Чертежи листогиб: Чертежи и 3D-модели листогибов, описание и принцип работы
Чертежи и 3D-модели листогибов, описание и принцип работы
Листогибы бывают стационарные и передвижные. Кроме того, листогибы в зависимости от способа гибки делятся на:
- прессовые с пуансоном и матрицей,
- поворотные с гибочной балкой
- ротационные с двумя, тремя и четырьмя валками.
Приводы листогибов бывают:
- Гидравлические работающие с помощью гидропривода. Бывают как стационарные так и передвижные.
- Пневматические работающие с помощью пневмоцилиндров. Бывают как стационарные так и передвижные. В основном типа «поворотной балки».
- Электромеханические — стационарные листогибы работающие за счёт электродвигателя, редуктора и приводной системы (ремни, цепи и т. п.).
- Механические — стационарные листогибы работающие за счёт передачи кинетической энергии предварительно раскрученного маховика.
- Ручные работающие за счёт мускульной силы, так же, в основном, типа «поворотной балки».
 Рабочий используя силу собственных мышц и устройства листогиба как рычаг придаёт металлу нужную форму. Большинство ручных листогибов передвижные и используются непосредственно на месте изготовления изделий из листа.
Рабочий используя силу собственных мышц и устройства листогиба как рычаг придаёт металлу нужную форму. Большинство ручных листогибов передвижные и используются непосредственно на месте изготовления изделий из листа.
Кроме того по способу подачи заготовки: с ручной и с автоматической.
Установка размеров может быть ручная и автоматическая (ЧПУ).
Применение
Гибка листового металла
Листогиб применяется в различных отраслях народного хозяйства: машиностроении, авто-, авиа-, приборостроении и строительстве для производства различных замкнутых и незамкнутых профилей, коробов, коробок а также цилиндров, конусов и т. д.
Основное предназначение листогибов — изготовление различных изделий из листовых материалов.
Описание
Листогибочный пресс — станок, представляющий собой машину, развивающую усилие, применяемое для производственных целей, в основном, для гибки изделий из листового металла.
Характеризуется основными параметрами, такими как развиваемое усилие, рабочая длина; так и дополнительными параметрами: амплитуда хода траверсы, скорость работы (процесса гибки), расстояние между стойками станины, наличием устройства компенсации прогиба стола, наличием дополнительных приспособлений, улучшающих производительность и удобство в работе, таких как поддержка заготовки, датчик полученного угла гиба, система программирования и пр.
В промышленности получили распространение механические, пневматические и гидравлические и «ручные» (при штучном и мелкосерийном производстве) листогибочные прессы. Название происходит от принципа развития усилия на том или ином станке. В основе механического листогибочного пресса лежит кривошипно-шатунный механизм, работа которого вкупе с энергией маховика позволяет осуществлять привод траверсы. Пневматический и гидравлические прессы используют в качестве источника энергии — давление воздуха или давление гидравлического масла соответственно.
Чертеж листогиба. Схема и описание сборки, деталировка изделия
Чертеж листогиба. Схема и описание сборки, деталировка изделия, пошаговая инструкция изготовления конструкции своими руками.
Листогиб состоит из трех сборочных единиц:
— стол;
— поворотное устройство;
— прижим.
Предложенная конструкция позволяет работать с шириной листа до 1000 мм и изогнуть лист за один прием от 0 до 135 градусов.
Стол листогиба.
Изготавливается из швеллера марки 10П длиной 1150 мм.
Полируем верхнюю поверхность швеллера. По краям швеллера фрезеруем сектор двух пазов диаметром 16 мм и длинной 75 мм. Сверлим два сквозных отверстия диаметром 20 мм. Устанавливаем в пазы втулки длиной 50 мм и привариваем их к швеллеру. Крепление стола к верстаку может быть разным, поэтому его надо изготовить самому по месту предполагаемого крепежа, с учетом ваших требований.
Поворотное устройство.
Изготавливается из уголка 75х75х6 мм длиной 1050 мм, металлической полосы 5х35х400 мм, металлической трубы диаметром 30 мм и длиной 400 мм.
Полируем поверхности уголка. По краям уголка фрезеруем аналогичные сектора диаметром 16 мм и длинной 20 мм. Устанавливаем в пазы втулки длиной 10 мм. Свариваем конструкцию.
По желанию ручку можно сделать вращающей для удобства в работе.
Прижим.
Изготавливается из уголков 50х50х5 мм длиной 100 мм и 75х75х6 мм длиной 1050 мм.
Полируем боковую поверхность длинного уголка, привариваем по бокам два коротких уголка. Сверлим сквозные отверстия диаметром 20 мм. Фрезеруем низ, полируем низ (плоскость прижима), фрезеруем пазы.
Собираем конструкцию.
Соединяем стол и поворотное устройство (во втулки вставляем штифты и шайбы, штифты фиксируем шплинтами). Соединяем стол и прижим (в отверстия, через пружины вставляем винты, сверху зажимаем гайками с ручками).
Принцип работы.
Ослабляем гайки. Прижим под действием пружин поднимается вверх. Просовываем лист между столом и прижимом. Устанавливаем лист (заготовку) в размер. Зажимаем гайки. Поворотное устройство устанавливаем руками на необходимый угол изгиба. Возвращаем поворотное устройство в исходное положение. Ослабляем гайки и вытаскиваем заготовку либо продолжаем гнуть дальше.
Устройство трубогиба описано в статье «Чертеж трубогиба»
Заказать чертеж
Поделитесь с друзьями!
