Гальваническое покрытие что это: Гальваника в домашних условиях: подготовка и варианты покрытий
Гальваника в домашних условиях: подготовка и варианты покрытий
Те, кто хорошо помнит школьную программу по курсу «Химия», сразу ответят на вопрос, что такое гальваника. Тем, кто немного подзабыл, напомним, что это раздел электрохимии, так называют процесс, когда на практически любое изделие наносится покрытие из металла. Этот процесс применяется и в промышленных масштабах, например, как при оцинковке или хромировании металлических изделий, так и при изготовлении декоративных предметов.
Процесс оседания электролитов на нужную поверхность достаточно сложный, требует соблюдения техники безопасности и определенных навыков обработки дома. Гальваника в домашних условиях не позволит вам усилить прочность металлического изделия (для этого нужны промышленные мощности), но может использоваться для декорирования отдельных предметов.
Гальваническая лаборатория на дому
Для организации процесса вам потребуется:
- Гальваническая ванна своими руками – банка (из стекла или прочной пластмассы, достаточна большая, чтобы поместилось обрабатываемое изделие, термостойкая) с раствором электролита.

- Провод, разделенный на анод («плюс») и катод («минус»). При этом аноды должны быть по площади больше, чем обрабатываемое изделие. Они проводят ток в электролит и замещают убыль металла в нем, того, что будет оседать на гальванируемом изделии.
- Оборудование для взвешивания, например, точные электронные весы.
- Источник постоянного тока с регулировкой напряжения, домашняя розетка не подойдет.
- Электроплитка с обязательной регулировкой температурного режима.
Сам процесс нанесения гальванического покрытия в домашних условиях достаточно прост: в емкости развести электролит, нагреть, погрузить туда аноды, подключенные к «плюсу», на расстоянии закрепить гальванируемое изделие (в нашем случае – катод), который подключают к «минусу». При подключении к источнику тока металл из электролита начинает оседать на «минусе», то есть на изделии.
Что нужно для приготовления электролита?
Как сделать электролит дома? Сначала выберем правильную посуду для хранения: это должна быть емкость из неактивного вещества (стекла или пластика), прочная, плотно закрывающаяся крышкой, чтобы избежать доступ кислорода для электролита.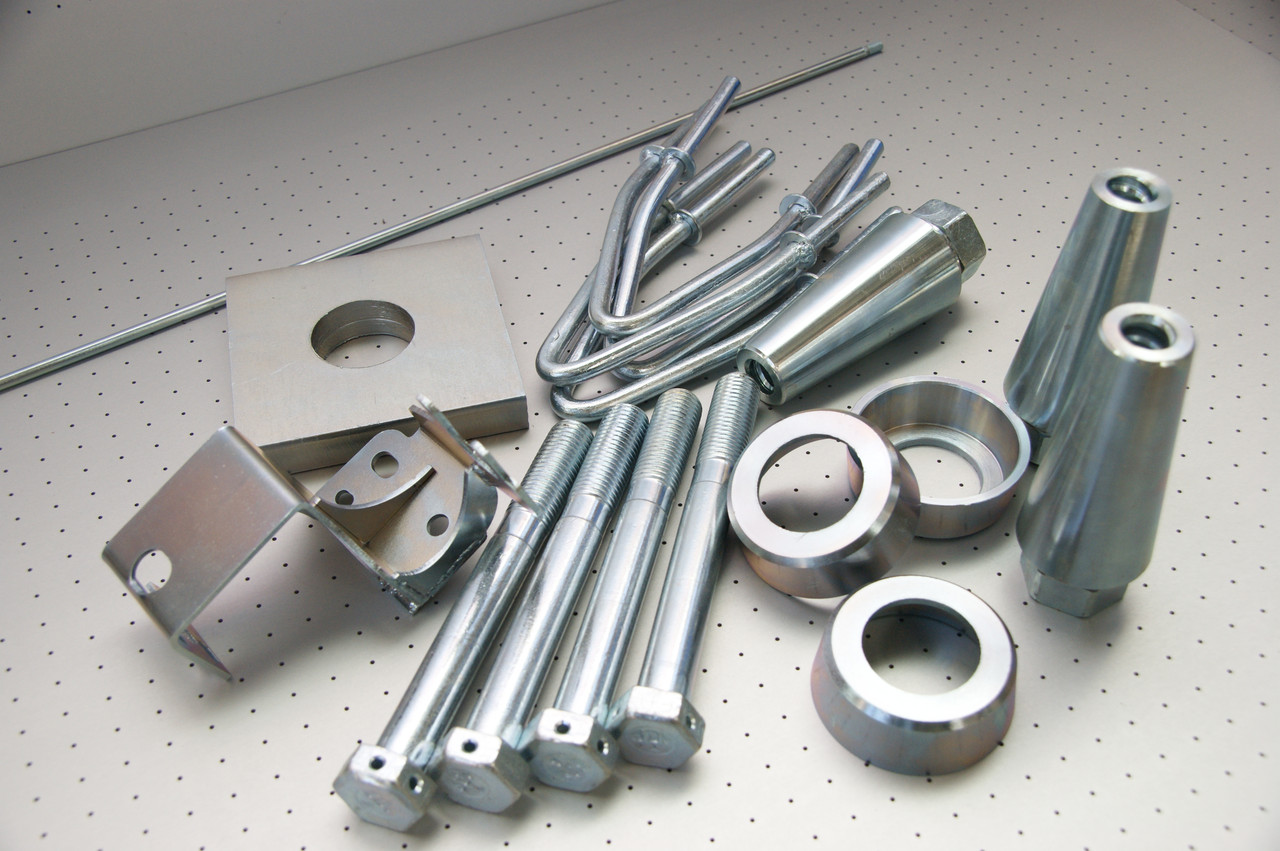
Совет! Выпрямитель для гальваники своими руками легко получается из обычного автомобильного аккумулятора.
Химия – наука точная. Каждое используемое вещество придется отмерять с точностью до сотых грамма. Вам потребуется качественное весовое оборудование, удобнее всего электронное. Если возможности или желания купить весы нет – берите мелочь советского периода, монеты тогда имели точный вес.
Самое труднодоступное для простого гражданина – приобретение реактивов для изготовления электролита. Многие вещества запрещены к продаже физическим лицам, только промышленным предприятиям при наличии особого разрешения. Простым людям опасные реактивы не продадут!
На видео: Ток 60А в домашних условиях или кустарная гальваника.
Как подготовить изделие
Собрав вес необходимых компонентов, подготовив емкости, систему подогрева и источник тока, переходим к подготовке изделия, которое хотим обработать.
Чтобы металл из электролита ровным слоем осел на предмет, его нужно очень хорошо очистить, иначе гальваническое покрытие в домашних условиях получится неровным и непрочным. Некоторые предметы достаточно будет просто обезжирить, некоторые потребуют чистки наждачной бумагой и шлифовки, чтобы удалить с поверхности коррозию и «заусенцы».
Важно! Качественное обезжиривание обеспечивает раствор ацетона, спирт и даже бензин.
Стальные изделия держат несколько минут в растворе фосфорнокислого натрия, разогретого до 90 градусов. Цветные металлы обезжиривают тоже в растворе натрия, только без подогрева.
Техника безопасности
Прежде чем начинать процесс гальванизации, не забудьте о технике безопасности. Гальваника своими руками не подразумевает проведения манипуляций, например, на кухне. Речь идет скорее о гараже или сарае, нежилом месте с хорошей вентиляцией, где можно организовать заземление.
Важно! Не отравитесь ядовитыми испарениями! Гальванизация может нанести реальный вред здоровью.
Организуйте вытяжку и закройте лицо маской-респиратором.
На руки обязательны плотные резиновые перчатки. Глаза защитите очками. Перед началом манипуляций почитайте специальную литературу. При каких-либо проявлениях недомогания незамедлительно обратитесь к врачу.
Варианты обработки
Никелирование
Нанесение покрытия из никеля на металлические предметы – несложный процесс, в результате которого ваши изделия получат роскошный блестящий вид, станут более стойкими к дождю и прочим явлениям.
От вас потребуется:
- Приготовить электролит для гальваники, смешав сульфат никеля, натрий, магний, хлористый натрий (поваренная соль) и борную кислоту. Проверьте рН, он должен быть в диапазоне 4–5.
- Разогрейте электролит до 25 градусов.
- Поместите в емкость изделие и подключите ток 1,2 А/кв. дм.
- Примерное время – около получаса.
Указанное время зависит от таких факторов, как размер изделия, плотность тока и температура электролита. Чем больше время, тем толще получится слой наносимого никеля. По окончании промойте предмет и отполируйте любой полировочной мазью.
Чем больше время, тем толще получится слой наносимого никеля. По окончании промойте предмет и отполируйте любой полировочной мазью.
На видео: химическое никелирование.
Хромирование
Один из самых популярных способов придания прочности и внешнего вида изделиям из металла – хромирование. Пусть дома добиться высокой прочности не удастся, для этого нужен ток плотностью 100 А/кв. дм., декоративное покрытие нанести вы все же сможете.
Покрытие из хрома пористое. Перед его применением предмет покрывают медью или никелем. Зато домашнее хромирование позволяет добиться большего разнообразия оттенков, что достигается разной температурой электролита: чем она выше, тем более блестящим получится покрытие.
Процесс хромирования в домашних условиях выглядит следующим образом:
- Аноды из свинца, олова и сурьмы (85%/11%/4%).
- Погрузите изделие в электролит нужной вам температуры и подождите около получаса.

- Промойте в слабом растворе пищевой соды, просушите, отполируйте.
На видео: декоративное хромирование в домашних условиях.
Меднение
Покрытие поверхностей металлов медью в домашних условиях применяют для создания слоя, который будет впоследствии проводить ток, или для защиты от коррозии.
Сделать гальванику медью дома на черных металлах в домашних условиях невозможно, поскольку для этого используются смертельно опасные цианиды. Первоначально стальные и чугунные предметы надо никелировать, а затем уже проводить гальванизацию меднением с использованием солей медного купороса, разведенных в серной кислоте. Покрытие медью алюминиевых изделий потребует первоначальной очистки последних от окиси в электролите, содержащем серную кислоту, а потом гальванизируют также, как и сталь.
На видео: гальваническое меднение.
Цинкование
Самый простой в домашнем исполнении метод гальванизации – это обработка цинком. Его используют для защиты предметов из металла (электропроводящих и неэлектропроводящих) от появления коррозии. При цинковании в электролит в качестве анода погружают пластинку из цинка, соответствующую по площади оцинковываемому предмету, и подключают к источнику тока.
В состав электролита входит: сернокислый цинк (200 г), сернокислый аммоний (50 г), уксусный натрий (15 г) из расчета на 1 л воды. Примерно за полчаса анод растворится и его молекулы плотным слоем покроют обрабатываемый предмет.
На видео: оцинковка металла в домашних условиях.
Латунирование
Самый декоративный метод гальваники – латунирование (нанесение пленки из сплава меди и цинка). Покрытые латунью изделия используют для мебельной фурнитуры, в качестве дверных ручек и т.д. Латунь придает предметам благородный золотой цвет и насыщенный блеск.
Покрытые латунью изделия используют для мебельной фурнитуры, в качестве дверных ручек и т.д. Латунь придает предметам благородный золотой цвет и насыщенный блеск.
Электролит для латунирования должен содержать соли меди и цинка, растворенные в растворе цианида. Данный вид гальванизации также не рекомендуется для применения в домашних условиях из-за возможности отравления цианидами.
Каким бы ни был увлекательным процесс гальванизации, повторять его дома без предварительной подготовки не рекомендуется – может быть опасно для жизни. Оборудование стоит денег, а некоторые необходимые для изготовления электролитов реагенты вы просто не сможете приобрести. Затевать процесс, например, для хромирования одной детали того не стоит – дешевле будет обратиться в специализированные предприятия.
Серебрение и золочение
Гальваническое нанесение серебра на изделия имеет не только декоративное предназначение, оно также защищает от появления коррозии и образует электропроводящее покрытие. Как и в случае с медью, чугунину и сталь предварительно покрывают никелем, затем серебрят.
Как и в случае с медью, чугунину и сталь предварительно покрывают никелем, затем серебрят.
Электролит для серебрения содержит:
- хлористое серебро;
- железноцианистый калий;
- кальцинированную соду;
- дистиллированную воду.
Электролит необходимо подогреть до температуры до 20 градусов. Высокой мощности не требуется – хватит 0,1 А/кв. дм. Анодом станет пластина из графита, размером, соответствующем размеру гальванизируемого изделия.
Гальваника золотом — наиболее декоративный метод.
Для этого потребуется подогретый раствор золота в пропорциях 5 г на 1 л воды, смешанный с синеродистым калием. Можно использовать и холодный электролит, но тогда золота необходимо будет в 3 раза больше.
