленной революции и двух мировых войн, процесс гальваники также эволюционировал, чтобы не отставать от спроса, что привело к процессу, который компания Sharretts Plating Company использует сегодня.
Процесс нанесения гальванических покрытий
В процессе гальваники используется электрический ток для растворения металла и нанесения его на поверхность.Процесс работает с использованием четырех основных компонентов:
- Анод: Анод, или положительно заряженный электрод, в цепи — это металл, из которого образуется покрытие.
- Катод: Катод в цепи гальваники — это часть, на которую необходимо нанести покрытие. Его еще называют субстратом. Эта часть действует как отрицательно заряженный электрод в цепи.
- Раствор: Реакция электроосаждения протекает в растворе электролита.Этот раствор содержит одну или несколько солей металлов, обычно включая сульфат меди, для облегчения прохождения электричества.
- Источник питания: В цепь добавляется ток от источника питания. Этот источник питания подает ток на анод, подавая электричество в систему.
Когда анод и катод помещены в раствор и подключены, источник питания подает на анод постоянный ток (DC). Этот ток вызывает окисление металла, позволяя атомам металла растворяться в растворе электролита в виде положительных ионов.Затем ток заставляет ионы металла перемещаться к отрицательно заряженной подложке и оседать на детали тонким слоем металла.
В качестве примера рассмотрим процесс нанесения золота на металлические украшения. Металл с золотым покрытием является анодом в цепи, а металлические украшения — катодом. Оба помещаются в раствор, и к золоту, растворяющемуся в растворе, подается постоянный ток. Затем растворенные атомы золота прилипают к поверхности ювелирных изделий из недрагоценных металлов, создавая золотое покрытие.
Хотя этот процесс является постоянным, на качество покрытия могут влиять три фактора. Эти факторы следующие:
- Условия ванны: Как температура, так и химический состав ванны влияют на эффективность процесса гальваники.
- Размещение детали: Расстояние, на которое должен пройти растворенный металл, будет влиять на эффективность покрытия подложки, поэтому размещение анода относительно катода имеет важное значение.
- Электрический ток: Уровень напряжения и время приложения электрического тока играют роль в эффективности процесса гальваники.
Какие металлы используются в процессе гальваники?
Гальваника может происходить с использованием отдельных металлов или в различных комбинациях (сплавах), что может придать дополнительную ценность процессу гальваники. Некоторые из наиболее часто используемых металлов для гальваники включают:
- Медь: Медь часто используется из-за ее проводимости и термостойкости.Он также обычно используется для улучшения адгезии между слоями материала.
- Цинк: Цинк обладает высокой устойчивостью к коррозии. Часто цинк сплавляют с другими металлами для улучшения этого свойства. Например, в сплаве с никелем цинк особенно устойчив к атмосферной коррозии.
- Олово: Этот матовый блестящий металл хорошо паяется, устойчив к коррозии и экологически безопасен. Кроме того, он недорогой по сравнению с другими металлами.
- Никель: Никель обладает отличной износостойкостью, которую можно улучшить за счет термической обработки.Его сплавы также очень ценны, так как обладают стойкостью к элементам, твердостью и проводимостью. Металлическое никелирование ценится также за его коррозионную стойкость, магнетизм, низкое трение и твердость.
- Золото: Этот драгоценный металл обладает высокой устойчивостью к коррозии, потускнению и износу, а также ценится за его проводимость и эстетический вид.
- Серебро: Серебро не так устойчиво к коррозии, как золото, но оно очень пластично и податливо, обладает отличной устойчивостью к контактному износу и предлагает отличный внешний вид.Это также альтернатива золоту в приложениях, где необходима теплопроводность и электрическая проводимость.
- Палладий: Этот блестящий металл часто используется вместо золота или платины из-за его твердости, коррозионной стойкости и красивой отделки. При легировании никелем этот металл обеспечивает отличную твердость и качество покрытия.
Цена, состав основы и желаемый результат являются ключевыми факторами при выборе наиболее подходящего гальванического материала для вашего применения.