Самодельный листогиб — Изделия и проекты
Сказав, что я почти закончил я сильно слукавил. Там ещё много доработок нужно сделать.
Там ещё много доработок нужно сделать.
Идею своего листогиба взял на ютубе:
Собрал с учётом длинны изделия 1.5 метра.
Первая версия состояла как и на видео из уголков — но им не хватило жёсткости.
Наварил внутри профили — стало лучше, но в середине уголки всё равно прогибались.
Приделал 4 скобы. Стало вообще замечательно, но не возможно было загнуть 90 градусов — изделие утыкалось в профиль который был вварен в уголке.
Заменил уголок на профиль типа рельсы (дабл-ти у нас их называют)
Итог:
Скобы прикрепил с низу на гайку, чтобы, если что, можно было снять. Не удачная конструкция — при затяжке с верху скобы сильно гуляют и могут сдвинуть рельсу. Приходится крепить рельсу по краям плоскогубцами типа «джабка».
Первый загиб (кажется, что идёт волной, но это игра света на фотографии, на деле есть практически не заметный живот по середине.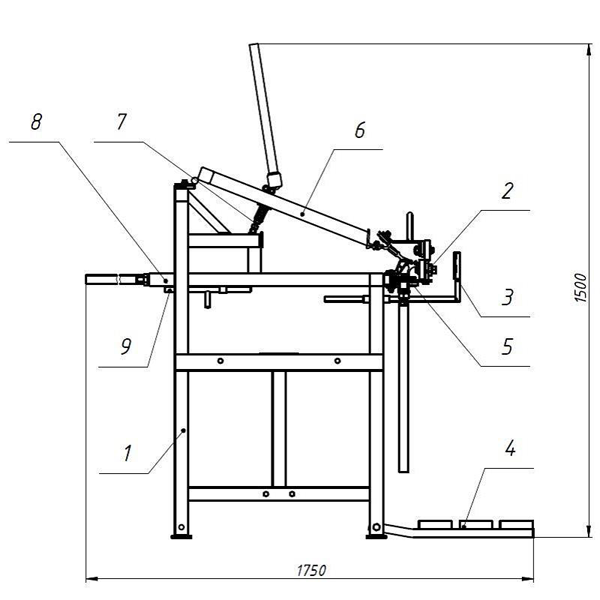 Второй загиб:
Второй загиб:
Чтобы повернуть изделие рельсу можно удобно поставить на скобу:
Готовое изделие. Видно где не дожал или пережал. Но это уже нужен опыт:
Благодаря скобам можно поставить рельсы короткой длинны, что, в отличии от видео выше, позволяет делать коробочки:
Важно, чтобы поверхность была чисто отшлифована — у меня все изделия с маленькими «прыщиками» в одних и тех же местах из-за того, что рельсу не зачистил.
И рельсу нужно посадить на штыри по краям, чтобы сразу ложилась как надо, а не играться с ней двигая туда сюда.
Пока на загиб подготовку изделия из примера (4 загиба) берёт 8 минут, но если доработать будет работать быстрее.
И да, при длинных и узких загибах не то что спина трещит, глаза вылезают
Мини листогиб своими руками
При выполнении столярных и прочих работ могут потребоваться монтажные уголки. Порой их нужно действительно много, что влетает в копеечку. Гораздо дешевле делать их самостоятельно, применяя миниатюрный листогиб. В качестве материала для изготовления на нем уголков можно использовать порезанную на полоски жесть или алюминиевый лист.
Гораздо дешевле делать их самостоятельно, применяя миниатюрный листогиб. В качестве материала для изготовления на нем уголков можно использовать порезанную на полоски жесть или алюминиевый лист.
Материалы:
- уголок 30х30 мм – 60 см;
- стальная полоса шириной 70 мм – 15 см;
- крепкие оконные петли – 2 шт.;
- болты, гайки, барашки.
Изготовление листогиба
Сначала нужно сделать основные заготовки. От полосы следует отрезать кусок 15 см. Уголок нарезается на 4 заготовки по 15 см.
Из двух уголков делаются ручки станка. В них проделывается по одному отверстию. Сверлить нужно по центру одной из сторон на расстоянии 12 мм от края, как на фото. Важно! Отверстие на втором уголке делается в зеркальном отображении относительно первой заготовки.
Остальные 2 уголка соединяются парой крепких оконных петель. Для этого в каждом из них проделывается пара сквозных отверстий. Нужно получить конструкцию, как на фото.
На соединенных петлями уголках проделывается по отверстию для присоединения ручек. Сверлиться нужно на расстоянии 12 мм от краев, как на фото. На одном из уголков делается еще одно отверстие и со второго края на таком же отдалении.
На отрезку полосы нужно сделать 2 отверстия на расстоянии по 12 мм от краев. Важно, чтобы они полностью совпадали с теми, что имеются на одном из уголков с петлями. При этом их нужно сместить на 3 мм ближе к длинной стороне.
Теперь нужно собрать все детали вместе. Уголки для ручек подставляются снизу под заготовку с петлями. Сторона станка с одним отверстием стягивается коротким болтиком. На половине с двумя отверстиями используются длинные болты с барашками. Это позволяет захватить и прижать полосу.
Как пользоваться
Пластинка из мягкого металла или жести нужной длины заводиться в листогиб под полосу. Она выставляется ровно под 90° относительно деталей станка. Заготовка зажимается закручиванием барашек. После этого потянув за ручки нужно согнуть листогиб. При этом пластинка изогнется в монтажный уголок. Дальше в нем останется сделать отверстие и использовать по назначению.