Будьте крайне аккуратны – испарения синеродистой кислоты крайне опасны, как в горячем виде, так и в холодном. Не пренебрегайте вентиляцией, не допускайте попадания ее на открытые участки кожи. При возможности замените её на железистосинеродистый калий.
Предварительно тщательно очистите изделие. Если оно выполнено из черного металла, покройте сначала медью, затем золотите. Чтобы золото лучше «приставало», окуните изделие в азотнокислую ртуть.
На видео: гальваническое золочение серебряной ложки.
Главное правило: аккуратно при использовании тока – он должен быть не мощнее 1 А/кв. дм. Более сильный ток приведет к тому, что золото будет черными хлопьями падать на дно емкости, а гальванизируемый предмет вместо золотого превратится в бурый. После окончания процесса изделие просушивают и полируют с применением полировочной мази.
Гальванопластика и гальваностегия
Что такое гальванопластика? Это метод, который применяется для изготовления точных копий изделий, метод копирования. Его применяют, когда необходимо сделать копию с предметов тончайшей конфигурации – пластинок, чипов и схем. Гальваностегия позволяет усилить механические свойства одного металла путем нанесения на него слоя другого металла, например, хромирование и никелирование стали, никелирование меди и т.д.
Гальваностегия позволяет усилить механические свойства одного металла путем нанесения на него слоя другого металла, например, хромирование и никелирование стали, никелирование меди и т.д.
Гальванопластика и гальваностегия имеют схожую природу, отличаются лишь способом подготовки металла перед обработкой. При осуществлении гальваностегии поверхность металла должна быть максимально подготовленной для сцепления с наносимым металлом. Метод гальванопластики, наоборот, подразумевает свободное отделение наносимого металла.
Для гальванопластических процессов применяют чаще всего медь, никель и серебро, а в гальваностегических – практически все виды металлов. Гальванопластика в домашних условиях проводится на том же оборудовании, что и другие гальванические процессы.
Под гальванопластическую ванну прекрасно подойдет большая стеклянная емкость. Её размеры зависят от величины гальванизируемого предмета, поскольку он не должен располагаться слишком близко от анодной пластины.

Гальванопластика дома может применяться для изготовления копий предметов небольшого размера по предварительно отлитым из легкоплавких металлов формам.
Мастер-класс по гальванике (1 видео)
Предметы с гальваническим покрытием (17 фото)
Гальваника в домашних условиях
В зависимости от требований, предъявляемых к покрываемым изделиям различают три вида гальванических покрытий – защитно-декоративные покрытия, применяемые для придания изделиям красивого внешнего вида и защиты их от коррозии, защитные покрытия (защита деталей от коррозии и воздействия агрессивной среды), функциональные покрытия, предназначенные для придания изделиям специальных свойств (электропроводности, паяемости, твердости и т. д.).
Теоретически процесс нанесения гальванического покрытия на металлическое изделие в домашних условиях представляет собой процесс электрохимического осаждения на поверхности покрываемого изделия ионов другого металла (хрома, меди, никеля и др..jpg) ), т. е. в теории все как и в промышленной гальванике.
), т. е. в теории все как и в промышленной гальванике.
Содержание
- Вопросы безопасности гальваники своими руками
- Теоретические основы гальваники. Гальваника это..
- Требуемое оборудование и материалы.
- Подготовка поверхности деталей.
- Гальваническое покрытие
- Меднение в домашних условиях.
- Никелирование в домашних условиях.
- Хромирование в домашних условиях.
Вопросы безопасности гальваники своими руками
Первым вопросом, который Вы должны решить, если решили заняться гальваникой в своем гараже или мастерской, это обеспечение безопасности. Требования техники безопасности в домашней гальванике примерно те же, что и в промышленной – для начала необходимо обеспечить место проведения работ качественной принудительной вентиляцией (в процессе нагрева электролиты могут выделять опасные для здоровья газообразные вещества). Наличие респиратора, защитных очков, резиновых перчаток и защитного фартука также необходимо. Все электрические приборы должны быть заземлены. Огнетушитель и аптечка должны быть легко доступны. В месте проведения гальванического процесса исключается прием пищи или воды.
Все электрические приборы должны быть заземлены. Огнетушитель и аптечка должны быть легко доступны. В месте проведения гальванического процесса исключается прием пищи или воды.
Важно: Необходимо помнить, что процесс растворения веществ может сопровождаться выделением или поглощением тепла, что необходимо учитывать при приготовлении растворов электролитов. Например, при растворении концентрированной серной кислоты в воде выделяется большое количество тепла и резко повышается температура, что может сопровождаться вскипанием и разбрызгиванием капель жидкости. Растворяемый концентрированный раствор всегда льется в воду, а не наоборот.
Теоретические основы гальваники (гальваника это…)
В зависимости от требований, предъявляемых к покрываемым изделиям различают три вида гальванических покрытий – защитно-декоративные покрытия, применяемые для придания изделиям красивого внешнего вида и защиты их от коррозии, защитные покрытия (защита деталей от коррозии и воздействия агрессивной среды), функциональные покрытия, предназначенные для придания изделиям специальных свойств (электропроводности, паяемости, твердости и т. д.).
д.).
Теоретически процесс нанесения гальванического покрытия на металлическое изделие в домашних условиях представляет собой процесс электрохимического осаждения на поверхности покрываемого изделия ионов другого металла (хрома, меди, никеля и др.), т. е. в теории все как и в промышленной гальванике.
Основные понятия в гальванике:
- Электролит — раствор кислот, щелочей и оснований, проводящий электрический ток. В гальванике используются электролиты, представляющие собой водные растворы кислот и солей содержащие ионы металла, осаждаемого на изделии.
- Электролиз – химический процесс, происходящий в электролите при прохождении через него электрического тока.
- Концентрация раствора – величина, характеризующая количество растворенного вещества в жидкости, выраженная в процентах или грамм на литр. Процентный состав показывает, сколько граммов данного вещества находится в 100г раствора (например, 15% раствор серной кислоты представляет собой 15г серной кислоты, растворенной в 100г раствора).
 Концентрация, выраженная в грамм на литр (г/л) показывает, сколько граммов вещества содержится в 1 литре раствора.
Концентрация, выраженная в грамм на литр (г/л) показывает, сколько граммов вещества содержится в 1 литре раствора. - Катод – электрод, соединенный с отрицательным источником постоянного тока. В гальванотехнике катодом служат детали, на которые осаждается металл.
- Анод – электрод, соединенный с положительным источником постоянного тока. Растворимыми анодами в гальванике служат пластины, изготовленные из того же металла, который мы осаждаем на изделии.
В теории все выглядит просто – в гальваническую ванну, представляющую собой термостойкую диэлектрическую емкость и наполненную электролитом помещают два анода, погружают в ванну обрабатываемое изделие, которое используется в качестве катода. Катод и анод подключаются к источнику постоянного тока, процесс начинается.
Схема гальванического процесса
Рассмотрим подробно, какое оборудование, материалы и приспособления вам понадобятся для практической реализации гальванического процесса в домашних условиях.
Набор для гальваники
Требуемое оборудование и материалы
- Гальваническая ванна для домашней гальваники представляет собой диэлектрическую емкость необходимого объема. Так как в процессе гальваники часто необходим нагрев электролита емкость должна быть термостойкой.
- В качестве нагревательного элемента возможно использование обычной бытовой электрической плиты.
- В качестве источника постоянного тока можно использовать обычный выпрямитель, оборудованный регулятором выходного напряжения (1,5-12В).
- Для точного взвешивания навесок компонентов электролитов потребуются точные электронные весы.
- Для контроля температуры электролита потребуется термометр.
- Для хранения, приготовления электролитов потребуются стеклянные емкости с притертыми крышками.
Подготовка поверхности детали
Перед нанесением гальванического покрытия необходимо провести тщательную обработку поверхности детали.
Важно: Следует помнить, что после нанесения покрытия все дефекты поверхности в том числе повышенная шероховатость будут значительно более заметны, чем на непокрытом изделии.

Поверхность детали шлифуем и полируем до получения требуемого класса чистоты поверхности. Всего различают 14 классов, для получения качественного декоративного покрытия хромом, никелем или цинком требуется 7-9 класс (чистая поверхность). В гальванических мастерских, как правило используются специальные наборы эталонных образцов, изготовленных из того же металла, что и обрабатываемое изделие, т. е. определение класса чистоты поверхности проводится визуальным сравнением образца и изделия. Существуют и специальные методы для измерения данного параметра, например, использование специальных приборов – профилометров или визуальные методы с использованием микроскопа.
В нашем случае, для получения ровной глянцевой поверхности достаточно произвести тщательную полировку изделия на войлочном круге с использованием полировочной пасты. На первом этапе поверхность изделия замыливается – обрабатывается мелкой шкуркой смоченной водой до получения матовой поверхности, затем полируется. В качестве полировочной пасты можно использовать пасту гои.
В качестве полировочной пасты можно использовать пасту гои.
После полировки поверхность изделия необходимо обезжирить. Для обезжиривания металлических поверхностей обычно используются щелочные растворы с добавлением поверхностно активных веществ. В домашних условиях обезжирить поверхность можно просто ацетоном или спиртом. Качественное обезжиривание изделий из стали обеспечивает их выдержка в растворе фосфорнокислого натрия, нагретого до 900С, цветные металлы обезжириваются в том же растворе без нагрева.
Меднение в домашних условиях
Медные покрытия применяются в нескольких случаях – для создания подслоя перед хромированием или никелированием, для создания электропроводящего слоя, для снижения трения сопряженных поверхностей, а также для придания металлическим предметам декоративных свойств. Если вам требуется именно декоративное покрытие следует помнить, что под воздействием кислорода медное покрытие достаточно быстро темнеет, медный слой не защищает деталь от коррозии.
Существует специальный способ получения цельных изделий из меди — гальванопластика. Данным способом изготавливают, например, пресс-формы для пластмасс, предметы интерьера или медные копии предметов искусства.
В качестве электролитов меднения используют щелочные, кислые и аммиакатные. В домашних условиях используют электролит основным ингредиентом которого является медный купорос. Химический состав электролита и режим процесса меднения:
- Медный купорос – 200-250 г/л.
- Серная кислота – 50-75 г/л.
- Температура электролита в процессе – 20-250С.
- Катодная плотность тока – 1-2 а/дм2.
- Выход по току – 98-100%
При меднении в домашних условиях следует придерживаться тех-же несложных правил, предъявляемых к технологии процесса нанесения металлических покрытий гальваническим способом:
- изделие должно быть полностью погружено в электролит;
- площадь поверхности катода должна быть в два раза площади обрабатываемой детали, применительно к меднению лучше использовать два катода, расположенных по обеим сторонам изделия;
- аноды и катоды не соприкасаются между собой;
- температура и плотность тока контролируется на протяжении всего процесса.

Приготовление кислого электролита меднения заключается в простом вливании в гальваническую емкость предварительно растворенного в теплой воде медного купороса (через фильтр) с последующем добавлении расчетного количества серной кислоты. Скорость осаждения меди при плотности тока 1,5 а/дм2 составляет примерно 1 мк за 3,4 минуты. После меднения изделие достают из электролита, промывают проточной водой и сушат.
На поверхность омедненного изделия можно нанеси декоративную цветную пленку (меднозакисную пленку). Цвет такой пленки будет зависеть от продолжительности осаждения. Для нанесения такой пленки можно использовать туже гальваническую емкость, что и для простого меднения. В состав электролита входит медный купорос, в количестве 50-60 г/л, обычный пищевой сахар 80-90 г/л, сода каустическая 40-50 г/л. Температуру следует поддерживать в пределах 35-450С. Напряжение не более 1в, плотность тока при этом 0,01-0,02 а/дм2. Для этого процесса в качестве источника тока мы бы посоветовали использовать аккумулятор, с возможностью плавного регулирования плотности тока. Деталь, покрытую цветной пленкой покрывают бесцветным лаком и сушат.
Деталь, покрытую цветной пленкой покрывают бесцветным лаком и сушат.
Меднение в домашних условиях процесс несложный, если соблюдать требования, перечисленный выше. Химикаты для электролита меднения достать не сложно, а результат может приятно удивить.
Никелирование в домашних условиях
Никелирование дает, пожалуй, самый впечатляющий результат по сравнению с другими видами домашней или гаражной гальваники. Изделие, покрытое никелем, имеет отличные декоративные качества – глянцевую, блестящую светлую металлическую поверхность, а также приобретает защиту от коррозии. К недостаткам никелевых покрытий следует отнести то, что слой никеля имеет микропоры, которые могут доходить до поверхности основного металла. Наличие таких микропор снижает прочностные и антикоррозионные свойства покрытия, поэтому слой никеля лучше наносить на предварительно осажденный медный подслой или произвести специальную обработку никелированной детали. Существует химический метод нанесения никелевого покрытия, но в рамках данной статьи мы расскажем о гальваническом методе.