Доступно несколько различных методов нанесения покрытия, каждый из которых может использоваться в различных приложениях. Некоторые из этих видов гальваники более подробно описаны ниже:
- Гальваническое покрытие ствола: Гальваническое покрытие ствола — это метод, используемый для изготовления больших групп мелких деталей. При этом детали помещаются внутрь бочки, заполненной раствором электролита. Процесс нанесения гальванического покрытия продолжается, пока цилиндр вращается, перемешивая детали, так что они получают равномерную отделку.Покрытие ствола лучше всего использовать на небольших прочных деталях, но это дешевое, эффективное и гибкое решение.
- Гальваника стойки: Гальваника стойки или проводки — хороший вариант, если вам нужно покрыть большие группы деталей. В этом методе детали помещаются на решетку, позволяя каждой детали физически контактировать с источником электроэнергии. Хотя этот вариант дороже, он оптимален для более деликатных деталей, которые не могут подвергаться гальванике. Важно отметить, что покрытие стойки сложнее для деталей, чувствительных к электричеству или имеющих неправильную форму.
- Электроосаждение: Электроосаждение, также известное как автокаталитическое покрытие, использует тот же процесс, что и электроосаждение, но не напрямую подает электричество на деталь. Вместо этого металлический слой растворяется и осаждается с помощью химической реакции вместо электрической. Хотя этот вариант полезен для деталей, несовместимых с электрическими токами, он более дорогостоящий и менее производительный, чем другие варианты.
Хотя эти методы выполняют электроосаждение по-разному, все они используют одни и те же основные принципы.
Применение гальваники
Хотя гальваника часто используется для улучшения эстетического вида основного материала, этот метод используется для нескольких других целей во многих отраслях промышленности. Эти виды использования включают следующее:
- Толщина покрытия: Гальваника часто используется для увеличения толщины подложки за счет постепенного использования тонких слоев.
- Защитить подложку: Гальванические слои служат в качестве жертвенных металлических покрытий.Это означает, что когда деталь помещается в опасную среду, гальванический слой разрушается раньше основного материала, защищая основу от повреждений.
- Свойства поверхности Ленда: Гальваника позволяет подложкам использовать свойства металлов, которыми они покрываются. Например, некоторые металлы защищают от коррозии, улучшают электропроводность, уменьшают трение или подготавливают поверхность для лучшей адгезии краски. Разные металлы обладают разными свойствами.
- Улучшить внешний вид: Конечно, гальваника также широко используется для улучшения эстетического вида подложки. Это может означать покрытие основы эстетически приятным металлом или просто нанесение слоя для улучшения однородности и качества поверхности.
Преимущества гальваники
Гальваника предлагает ряд преимуществ для компонентов. Некоторые особенности электро
.
Как работает гальваника — объясните, что материал
Криса Вудфорда. Последнее изменение: 28 июля 2020 г.
Не существует такой вещи, как алхимия — волшебным образом превращающая обычные химические элементы в редкие и ценные, — но гальваника, возможно, является следующим лучшим занятием. Идея состоит в том, чтобы использовать электричество для покрытия относительно приземленных
металл, например медь, с тонким слоем другого, более ценного
металл, например золото или серебро.Гальваника имеет много других применений,
помимо того, что дешевые металлы выглядят дорогими. Мы можем использовать это, чтобы сделать
устойчивые к ржавчине вещи, например, для производства различных полезных
сплавы, такие как латунь и бронза, и
даже чтобы пластик выглядел как металл. Как работает этот удивительный процесс? Рассмотрим подробнее!
Фото: Гальваника в действии — выставка в Think Tank (музей науки в Бирмингеме, Англия). Эти две вилки являются электродами, и синий раствор (сульфат меди) используется для медного покрытия одной из них.
Что такое гальваника?
Фото: Позолоченное: Когда астронавт Эд Уайт совершил первый выход в открытый космос в 1965 году, на его шлеме был позолоченный козырек для защиты глаз от солнечного излучения.
