Чертеж гибочного станка ручного: Профилегиб своими руками: чертежи, размеры, (35 фото)
Делаем самостоятельно своими руками трубогиб в гараже для личного использования.
Здравствуйте в этой статье автор канала DOMOVENOK покажет как можно сделать трубогиб своими руками в гараже без всяких токарных работ.
Для будущего трубогиба автор использовал 8 штук 303 подшипников, они идеально подходят, особенно их китайский аналог, так как по цене они недорогие.
Для основы будущего трубогиба автор берет швеллер 40х80 мм. длиной 350 мм., размечает нужные размеры, отпиливает, после с помощью УШМ, отчищает от ржавчины.
В качестве вала трубогиба для подшипников автор использовал строительную шпильку М 18.
Для удобства одевания на шпильку подшипников автор немного шлифует резьбу болгаркой.
В роли ограничителей для подшипников автор использует увеличенную шайбу М 18, с помощью оправки и молотка создает небольшую конусность, для свободного вращения подшипников.
Далее автор собирает все в одно целое и зажимаем по краям гайками М 18. Слегка изогнутые шайбы не задевают внешний обод подшипников и они свободно крутятся.
Слегка изогнутые шайбы не задевают внешний обод подшипников и они свободно крутятся.
Мастер стягивает конструкцию получше и для надежности прихватывает с помощью электросварки.
Лишнюю длину шпильки отрезает.
В итоге получился ыал с подшипниками длиной 80 мм, шириной 40мм.
Далее автор с уголка 25х25 мм отрезает 4 отрезка по 25 сантиметров, они будут служить направляющими для ведущего и прижимного ролика.
Собираем конструкцию, необходимо правильно и точно выдержать все углы, расстояние между 2 уголками, где будет двигаться направляющая необходимо выполнить не менее 18 мм. Длина от края основания трубогиба до направляющих по 140 мм со всех сторон.
Далее мастер приступает к изготовлению ведущего ролика.
Для этого я использовал всю ту же 18 шпильку длиной 135 мм, надев на нее отрезок трубы длиной 40 мм, диаметром 27 мм, заполнив расстояние между шпилькой и трубкой гвоздями 40 мм. предварительно отрезав у них шляпки, получилось что-то наподобие игольчатого
предварительно отрезав у них шляпки, получилось что-то наподобие игольчатого
подшипника.
Края этой конструкции автор основательно проваривает сваркой.
Для того чтобы конструкция у нас не развалилась и не проскальзывала надеваем на края вала 2 штуки 303 подшипников.
Приступаем к изготовлению подвижной каретки, оно будет состоять из двух отрезков профильной трубы 20 мм на 40 мм длиной 30 мм и прямоугольной металлической пластины размером 80 мм на 50 мм.
Соединяем всю конструкцию вместе с верхней части каретки с помощью электросварки, отмечаем середину и просверливаем отверстие диаметром 18 мм.
Собираем подъемный механизм, который будет состоять из шпильки М 18 и 2 гаек М 18.
Размечаем и отрезаем прямоугольный отрезок металлической пластины размерами 70 мм х 130 мм для упора подъемного механизма.
Размечаем середину и проделываем отверстие на 18 мм.
Теперь можно все собирать в одно целое.
Устанавливаем каретку с ведущим роликом направляющей сверху, устанавливаем пластину 70 мм на 13мм с отверстием посередине накручиваем на шпильку гайку и прихватываем все это электросваркой.
Таким образом у нас получился подъемно — прижимной механизм и при вращении шпильки каретка начинает перемещаться по направляющим вверх и вниз, при этом прижимая профиль трубы и сгибая ее. Далее по краям основания привариваем наши ролики.
Далее автор изготовил верхнюю ручку для прижимной каретки из профильной трубы 20 мм х 20 мм, длиной 220 мм.
После автор изготовил ручку для поката изгибаемой трубы, из профильной трубы 20 мм х 20 мм, длиной 190 мм, также для удобства приспособил ручку от дрели.
Спасибо за внимание.
Этот пост может содержать партнерские ссылки. Это означает, что я зарабатываю небольшую комиссию за ссылки, используемые без каких-либо дополнительных затрат для вас. Дополнительную информацию смотрите в моей политике конфиденциальности.
Дополнительную информацию смотрите в моей политике конфиденциальности.