Начинать процесс (как и при нанесении других покрытий) следует с подготовки рабочего места, материалов, оборудования и средств защиты. Электролит никелирования включает в себя следующие компоненты:
- сернокислый никель – 140 г/л;
- сернокислый натрий – 50 г/л;
- борная кислота – 20 г/л;
- поваренная соль (хлористый натрий) – 5 г/л.
Готовится данный электролит просто – компоненты по отдельности растворяют в воде, фильтруют и вливают в любой последовательности в гальваническую емкость, затем доливают воду до заданного объема. В качестве анодов используем две никелевые пластины, катод – обрабатываемая деталь. Сила тока при никелировании в данном электролите не должна превышать 6в, при катодной плотности тока 0,8-1,2 а/дм2, процесс проходит при комнатной температуре. Никелевый слой толщиной 1 мк создается на изделии за 20-30 минут.
Полученное данным способом покрытие будет матовым и для придания ему декоративных качеств деталь полируется. Получение
Получение
Гальваническое покрытие. Технология гальванических покрытий. Гальваника
Гальванической покрытие представляет собой метод покрытия одного металла каким-то другим посредством электролиза. Эта процедура осуществляется с использованием традиционных методов погружения. После предварительной подготовки печатные платы загружают в гальваническую ванну, представляющую собой емкость из диэлектрика, которая наполнена электролитом и снабжена анодами (они могут быть растворимыми и нерастворимыми), а также устройством для поддержания температуры и перемешивания раствора.
©
Обработка плат
Пропускание постоянного тока приводит к тому, что непокрытые защитной маской и подключенные к электроду участки платы покрываются слоем никеля или золота определенной толщины. Правильное расположение анодов гарантирует, что толщина покрытия будет примерно равномерной.
Золочение печатных плат обычно производится с использованием двухстадийного процесса. Сначала их погружают в ванну, где гальваническим способом наносится никель. При этом используется высокая плотность тока, благодаря которой из кислого раствора осаждается слой никеля, толщина которого составляет 0,05-0,1 мкм. Благодаря этому обеспечивается прочное сцепление никеля и меди, что позволяет уменьшить пористость покрытия, а также предотвратить проникновения меди в золотой слой. После промывки изделия обычно перемещают в ванну золочения, где производится наращивание слоя золота до 0,5 мкм из электролита.
При этом используется высокая плотность тока, благодаря которой из кислого раствора осаждается слой никеля, толщина которого составляет 0,05-0,1 мкм. Благодаря этому обеспечивается прочное сцепление никеля и меди, что позволяет уменьшить пористость покрытия, а также предотвратить проникновения меди в золотой слой. После промывки изделия обычно перемещают в ванну золочения, где производится наращивание слоя золота до 0,5 мкм из электролита.
Гальваника и декорирование
Уже в древние времена существовала декоративная отделка художественных металлов. Современное производство предполагает, что для придания каких-то особых свойств поверхности металла будет использоваться гальваническая обработка. Защитные покрытия из благородных металлов можно получить благодаря осаждению металлов из солевых растворов под действием электрического тока. Благодаря таким покрытиям удается достаточно длительное время сохранить цвет и блеск ювелирных изделий. Они не только предотвращают потемнение изделий, но и обладают превосходным полирующим эффектом. К примеру, гальваническое покрытие золотом или серебром позволяет надолго сохранить цвет и блеск ювелирного изделия.
К примеру, гальваническое покрытие золотом или серебром позволяет надолго сохранить цвет и блеск ювелирного изделия.
Существует несколько разных вариантов этого процесса, каждый из которых предполагает использование того или иного металла:
— хромирование;
— меднение;
— цинкование;
— никелирование;
— олово-висмутовое покрытие;
— химическое оксидирование;
— химическое пассивирование;
— анодирование;
— электрополировка.
©
Хромирование
Это диффузное насыщение стальной поверхности хромом либо осаждение на детали слоя вещества из электролита под действием электротока. В данном случае гальваника ориентирована на защиту от коррозии, применяется для декорирования либо для увеличения степени твердости поверхности. Хромирование в промышленности может использоваться и для декорирования. В данном случае основная цель процедуры – придание металлической поверхности красивого эффектного блеска. Деталь перед нанесением хрома должна быть отполирована.
Свойства покрытия
Твердое хромовое покрытие характеризуется жаростойкостью, высокой степенью износостойкости, плохой смачиваемостью, низким коэффициентом трения, а также незначительной пластичностью. Кроме того, поверхность получает такие свойства, как устойчивость в плане трения, способность выдерживать распределительную нагрузку, а также недостатком, связанным с легкостью разрушения под действием сосредоточенных ударных нагрузок. Гальваническое покрытие в форме молочного хрома обладает невысокой степенью износостойкости и твердости, малой пористостью. Поверхность получает защиту от коррозии, при этом сохраняя привлекательный декоративный вид.
©
Использование хромирования в промышленности
Основная цель, с которой оно используется в промышленности, это придание детали таких свойств, как повышенная износостойкость, увеличенная устойчивость к коррозии, а также сниженное трение. Благодаря этому процессу сталь становится прочнее, не подвергается газовой коррозии, а также не разрушается в морской и обычной воде, азотной кислоте. Гальваническое покрытие данного типа приводит к тому, что поверхностные дефекты становятся только значительнее, из-за чего требуется производить последующую обработку, так как в данном случае нет эффекта выравнивания.
Гальваническое покрытие данного типа приводит к тому, что поверхностные дефекты становятся только значительнее, из-за чего требуется производить последующую обработку, так как в данном случае нет эффекта выравнивания.
Меднение
Использование медных покрытий актуально в тех случаях, когда требуется повысить электропроводность, а также их применяют в качестве промежуточного слоя на стальных изделиях перед тем, как будет нанесено хромовое, никелевое или иное покрытие. Так удается обеспечить более качественное сцепление, а также повысить защитную способность. Гальваническое покрытие медью обычно не используется в качестве самостоятельного или декоративного. Благодаря тому, что данный металл способен предотвращать образование искр, изделие можно использовать в нефтяной и газовой промышленности.
©
Применение меднения
Данный процесс используется для нанесения покрытия из меди на стальные изделия либо на стальную проволоку. Часто этот вид покрытия применяется для защиты отдельных участков изделий из стали от цемента, а обработке при этом подвергаются те участки, которые дальше предполагается обрабатывать резанием.
//avatars-fast.yandex.net/get-direct/jVJMkwWHIPGOxANImuf1hA/x180
Гальванические покрытия металлов в данном случае часто применяются в нефтегазовой отрасли, чтобы исключить образование искр, в электроэнергетической сфере для последующего нанесения многослойных покрытий, предназначенных для защиты и декорирования, в производстве печатных плат, для улучшения пайки, а также для многого другого. Поверхность приобретает цвет от светло-розового до темно-красного. Оттенки обычно не нормируются.
©
Цинкование
Одним из наиболее распространенных методов для защиты металлических изделий является цинкование. Обычно его применяют для обработки разнообразных легированных или углеродистых марок стали. Нанесение гальванических покрытий данного типа достаточно востребовано для защиты изделий из проволоки и крепежных элементов. Попадая во влажную среду, цинковая поверхность выступает в качестве анода, благодаря чему замедляются окислительные реакции, а основной металл при этом получает надежную защиту от негативных факторов среды.
Гальваника данного типа может использоваться только после того, как металлических изделия будут обработаны особым образом. Для этого следует очистить их от ржавчины, окалины, технических средств смазочно-охлаждающего назначения. Когда процесс гальванического цинкования будет завершен, изделие должно подвергнуться осветлению, то есть его протравливают слабым раствором азотной кислоты, после чего проводят пассивацию. Так не только удается увеличить устойчивость оцинкованных изделий к негативным факторам, но и сделать их более декоративными, то есть придать блеск и определенный оттенок. Технология гальванических покрытий в данном случае предполагает толщину цинкового слоя от 6 мкм до 1,5 мм.
©
Никелирование
Защита металлических изделий может осуществляться с использованием различных технологий. Одной из наиболее востребованных и распространенных на данный момент является никелирование. Такая популярность объясняется химическими свойствами никеля. Он обладает высокой степенью устойчивости к коррозии в водной среде, а оксид никеля предотвращает последующее окисление металла. Помимо этого, никель слабо поддается воздействию солей, кислот и щелочей, за исключением азотной кислоты. К примеру, гальваническое покрытие толщиной 0,125 мм надежно защищает от большинства промышленных газов, характеризующихся повышенной агрессивностью. Очень важен и такой момент: никелированию поддаются почти все металлы, благодаря чему такой способ можно применять для дополнительной обработки изделий.
Помимо этого, никель слабо поддается воздействию солей, кислот и щелочей, за исключением азотной кислоты. К примеру, гальваническое покрытие толщиной 0,125 мм надежно защищает от большинства промышленных газов, характеризующихся повышенной агрессивностью. Очень важен и такой момент: никелированию поддаются почти все металлы, благодаря чему такой способ можно применять для дополнительной обработки изделий.
Использование никелирования уместно для решения целого ряда задач:
— обеспечение защиты металлических изделий;
— использование в качестве декоративного покрытия;
— формирование предварительного слоя, который будет подвергнут дальнейшей обработке;
— восстановление деталей и узлов.
Покрытие характеризуется повышенной износостойкостью и твердостью и рекомендовано для деталей, которые работают в условиях трения, в особенности при отсутствии какой-либо смазки, используется для защиты от коррозии, а также обеспечения качественной пайки низкотемпературных припоев, все это прописано в ГОСТ. Гальванические покрытия обладают повышенной хрупкостью, поэтому не рекомендовано производить развальцовку и гибку деталей, прошедших процедуру никелирования. Его рекомендуется применять для сложнопрофилированных деталей. После процедуры термообработки в условиях температуры 400 градусов Цельсия покрытие приобретает максимальную твердость.
Гальванические покрытия обладают повышенной хрупкостью, поэтому не рекомендовано производить развальцовку и гибку деталей, прошедших процедуру никелирования. Его рекомендуется применять для сложнопрофилированных деталей. После процедуры термообработки в условиях температуры 400 градусов Цельсия покрытие приобретает максимальную твердость.
©
Олово-Висмут
Оловянное покрытие характеризуется стойкостью к действию соединений, содержащих серу, поэтому рекомендуется для деталей, которые находятся в контакте с резиной и пластмассами. Среди его свойств можно назвать превосходное сцепление с основным металлом, эластичность, способность к изгибу, вытяжке, штамповке, развальцовке, прессовой посадке, а также хорошее сохранение при свинчивании. Свежеосажденное оловянное покрытие хорошо поддается пайке.
Выводы
Гальваническое покрытие позволяет улучшить токопроводящие характеристики деталей, придавая им превосходные свойства электроизоляции, а также защищая от воздействия различных веществ. Кроме того, этот способ позволяет получить отличные поверхности, имеющие зеркальный вид, а также имитирующие покрытие эмалью. Сложно переоценить, насколько гальваника важна в современном производстве, так как развитие технологий позволило сделать процесс более совершенным.
Кроме того, этот способ позволяет получить отличные поверхности, имеющие зеркальный вид, а также имитирующие покрытие эмалью. Сложно переоценить, насколько гальваника важна в современном производстве, так как развитие технологий позволило сделать процесс более совершенным.
Статьи по теме:
Гальваника — Electroplating — qaz.wiki
Создание защитного или декоративного металлического покрытия на другом металле электрическим током
Гальваническое это общее название для процессов , которые создают металлическое покрытие на твердую подложке путем сокращения из катионов этого металла с помощью постоянного электрического тока . Покрываемая деталь действует как катод (отрицательный электрод ) электролитической ячейки ; электролит представляет собой раствор из соли металла подлежащей покрытию; а анод (положительный электрод) обычно представляет собой блок из этого металла или какого-либо инертного проводящего материала. Ток обеспечивается внешним источником питания. .
.
Гальваника широко используется в промышленности и декоративном искусстве для улучшения свойств поверхности объектов, таких как устойчивость к истиранию и коррозии , смазывающая способность , отражательная способность , электропроводность или внешний вид. Его также можно использовать для увеличения толщины деталей меньшего размера или изношенных деталей или для изготовления металлических пластин сложной формы — этот процесс называется гальванопластикой . Он также используется для очистки металлов, таких как медь .
Термин «гальванический» , также может быть использован для процессов от времени , которые используют электрический ток для достижения окисления от анионов на твердую подложку, как и в образовании хлорида серебра на серебряной проволоке , чтобы сделать серебро / серебро-хлорид электроды .
Электрополировку — процесс, при котором для удаления катионов металлов с поверхности металлического объекта используется электрический ток, — можно рассматривать как противоположность гальваники.