Фото любезно предоставлено НАСА в палате общин.
Гальваника включает пропускание электрического тока через раствор, называемый
электролит. Это делается путем погружения двух клемм, называемых
электроды в электролит и подключив их к
цепь с аккумулятором или другим источником питания.Электроды и
электролит состоит из тщательно подобранных элементов или соединений.
Когда электричество проходит через цепь, которую они образуют,
электролит расщепляется, и некоторые из атомов металла, которые он содержит,
осаждается тонким слоем поверх одного из электродов — он становится гальваническим. Все виды металлов могут
таким образом покрыть золотом, серебром,
олово, цинк, медь,
кадмий, хром, никель, платина и свинец.
Гальваника очень похожа на электролиз.
(используя электричество для расщепления химического раствора), что является обратным процессу, при котором
батареи производят электрические токи.Все это примеры
электрохимия: химические реакции, вызванные или производящие
электричество, которое дает полезные в научном или промышленном отношении конечные продукты.
Фото: Серебряные столовые приборы дороги и тускнеют; нержавеющая сталь с хромовым покрытием
является хорошей заменой для многих людей. Несмотря на то, что он устойчив к ржавчине и долговечен, покрытие со временем изнашивается,
как вы можете видеть в коричневатой области в центре этого пирогового сервера. Маркировка «EPNS» на столовых приборах является окончательным
знак покрытия: это гальванический нейзильбер.
Как работает гальваника?
Во-первых, вы должны выбрать правильные электроды и электролит, определив
химическая реакция или реакции, которые должны произойти, когда электрический
ток включен. Атомы металла, покрывающие ваш объект, исходят из
электролит, поэтому, если вы хотите что-то медить, вам понадобится электролит
изготовлен из раствора соли меди, а для золочения понадобится
электролит на основе золота и так далее.
Затем вы должны убедиться, что электрод, который вы хотите покрыть, полностью чистый.В противном случае, когда атомы металла из электролита осаждаются на
это, они не образуют хорошей связи, и они могут просто стереться снова.
Как правило, очистка выполняется путем погружения электрода в прочный
кислотным или щелочным раствором или (кратковременно) подключив
гальваника в обратном направлении. Если электрод действительно чистый,
атомы металла покрытия эффективно связываются с ним, соединяясь очень
сильно на внешних краях его кристаллической структуры.
Изображение: Медное покрытие латуни: Вам понадобится медный электрод (серый, слева), латунный электрод (желтый, справа) и немного раствора сульфата меди (синий).Латунный электрод становится отрицательно заряженным и притягивает из раствора положительно заряженные ионы меди, которые прилипают к нему и образуют внешнее покрытие медной пластины.
Теперь мы готовы к основной части гальваники. Нам понадобятся два электрода из
различные проводящие материалы, электролит и электричество
поставка. Обычно один из электродов изготавливается из металла, который мы
пытаясь пластину и электролит представляет собой раствор соли
тот же металл. Так, например, если мы покрываем медью латунь, мы
нужен медный электрод, латунный электрод и раствор
соединение на основе меди, такое как раствор сульфата меди.Такие металлы как
золото и серебро не растворяются легко, поэтому их нужно превращать в
растворы с использованием сильнодействующих и опасно неприятных химикатов на основе цианидов.
Электрод, на который будет наноситься покрытие, обычно изготавливается из более дешевой
металл или неметалл, покрытый проводящим материалом, например
графит. В любом случае он должен проводить электричество или не проводить электричество.
ток будет течь, и никакого покрытия не произойдет.
Мы окунаем два электрода в раствор и соединяем их в цепь так, чтобы
медь становится положительным электродом (или анодом), а латунь
становится отрицательным электродом (или катодом).Когда мы включаем
мощности раствор сульфата меди расщепляется на ионы (атомы с
мало или слишком много электронов). Ионы меди (положительно
заряжены) притягиваются к отрицательно заряженному латунному электроду
и медленно нанесите на него, производя тонкий позже
из медной пластины. Между тем, сульфат-ионы (которые отрицательно
заряжены) прибывают к положительно заряженному медному аноду, высвобождая электроны
которые движутся через батарею к отрицательному латунному электроду.