После этого потянув за ручки нужно согнуть листогиб. При этом пластинка изогнется в монтажный уголок. Дальше в нем останется сделать отверстие и использовать по назначению.
Станок делается очень быстро, причем с минимальным набором инструментов. Получаемые уголки могут использоваться при производстве самодельной мебели, клеток для животных, укрепления каркасных конструкций и т.д.
Original article in English
ЛИСТОГИБОЧНЫЙ СТАНОК [своими руками]
[Сделать листогибочный станок своими руками] при правильном подходе к делу и если под рукой будут все необходимые для этого чертежи, сможет каждый домашний мастер.
При этом его мастерская пополнится еще одним нужным в хозяйстве агрегатом, который можно использовать для работы с листовым металлом.
Такой самодельный станок особенно актуален для тех, кто постоянно имеет дело с коньками, желобами и различными планками неправильной формы, так как не придется тратить лишние деньги на их покупку.
Если всю работу по сборке ручного агрегата выполнить правильно, то на нем с легкостью можно будет изготовить из листовой стали заготовки абсолютно любой формы.
Сделать такой универсальный ручной станок можно из любых подручных материалов, при этом для работы потребуется самый обыкновенный инструмент.
Схема его работы достаточно простая, соответственно и необходимый для самостоятельно сборки чертеж не содержит каких-либо сложных узлов.
Конечно, ручной листогибочный станок проще всего приобрести в специализированном магазине, однако не каждому по карману его относительно высокая стоимость.
Между тем, самодельный ручной листогибочный агрегат, который можно увидеть на фото ниже, при соблюдении технологии сборки ни в чем не будет уступать заводскому устройству.
Основное назначение
Над проблемой гибки листового металла человек задумался еще в девятнадцатом веке и именно тогда был предложен первый ручной агрегат данного типа.
Конечно, первое оборудование данного класса имело впечатляющие габариты, кроме этого, обладало сложной конструкцией, однако с течением времени его постоянно модернизировали и совершенствовали.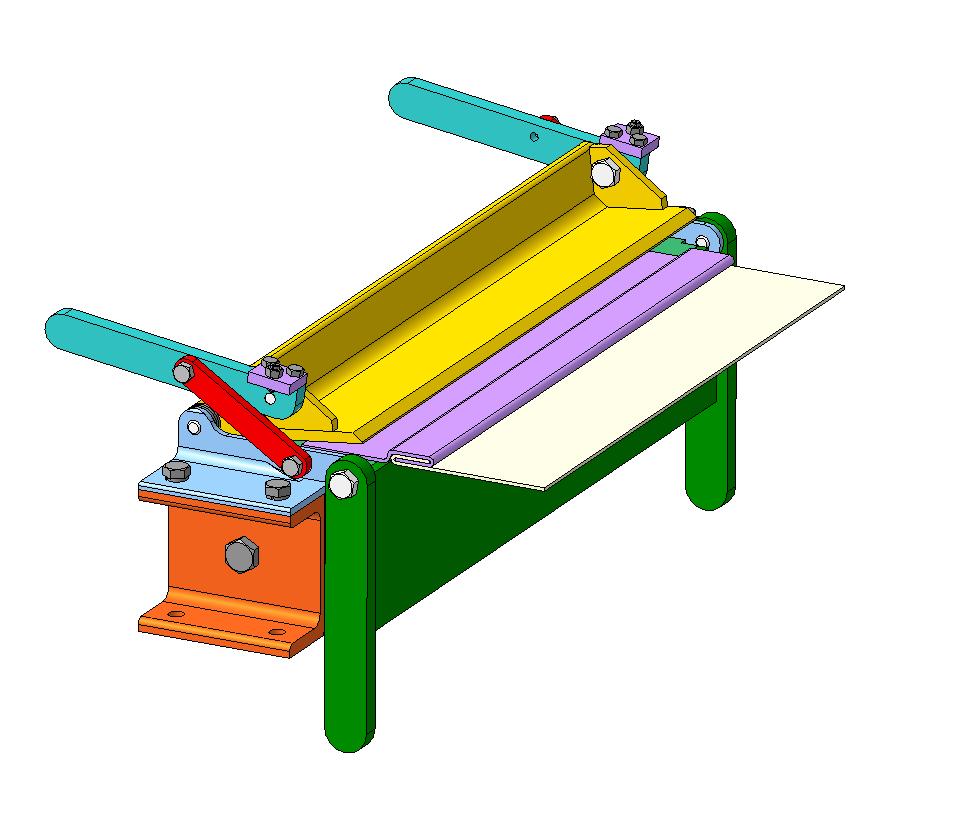
Современные листогибочные станки полностью изменились, причем не только по форме конструкции, но и по всем остальным показателям.
Сегодня такой станок собой представляет комбинированное прессованное устройство, которое предназначено для быстрой гибки листовых металлических заготовок по заданным параметрам.
Такие агрегаты могут работать с различным типом металлом не только различной формы, но и разной толщины.
При помощи них можно достаточно просто изгибать цельные металлические листы под различными углами, не нарушая при этом основной плоскости.
Станки листогибочного типа способны работать с такими металлами, как сталь, алюминий, медь, а также многими другими.
Следует отметить, что используя в работе листогибочный станок, удается практически полностью избежать деформации у отгибаемой части, что невозможно сделать, если производить изгиб, используя оправки и киянку.
В настоящее время листогибочные агрегаты позволяют работать и с окрашенными металлическими поверхностями, при этом повреждение нанесенного покрытия исключается полностью.