Процесс
Упрощенная схема гальваники меди (оранжевый) на проводящий объект (катод, «Me», серый). Электролит — раствор сульфата меди CuSO.
4. Медный анод используется для пополнения электролита катионами меди Cu2+
поскольку они покрыты покрытием на катоде.
Электролит должен содержать положительные ионы (катионы) осаждаемого металла. Эти катионы восстанавливаются на катоде до металла в состоянии нулевой валентности. Например, электролитом для меднения может быть раствор сульфата меди (II) , который диссоциирует на катионы Cu 2+ и SO2-
4анионы. На катоде Cu 2+ восстанавливается до металлической меди за счет получения двух электронов.
Когда анод изготовлен из металла покрытия, там может происходить обратная реакция, превращающая его в растворенные катионы. Например, медь окисляется на аноде до Cu 2+ , теряя два электрона. В этом случае скорость растворения анода будет равна скорости нанесения покрытия на катод, и, таким образом, ионы в ванне электролита постоянно пополняются анодом. Конечный результат — эффективный перенос металла от анодного источника к катоду.
Конечный результат — эффективный перенос металла от анодного источника к катоду.
Вместо этого анод может быть изготовлен из материала, устойчивого к электрохимическому окислению, такого как свинец или углерод . Вместо этого на аноде образуются кислород , перекись водорода или некоторые другие побочные продукты. В этом случае ионы металла, подлежащего нанесению, необходимо периодически пополнять в ванне по мере того, как они вытягиваются из раствора.
Покрытие чаще всего представляет собой отдельный металлический элемент , а не сплав . Однако на некоторые сплавы можно наносить электроосаждение, особенно на латунь и припой . Гальванические «сплавы» — это не настоящие сплавы, то есть твердые растворы, а скорее отдельные крошечные кристаллы покрываемых металлов. В случае плакированного припоя иногда считается необходимым иметь «настоящий сплав», и плакированный припой плавится, чтобы позволить олову и свинцу объединиться с образованием настоящего сплава. Настоящий сплав более устойчив к коррозии, чем сплав с покрытием.
Многие электролитические ванны содержат цианиды других металлов (например, цианид калия ) в дополнение к цианидам осаждаемого металла. Эти свободные цианиды способствуют коррозии анода, помогают поддерживать постоянный уровень ионов металлов и повышают проводимость. Кроме того, для увеличения проводимости могут быть добавлены неметаллические химические вещества, такие как карбонаты и фосфаты .
Если гальваника на определенных участках подложки нежелательна, применяются ограничители, чтобы ванна не соприкасалась с подложкой. Типичные защитные покрытия включают ленту, фольгу, лаки и воски .
Способность покрытия покрывать равномерно называется метательной силой ; чем выше метательная сила, тем равномернее покрытие.
удар
Первоначально можно использовать специальное покрытие, называемое ударом или вспышкой , для формирования очень тонкого (обычно менее 0,1 мкм) покрытия с высоким качеством и хорошей адгезией к подложке. Это служит основой для последующих процессов нанесения покрытия. Для удара используется высокая плотность тока и ванна с низкой концентрацией ионов. Процесс медленный, поэтому после получения желаемой толщины покрытия используются более эффективные процессы нанесения покрытия.
Для удара используется высокая плотность тока и ванна с низкой концентрацией ионов. Процесс медленный, поэтому после получения желаемой толщины покрытия используются более эффективные процессы нанесения покрытия.
Также метод чеканки используется в сочетании с покрытием различных металлов. Если желательно нанести один тип покрытия на металл для повышения коррозионной стойкости, но этот металл по своей природе имеет плохую адгезию к подложке, сначала можно нанести удар, совместимый с обоими. Одним из примеров такой ситуации является плохая адгезия электролитического никеля к цинковым сплавам, и в этом случае используется медный стержень, который хорошо прилегает к обоим сплавам.
Электрохимическое осаждение
Электрохимическое осаждение обычно используется для выращивания металлов и проводящих оксидов металлов из-за следующих преимуществ: толщину и морфологию наноструктуры можно точно контролировать, регулируя электрохимические параметры; относительно однородные и компактные отложения могут быть синтезированы в структурах на основе темплатов; получаются более высокие скорости осаждения; а оборудование недорогое из-за отсутствия требований ни к высокому вакууму, ни к высокой температуре реакции.
Импульсное гальваническое покрытие
Процесс импульсного гальванического покрытия или импульсного электроосаждения (PED) включает быстрое изменение электрического потенциала или тока между двумя различными значениями, что приводит к серии импульсов одинаковой амплитуды, длительности и полярности, разделенных нулевым током. Изменяя амплитуду и ширину импульса, можно изменять состав и толщину осаждаемой пленки.
Экспериментальные параметры импульсного гальванического покрытия обычно состоят из пикового тока / потенциала, рабочего цикла, частоты и эффективного тока / потенциала. Пиковый ток / потенциал — это максимальное значение тока или потенциала гальваники. Рабочий цикл — это эффективная часть времени в течение определенного периода гальваники с приложенным током или потенциалом. Эффективный ток / потенциал рассчитывается путем умножения рабочего цикла на пиковое значение тока или потенциала. Импульсное гальваническое покрытие может помочь улучшить качество гальванической пленки и снять внутреннее напряжение, возникающее во время быстрого осаждения. Комбинация короткого рабочего цикла и высокой частоты может уменьшить поверхностные трещины. Однако для поддержания постоянного эффективного тока или потенциала может потребоваться высокопроизводительный источник питания, обеспечивающий высокий пиковый ток / потенциал и быстрое переключение. Другой распространенной проблемой импульсного гальванического покрытия является то, что анодный материал может покрыться металлическим покрытием и загрязниться во время обратного гальванического покрытия, особенно для дорогостоящего инертного электрода, такого как платина .
Комбинация короткого рабочего цикла и высокой частоты может уменьшить поверхностные трещины. Однако для поддержания постоянного эффективного тока или потенциала может потребоваться высокопроизводительный источник питания, обеспечивающий высокий пиковый ток / потенциал и быстрое переключение. Другой распространенной проблемой импульсного гальванического покрытия является то, что анодный материал может покрыться металлическим покрытием и загрязниться во время обратного гальванического покрытия, особенно для дорогостоящего инертного электрода, такого как платина .
Другие факторы, которые могут повлиять на импульсное гальваническое покрытие, включают температуру, зазор между анодом и катодом и перемешивание. Иногда импульсное гальваническое покрытие может выполняться в нагретой гальванической ванне для увеличения скорости осаждения, поскольку скорость почти всех химических реакций экспоненциально увеличивается с температурой в соответствии с законом Аррениуса. Зазор между анодом и катодом связан с распределением тока между анодом и катодом. Небольшое отношение площади зазора к площади образца может вызвать неравномерное распределение тока и повлиять на топологию поверхности образца с покрытием. Перемешивание может увеличить скорость переноса / диффузии ионов металла из объема раствора к поверхности электрода. Параметры перемешивания различаются для разных процессов гальваники металла.
Небольшое отношение площади зазора к площади образца может вызвать неравномерное распределение тока и повлиять на топологию поверхности образца с покрытием. Перемешивание может увеличить скорость переноса / диффузии ионов металла из объема раствора к поверхности электрода. Параметры перемешивания различаются для разных процессов гальваники металла.
Кисть для гальваники
Тесно связанным процессом является нанесение гальванических покрытий щеткой, при котором локальные участки или целые предметы покрываются щеткой, пропитанной гальваническим раствором. Щетка, как правило, представляет собой корпус из нержавеющей стали, обернутый впитывающим тканевым материалом, который удерживает раствор для нанесения покрытия и предотвращает прямой контакт с покрываемым предметом, соединен с анодом источника постоянного тока низкого напряжения , и предметом для нанесения покрытия. подключен к катоду . Оператор окунает кисть в раствор для покрытия, затем наносит его на предмет, непрерывно перемещая щетку, чтобы равномерно распределить материал покрытия.
Щеточное гальваническое покрытие имеет несколько преимуществ по сравнению с покрытием резервуара, включая портативность, способность наносить покрытие на предметы, которые по какой-то причине не могут быть покрыты резервуаром (одним из применений было покрытие участков очень больших декоративных опорных колонн при реставрации здания), низкие требования к маскировке или ее отсутствие, и сравнительно низкие требования к объему раствора для нанесения покрытия. Недостатки по сравнению с металлизацией резервуара могут включать большее участие оператора (покрытие резервуара часто может выполняться с минимальным вниманием) и невозможность достичь такой большой толщины листа.
Твердый хром в щеточном гальваническом покрытии
Твердый хром является одним из наиболее распространенных материалов покрытия, используемых для твердого покрытия и гальваники, благодаря его прочности, устойчивости и гладкой поверхности. Однако хром в шестивалентном состоянии очень опасен . При вдыхании или употреблении содержащийся в воздухе Cr 6+ [JT2] связан с раком легких и вызывает повреждение горла, рта и носа.
Это связано с тем, что в шестивалентном состоянии хром обладает канцерогенными и тератогенными свойствами, что оказывает мутагенное действие на клетки.
Ежегодно 558000 технических специалистов в США подвергаются воздействию шестивалентного хрома на рабочем месте, причем наибольшему риску подвержены работники гальванических, сварочных и лакокрасочных производств из-за повышенного воздействия высоких уровней соединений Cr 6+ .
Из-за опасностей, связанных с шестивалентным хромом, поиск более безопасных и экологически чистых альтернатив был основным двигателем исследований щеточного гальванического покрытия в последнее десятилетие. Одной из разработанных альтернатив являются композиты с металлической матрицей (MMC). MMC предлагает уникальные и превосходные характеристики для металлических покрытий, включая твердость, износостойкость и защиту от окисления при высоких температурах. Этот хром альтернативы ГМК включает в себя карбид хрома кобальта , карбид вольфрама , никеля и карбида хрома , никеля .
Обшивка ствола
Этот метод гальваники является одним из наиболее часто используемых в промышленности для обработки большого количества мелких объектов. Объекты помещаются в бочкообразную непроводящую клетку, а затем погружаются в химическую ванну, содержащую взвешенные атомы металла, который должен быть нанесен на них. Затем ствол вращается, и электрические токи проходят через различные части ствола, замыкая цепи, когда они касаются друг друга. В результате получается очень однородный и эффективный процесс нанесения покрытия, хотя отделка конечных продуктов, вероятно, будет страдать от истирания во время процесса нанесения покрытия. Он не подходит для очень декоративных или точно спроектированных предметов.
Чистота
Чистота важна для успешного гальванического покрытия , поскольку молекулярные слои масла могут препятствовать адгезии покрытия. ASTM B322 — это стандартное руководство по очистке металлов перед нанесением гальванических покрытий. Очистка включает очистку растворителем, очистку горячим щелочным моющим средством, электроочистку, кислотную обработку и т. Д. Наиболее распространенным промышленным тестом на чистоту является тест на разрыв воды, при котором поверхность тщательно ополаскивается и удерживается в вертикальном положении. Гидрофобные загрязнения, такие как масла, заставляют воду рассыпаться и расслаиваться, позволяя воде быстро стекать. Идеально чистые металлические поверхности гидрофильны и будут удерживать непрерывный слой воды, который не скатывается и не стекает. ASTM F22 описывает версию этого теста. Этот тест не обнаруживает гидрофильных загрязнителей, но гальваника может легко их вытеснить, поскольку растворы на водной основе. Поверхностно-активные вещества, такие как мыло, снижают чувствительность теста, и их необходимо тщательно смыть.
Д. Наиболее распространенным промышленным тестом на чистоту является тест на разрыв воды, при котором поверхность тщательно ополаскивается и удерживается в вертикальном положении. Гидрофобные загрязнения, такие как масла, заставляют воду рассыпаться и расслаиваться, позволяя воде быстро стекать. Идеально чистые металлические поверхности гидрофильны и будут удерживать непрерывный слой воды, который не скатывается и не стекает. ASTM F22 описывает версию этого теста. Этот тест не обнаруживает гидрофильных загрязнителей, но гальваника может легко их вытеснить, поскольку растворы на водной основе. Поверхностно-активные вещества, такие как мыло, снижают чувствительность теста, и их необходимо тщательно смыть.
Последствия
Гальваника изменяет химические, физические и механические свойства детали. Пример химических изменений, когда никель обшивка улучшает коррозионную стойкость. Примером физического изменения является изменение внешнего вида. Примером механического изменения является изменение прочности на разрыв или твердости поверхности, что является обязательным атрибутом в инструментальной промышленности. Гальваническое покрытие кислотным золотом нижележащих цепей с медным или никелированным покрытием снижает контактное сопротивление, а также твердость поверхности. Покрытые медью участки из мягкой стали действуют как маска, если упрочнение таких участков нежелательно. Луженая сталь покрывается хромом для предотвращения потускнения поверхности из-за окисления олова.