Гальваническим атомам требуется время, чтобы накапливаться на поверхности отрицательного электрода.Сколько именно времени зависит от силы электрического тока у вас
использование и концентрация электролита. Увеличение любого из
это увеличивает скорость, с которой ионы и электроны движутся через
схема и скорость процесса нанесения покрытия. Пока
по мере того, как ионы и электроны продолжают двигаться, ток продолжает течь, и процесс покрытия продолжается.
Можно ли гальванизировать пластмассы?
Фотография: Пластик с покрытием часто используется для деталей, которым требуется блестящая отделка металла без его прочности и тяжести, и вот три примера из моего собственного дома.Вверху: переключатель, стрелки и безель (рамка циферблата) этого будильника выглядят блестящими и металлическими, но на самом деле они пластиковые. В центре: детали водопровода, которые не должны быть прочными, часто изготавливаются из пластика с покрытием, поэтому они остаются прохладными на ощупь и гармонируют с металлическими трубами. Регулятор температуры этого душа (справа, с красной кнопкой) сделан из пластика, но похож на основные металлические детали слева. Внизу: компьютерный USB-микрофон имеет глянцевую поверхность, чтобы он выглядел дорогим и качественным.
Недорогой, легко поддающийся формованию, легкий и одноразовый, пластик быстро стал самым распространенным и гибким материалом в 20 веке. Но для многих это не только преимущество, но и недостаток: пластмассы дешевы и выгодны — и именно так они выглядят. Одно из решений — покрыть дешевый пластик тонким слоем металла, чтобы придать ему все преимущества пластика с привлекательной блестящей отделкой.
металл. Таким способом можно покрыть множество различных пластиков, включая АБС-пластик, фенольные пластики, карбамидоформальдегид, нейлон и т. Д.
и поликарбонат.Вы часто найдете детали на автомобилях, сантехнике, бытовой и электрической арматуре, которые выглядят металлическими, но на самом деле сделаны из пластика. Они легче, дешевле, устойчивы к ржавчине и не требуют полировки после нанесения покрытия.
Как гальванизируют пластмассы?
« … мой приятель … сказал мне, что у него есть процесс металлизации пластмасс. Я сказал, что это
невозможно, потому что нет проводимости; нельзя прикрепить провод. Но
он сказал, что может обклеить металлом все что угодно … «
Вы, конечно, шутите, мистер Фейнман! Ричард Фейнман
Если вы что-нибудь знаете о пластике, вы сразу заметите очевидную проблему: пластик обычно не проводит электричество.Теоретически это должно полностью исключить гальваническое покрытие; На практике это просто означает, что мы должны дополнительно обработать наш пластик, чтобы он стал электропроводящим, прежде чем мы начнем. Есть несколько этапов. Во-первых, пластик необходимо тщательно очистить, чтобы удалить пыль, грязь, жир и следы с поверхности. Затем его протравливают кислотой и обрабатывают катализатором (ускорителем химической реакции), чтобы обеспечить прилипание покрытия к его поверхности. Затем его окунают в ванну из меди или никеля (медь является более распространенной), чтобы получить очень тонкое покрытие из электропроводящего металла (толщиной менее микрона, 1 мкм или одной тысячной миллиметра).Как только это будет сделано, на него можно будет нанести гальваническое покрытие, как на металл. В зависимости от того, сколько износа должна выдержать металлическая деталь, толщина покрытия может быть от 10 до 30 микрон.
Зачем нужна гальваника?
Фото: Это автомобильное колесо изготовлено из металлического алюминия, покрытого
никель в более экологически чистом процессе, разработанном Metal Arts Company, Inc.