самодельные станки для холодной ковки дома и не только, размеры устройств, из тисков и профильных труб, для гибки арматуры, квадрата, полосы
Станок для холодной ковки PROMA Gnutik 0005
Гнутик предназначен для гибки прутков и трубок под радиус или заданный угол, является одним из основных инструментов при выполнении холодной ковки. Данная статья посвящена изготовлению устройства своими руками.
Станки для холодной ковки, инструменты и приспособления
При изготовлении различных изделий и элементов по технологии холодной ковки используется набор ручных или электрических агрегатов, а также инструменты и приспособления.
В перечень ручных мехханизмов входит вышеупомянутый гнутик, а также улитка, волна, твистер, глобус (объемник), фонарик. Каждый механизм используется для производства определенных элементов. Станки возможно сделать самостоятельно, так как они обладают не слишком сложным строением, или купить механизмы заводской сборки.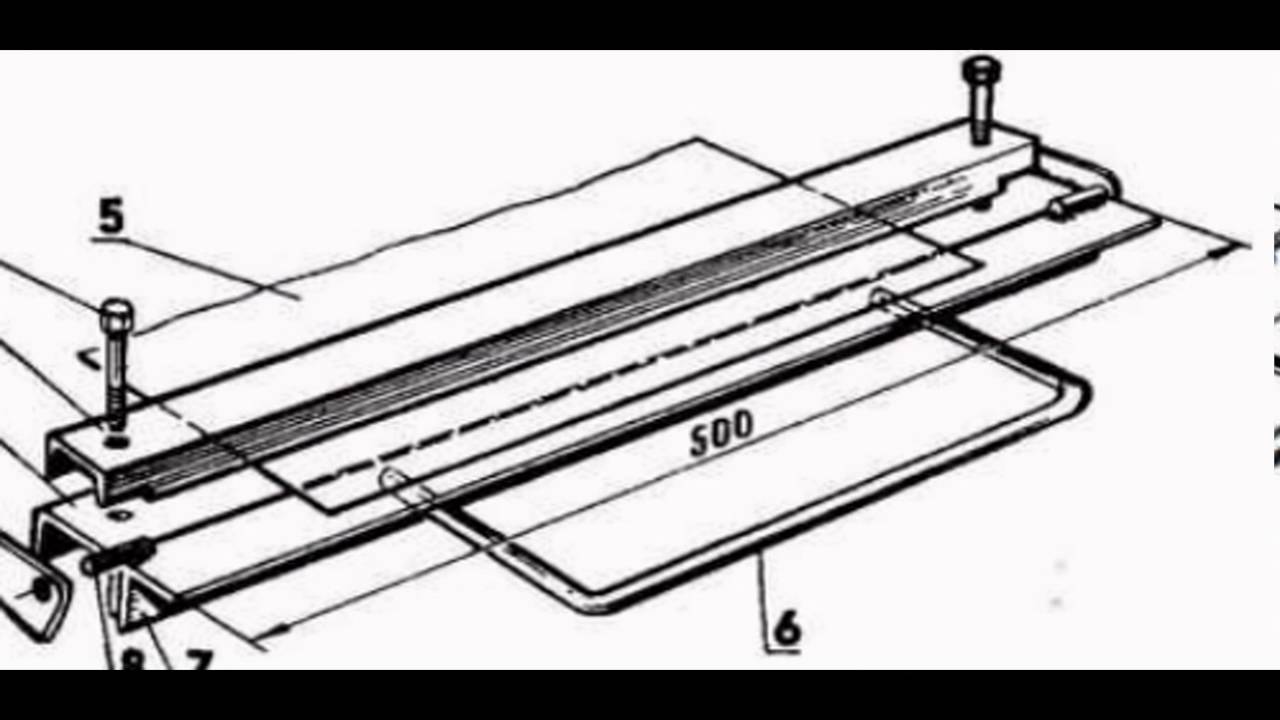
Станок типа улитка PROMA. Фото ВсеИнструменты.ру
Инструменты и приспособления в большинстве случаев производятся каждым мастером самостоятельно.
Наличие всего необходимого оснащения позволяет реализовывать проекты холодной ковки своими руками.
Самодельный гнутик для ковки арматуры и других материалов дома, как сделать из тисков, профильной трубы, подшипников и не только, размеры, видео
Далее представлены обзоры самостоятельного производства устройства для гибки, делаем механизмы своими руками.