Некоторые современные устройства дополнительно оснащаются всевозможными функциями, которые позволяют производить работу с более высокой точностью, а кроме этого, при необходимости осуществлять резку металлических заготовок.
Такие устройства установлены практически на всех машиностроительных предприятиях. Кроме этого, они широко используются в авиастроении и строительстве.
Любой ручной листогибочный станок обязательно состоит из достаточно массивного основания, специального прижима, обжимного пуансона, оснащенного креплением, а также струбцин, при помощи которых осуществляется его прочное крепление с рабочей поверхностью верстака.
Наиболее востребованным является сегментный агрегат, который позволяет производить изгиб сложной формы и состоит из специальных сегментированных балок. Сегментный станок достаточно часто используется и в бытовых целях.
На видео ниже можно увидеть, как работает сегментный универсальный листогибочный станок.
Видео:
Конструктивные особенности
Чаще всего листогибочное устройство использует для изготовления самых разных элементов кровли.
Как правило, в такие универсальные агрегаты металлические листы можно заправлять как с тыльной, так и с передней стороны, а это значит, что нет необходимости делать предварительную прорезку заготовок.
Даже самодельный агрегат данного типа в своей конструкции обязательно должен обязательно предусматривать специальный резец.
Чертеж универсального станка, предназначенного для гибки листов из металла, должен обязательно содержать не только роликовый нож, но и некоторые другие элементы.
Сам нож делают из высокопрочного стального сплава, который затачивают особым образом до необходимой остроты.
Кроме этого, станок оборудуется задним столом, который должен иметь вместительную площадь своей поверхности, на которой будет удобно поместить металлический лист и двигать в заданном направлении.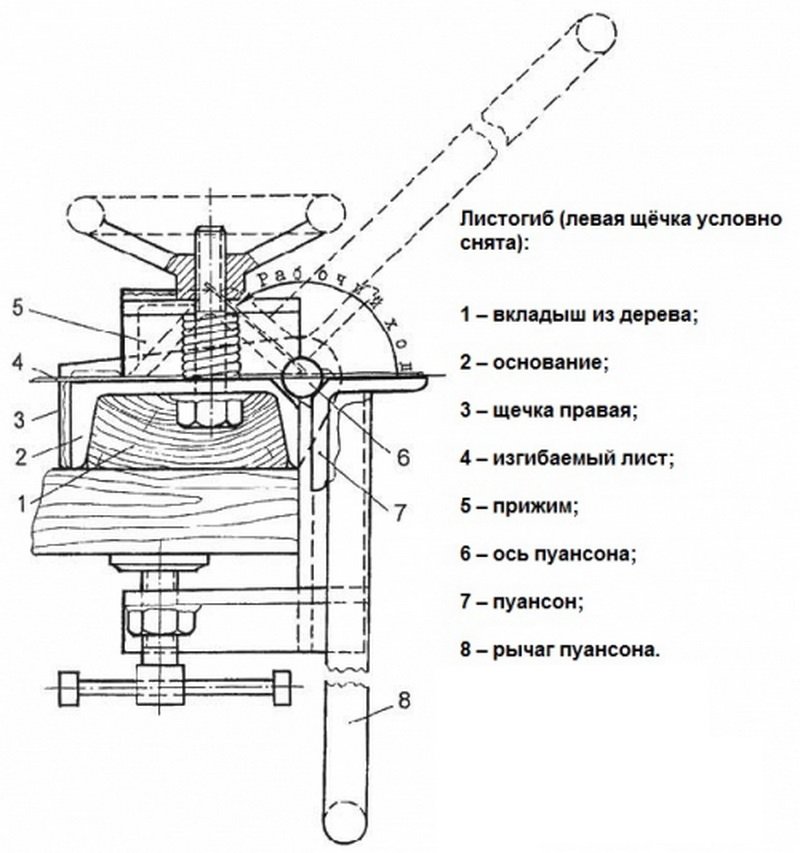
Непосредственно на специальных опорах стола предусматривается установка сгибателя и резака.
Для того чтобы агрегат не скользил по поверхности пола, его размещают на специальной подставке из дерева. Для удобства пользования листогибочным агрегатом необходимо предусмотреть возможность регулировки высоты данной подставки.
Самодельный станок также должен иметь передние упоры, при помощи которых можно будет быстро задавать ширину предполагаемого разреза.
Обязательными элементами являются и измерительная пластина с упором сгиба угла. Эти устройства дадут возможность производить изгиб металлических поверхностей с высокой точностью.
Принцип работы самодельного листогибочного агрегата ни в чем не отличается от промышленных устройств. Работу следует начинать с прочной фиксации заготовки на рабочей поверхности станка и делается это при помощи прижимной рамы.
Далее поворотной балкой производится необходимый загиб на требуемый угол самой листовой заготовки. Сам прижим осуществляется исключительно в механическом режиме, при этом для удобства используется эксцентриковая стяжка.
Сам прижим осуществляется исключительно в механическом режиме, при этом для удобства используется эксцентриковая стяжка.
Правильно собранный листогибочный станок дает возможность выполнять даже сложную работу по своему прямому назначению, при этом отличается достаточно высокой долговечностью.
Принцип работы на ручном агрегате данного типа подробно показан на видео, размещенном ниже.
Видео:
Порядок сборки
Для того чтобы сделать своими руками листогибочное устройство, необходимо иметь под рукой соответствующий чертеж, а также необходимые материалы и походящий инструмент.
Для его самостоятельной сборки лучше всего использовать качественные составляющие, что позволит увеличить срок службы такого станка.