В процессе Microsmooth ™ используется примерно на 30% меньше электроэнергии, почти на 60% меньше природного газа и вдвое меньше воды, чем требуется для традиционных процессов нанесения покрытия.Фото: Metal Arts Company, Inc.
любезно предоставлено Министерством энергетики США (DOE).
Гальваника обычно выполняется по двум совершенно разным причинам: украшение и защита.
Металлы, такие как золото и серебро, покрываются для украшения: дешевле иметь золото или
посеребренные украшения, чем цельные изделия из этих тяжелых,
дорогие, ценные вещества. Потому что разные металлы разных цветов,
гальваника может использоваться для изготовления таких вещей, как кольца, цепочки, значки, медали и т. д.
широкий выбор привлекательной декоративной отделки,
включая блестящие, матовые и старинные вариации золота, серебра, меди, никеля и бронзы.Металлы, такие как олово и цинк (которые не особенно привлекательны на вид), покрываются гальваническим покрытием, чтобы придать им вид
защитный внешний позже. Например, пищевые контейнеры
часто покрывают оловом, чтобы сделать их устойчивыми к коррозии, а многие
предметы быта из железа покрыты
цинк (в процессе, называемом гальванизацией) по той же причине.
Некоторые формы гальваники являются одновременно защитными и декоративными. Крылья автомобилей и «отделка», например, когда-то
широко изготовлен из прочной стали с покрытием
с хромом, чтобы сделать их привлекательно блестящими и
устойчивы к ржавчине (теперь более вероятны недорогие и естественно устойчивые к ржавчине пластмассы
для использования на автомобилях).Сплавы, такие как латунь и бронза, также могут быть покрыты
обеспечение содержания в электролите солей всех металлов, которые
должен присутствовать в сплаве. Гальваника также используется для
изготовление дубликатов печатных форм в процессе, называемом
электротипирование и гальванопластика (альтернатива
литье изделий из расплавленных металлов).
Насколько толсто гальваническое покрытие?
Независимо от того, покрыты ли предметы для украшения или защиты, толщина слоя покрытия является еще одним важным фактором.
рассмотрение.Очевидно, что чем толще покрытие, тем дольше оно прослужит и тем лучше будет защищать,
но даже самая толстая обшивка намного тоньше, чем можно было ожидать. Типичная толщина плакированного металла варьируется от примерно
От 0,5 микрон (0,5 миллионных долей метра или 0,0005 миллиметра) до примерно 20 микрон (20 миллионных долей метра или 0,02 миллиметра) — так
это очень тонкий. (Чтобы дать вам некоторое представление, алюминиевая кухонная фольга находится примерно в середине этого диапазона, с
самая толстая и прочная фольга — около 10–20 микрон.)
Что-то вроде позолоченного корпуса часов будет иметь 20-микронное покрытие, которое легко выдержит повседневную работу.
и кувыркается несколько десятилетий.
Узнать больше
На этом сайте
Деятельность
Гальваника — это то, с чем можно легко поэкспериментировать в школе или (с помощью
взрослого) дома. Вот несколько сайтов, которые вы можете безопасно изучить:
Видео
- Гальваника — как это делается: четкое введение в теорию и практику гальваники и огромное количество повседневных вещей, для которых она используется.Также описывается, как на пластмассы можно наносить гальваническое покрытие и почему гальванику часто необходимо наносить несколькими отдельными слоями или «слоями».
- Гальваника четверти: ясно и просто объяснено в этом коротком видео от учителя химии г-на Кента.
Книги
Для читателей постарше
- Гальваника: Инженерное руководство Лоуренса Дж. Дерни (ред.). Springer, 2014. Еще один подробный справочник, в основном предназначенный для людей, работающих в индустрии обработки металлов.
- Гальваника: основные принципы, процессы и практика Нассера Канани. Elsevier, 2004. Подробное введение для студентов-химиков, а также производителей.
- Современные гальванические покрытия Мордехай Шлезингер, Милан Паунович (ред.). Wiley, 2011. Огромное и подробное руководство с главами по гальванике всех распространенных металлов, включая медь, никель, золото и олово; плюс освещение электроосаждения, полупроводников, органических пленок и многих других тем.