Самодельный разборный гнутик для холодной ковки из обычного и каленого металла с размерами всех частей устройства
Мастер демонстрирует готовый станок, выполняется гибка полосы 4 см.
- Механизм выполнен из металла толщиной 10 мм., валики – из каленого металла, крепление и фиксация осуществляется с помощью болтов.
- Размеры: ширина – 120, длина – 210 мм., диаметр трех валов, один из которых с насечками – 30 мм.
- С нижней стороны приварены две щечки, толщина которых 10 мм.
 , диаметр и высота вала – 60 и 40 мм. соответственно.
, диаметр и высота вала – 60 и 40 мм. соответственно.
Есть проблема: мягкий металл, нужна высокоуглеродистая сталь, либо каленые части.
Гнутик из каленого металла, чертеж и размеры устройства, сборка своими руками
Мастер демонстрирует подробный чертеж устройства на бумаге. Все элементы станка: пластины, болты и валы – выполняются из каленого металла, их производство заказывается у специалистов. Данный станок является усовершенствованной модификацией устройства из предыдущего ролика.
Размеры всех элементов прописываются и оговариваются, исполнитель объясняет, какое строение имеет станок, каким образом выполняется крепление деталей.
Демонстрируется каркас станка, сваренный из трех элементов и объясняется процесс дальнейшей сборки устройства.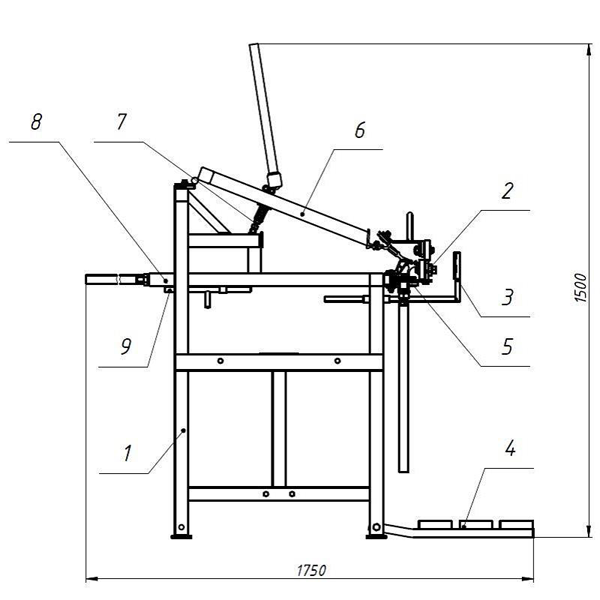
Самодельный гнутик со съемными роликами для гибки полосы, квадрата, профиля
Важная особенность! Данное приспособление позволяет гнуть парные заготовки для симметричных изделий.
Механизм позволяет проводить гибку заготовок разной формы и сечения, является незаменимым инструментом для кузнеца.
С помощью съемных роликов выполняется гибка двух 12-ых и 14-ых квадратов, полосы 25 на 4. В результате получаются заготовки полукруглой формы.