Также необходимо для сборки найти сварочный аппарат, так как многие узлы данного устройства должны иметь прочное сцепление между собой. В качестве материала следует приобрести определенных размеров уголки и швеллер.
В качестве материала следует приобрести определенных размеров уголки и швеллер.
Размер самодельного станка выбирается на свое усмотрение, исходя из условий его последующей эксплуатации. Для начала необходимо сделать прочное и устойчивое основание и для этих целей отлично подойдет швеллер.
Видео:
Швеллер также понадобится и для самостоятельного изготовления основного прижима. По своей длине прижим, а также пуансон должны быть немного короче основания.
Кроме этого, в прижиме необходимо сделать технологические отверстия под болты крепления.
Листогибочный самодельный агрегат должен иметь удобную ручку, которую можно сделать из арматуры соответствующего диаметра.
Конструкция этого устройства должна также состоять и из специальных щечек, которые приваривают таким образом, чтобы они совпали с ребром уголка.
После того как щечки будут равномерно установлены и прочно приварены, выполняется поэтапная сборка устройства.
Для этого основание с пуансоном зажимаются в тисках так, чтобы рабочая зона уголка-пуансона и швеллер от снования оказались в одной плоскости.
Далее на оси пуансона монтируются щечки, и для этих целей используется сварочный аппарат.
Непосредственно после того, как будет полностью выполнена сборка станка, необходимо внимательно проверить прочность всех креплений и узлов.
После этого проводятся проверочные испытания листогибочного устройства, во время которых выполняется окончательная корректировка щечек, а также других механизмов данного оборудования.
При эксплуатации данного станка может потребоваться произвести выравнивание прижима и сделать это можно либо при помощи напильника, либо болгаркой.
Следует отметить, что в этом случае может незначительно снизиться качество изгиба и на поверхности появятся небольшие деформированные участки, что, конечно же, неприемлемо в том случае, если изделия изготавливаются под заказ.
Конечно, простой самодельный станок листогибочного типа, предназначенный для работы в домашних условиях, не сможет работать с поверхностями, которые имеют толщину свыше десяти миллиметров.
Между тем, для выполнения несложных задач в бытовых целях такое устройство будет незаменимым помощником.
Проводить изгиб металла на самодельном станке будет намного легче, если предварительно провести прогрев листов непосредственно в самих местах изгиба.
Помимо того, что прогрев металла значительно облегчит саму работу, это еще позволит избежать появления деформаций и трещин на рабочей поверхности металлического листа.
Порядок работы на самодельном станке листогибочного типа подробно показа на видео, которое размещено ниже.
Видео:
чертеж гибки в GetDrawings | Бесплатно скачать
2
834×296 Изгиб 101 Rogue Fab
1
472×315 Гибка труб Поворотная вытяжка Гибка кривой Чикаго
1
1096×909 Inventor Запрос на гибку листового металла
500×437 3 D Cad Обработка импортированных данных при проектировании листового металла
600×754 Гибочная машина Die Combination Control Drawing, Гибочная машина
1184×708 Расчет изгибающих моментов Усилитель Рисование диаграммы изгибающего момента
500×355 Чертежи полезных рисунков
1920×1080 Inventor — чертежи из листового металла
1280×720 Inventor Примечания по высечке и сгибанию листового металла
1044×503 Подготовка схемы гибки стержней для плит перекрытия
638×479 Формовка и производство листового металла
Аннотации для листового металла 302×227 на чертежах Inventor Продукты Autodesk
Решено 1024×617 Нарисуйте нормальную силу, силу сдвига и изгиб Mo
736×1074 120 Лучшая поза персонажа: изменение изображения персонажа
736×1012 13 лучших изображений для гибки труб по металлообработке, металлу
900×1165 Монстр в Париже Люсьен, Больше мужественности, Бонка Чан
800×909 Beastly Bending, автор Newberrychucks
611×593 Наклоняться другими способами
762×1049 Поза изгиба, часть 2
764×1045 Поза изгиба, часть 2
753×1061 Поза изгиба, часть 2
1199×1200 Сгибание и укрепление спины
650×909 Сгибание руки Ссылки Артистики Анатомия
736×1040 Лучшие 75 изображений в ракурсе тела на рисунках
900×676 Bolin Pro Bending Автор Emilyroseforreal
1080×1024 Мультфильм обрисованного человека, склонившегося над пердящим пламенем
500×629 Рисунки Стефана Стенудда
784×1018 Земля изгибается Fablewing
766×1041 маг земли позы от Finateh92 в крутых позах для рисования
612×842 Упражнение Мимолетные Мгновения Лара Морган Ока
Эскиз огнестойкого изгиба 800×600, автор Zinfer
Рекомендации по проектированию — SheetMetal. Мне
Мне
Отводы
Изгибы являются наиболее типичной особенностью деталей из листового металла и могут быть выполнены с помощью различных методов и машин, что исключает абсолютную необходимость в некоторых из приведенных ниже советов. Однако для типовых деталей, которые должны быть рентабельными и простыми в производстве, могут быть полезны следующие советы.
- Минимальная длина фланца зависит от матрицы, используемой для гибки. Чтобы определить типичную минимальную длину фланца, обратитесь к Таблице усилия на изгиб воздуха.
- Если несколько сгибов находятся в одной плоскости, попробуйте спроектировать деталь так, чтобы все сгибы были обращены в одном направлении.Это избавит оператора от необходимости переворачивать деталь. Это также приносит пользу станкам для гибки створок и панелей, которые могут сгибать только в одном направлении за установку.
- По возможности избегайте крупных деталей, особенно больших деталей с маленькими или детализированными фланцами.