- Вы, конечно, шутите, мистер Фейнман! Ричард П.Фейнман. Винтаж, 1992. Глава под названием «Главный химик-исследователь корпорации MetaPlast Corporation» (стр. 41 моего издания) представляет собой короткий, но забавный анекдот о гальванических пластиках, первым из которых, как выясняется, оказался Фейнман.
Для младших читателей
Они лучше всего подходят для детей 9–12 лет, но эксперименты можно адаптировать для детей старшего и младшего возраста.
- Химия для каждого ребенка: 101 простой эксперимент, который действительно работает, Дженис ВанКлив. Джосси-Басс, 2010.Очень хорошее практическое введение в химию (с добавлением немного физики и биологии, если необходимо). Первоначально опубликовано в 1989 году, но не менее актуально сегодня. Мероприятие 43 (Зеленые пенни) — это пример металлизации.
- Пошаговые научные эксперименты в химии Дженис ВанКлив. Розен, 2013. Более новая и короткая подборка того же автора.
- Роберт Уинстон «Это элементарно». ДК, 2007/2016. Общее введение в химию для детей в возрасте 8–10 лет, посвященное элементам.
Статьи
Современная обшивка
Исторические статьи из архивов
Патенты
Для получения более подробной технической информации их стоит просмотреть:
- Патент США 6,527,920: устройство для гальваники меди, Стивен Т. Майер и др., Novellus Systems, Inc., 4 марта 2003 г. Подробное описание типа процессов гальваники, используемых при создании интегральных схем.
- Патент США 4 039 714: процесс гальваники меди, Ютака Окинака, AT&T Bell Laboratories.4 сентября 1984 г. Описывается типичная современная ванна для меднения.
- Патент США 4 039 714: Предварительная обработка пластических материалов для металлизации, авторы Иржи Рубаль и Иоахим Корпиун. 2 августа 1977 года. Здесь подробно рассказывается о том, как поверхность пластика может быть подготовлена к гальванике.
.
Гальваника — это процесс использования электрического тока для восстановления катионов металлов в растворе и покрытия проводящего объекта тонким слоем металла. При первичном нанесении гальванического покрытия на поверхность, не имеющую этого свойства, наносится слой металла, обладающий некоторыми желательными свойствами (например, стойкостью к истиранию и износу, защитой от коррозии, смазывающими свойствами, улучшением эстетических качеств и т. Д.). В другом приложении используется гальваника для увеличения толщины деталей меньшего размера. Процесс, используемый при гальванике, называется электроосаждением . Это аналогично гальваническому элементу, действующему в обратном направлении. Деталь, которую нужно покрыть, является катодом схемы. В одном методе анод изготавливается из металла, на который наносится покрытие на детали. Оба компонента погружены в раствор, называемый «Электролит», содержащий одну или несколько растворенных солей металлов, а также другие ионы, которые пропускают электрический ток. Выпрямитель подает на катод постоянный ток, заставляя ионы металла в растворе электролита терять свой заряд и оседать на катоде.По мере прохождения электрического тока по цепи анод медленно растворяется и пополняет запасы ионов в ванне. [1] В других процессах гальваники может использоваться неплавящийся анод, например свинец. В этих методах ионы металла, подлежащего гальванике, должны периодически пополняться в ванне по мере того, как они вытягиваются из раствора. [2] Рекомендуемые дополнительные знанияПроцесс Анод и катод в гальваническом элементе подключены к внешнему источнику постоянного тока, батарее или, чаще, выпрямителю.Анод подключается к положительной клемме источника питания, а катод (изделие, подлежащее покрытию) подключается к отрицательной клемме. Покрытие чаще всего представляет собой отдельный металлический элемент, а не сплав. Однако на некоторые сплавы можно наносить электроосаждение, особенно на латунь и припой. Многие ванны для гальваники содержат цианиды других металлов (например,g., цианид калия) в дополнение к цианидам осаждаемого металла. Эти свободные цианиды способствуют коррозии анода, помогают поддерживать постоянный уровень ионов металлов и повышают проводимость. Кроме того, для увеличения проводимости могут быть