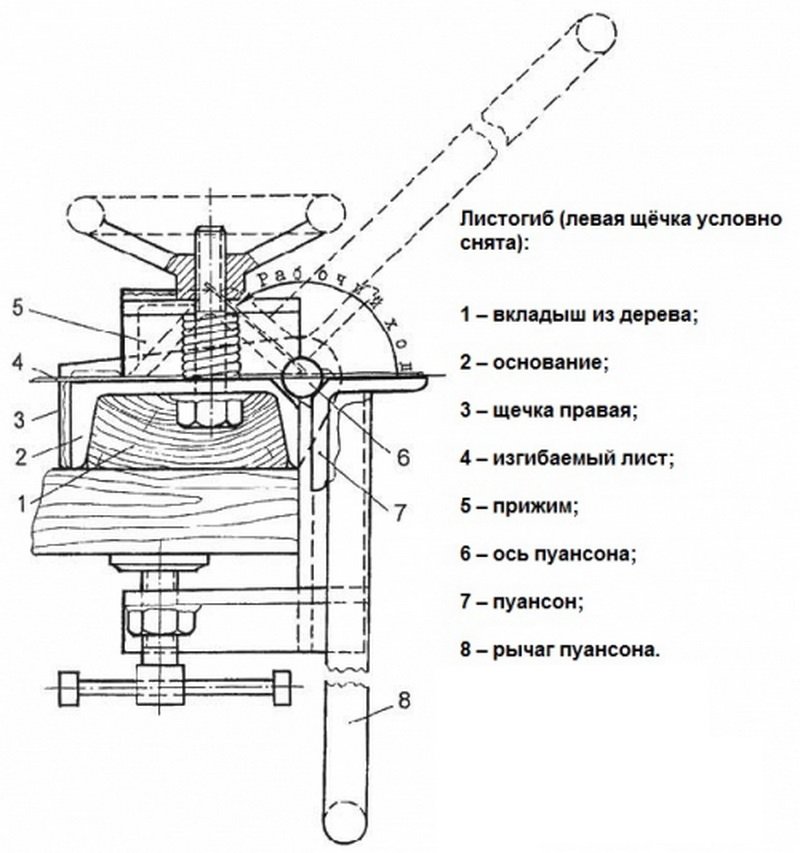
Листогиб своими руками — чертежи и описание как сделать
Листогиб, изготовленный своими руками будет хорошим помощником в домашней мастерской. Ведь из листового металла делают такие изделия, как водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста. И при этом все это можно сделать только на гибочном станке. В данном обзоре приведены рекомендации и схемы для изготовления самодельного листогиба из металла или дерева.
Ведь из листового металла делают такие изделия, как водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста. И при этом все это можно сделать только на гибочном станке. В данном обзоре приведены рекомендации и схемы для изготовления самодельного листогиба из металла или дерева.
Виды листогибов
Существует три вида листогибов:
- Простые ручные. На таких станках гибка металла происходит при приложении силы в определенном месте. Ручные листогибы дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
- Гидравлические. В таких станках при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть как прямой, так и криволинейной. Относясь к профессиональному, оборудование данного типа используется в основном на предприятиях средней и большой мощности.

- Роликовые или валковые листогибы. На таких станках листовой металл не сгибается по прямой, а закругляется.
Для домашнего использования проще всего сделать ручной листогиб.
Для рассмотренного в примере самодельного листогиба потребуется:
- Тавр на 70 мм — три куска по 2,5 м.
- Два болта 20 мм диаметром.
- Небольшой кусок металла толщиной 5 мм (для вырезания укосин).
- Пружина.
- Металлические дверные петли (две штуки).
Процесс изготовления листогиба следующий:
Рассмотренный металлический листогиб за счет мощности позволит гнуть длинные заготовки и листы солидной толщины.
Чертеж деревянного листогиба
Для аккуратного изгибания полос листового железа, например при изготовлении отливов, можно соорудить несложное приспособление из досок.
Схема деревянного листогиба:
| Для сборки потребуется: | |
Три доски. Размер досок — на ваше усмотрение. Размер досок — на ваше усмотрение. | |
| Две петли (лучше мебельные). Если конструкция длинная — для надежности используйте больше петель. | |
| Два болта с барашковыми гайками и шайбами. |
Два отрезка досок соединяются петлями, а третий со скосом используется как прижим для сгибаемой полосы.
Использовать конструкцию просто:
- Опустив гайки, нужно просунуть полосу железа между зажимом и основанием.
- Выровнять по разметке.
- Зафиксировать полосу затягиванием барашковых гаек.
- Поднять доску и получить сгиб.
Деревянный листогиб
Для чего нужен скос на третьей доске? Для сгибов по более острым углом. Также скос необходим для сгибов под прямым углом, так как жесть нужно немного перегибать.
Скос на доске можно сделать рубанком или ручной циркулярной пилой.
Из рассмотренных листогибов, изготовленных своими руками, вы, в зависимости от цели использования, можете выбрать оптимальный вариант — мощный металлический или простой деревянный.