 Преследование крупной детали через каждый изгиб может быть опасным и утомительным для оператора. Это также делает вас уязвимыми для снижения точности деталей.
Преследование крупной детали через каждый изгиб может быть опасным и утомительным для оператора. Это также делает вас уязвимыми для снижения точности деталей. - При разработке детали всегда сверяйтесь с таблицей профилей инструмента. Знайте инструменты, доступные в вашем магазине, или стандарты, если вы отдаете производство на аутсорсинг.Специализированная оснастка может быть очень дорогой.
Зенковки и зенковки
В то время как более тонкие калибровочные листы не часто теряют зенковку, есть несколько рекомендаций, которым следует следовать при работе с более толстыми листами, чтобы сохранить прочность материала и предотвратить деформацию элементов во время формования.
- Расстояние между двумя зенковками должно быть не менее 8-кратной толщины материала.
- Для обеспечения прочности расстояние между краем зенковки и краем материала должно быть в 4 раза больше толщины материала.
- Между застежкой и поверхностью зенковки должно быть не менее 50% контакта.

- Для предотвращения деформации отверстия край зенковки должен быть как минимум в 3 раза больше толщины материала от точки касания сгиба.
Локоны
При добавлении загиба к краю листа следующие рекомендации гарантируют, что никаких специальных инструментов не потребуется.
- Наружный радиус изгиба не может быть меньше толщины материала в 2 раза.Это создаст проем с радиусом толщины 1 материала.
- Отверстие должно быть не менее радиуса изгиба плюс толщина материала из элемента изгиба.
- Изгиб должен быть не менее радиуса изгиба плюс 6-кратная толщина материала от элемента изгиба.
Ямочки
- Диаметр углубления не должен превышать толщину материала более чем в 6 раз.
- Внутренняя глубина ямки не должна превышать внутренний радиус.
- Отверстие должно быть не менее чем в три раза больше толщины материала от края впадины. Или внутренний радиус лунки плюс 3-кратная толщина материала.

- От края детали углубления должны быть как минимум в 4 раза больше толщины материала плюс радиус углубления.
- От изгиба углубления должны быть как минимум в 2 раза больше толщины материала плюс радиус углубления плюс радиус изгиба.
- От другой лунки углубления должны быть в 4 раза больше толщины материала плюс внутренний радиус каждой лунки.
Тиснение и рифление
- Выдавливания и смещения следует измерять на одной стороне материала, если нет необходимости выдерживать внешний размер.
- Для круглых тиснений или ребер максимальная глубина равна внутреннему радиусу тиснения.
- Для плоских тиснений максимальная глубина равна внутреннему радиусу плюс внешний радиус.
- Для V-образного тиснения максимальная глубина равна трехкратной толщине материала.
- Тиснение должно быть как минимум в 3 раза больше толщины материала от края отверстия.
- Между двумя параллельными ребрами минимальное расстояние в 10 раз превышает толщину материала плюс радиус ребер.
Экструдированные отверстия
- Расстояние между двумя выдавленными отверстиями должно быть не менее 6-кратной толщины материала.
- Расстояние от края до выдавленного отверстия должно быть как минимум в 3 раза больше толщины материала.
- Расстояние от изгиба до выдавленного отверстия должно быть в 3 раза больше толщины материала плюс радиус изгиба.
Накладки
Накладки используются для усиления фланца без необходимости в дополнительных процессах, таких как сварка. Хотя косынки почти всегда требуют специального инструмента, некоторые базовые рекомендации должны помочь. Обязательно проконсультируйтесь с отделом тормозных прессов вашего завода, чтобы узнать, что они оборудованы для гибки.
- Накладки под 45 ° не должны иметь толщину материала более чем в 4 раза по их плоской кромке
- Для отверстий расстояние между косынкой и краем отверстия должно быть не менее 8-кратной толщины материала.
Кайма
Подгибка используется для создания складок в листовом металле, чтобы придать краям жесткость и создать край, безопасный для прикосновения.
- Для отрывной кромки внутренний диаметр должен быть равен толщине материала.
- Для открытой кромки изгиб теряет округлость, если внутренний диаметр превышает толщину материала.
- Для отверстий минимальное расстояние между краями отверстия в 2 раза превышает толщину материала плюс радиус кромки.
- Для сгибов минимальное расстояние между внутренней кромкой сгиба и внешней стороной кромки должно быть в 5 раз больше толщины материала плюс радиус сгиба плюс радиус кромки.
Отверстия / Слоты
- Расстояние от внешней линии пресс-формы до нижней части выреза должно быть равным минимальной длине фланца, предписанной диаграммой силы изгиба воздуха.
- Практическое правило : 2,5 * толщина материала + радиус изгиба.
- При использовании пробивного пресса диаметр отверстия всегда должен быть равен диаметру вашего инструмента, и вы никогда не должны использовать инструмент, диаметр которого меньше толщины материала.
- Практическое правило : Никогда не проектируйте отверстие диаметром менее 0,040 дюйма, кроме случаев лазерной резки.
- При использовании пробойника отверстия для пресса должны быть не менее 1 толщины материала от любого края. Это предотвращает вздутие по краю.
Копья и жалюзи
Формованные штанги и жалюзи почти всегда потребуют специального инструмента, поэтому убедитесь, что понимаете, что вам доступно, прежде чем проектировать элемент.
- Минимальная глубина копья должна быть в два раза больше толщины материала и не менее.125 ”
- Если копье сформировано с помощью стандартного инструмента, убедитесь, что длина изгиба может быть разделена стандартным набором секционного инструмента.