Гальваническое покрытие кислотным золотом нижележащих цепей с медным или никелированным покрытием снижает контактное сопротивление, а также твердость поверхности. Покрытые медью участки из мягкой стали действуют как маска, если упрочнение таких участков нежелательно. Луженая сталь покрывается хромом для предотвращения потускнения поверхности из-за окисления олова.
Гальваническое или химическое нанесение покрытия может быть использовано как способ сделать металлическую деталь радиоактивной с помощью водного раствора, приготовленного из никель- фосфорных концентратов, которые содержат радиоактивные ионы
гипофосфита 32 P.
Альтернативы гальванике
Существует ряд альтернативных способов получения металлических покрытий на твердых подложках, не связанных с электролитическим восстановлением:
- Для нанесения покрытия методом химического восстановления используется ванна, содержащая ионы металлов и химические вещества, которые восстанавливают их до металла за счет окислительно-восстановительных реакций .
 Реакция должна быть автокаталитической , чтобы новый металл осаждался поверх растущего покрытия, а не осаждался в виде порошка через всю ванну сразу. Химические процессы широко используются для осаждения никель-фосфорных или никель-борных сплавов для обеспечения устойчивости к износу и коррозии, серебра для изготовления зеркал , меди для печатных плат и многого другого. Основное преимущество этих процессов перед гальваникой состоит в том, что они могут создавать покрытия одинаковой толщины на поверхностях произвольной формы, даже внутри отверстий, и подложка не обязательно должна быть электропроводной. Еще одно важное преимущество заключается в том, что им не нужны источники питания или аноды особой формы. К недостаткам можно отнести более низкую скорость осаждения, потребление относительно дорогих химикатов и ограниченный выбор металлов для покрытия.
Реакция должна быть автокаталитической , чтобы новый металл осаждался поверх растущего покрытия, а не осаждался в виде порошка через всю ванну сразу. Химические процессы широко используются для осаждения никель-фосфорных или никель-борных сплавов для обеспечения устойчивости к износу и коррозии, серебра для изготовления зеркал , меди для печатных плат и многого другого. Основное преимущество этих процессов перед гальваникой состоит в том, что они могут создавать покрытия одинаковой толщины на поверхностях произвольной формы, даже внутри отверстий, и подложка не обязательно должна быть электропроводной. Еще одно важное преимущество заключается в том, что им не нужны источники питания или аноды особой формы. К недостаткам можно отнести более низкую скорость осаждения, потребление относительно дорогих химикатов и ограниченный выбор металлов для покрытия. - Процессы иммерсионного покрытия используют реакции замещения, в которых субстратный металл окисляется до растворимых ионов, в то время как ионы металла покрытия восстанавливаются и осаждаются на его месте.
 Этот процесс ограничен очень тонкими покрытиями, поскольку реакция прекращается после того, как субстрат полностью покрыт. Тем не менее, у него есть несколько важных применений, таких как процесс химического никелирования иммерсионного золота (ENIG), используемый для получения позолоченных электрических контактов на печатных платах.
Этот процесс ограничен очень тонкими покрытиями, поскольку реакция прекращается после того, как субстрат полностью покрыт. Тем не менее, у него есть несколько важных применений, таких как процесс химического никелирования иммерсионного золота (ENIG), используемый для получения позолоченных электрических контактов на печатных платах. - При распылении используется мощный электронный луч для выброса микроскопических частиц металла на подложку в вакууме.
- При физическом осаждении из паровой фазы металл переносится на субстрат путем его испарения.
- В химическом осаждении из паровой фазы используется газ, содержащий летучие соединения металла, которые осаждаются на подложке в результате химической реакции.
- Золочение — это традиционный способ создания золотого слоя на металлах путем нанесения очень тонкого листа золота, удерживаемого клеем.
История
Вполне вероятно, что первые гальванические покрытия были сделаны в эпоху Парфянской империи . Вильгельм Кёниг был ассистентом в Национальном музее Ирака в 1930-х годах. Он наблюдал ряд очень прекрасных серебряных предметов из древнего Ирака, покрытых очень тонкими слоями золота, и предположил, что они были гальваническими. Он подтвердил свою идею, сославшись на возможную парфянскую батарею, обнаруженную в 1938 году возле метрополии Ктесифон , столицы Парфянской (150 г. до н.э. — 223 г. н.э.) и Сасанидской (224–650 г. н.э.) империй Персии . Было ли устройство на самом деле аккумулятором, и если да, то для чего оно использовалось, остается предметом споров среди исследователей.
Вильгельм Кёниг был ассистентом в Национальном музее Ирака в 1930-х годах. Он наблюдал ряд очень прекрасных серебряных предметов из древнего Ирака, покрытых очень тонкими слоями золота, и предположил, что они были гальваническими. Он подтвердил свою идею, сославшись на возможную парфянскую батарею, обнаруженную в 1938 году возле метрополии Ктесифон , столицы Парфянской (150 г. до н.э. — 223 г. н.э.) и Сасанидской (224–650 г. н.э.) империй Персии . Было ли устройство на самом деле аккумулятором, и если да, то для чего оно использовалось, остается предметом споров среди исследователей.
Современная электрохимия была изобретена итальянским химиком Луиджи Валентино Бругнателли в 1805 году. Бругнателли использовал изобретение своего коллеги Алессандро Вольта пятью годами ранее, гальваническую батарею , для облегчения первого электроосаждения. Изобретения Бругнателли были запрещены Французской академией наук и не стали использоваться в общей промышленности в течение следующих тридцати лет. К 1839 году ученые в Великобритании и России независимо друг от друга разработали процессы осаждения металлов, аналогичные методам Бругнателли для гальваники медью пластин печатного станка .
К 1839 году ученые в Великобритании и России независимо друг от друга разработали процессы осаждения металлов, аналогичные методам Бругнателли для гальваники медью пластин печатного станка .
Борис Якоби в России не только заново открыл гальванопластику, но и разработал гальванопластику и гальванопластику . Гальванопластика быстро вошла в моду в России, и такие люди, как изобретатель Петр Багратион , ученый Генрих Ленц и писатель-фантаст Владимир Одоевский, внесли свой вклад в дальнейшее развитие технологии. Среди наиболее одиозных случаев гальваническое использования в середине 19-го века в России были гигантские гальванопластические скульптуры Исаакиевского собора в Санкт — Петербурге и золотом гальваническим купол в Храме Христа Спасителя в Москве , самый высокий православный храм в мире .
Никелирование
Вскоре после этого Джон Райт из Бирмингема , Англия, обнаружил, что цианид калия является подходящим электролитом для гальваники золота и серебра. Сподвижники Райта, Джордж Элкингтон и Генри Элкингтон, получили первые патенты на гальванику в 1840 году. Эти двое затем основали гальваническую промышленность в Бирмингеме, откуда она распространилась по всему миру. Вулрич Электрический генератор 1844, в настоящее время в Thinktank, Бирмингем Музей науки , является самым ранним электрический генератор используется в промышленности. Его использовали Элкингтонс .
Эти двое затем основали гальваническую промышленность в Бирмингеме, откуда она распространилась по всему миру. Вулрич Электрический генератор 1844, в настоящее время в Thinktank, Бирмингем Музей науки , является самым ранним электрический генератор используется в промышленности. Его использовали Элкингтонс .
Norddeutsche Affinerie в Гамбурге был первый современный гальванический завод начинает производство в 1876 году.
По мере роста науки об электрохимии , стало понятным ее отношение к гальванике, и были разработаны другие типы недекоративного гальванического покрытия металлов. Промышленное гальваническое покрытие никеля , латуни , олова и цинка было развито к 1850-м годам. Гальванические ванны и оборудование, основанные на патентах Elkingtons, были увеличены для размещения покрытия многочисленных крупномасштабных объектов и для конкретных производственных и инженерных приложений.
Гальваническая промышленность получила большой импульс с появлением в конце 19 века электрических генераторов . При наличии более высоких токов металлические компоненты машин, оборудование и автомобильные детали, требующие защиты от коррозии и улучшенных свойств износа, а также лучшего внешнего вида, могут обрабатываться в больших объемах.
При наличии более высоких токов металлические компоненты машин, оборудование и автомобильные детали, требующие защиты от коррозии и улучшенных свойств износа, а также лучшего внешнего вида, могут обрабатываться в больших объемах.
Две мировых войны и растущая авиационная промышленность дали толчок к дальнейшим разработкам и усовершенствованиям , включая такие процессы , как жесткое хромирование , бронзы обшивку сплава, сульфаматное никелирование, наряду с многочисленными другими процессами металлизации. Гальваническое оборудование превратилось из деревянных резервуаров, покрытых гудроном вручную, до автоматизированного оборудования, способного обрабатывать тысячи килограммов в час деталей.
Одним из первых проектов американского физика Ричарда Фейнмана была разработка технологии нанесения гальванического покрытия на пластик . Фейнман превратил оригинальную идею своего друга в успешное изобретение, позволив своему работодателю (и другу) сдержать коммерческие обещания, которые он дал, но не смог бы выполнить иначе.
Раствор цинка испытан в ячейке Халла
Корпусная ячейка
Ячейка Харинга – Блюма
Клетка корпуса представляет собой тип испытательной ячейки используется для качественно проверить состояние гальванической ванны. Он позволяет оптимизировать диапазон плотности тока, оптимизировать концентрацию добавок, распознавать эффекты примесей и указывать способность к выбросу макроэлементов. Ячейка Халла воспроизводит гальваническую ванну в лабораторных масштабах. Он заполнен образцом гальванического раствора, соответствующий анод подключен к выпрямителю . «Работу» заменяют испытательной панелью с ячейками корпуса, на которую будет нанесено покрытие, чтобы показать «здоровье» ванны.
Ячейка Халла представляет собой контейнер трапециевидной формы, вмещающий 267 мл раствора. Такая форма позволяет размещать испытательную панель под углом к аноду. В результате осаждение наносится при различной плотности тока, которую можно измерить линейкой корпуса. Объем раствора позволяет количественно оптимизировать концентрацию добавки: добавление 1 грамма к 267 мл эквивалентно 0,5 унции / галлон в гальваническом резервуаре.
Ячейка Харинга – Блюма
Ячейка Харинга – Блюма используется для определения макро-метательной способности гальванической ванны. Ячейка состоит из двух параллельных катодов с неподвижным анодом посередине. Катоды находятся на расстоянии от анода в соотношении 1: 5. Макро-метательная мощность рассчитывается по толщине покрытия на двух катодах, когда постоянный ток пропускается в течение определенного периода времени. Ячейка изготовлена из плексигласа или стекла.
Смотрите также
Ссылки
Библиография
- Дюфур, Джим (2006). Введение в металлургию (5-е изд.). Кэмерон.
внешние ссылки
Гальванопластика — что это такое.
Хочу немного рассказать о технологии с помощью которой сделанны практически все наши изделия. Так как она достаточно редкая и малоизвестная то мне кажется эта информация будет не лишней.
Гальванопластика (от гальвано… и греч. plastike — ваяние), получение точных металлических копий методом электролитического осаждения металла на металлическом или неметаллическом оригинале.
Она была известна еще в XIX в., но широко ее использовать в промышленности начали в середине XX в. Сначала ее применяли для изготовления скульптурных портретов и барельефов. Широкое применение гальванопластики в промышленных масштабах началось в середине XX в.: производство грампластинок и волноводов, форм для литья и прессования, сеток и фольги, печатных плат, предметов искусства и сложных конструкций.
С помощью гальванопластики можно с большей точностью, чем любым другим способом, воспроизводить предметы до мельчайших подробностей. Появляется возможность изготовлять предметы столь сложных форм, что производство их другими способами либо невозможно, либо слишком дорогостояще.
Используя метод художественной гальванопластики мы так же покрываем металом тонкие или хрупкие вещи. Тем самым придавая им прочность необходимую для того что бы их можно было использовать при создании бижутерных украшений или для украшения интерьера. При этом сама вещь остается внутри а металл полностью повторяет ее форму. Тоесть внутри всех наших изделий будь то листик или перышко находится настоящая созданная природой вещь. Именно благодаря этому они совершенно неповторимы)
Гальваническое осаждение металла на поверхности предмета возможно лишь тогда, когда поверхность эта или весь предмет являются проводниками электрического тока, Поэтому для изготовления моделей или форм желательно использовать металлы. Наиболее подходят для этой цели легкоплавкие металлы: свинец, олово, припои, сплав Вуда.
Однако наибольшие возможности для изготовления моделей все же представляют диэлектрические (не токопроводящие) материалы ( листья, перья, кружево итд). Чтобы металлизировать такие модели, нужно придать их поверхности электропроводность. Успех или неудача в конечном итоге зависят в основном от качества токопроводящего слоя. Слой этот может быть нанесен одним из трех способов. Самый распространенный способ — графитирование, он пригоден для моделей из пластилина и других материалов, допускающих растирание графита по поверхности. Следующий прием — бронзирование, способ хорош для моделей относительно сложной формы, для разных материалов, однако за счет толщины бронзового слоя несколько искажается передача мелких деталей. И, наконец, серебрение, пригодное во всех случаях, но особенно незаменимое для хрупких моделей с очень сложной формой — растений, насекомых и т. п
Медь осаждается не только на противостоящей аноду стороне, но и на обратной, а также на торцах металлизируемого предмета.