добавлены неметаллические химические вещества, такие как карбонаты и фосфаты. Если гальваника на определенных участках нежелательна, применяются ограничители, предотвращающие контакт ванны с подложкой. Типичные защитные покрытия включают ленту, фольгу, лаки и воски. [3] ЗабастовкаПервоначально можно использовать специальное покрытие, называемое «ударом» или «вспышкой», для формирования очень тонкого (обычно менее 0,5 мил) покрытия с высоким качеством и хорошей адгезией к подложке. Это служит основой для последующих процессов нанесения покрытия. Для удара используется высокая плотность тока и ванна с низкой концентрацией ионов. Этот процесс медленный, поэтому после получения желаемой толщины покрытия используются более эффективные способы нанесения покрытия. Ударный метод применяется также в сочетании с нанесением покрытия на разные металлы. Если желательно нанести один тип покрытия на металл для повышения коррозионной стойкости, но этот металл по своей природе имеет плохую адгезию к подложке, сначала можно нанести удар, совместимый с обоими. Одним из примеров такой ситуации является плохая адгезия электролитического никеля к цинковым сплавам, и в этом случае используется медная пластина, которая хорошо прилегает к обоим сплавам. [4] Плотность токаПлотность тока (сила тока гальванического покрытия, деленная на площадь поверхности детали) в этом процессе сильно влияет на скорость осаждения, адгезию покрытия и качество покрытия.Эта плотность может изменяться по поверхности детали, поскольку внешние поверхности будут иметь более высокую плотность тока, чем внутренние поверхности (например, отверстия, отверстия и т. Д.). Чем выше плотность тока, тем выше будет скорость осаждения, хотя существует практический предел, обусловленный плохой адгезией и качеством покрытия, когда скорость осаждения слишком высока. В то время как в большинстве гальванических ячеек используется непрерывный постоянный ток, в некоторых используется цикл 8–15 секунд включения с последующим отключением 1–3 секунды. Это позволяет использовать высокие плотности тока при одновременном получении качественного осадка.Чтобы справиться с неравномерной скоростью нанесения покрытия, которая возникает из-за высокой плотности тока, ток даже иногда меняют на противоположное, в результате чего часть покрытия из более толстых секций снова попадает в раствор. Фактически, это позволяет заполнить «впадины», не перекрывая «пики». Это обычное явление для грубых деталей или когда требуется яркая отделка. [5] Кисть для гальваникиТесно связанный процесс — нанесение гальванических покрытий щеткой, при котором локализованные области или целые предметы покрываются щеткой, пропитанной гальваническим раствором.Щетка, как правило, представляет собой корпус из нержавеющей стали, обернутый тканевым материалом, который удерживает раствор для покрытия и предотвращает прямой контакт с покрываемым предметом, подключается к положительной стороне источника постоянного тока низкого напряжения, и предмет, который должен быть покрытие подключено к минусу. Оператор окунает кисть в раствор для нанесения покрытия, затем наносит его на предмет, непрерывно перемещая щетку, чтобы равномерно распределить материал покрытия. Щетка действует как анод, но обычно не вносит никакого материала покрытия, хотя иногда щетка изготовлена из материала покрытия или содержит его, чтобы продлить срок службы раствора покрытия. Щеточное гальваническое покрытие имеет несколько преимуществ по сравнению с покрытием резервуара, включая портативность, способность наносить покрытие на предметы, которые по какой-то причине не могут быть покрыты резервуаром (одним из применений было нанесение покрытия на части очень больших декоративных опорных колонн в реставрации здания), низкий или отсутствие требований к маскировке и относительно низкий объем раствора для нанесения покрытия. Недостатки по сравнению с металлизацией резервуара могут включать большее участие оператора (покрытие резервуара часто может выполняться с минимальным вниманием) и невозможность достичь такой большой толщины листа. Химическое осаждениеОбычно