- От изгиба копья должны быть не менее чем в 3 раза больше толщины материала плюс радиус изгиба, однако фактический минимум часто намного больше, чем этот, и определяется профилем инструмента.
- От отверстия копья должны быть не менее чем на 3 толщины материала от края отверстия.
Пазы и рельефы
- Минимальная ширина выемки равна толщине материала и не менее.04 ”. Это невозможно, если заготовка вырезается с помощью лазерной системы, и в этом случае минимум составляет только пропил лазера.
- При определении длины надреза очень важно понимать, какой инструмент использовался для выполнения надреза. По возможности, выемка должна быть кратной длине пуансона, чтобы не допустить высечки.
- Минимальное расстояние от сгиба составляет 3 длины материала плюс радиус сгиба.
- При изготовлении с помощью штамповочного пресса минимальное расстояние между двумя надрезами должно быть не менее 2-кратной толщины материала и не менее.125 ”
Сварка
- Сварку вручную следует ограничивать калибрами толщиной более 20.
- Для соединения плоских поверхностей одинаковой толщины следует использовать точечную сварку. Геометрия рычага и глубина горловины аппарата точечной сварки будут ограничивающим фактором.
- Сварные соединения следует проектировать с максимально жесткими допусками, чтобы сварщику не требовалось добавлять проволоку.
- Материал проволоки всегда должен совпадать с материалом свариваемого материала.
Покрытие
- Острые края и углы обычно получают примерно в два раза больше, чем материал покрытия из-за плотности тока в этих областях.
- Если возможно, нарезание и резьба после нанесения покрытия, в противном случае предположите, что толщина материала увеличится в 4 раза по сравнению с типичной толщиной покрытия, соответственно скомпенсируйте шаг и глубину.
- Избегайте труднодоступных углублений.
- Поскольку детали будут подвешиваться на крючки и погружаться в них, выгодно сделать отверстия для подвешивания в вашей детали, а не оставлять решение на усмотрение обкладчика.Эти отверстия могут быть небольшими, их достаточно, чтобы продеть проволочный крючок. Эти отверстия также позволят вам контролировать положение детали при погружении.
- В дополнение к отверстию для подвешивания предусмотрены дренажные отверстия. Зная ориентацию детали по отверстиям для подвешивания, убедитесь, что деталь можно легко очистить после нанесения покрытия.
- Предположим, что все области детали будут покрыты гальваническим покрытием, маскирование не рекомендуется.
Советы по рисованию сгиба | Справочное руководство по CAD
- Home
- 500 долларов США Раздача кредита в eMachineShop
- 2.5D и 3D детали
- Услуги 3D-печати
- Ацеталь лист
- Акрилатные пластмассы
- Свойства акрила
- Акриловый лист
- Аддитивное или вычитающее
- Целевые рынки для самолетов
- Алюминиевые сплавы
- Алюминиевый лист
- Анодирование
- Приложение
- Архитектура Целевой рынок
- Art Target Markets
- Целевой рынок аудиооборудования
- Автоматический вентиль / манометр
- Ось
- B2B Контрактное производство
- Ленточнопильный станок
- Услуги по дробеструйной очистке
- Программа для дизайна бусинок
- Программное обеспечение для проектирования лучей
- Велосипеды Target Markets
- Промывка связующего
- Служба отделки черной оксидной пленкой
- Заглушка
- Допуск за допуск
- Программа для разработки открывалки для бутылок
- Целевой рынок бизнеса
- CAD Загрузить тестовое всплывающее окно
- CAD Получить тестовое предложение всплывающее окно 2
- CAD Подтверждение заказа
- Часто задаваемые вопросы по САПР
- Руководство по программному обеспечению САПР
- Целевой рынок камер и фото
- Лист из углеродного волокна
- Автомобили Целевые рынки
- Кольцо камеры и прокладка
- Заказ на изменение
- Тестовая страница чат-клиента
- Программа для создания шахматных фигур
- Классические механизмы — как они работают
- Станок для гибки с ЧПУ
- Услуги лазерной резки с ЧПУ
- Фрезерный станок с ЧПУ
- Служба плазменной резки с ЧПУ
- Фрезерование с ЧПУ
- Токарный станок с ЧПУ
- Служба пробивки револьверных головок с ЧПУ
- Коэффициент трения
- Компенсация отделки
- Соединительная трубка
- Связаться с eMachineShop
- Контроль
- Медь лист
- Копировать деталь
- Снижение затрат
- Зенковка
- Зенковка
- Краудфандинг
- CSS
- Детали из АБС на заказ
- Ацеталевые детали на заказ
- Акриловые детали на заказ
- Обработка алюминиевых деталей на заказ
- Пользовательские автозапчасти
- Детали из латуни на заказ
- Детали из бронзы на заказ
- Детали из углеродного волокна на заказ
- Медные детали на заказ
- Корпуса на заказ
- Детали из стекловолокна на заказ
- Плоские шайбы на заказ
- Индивидуальные передние панели
- Прокладки на заказ
- Ключи для гольфа на заказ
- Пользовательские радиаторы
- Ручки на заказ
- Детали, обработанные на заказ
- Галерея деталей, изготовленных на заказ
- Прямозубые цилиндрические шестерни на заказ
- Металлические кронштейны на заказ
- Услуги по изготовлению металлических изделий на заказ
- Металлические распорки на заказ
- Детали мотоциклов на заказ
- Нейлоновые детали на заказ
- Пластиковые детали на заказ
- Обработка деталей из поликарбоната на заказ