Выбор токопроводящего слоя зависит от материала, из которого сделан предмет, его конфигурации, фактуры поверхности и, конечно, от имеющихся в распоряжении веществ.
Изначально неметалические изделия покрываются медью а уже потом мы можем дополнительно покрыть их никелем, серебром или золотом для придания нужных нам свойст и цвета.
Касательно деталей процесса могу рассказать позже, если это будет интересно.
покрытие под желтый металл, способ нанесения, отзывы
Запись обновлена: Май 25, 2020
Изделия из сплавов золота разных проб используются не только в качестве украшений, детали из драгметалла активно применяются и в промышленности. Использование чистого золота в этих случаях обычно экономически не оправдано, чаще всего требуется лишь внешнее золотое покрытие, придающее элементу необходимые свойства. Золочение поверхности – один из основных гальванических процессов в ювелирном деле, позволяющий придать изделию требуемые декоративные или технические характеристики. Как получают гальваническое золото?
Содержание статьи:
Бижутерия с золотым покрытием
При слове «бижутерия» многие модницы представляют себе ничем не примечательные пластиковые или металлические украшения, не несущие в себе никакой ценности. Качественную бижутерию отнести к этому же типу изделий нельзя, даже ее основа сделана из дешевого материала. Для основы украшения мастера обычно используют недрагоценные металлы, а чтобы придать ему привлекательный вид гальваническим методом наносят красивое покрытие.
Для производства заготовок для украшений применяют мельхиор, бронзу, латунь, пьютер или нейзильбер. Все эти сплавы отличаются друг от друга цветовыми характеристиками и свойствами. Мельхиор получают, сплавляя медь, железо, никель и марганец. В итоге получается сплав, по цвету похожий на серебро. Пьютер делают на основе олова, из-за которого он легко поддается литью. Нейзильбер – сплав цинка, никеля и меди, который в зависимости от преобладающего элемента приобретает отлив разных оттенков. Бронза и латунь содержат в своем составе медь, делающую их цвет довольно привлекательным.
Золотистого цвета и характерного «драгоценного» блеска мастера добиваются с помощью гальваники. Основа украшения при этом не обязательно должна быть металлической, это может быть и материал неметаллической природы. В ходе гальванического процесса изделие покрывается слоем золота или серебра. В последние годы часто прибегают к процедуре родирования.
Гальваническое покрытие золотом обеспечивает украшению привлекательный вид. Отзывы о таких изделиях делятся на две части. Любители хорошей бижутерии высказываются положительно, аргументируя свою точку зрения тем, что позолоченное украшение несет в себе эффект драгметалла, но за меньшие деньги. Качественное покрытие и кропотливая работа опытного мастера могут воплотить в жизнь самые смелые дизайнерские идеи. Другие же негативно настроены к изделиям подобного рода, так как признают только драгоценные украшения.
Способы нанесения позолоты
Среди возможных вариантов нанесения позолоты специалисты выделяют два способа: механический и электрохимический. Механический способ представляет собой покрытие поверхности сусальным золотом. Золочение тончайшими листами металла используется с древних времен, за множество веков суть процедуры практически не изменилась. Сусальное золочение бывает масляным и клеевым, в первом случае металл наклеивается на масляный лак, во втором – на полимент. Покрытие на масляной основе получается матовым, для достижения эффекта блестящей поверхности специалисты прибегают к использованию клеевой основы. Работы по созданию клеевого покрытия могут проводиться исключительно внутри помещения, так как такое золочение характеризуется высокой чувствительностью к влаге.
Электрохимический вариант обработки поверхности драгоценным металлом представляет собой гальванический способ нанесения на изделие золота. Что это такое? В процессе работы мастер наносит при помощи действия электрического тока тончайший слой желтого драгметалла, величина которого может достигать долей микрон.
Как любое покрытие, гальваническое золочение имеет свои преимущества и недостатки перед другими вариантами. Преимуществ покрытия, полученного таким способом, довольно много. К ним следует отнести высокий уровень износостойкости, отличную отражательную способность, высокую проводимость тока, способность защитить изделие от агрессивных внешних факторов, воздействия коррозионных и окислительных процессов. При нанесении гальванического покрытия специалист, проводящий работы, может контролировать толщину слоя драгметалла. Благодаря перечисленным свойствам золочение гальваническим способом широко применяется как в декоре поверхностей, так и для создания технических деталей устройств.
Электрохимическое нанесение золота на поверхность.
Долгое время главным недостатком метода считалась ограниченная сфера его применения. Электрохимический способ нанесения золота на поверхность предполагает, что эта поверхность относится к числу токопроводящих, то есть, сделана из металла. Благодаря достижениям науки на сегодняшний день эта проблема частично разрешена: специальные технологии позволяют проводить золочение диэлектрических материалов при помощи токопроводящих лаков и пленок.
Технология золочения
Гальваническое покрытие золотом представляет собой процесс нанесения металлической пленки. Толщина пленки может быть разной, в зависимости от целей золочения специалист может нанести на изделие слой толщиной от доли микрона до долей миллиметра. Весь процесс подразделяется на три этапа: сначала поверхность необходимо подготовить, затем нанести слой металла и произвести окончательную обработку.
Качественное покрытие получится только в том случае, если обрабатываемая поверхность будет хорошо подготовлена. Изделие предварительно шлифуют механическим способом. Для этого используют наждачную бумагу, специальные пасты или станки для шлифовки. Затем поверхность подвергается обезжириванию в органическом растворителе. С этой задачей могут справиться спирт, ацетон или бензин. Еще одной обязательной процедурой перед гальванической обработкой является декапирование – удаление с поверхности имеющихся загрязнений, окислов и ржавчины.
Иногда гальваническим покрытием необходимо покрыть только часть детали, для этого остальные участки изделия должны быть защищены от воздействия электролита и осаждения золота. Для этого перед нанесением драгоценного покрытия на участки, не подлежащие золочению, наносят кислостойкий лак.
Деталь покрывают золотом, используя гальванические ванны. Работа проводится с помощью токопроводящих подвесов и барабанов, сделанных из кислостойких материалов или в колокольных установках, позволяющих обеспечить отличный электрический контакт. Гальваническая ванна также должна иметь кислотоупорное покрытие, чтобы не разрушиться под воздействием электролита и оборудование в виде паровых рубашек. Весь процесс проходит при высокой температуре и необходимой плотности тока, которые поддерживаются автоматическими регуляторами. Осуществить гальванические процедуры в домашних условиях практически невозможно, так как для этого требуется не только специальное оборудование, но и редкие химические реактивы.
По окончании работ изделие покрывается тонким металлическим слоем, обеспечивающим лучшие характеристики для детали. Для декоративных изделий важно приобретение привлекательного внешнего вида и желаемого оттенка, для промышленных деталей – способности противостоять коррозии, улучшения электрического контакта и облегчения процесса пайки. Иногда гальваническое покрытие применяют в целях наращивания объемов изделия. В зависимости от того, какие свойства необходимо придать детали, гальваника может производиться как золотом, так и другими элементами: серебром, хромом, никелем.
Покрытие сплавами золота
Для покрытия изделий чаще всего используют сплавы золота, к которому добавляют лигатирующий компонент. Дополнительный элемент в составе сплава позволяет придать детали необходимые качества и желаемый оттенок. В России предпочтение отдают золоту с красноватым отливом, в США и некоторых других странах приоритетом пользуется покрытие лимонно-желтого или латунного оттенков.
Для того чтобы гальваника имела оттенок не под золото, а под платину, рабочий сплав должен состоять из золота и никеля, процентное содержание которого должно составлять не менее 8-10%. Такое покрытие будет иметь белый оттенок, а также отличаться высокой твердостью по сравнению с чисто золотым слоем. Чем больше доля никеля в сплаве, тем выше будут показатели твердости и износостойкости итоговой поверхности. Гальванические покрытия на основе золота и никеля за границей применяют для ювелирных изделий. Благодаря высокой устойчивости коррозионным процессам их можно использовать и для технических целей.
Сплав золота и меди в России применяется для покрытия элементов наручных часов. Ход процесса зависит от концентрации свободного цианида в электролите: чем больше концентрация вещества в электролите, тем меньше содержание меди в полученном покрытии. При проведении процесса в условиях нейтральных электролитов можно получить покрытие медь-золото толщиной 20 микрон.
Кроме перечисленных сплавов, используются также составы золото-серебро и золото-сурьма. Процентное содержание элементов в итоговом покрытии зависит от особенностей электролита и применяемых химических реактивов.
Гальваническое покрытие золото-сурьма заслужило положительные отзывы благодаря своему использованию для золочения оправ очков. Покрытие такого состава характеризуется не только повышенной износостойкостью, но и привлекательным внешним видом. В зависимости от толщины оно может получиться полублестящим или блестящим. Подобные свойства вместе с высоким уровнем устойчивости к механическим воздействиям позволяют использовать сплав в декоративных целях.
История гальваники — Компания Sharretts Plating
Бесплатная цитата
717.767.6702
- Преимущества
- Покрытия
- Сплав
- Анодирование и покрытие подложки
- Медь
- Золото
- Никель
- Услуги по нанесению никель-бора
- Никель, нанесенный химическим способом
- Черный никель, нанесенный методом химического восстановления
- Покрытие иммерсионным никелем, нанесенное методом химического восстановления
- Палладий
- Палладий Никель
- Платина
- Драгоценные металлы
- Родий
- Рутений
- Серебро
- Олово
- цинк
- Цинк-никель
- Основные материалы
- Керамика и стекло
- Медь
- Экзотические материалы
- Легкие металлы
- Алюминий
- Магний
- Титан
- PH Нержавеющая сталь
- Пластмассы
- АБС-пластик
- АБС-пластик пластик
- PPA Пластмассы
- Пластмасса SLS
- SLA Пластмассы
- Огнеупорные металлы
- молибден
- Ниобий
- Вольфрам
- Нержавеющая сталь
- Сталь
- Методы покрытия
- Обшивка ствола
- Никелирование методом химического восстановления
- Стоимость электрохимического никелирования
- Гальваника стойки
- Услуги по нанесению покрытий на тяжелые конструкции
- Дополнительные услуги
- Подготовка поверхности
- Абразивоструйные системы
- Очистка содой
- Взрывная струя
- Вибрационное удаление заусенцев
- Дробеструйная очистка стали
- Абразивоструйные системы
- Консультации
- Погружная мойка
- Массовая чистовая обработка
- Микропроизводство
- Пассивный
- Очистка деталей
- Ультразвуковые шайбы
- Мойки непрерывного действия
- Разработка процессов
- Прототипирование
- Тестирование
- Испытания на изгиб
- Поперечное сечение
- Тепловые испытания
- Услуги по вакуумной пропитке
- Подготовка поверхности
- Около
- Что отличает нас
- Наши цели
- Наша культура
- Наша история
- Наши миссии
- Карьера
- Блог
- Отзывы
- Экологически чистый
- Соответствует ROHS
- Что такое гальваника?
- Что отличает нас
- Отрасли промышленности
- 3D-печать Покрытие
- Покрытие для аэрокосмической промышленности
- Покрытие для автомобилей
- Защитное покрытие
- Электроника для гальваники
- Микроволновое электронное покрытие
- Гальваника для железнодорожного транспорта и транспорта
- Медицинское покрытие
- Медицинские приборы и имплантаты
- Покрытие для стоматологической промышленности
- Нефтегазовое покрытие
- Покрытие оптики
- Покрытие для производства электроэнергии
- Покрытие для полупроводников
- Контакт
Бесплатная цитата
717.767,6702
Меню
- Дом
- Блог
Что нужно знать каждому инженеру> ENGINEERING.com
Обработка металлов за несколько десятилетий превратилась из того, что когда-то было эмпирическим ремеслом, в ключевую технологию, основанную на научных принципах. 1
Современное гальваническое покрытие — это форма отделки металла, используемая в различных отраслях промышленности, включая аэрокосмическую, автомобильную, военную, медицинскую, радиочастотную микроволновую, космическую, электронную и производство батарей.Это электрохимический процесс, при котором ионы металлов в растворе связываются с металлической подложкой посредством электроосаждения.
Перед нанесением гальванического покрытия детали необходимо очистить и обработать в химических ваннах, чтобы подготовить или активировать их так, чтобы в процессе электроосаждения образовывалась прочная связь и, следовательно, сильная адгезия.