для электроосаждения используется электролитическая ячейка (состоящая из двух электродов, электролита и внешнего источника тока). Напротив, в процессе химического осаждения используется только один электрод и никакой внешний источник электрического тока. Однако раствор для химического процесса должен содержать восстановитель, чтобы электродная реакция имела вид: Например, химический процесс никелирования используется. ЧистотаЧистота важна для успешного гальванического покрытия, так как молекулярные слои масла могут препятствовать прилипанию покрытия. ASTM B322 — это стандартное руководство по очистке металлов перед нанесением гальванических покрытий. Процессы очистки включают очистку растворителем, очистку горячим щелочным моющим средством, электроочистку и кислотное травление. Самым распространенным промышленным тестом на чистоту является тест на водонепроницаемость, при котором поверхность тщательно ополаскивается и удерживается в вертикальном положении. Гидрофобные загрязнения, такие как масла, заставляют воду рассыпаться и расслаиваться, позволяя воде быстро стекать.Идеально чистые металлические поверхности гидрофильны и будут удерживать непрерывный слой воды, который не скатывается и не стекает. ASTM F22 описывает версию этого теста. Этот тест не обнаруживает гидрофильных загрязнителей, но процесс гальваники может легко их вытеснить, так как растворы на водной основе. Поверхностно-активные вещества, такие как мыло, снижают чувствительность теста, поэтому их необходимо тщательно смыть. ИсторияСовременная электрохимия была изобретена итальянским химиком Луиджи В.Бругнателли в 1805 году. Бругнателли использовал изобретение своего коллеги Алессандро Вольта, изобретенное пятью годами ранее, гальваническую батарею, для облегчения первого электроосаждения. К сожалению, изобретения Бругнателли были подавлены Французской академией наук и не стали использоваться в общей промышленности в течение следующих тридцати лет. К 1839 году ученые в Великобритании и России независимо друг от друга разработали процессы осаждения металлов, аналогичные способам Бругнателли для гальваники медных пластин печатных станков.Вскоре после этого Джон Райт из Бирмингема, Англия, обнаружил, что цианид калия является подходящим электролитом для гальваники золота и серебра. Сподвижники Райта, Джордж Элкингтон и Генри Элкингтон, получили первые патенты на гальваническое покрытие в 1840 году. Эти двое затем основали гальваническую промышленность в Бирмингеме, Англия, откуда она распространилась по всему миру. По мере развития науки об электрохимии стало понятным ее отношение к процессу гальваники, и были разработаны другие типы недекоративных процессов гальваники металлов.Промышленное гальваническое покрытие никеля, латуни, олова и цинка было развито к 1850-м годам. Гальванические ванны и оборудование, основанные на патентах Elkingtons, были увеличены для размещения покрытия многочисленных крупномасштабных объектов и для конкретных производственных и инженерных приложений. Гальваническая промышленность получила большой импульс с появлением в конце 1800-х годов разработки электрических генераторов. При более высоких токах металлические компоненты машин, оборудование и автомобильные детали, требующие защиты от коррозии и улучшенных свойств износа, а также лучшего внешнего вида, могут обрабатываться в больших объемах. Две мировые войны и растущая авиационная промышленность дали толчок к дальнейшим разработкам и усовершенствованиям, включая такие процессы, как твердое хромирование, покрытие бронзовым сплавом, покрытие сульфаматным никелем, а также множество других процессов нанесения покрытия. Гальваническое оборудование превратилось из деревянных резервуаров, покрытых гудроном, с ручным управлением, до автоматизированного оборудования, способного обрабатывать тысячи фунтов в час. Одним из первых проектов американского физика Ричарда Фейнмана была разработка технологии нанесения гальванического покрытия на пластик. Ричард Фейнман, Вы, конечно, шутите, мистер Фейнман! (1985), в гл. 6: «Главный химик-исследователь компании Metaplast Corporation»
|
.