- Обработка деталей из полистирола на заказ
- Обработка деталей из ПТФЭ на заказ
- Пользовательские детали из ПВХ
- Детали роботов на заказ
- Резиновые детали на заказ
- Пользовательские опоры вала
- Ящики и корпуса из листового металла на заказ
- Ручки переключения передач на заказ
- Детали из пружинной стали на заказ
- Детали из нержавеющей стали на заказ
- Обработанные стальные детали на заказ
- Стальные валы на заказ
- Обработка титановых деталей на заказ
- Детали игрушек на заказ
- Ключи нестандартные
- В центре внимания клиентов: Lotus Exige
- В центре внимания клиентов: трикодер из Star Trek
- Внимание клиентов: ограничительная пластина корпуса дроссельной заслонки
- Заказчик
- Пластина цилиндра
- Датаум
- Базовая цель (и)
- Срок поставки
- Дизайн моих собственных украшений
- Запросы на дизайнерские услуги
- дизайн-сервис-карты
- Программа для проектирования игральных костей
- Загрузить eMachineShop
- Загрузить eMachineShop
- Загрузить eMachineShop
- Загрузить eMachineShop CAD
- Загрузить eMachineShop Figma Rough
- Загрузить eMachineShop Figma Rough
- Скачать новый шаблон
- Бурение
- Целевой рынок для дронов
- Динамическая балансировка маховика
- Образование
- Электронные символы
- Целевой рынок электроники
- eMachineShop Бесплатная раздача $ 500
- eMachineShop Бесплатная раздача $ 500
- Функции САПР eMachineShop
- Общая политика поставщика eMachineShop
- eMachineShop был удален
- Отзыв о котировке eMachineShop
- Лицензионное соглашение с конечным пользователем («EULA»)
- Целевой рынок энергии
- Целевой рынок инжиниринга
- Инженеры
- Гравировальные услуги
- Экспорт САПР eMachineShop в DXF, IGES и STEP
- Fab цитата
- Элемент
- Модель размера (FOS)
- Особенности Нет фото
- Стекловолоконный лист
- Отделки
- Маховик
- Маховик и поплавок
- Бесплатная программа для проектирования подшипниковых узлов
- Бесплатное программное обеспечение для проектирования болтов
- Бесплатное программное обеспечение для проектирования болтовых пластин
- Бесплатная программа для проектирования кронштейнов
- Бесплатное программное обеспечение CAD для 3D-принтеров
- Средства защиты ушей для респираторных масок
- Бесплатное ПО для проектирования корпусов
- Бесплатное ПО для проектирования маховиков
- Бесплатная программа для проектирования передней панели
- Бесплатное ПО для проектирования шестерен
- Бесплатное ПО для проектирования радиаторов
- Бесплатное программное обеспечение для проектирования шестигранных гаек
- Бесплатная программа для проектирования крышек корпуса
- Бесплатные мастера программного обеспечения для механического проектирования
- Бесплатная онлайн-программа просмотра файлов САПР
- Условия использования бесплатного онлайн-просмотра и конвертера САПР
- Бесплатная онлайн-программа просмотра файлов DXF
- Бесплатная онлайн-программа просмотра файлов IGES
- Бесплатная онлайн-программа просмотра файлов STEP v2
- Бесплатная онлайн программа просмотра файлов STEP
- Бесплатный онлайн-конвертер пошаговых протоколов
- Бесплатная онлайн-программа просмотра файлов STL
- Бесплатное ПО для проектирования полигонов
- Бесплатное программное обеспечение для проектирования шкивов
- Бесплатное программное обеспечение для проектирования зажимов вала
- Бесплатное программное обеспечение для проектирования муфт вала
- Бесплатное программное обеспечение для проектирования коробок из листового металла
- Бесплатное программное обеспечение для проектирования проставок
- Бесплатное программное обеспечение для проектирования гаечных ключей
- Полный индикатор движения
- Материалы для галереи
- Определение угловатости GD&T
- Символы GD&T CAD
- Определение окружности GD&T
- Определение концентричности GD&T
- Концепции GD&T
- Определение цилиндричности GD&T
- Определение плоскостности GD&T
- Определение параллелизма GD&T
- Определение перпендикулярности GD&T
- Определение положения GD&T
- Определение профиля GD&T
- GD&T Профиль определения линии
- Правила GD&T
- Определение биения GD&T
- Символы GD&T
- Определение симметрии GD&T
- Определения допусков GD&T
- Определение полного биения GD&T
- Женевское колесо спуска
- Определение геометрических размеров и допусков
- Получите быстрое предложение
- Получите предложение для повторного заказа детали, ранее заказанной в eMachineShop CAD
- Всплывающее окно теста расценки 3
- Получить статус заказа
- Начало работы
- Глоссарий
- Золото
- Связи теплового двигателя
- Стенд для теплового двигателя
- Справка Быстрый старт
- Справочный словарь
- Хобби
- Целевой рынок для хобби
- Горячая / холодная плита
- Как построить транспортный ящик
- Охлаждение литьевой формы
- Рекомендации по проектированию литьевого формования
- Материалы для литья под давлением
- Установка на Mac
- Мгновенное онлайн-предложение обработанных деталей
- Бета-версия мгновенного предложения | eMachineShop
- Руководство по мгновенному цитированию
- Изолятор
- Устройство прерывистого движения
- Интервью
- Изобретатели
- Тест Джесси Страница
- Детали ювелирных изделий
- Программа для дизайна клавиатуры
- Программное обеспечение для дизайна ручек
- Накатка
- Служба лазерной маркировки
- Урок 1 из 6.