Гальваническая ванна включает в себя множество переменных и компонентов, за которыми необходимо внимательно следить. Источник питания обеспечивает подачу постоянного тока к деталям и электрическим соединениям в ванне для нанесения покрытий.Этот поток тока вызывает притяжение ионов в растворе к поверхности металлической части.
На каждый моль электронов, передаваемых детали, один моль ионов металла в растворе будет прилипать к детали. Кроме того, на поверхности детали происходит химическая реакция, включающая восстановление и окисление ионов.
(Фото любезно предоставлено The Time Preserve / watchplating.com)
Что следует учесть инженеру или проектировщику перед нанесением гальванических покрытий
- Раскрой деталей в процессе гальваники.Поскольку гальваника включает в себя как электрическую, так и химическую реакцию на поверхности детали, воздействие химического состава покрытия имеет решающее значение для общих характеристик готового продукта. Вложение деталей приведет к отсутствию адгезии или покрытия на поверхности готовой детали.
- Допуск на критические размеры детали следует определять с учетом толщины покрытия. Это также означает, что необходимо учитывать соответствие конструкции в целом сборке.
- Среда, которой будут подвергаться готовые детали. Это поможет определить толщину покрытия, необходимую, например, для устойчивости детали к коррозии или повторяющимся циклам износа.
- Поскольку гальваника включает использование тока для инициирования реакции на поверхности детали, общая геометрия детали будет влиять на распределение тока, часто называемое плотностью тока, по поверхности детали. Покрытие имеет тенденцию образовываться на таких деталях, как острые углы, изгибы или резьба.Существуют расширенные процессы нанесения покрытия, которые могут предотвратить возникновение этой проблемы .
- Слив гальванического раствора (подготовка поверхности или химические составы гальванической ванны) таким образом, чтобы внутренние поверхности деталей были достаточно покрыты, а гальваническое покрытие имело адекватную прочность сцепления. Для некоторых деталей это означает добавление дренажного отверстия на этапе проектирования.
- Использование по назначению и требуемые характеристики (например, проводимость, низкое трение, высокая прочность и устойчивость к коррозии, износу и т. Д.). Этих критериев должно быть достаточно для обозначения типа металла , который должен использоваться для отделки каждой конкретной детали.
Каковы преимущества гальваники?
Гальваника улучшает или изменяет свойства металлической детали.
В зависимости от использования детали производителю может потребоваться лучшая износостойкость и стойкость к истиранию, защита от коррозии, большая смазывающая способность и меньшее трение, улучшенное экранирование EMI / RFI, термостойкость и ударопрочность, улучшенная проводимость, улучшенная паяемость, уменьшенная пористость. твердость или прочность или наращивание толщины на мелких или малоразмерных деталях.
Помимо механических или функциональных свойств, которые могут быть изменены в процессе гальваники, часто важна также общая эстетика готовой детали.
Виды и методы гальваники
Специализированные гальванические установки могут наносить покрытия на различные основные материалы с различной отделкой поверхности:
Общие базовые материалы
|
|
Поверхность общего назначения
|
|
Материал покрытия, метод покрытия и детали, подлежащие покрытию, будут варьироваться в зависимости от области применения.
Покрытие из золота обеспечивает отличную электропроводность, что делает его одним из лучших вариантов для электродов, токоведущих контактов и компонентов печатных плат. Золото идеально подходит для защиты от сильного нагрева и коррозии в широком диапазоне окружающей среды и климата.
Серебряное покрытие также часто используется для электроники (поверх медной «вспышки») из-за его более низкого электрического сопротивления.
Никелирование является обычным явлением, поскольку оно обеспечивает превосходную химическую и коррозионную стойкость, а также более высокую износостойкость, что увеличивает срок службы продукта.Никель может заменять серебро в электронике или использоваться в качестве покрытия на стали в качестве альтернативы изделиям из более дорогой нержавеющей стали. Никель также обеспечивает блестящую поверхность, которую можно регулировать в соответствии с требованиями заказчика.
Медное покрытие обычно используется в качестве слоя покрытия перед нанесением последнего слоя металла. Эта обработка поверхности обычно используется в печатных платах, автомобильных деталях или в оборонной промышленности. Добавление меди в деталь перед наплавкой окончательного металла также может улучшить общий эстетический вид готовой детали.
Если один металл не обеспечивает требуемых свойств, также можно совместное осаждение двух или более металлов для нанесения гальванического покрытия сплава. Одним из примеров этого является сплав медь / олово / цинк, также известный как Tri-Metal или Tri-M3, предлагаемый компанией Electro-Spec, Inc., специализирующейся на нанесении специальных покрытий.
Поиск подходящей гальванической компании для ваших нужд
При поиске компании по гальванике необходимо учитывать множество критериев в зависимости от требований вашего проекта и возможностей компании, занимающейся гальваникой, в том числе:
- Размер комплектующих
- Объем штук (от прототипа до серийного производства)
- Металлическое покрытие, используемое для достижения желаемого результата
- Бюджет проекта
- Соответствие отраслевым стандартам
- Лабораторные и испытательные возможности / сертификаты
Метод нанесения гальванических покрытий — еще одно соображение, поскольку не все предприятия обязательно предлагают одинаковые процессы.
Гальваническое покрытие «бочка» может эффективно обрабатывать большие и малые объемы деталей, где адекватная замена раствора и оборот имеют решающее значение для удовлетворения требований к толщине. Плотность тока в нагрузке на детали в стволе обычно оптимизируется за счет межчастичного контакта во время вращения.
Однако есть некоторые типы деталей, которые не подходят для большинства обычных стволов. Например, детали, которые могут поцарапаться, поцарапаться или поцарапаться в результате контакта детали с деталью, гораздо более восприимчивы к повреждению в большинстве типов стволов.И наоборот, некоторые плоские детали не идеальны для цилиндра из-за слипания деталей во время обработки, что приводит к отсутствию покрытия или неравномерной толщине покрытия.
В зависимости от геометрии некоторых деталей и допусков, детали также более склонны к «вложению» друг в друга во время металлизации ствола.
Вибрационное покрытие, используемое для небольших или хрупких деталей. (Фото любезно предоставлено Electro-Spec, Inc.)
Вибрационное покрытие используется для небольших деталей с глубоким внутренним диаметром, расточенными отверстиями, хрупкими наконечниками / концами или деталями, которые могут прогнуться сквозь покрытие цилиндра.За счет включения вибрирующей или пульсирующей корзины, которая передает кинетическую энергию нагрузке, детали перемещаются по часовой стрелке через контакты кнопок на дне корзины. Эти контакты передают ток на нагрузку деталей и обеспечивают стабильную силу тока во время обработки.
Более крупные детали, которые имеют чрезмерный вес, или части, которые могут запутаться или легко складываться вместе, нельзя помещать в вибрационную корзину, поскольку они не будут двигаться равномерно. И наоборот, более мелкие детали, которые не имеют достаточного веса, также не могут быть помещены в вибрационную корзину.
Обшивка стойки подходит как для деликатных, так и для крупных деталей. Он работает, удерживая детали в фиксированном положении на раме стойки, пока они подвешены в растворе. Это предотвращает повреждение деталей во время обработки и облегчает обработку гораздо более крупных деталей, на которые нельзя было нанести гальваническое покрытие.
Самая большая проблема с покрытием стойки заключается в том, что прямое соединение с деталями в стойке приводит к снижению эффективности распределения покрытия из-за областей с высокой и низкой плотностью тока по всем частям и стойке.Детали, размещенные на стойке, также плохо перемещаются по раствору, что необходимо для контроля толщины, и они более склонны к образованию пятен от ополаскивания и высыхания.
Выборочное покрытие При процессах покрытие изолируется на выбранной области детали. Этот процесс осуществляется посредством металлизации с контролируемой глубиной, которая включает в себя фиксацию детали таким образом, чтобы обеспечить непрерывный электрический контакт и погружение области покрытия на определенную глубину через раствор для нанесения покрытия.
Селективное покрытие идеально подходит для конкретных применений, где требуется функциональное покрытие для повышения производительности и / или экономии затрат на драгоценный металл за счет уменьшения площади поверхности, необходимой для покрытия.
Хотя это эффективный метод нанесения покрытия на отдельные детали и снижения затрат, он требует затрат инструмента и рабочей силы для загрузки деталей. Также существуют некоторые ограничения на размер и геометрию деталей, которые могут помешать выборочной металлизации некоторых деталей.
Выборочное покрытие отдельных деталей. (Фото любезно предоставлено Electro-Spec, Inc.)
Электрод с носовым слоем (SBE) Покрытие предназначено для небольших деталей, плоских деталей, деталей с зенковкой, деталей с выступами, деталей, которые входят в гнездо или имеют сложную геометрию, что делает невозможным или непрактичным использование вибрационного покрытия или обычного покрытия цилиндра.
Процесс SBE выполняется в камере с ультразвуковым воздействием, и непрерывный раствор закачивается в камеру и из нее для облегчения движения детали и подачи свежего электролита для покрытия во время процесса нанесения покрытия. SBE обеспечивает очень равномерное покрытие покрытия в областях с высокой и низкой плотностью тока детали, а также в расточенных отверстиях.
Единственное ограничение SBE — это размер деталей, поскольку камеры SBE могут соответствовать только определенным размерам и весу, которые позволяют перемещаться внутри камер.
Покрытие электрода с носиком. (Фото любезно предоставлено Джорджем Градилем / Technic, Inc.)
Electro-Spec, Inc., является одним из примеров специальной установки для нанесения покрытия, обеспечивающей высококачественное и надежное гальваническое покрытие золота, серебра, никеля (электролитическим и химическим способом), меди и Tri-M3 (три сплава), а также пассивирование, термообработка / отжиг и услуги контроля качества.
Компания
Electro-Spec вместе со своим поставщиком также разработала революционный процесс погружения штифтов под названием SAMs , или Self Assembled Molecules, который обеспечивает повышенную коррозионную и контактную стойкость, а также отличную паяемость, снижая при этом использование драгоценных металлов и стоимость.SAM — это обработка поверхности, которая образует защитный слой на золоте, серебре, Tri-M3 и других металлах с покрытием.
Для получения дополнительной информации об Electro-Spec, Inc. посетите их веб-сайт здесь или их видео ниже.
1 Основные принципы, процессы и практика нанесения гальванических покрытий , Нассер Канани. Atotech Deutschland GmbH Берлин, Германия; Опубликовано Эльзевир Кидлингтон, Оксфорд, 2004
Electro-Spec, Inc.спонсировал этот пост. У него нет никаких редакционных комментариев к этому сообщению. Все мнения мои. –Меган Браун
10 повседневных примеров гальваники — StudiousGuy
Почти все, что нас окружает, состоит из металлов; количество металла в одних вещах меньше, в то время как в некоторых оно велико. Компьютеры и мобильные телефоны, которые мы используем ежедневно, изготовлены из различных металлов, от самых дорогих до самых дешевых.Представить мир без металлов немного сложно. Некоторые металлы считаются гораздо более привлекательными и ценными, чем другие; золото и серебро — самые старые примеры того же. Поскольку такие металлы очень дороги, возможно, придется дважды подумать, прежде чем покупать их. Гальваника — это процедура, при которой тонкий слой золота и серебра наносится на более дешевый металл, и конечный продукт доступен по доступной цене.
Гальваника — это процесс, при котором металлическое покрытие наносится на проводник с помощью электрического тока.Процесс, который используется при гальванике, — это электроосаждение.
Давайте посмотрим на примеры гальваники из повседневной жизни
1. Эстетика
Хотя золото и серебро — одни из самых дорогих металлов, и человек должен соответственно планировать свой бюджет, чтобы покупать золотые украшения. Таким образом, гальваника является альтернативным и экономичным способом приобретения ювелирных изделий. Ювелирные изделия часто покрывают тонким слоем драгоценного металла, чтобы сделать их более блестящими и привлекательными для потенциальных покупателей.
2. Защитные ограждения
Долговечность стали и железа обеспечивается только гальваникой. Они покрыты другими металлами, такими как никель или хром, которые предотвращают коррозию основного металла. Следовательно, гальваника действует как защитный барьер для металлов. Он покрывает поверхности металла и защищает их от различных атмосферных условий. Детали с покрытием служат дольше и могут выдерживать экстремальные условия.
3. Предотвращение трения
Никелирование наносится на металлическую поверхность для уменьшения трения в таких материалах, как электрические проводники.Это снижает вероятность преждевременного износа металла.
4. Электропроводка
Золото и серебро — хорошие проводники электричества, но они немного дороги. Итак, металлы покрывают серебром и золотом, чтобы увеличить их проводимость и снизить стоимость. Сотовые телефоны, компьютеры и другие электронные устройства используют в своих схемах гальваническое покрытие. Интересно, что медали, которые должны быть вручены на Олимпийских и Паралимпийских играх в Токио в 2020 году, изготовлены из металлов, извлеченных из мобильных телефонов, и других переработанных отходов.
5. Предотвратить потускнение
Многие предметы домашнего обихода, включая столовое серебро, сохраняют свою элегантность и ценность в течение определенного периода времени. Гальваника защищает металлы от преждевременного потускнения, а также снижает вероятность появления царапин.
6. Увеличение толщины
Гальваника используется для улучшения общего качества и долговечности подложки. Например, покрытие палладием, которое наносят поверх других металлов, увеличивает толщину, а также долговечность металла.Он также используется для придания твердости и прочности хрупкому металлу.
7. Защита от излучения
Гальваника также используется для нанесения желаемых характеристик на металлы, у которых эти характеристики отсутствуют. Это помогает защитить металлы от радиации. Отражающие свойства золота делают его идеальным для использования в таких компонентах, как полупроводниковые детали, включая кольца отражателей и матрицы отражателей. Золото отражает УФ-излучение менее 0,35 мкм. Он также отражает инфракрасное излучение с длинами волн выше 0.7 мкм, что помогает охладить электронику. Эти отражающие свойства сделали золотое покрытие неотъемлемой частью конструкции космических аппаратов и спутников.
8. Коммерческие приложения
Гальваника используется в различных коммерческих приборах. Никель используется в декоративных элементах, автомобилях и деталях техники. Хром также используется в ободах колес, а цинк также покрывают различные детали машин.
9. Гладкость
Каждый приобретаемый нами металлический предмет, например, посуда, очень гладкий и блестящий.Меднение сделано для придания поверхности металла дополнительной гладкости. Обеспечивает улучшенную чистоту поверхности металла.
10. Аэрокосмическая промышленность и авиация
Вы когда-нибудь задумывались, как астронавты путешествуют в космос с высоким уровнем солнечного тепла? На шлем космонавта нанесено золотое покрытие для защиты от опасного воздействия солнечной радиации. Кроме того, многие спутники снабжены майларовым покрытием, покрытым золотом, чтобы защитить их от солнечного тепла.
Что такое гальваника?
Гальваника — это процесс добавления поверхностного слоя металла к другому типу металла.Обычно он используется для предотвращения коррозии и ржавчины, а также для продления срока службы металла под гальваническим покрытием. Конечно, его также используют для изготовления позолоченных и серебряных украшений и безделушек, а также для улучшения отделки менее дорогих материалов, чтобы улучшить внешний вид продукта.
Понимание того, как работает процесс гальваники
Когда мы говорим о гальванике двух металлов, один из этих металлов имеет положительный заряд. Другой заряжен отрицательно.Как только электрический ток начинает течь, молекулы положительно заряженного металла перемещаются к отрицательно заряженному металлу. Это означает, что покрываемый объект должен проводить электрический заряд. Это может оказаться проблематичным, если вам нужно покрыть пластиной предмет, не проводящий электричество, например пластик или дерево. Тем не менее, этого все же можно достичь, если основной материал тщательно очистить и покрыть тонким слоем недорогого металла, который действительно проводит электричество. После нанесения слоя проводящего материала процесс гальваники может продолжаться нормально.
Процесс гальваники
Гальваника включает использование электрического тока для создания тонкого слоя металла поверх другого типа металла, обычно менее дорогого. Гальваника обычно применяется для придания более дешевым металлам более роскошной отделки и для добавления определенных свойств, таких как защита от коррозии и ржавчины. Чтобы гальванизировать металл, вам понадобятся два разных металла, раствор электролита, два электрода и батарея или другой источник питания, который будет создавать электрический ток.
При включении питания один металл становится отрицательно заряженным, а другой — положительно заряженным. В течение определенного периода времени положительно заряженные молекулы металла будут медленно мигрировать к поверхности отрицательно заряженного металла, что создает очень тонкий слой.
Типичным примером этого является гальваническое покрытие латуни медью. В этом случае латунь и медь будут помещены в соответствующий раствор электролита. Для этого сценария вам, вероятно, понадобится раствор, содержащий сульфид меди.Затем электроды будут прикреплены к каждому куску металла, а также к батарее. После включения питания молекулы меди будут медленно прикрепляться к латуни, создавая тонкое медное покрытие на поверхности латуни.
Металлы, которые отлично подходят для гальваники
Есть много различных типов металлов, которые отлично подходят для процесса гальваники, и хорошая новость заключается в том, что мы продаем гальванические металлы в различных формах, включая проволоку, порошок, слитки, прутки и дробь.Обычные металлы, используемые в процессе гальваники, включают черный и серебряный никель, хром, латунь, кадмий, медь, золото, палладий, платину, рутений, серебро, олово и цинк.
Обычно мы рекомендуем использовать никель марки S или N, кадмиевые гранулы, медь CDA 101 OFHC, латунные сплавы, оловянные аноды и цинк. Если вы ищете гальванический металл с исключительной твердостью и прочностью, Zadmak 5 может быть правильным выбором. Этот сплав содержит 95 процентов цинка, 4 процента алюминия и 1 процент меди.Если у вас есть особые потребности в гальванике, мы можем порекомендовать подходящий металл для вашего проекта.
Чтобы узнать больше о типах металлов, которые подходят для процесса гальваники, позвоните нам по телефону 718-342-4900 или посетите наш интернет-магазин, чтобы быстро и без проблем сделать процесс заказа.
Процесс нанесения гальванических покрытий — объяснение | Использование процесса гальваники
Что такое гальваника?
В слове «гальваника» слово «электро» относится к электрическому току, а «гальваника» относится к внешнему покрытию некоторых материалов тонким слоем другого металла.
Таким образом, гальваника определяется как процесс нанесения слоя любого металла на другой материал путем пропускания электрического тока.
Гальваника в основном применяется для предотвращения коррозии металлов и в декоративных целях. Гальваника — это широко используемый процесс во многих отраслях промышленности, таких как автомобили, самолеты, электроника, ювелирные изделия, игрушки и многие другие.
Гальваника проводится в электролитической ячейке. Металл, на который будет нанесено гальваническое покрытие, присоединяется к катоду.Электролит состоит из солевого раствора металла, которым необходимо гальваническое покрытие. Электролит ионизируется, давая положительно заряженные ионы (ионы металлов), которые движутся к аноду для нанесения гальванического покрытия на желаемый объект.
Основными причинами выполнения гальванических покрытий являются:
Для улучшения внешнего вида объектов (например, блестящих)
Для защиты объектов от коррозии истирание, смазывающая способность и т. д.
Анод и катод
В процессе гальваники обычно применяется внешний источник электрического тока. Это происходит в электролитической ячейке. Электрод, подключенный к положительной клемме батареи, называется анодом, а электрод, подключенный к отрицательной клемме батареи, называется катодом. На катоде (отрицательный вывод) происходит реакция электрохимического восстановления. Электрохимическая реакция окисления происходит на аноде (положительный вывод).
Объект, на котором происходит гальваника, выполнен в виде катода (отрицательный вывод)
Металл, который будет нанесен на объект в качестве слоя, становится анодом (положительный вывод).
Солевой раствор осаждаемого металла используется в качестве электролита.
На анод подается постоянный ток, при котором происходит реакция окисления, в результате чего ионы металла растворяются в растворе электролита.
Этих растворенных ионов металлов из раствора электролита становится меньше по мере их осаждения на катоде.
Как работает гальваника?
Давайте узнаем больше о гальванике.
Процесс гальваники:
Чтобы понять процесс гальваники, давайте возьмем пример гальванического покрытия железных предметов медью.
Здесь железный предмет, на который происходит гальваника, выполнен в виде катода (отрицательного вывода).
Металлическая медь, которая будет наноситься слоем на железный объект, становится анодом (положительный вывод).
В качестве электролита используется раствор сульфата меди.
Процедура:
Растворите две чайные ложки сульфата меди в 250 мл дистиллированной воды в чистом и сухом стакане. Для увеличения проводимости добавьте в раствор медного купороса несколько капель разбавленной серной кислоты. Возьмите медную тарелку размером 10 х 4 см и железную ложку.Используйте наждачную бумагу, чтобы очистить медную пластину и железную ложку. Промойте медную тарелку и железную ложку водой и высушите.
Поместите медную пластину в раствор сульфата меди и подключите ее к положительной клемме батареи. Эта медная пластина становится анодом или положительным электродом.
Поместите железную ложку в раствор сульфата меди на расстоянии от медной пластины и подключите ее к положительному выводу батареи. Эта железная ложка становится катодом или отрицательным электродом.
Теперь дайте току пройти примерно 15 минут. Теперь выньте из раствора медную пластину и железную ложку и понаблюдайте за ними. Мы обнаружим, что небольшое количество медной пластины растворилось, и вся поверхность железной ложки покрылась красноватым слоем меди. Следовательно, на железную ложку нанесено гальваническое покрытие из меди.
Раствор сульфата меди содержит ионы меди и ионы сульфата. Когда через раствор сульфата меди пропускают электрический ток,
Свободные ионы меди из раствора сульфата меди притягиваются к отрицательным ионам железной ложки, подключенной к отрицательной клемме батареи, и становятся атомами меди.Эти атомы меди осаждаются на железной ложке в виде тонкого слоя меди по всей ее поверхности.
Медная пластина, подключенная к положительному выводу батареи, растворяется, образуя положительно заряженные ионы меди. Эти ионы меди входят в раствор сульфата меди. Таким образом, ионы меди, потерянные на отрицательном электроде (железной ложке), восстанавливаются положительным электродом в растворе сульфата меди, и этот процесс продолжается, так что ионы меди в электролите остаются прежними.
Следовательно, во время меднения железной ложки металлическая медь переносится с медной пластины на железную ложку через раствор сульфата меди от положительного электрода к отрицательному.
Применение гальваники
Гальваника — очень полезный процесс нанесения тонких металлических слоев на различные металлы и другие объекты. Это делается для того, чтобы,
придать объекту сияющий вид, изменив его внешний вид.
Во избежание коррозии предметов.
Для защиты предметов от царапин.
Чтобы избежать порчи более химически активных металлов путем нанесения менее химически активного металла на более химически активные металлы.
Для изготовления украшений путем нанесения более дорогих серебряных и золотых покрытий на менее дорогие металлы.
Примеры:
Хром блестящий, не корродирует и устойчив к царапинам. Однако хром очень дорог, и создание всего объекта из хрома может быть неэкономичным.Таким образом, изделие изготовлено из дешевого металла, а поверх него нанесено хромирование. Таким образом, хромирование наносится на ряд предметов, таких как автомобильные детали, смесители для ванн, кухонные газовые горелки, велосипедные рули, колесные диски и т. Д.
Многие ювелирные изделия производятся по низким ценам путем гальваники серебра и золота на менее дорогие металлы. . Эти украшения выглядят как серебро или золото, но стоят намного дешевле.
Жестяные банки, которые используются для хранения продуктов, изготавливаются путем гальваники олова на железе.Из-за того, что олово менее реактивно, чем железо, пища защищена и не портится от контакта с железом.
Железо, будучи очень прочным, используется при строительстве мостов и в автомобилях. Однако у него есть недостаток — он подвержен коррозии и образует ржавчину. Следовательно, цинковое покрытие наносится на железо, чтобы предотвратить его коррозию и ржавчину.
Гальваника | Промышленная обработка металла
Что такое гальваника?
Гальваника — это процесс нанесения одного или нескольких слоев металла на деталь путем пропускания положительно заряженного электрического тока через раствор, содержащий растворенные ионы металла (анод), и отрицательно заряженный электрический ток через вашу деталь, подлежащую покрытию (катод) .
Гальваника: проверенное решение
История восходит к древним египтянам, которые покрывали металлы и неметаллы золотом с помощью процесса, известного как «золочение», первой известной обработки поверхности. Некоторые металлы наносятся более равномерно, чем другие, но использование электричества означает, что осаждаемый металл легче течет к участкам с высоким током или краям детали. Эта тенденция особенно ярко проявляется на сложных формах или при попытке покрыть внутреннюю или внутреннюю часть детали.
Доступны индивидуальные решения для гальваники
Помимо нанесения только одного металла, можно одновременно наносить пластину на сплавы таких материалов, как олово и свинец или цинк и железо, для достижения желаемых индивидуальных свойств.
Типы гальванических покрытий:
- Кадмий
- Медь
- Золото
- Твердый хром
- Никель
- Серебро
- Олово
- Олово-свинец
- 000 Цинк
- Черный
- Цинк Черный хром
Характеристики гальванических покрытий:
- Коррозионная стойкость
- Износостойкость
- Внешний вид
- Смазывающая способность
- Паяемость
Применение для гальванических покрытий
Если у вас есть вопросы или дополнительная информация о наших отделках и покрытиях по индивидуальному заказу, или для того, чтобы начать выбор подходящих отделок для вашего проекта Свяжитесь с нами сегодня .