Трубогибочная машина, ручная Малая
DMI International Inc. Офис в США
TULSA, OKLAHOMA 74116 Веб-сайт: www.dmiinternational.com
Роберт Бьюкенен Президент
Мобильный: (918) 639-2193 Электронная почта: Robert @ dmiinternational.com
Darrin Hamby
Вице-президент по международным продажам: (918) 671-0913
Электронная почта: [email protected]
0
СОДЕРЖАНИЕ
НАЗВАНИЕ СТРАНИЦА
Предупреждения 1 Технические характеристики 2 Данные гибки 3 1.Инструкции по эксплуатации и обслуживанию 4
1.1 Введение 4 1.2 Компоненты 5
1.2.1 Гидравлика 5 1.2.2 Набор для гибки 6 1.2.3 Подъемный язычок 6 1.2.4 Трубный ролик 6
1.3 Органы управления 7 1.3.1 Дроссельная заслонка двигателя гибочного станка 7 1.3.2 Гидравлические регулирующие клапаны 7 1.3.3 Регуляторы давления 7 1.3.4 Гидравлические разъемы оправки 8 1.3.5 Воздушный компрессор 8
1. 4 Предварительные проверки 9 1.4.1 Установка ролика 9
4 Предварительные проверки 9 1.4.1 Установка ролика 9
1.5 Процедуры запуска 10 1.6 Эксплуатация 11 1.7 Процедуры отключения 14
2. Проблемы изгиба и эксплуатации Таблица 15 3. Инструкции по смазке 17 4. Переналадка труб другого размера 18 5. Работа гибочного станка с гидравлическим или оправка с пневматической заглушкой 19
5.1 Подготовка оправки 19 5.2 Установка справочного положения оправки 19 5.3 Эксплуатация оправки 20
0
ТАБЛИЦА ЧЕРТЕЖЕЙ
ЧЕРТЕЖ НА СТРАНИЦЕ 1 6-20 PBM с чертежом воздушного компрессора 2 6-20 PBM с чертежом списка деталей воздушного компрессора 3 Чертеж положения изгиба 4 Схематический чертеж гидравлической системы 5 Чертеж гидравлических органов управления 6 Чертеж изгибающего комплекта с футеровкой 7 Руководство по расположению оправки C 4.4 Технические характеристики двигателя ACERT Руководство по эксплуатации воздушного компрессора Quincy 325 (для машин с воздушным компрессором) * Руководство по лебедке Ramsey Производитель оставляет за собой право вносить изменения в детали, оборудование и технические характеристики в любое время и без предварительного уведомления. Производитель также оставляет за собой право вносить указанные изменения без обязательств по замене ранее изготовленных деталей и оборудования. * Если гибочная машина не оснащена воздушным компрессором, опустите спецификации, относящиеся к установке, эксплуатации, управлению или техническому обслуживанию компрессора
Производитель также оставляет за собой право вносить указанные изменения без обязательств по замене ранее изготовленных деталей и оборудования. * Если гибочная машина не оснащена воздушным компрессором, опустите спецификации, относящиеся к установке, эксплуатации, управлению или техническому обслуживанию компрессора
.
1
ПРЕДУПРЕЖДЕНИЯ !! Прежде чем пытаться использовать это оборудование, прочтите все инструкции и процедуры и убедитесь, что вы их понимаете. Только квалифицированный и уполномоченный персонал должен пытаться эксплуатировать или обслуживать это оборудование. ! Держите персонал подальше от ручек управления и на достаточном расстоянии от машины во время работы
. ! Перед запуском двигателя убедитесь, что все ручки управления клапанами находятся в положении ВЫКЛ. ! При выполнении изгибов в трубе, труба должна опираться на точечный конец машины
, где труба выходит из машины.Это может быть выполнено с помощью трактора с боковой стрелой, подвесного подъемника или консольного крана, причем все они имеют достаточный размер, чтобы выдержать полную нагрузку на длину изгибаемой трубы. Несоблюдение этого правила может привести к повреждению трубы, машины или того и другого.
Несоблюдение этого правила может привести к повреждению трубы, машины или того и другого.
! При регулировке или обслуживании этой машины выключите двигатель и переведите
все ручки управления клапанами в положение ВЫКЛЮЧЕНО или НЕЙТРАЛЬНО! Никогда не заправляйте машину, пока двигатель или гидравлические шланги и компоненты горячие.
Подождите, пока аппарат и все его компоненты не остынут на ощупь.! Во время работы и / или работы оператор должен всегда находиться на рабочем месте оператора
и контролировать все органы управления и функции машины.
2
DMI 6-20 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАШИНЫ ДЛЯ ГИБКИ ТРУБ
ДИАМЕТР ТРУБЫ 6,625-20 168-508 ММ ФАКТИЧЕСКИЕ РАЗМЕРЫ ДЛИНА 151 4,6 М ШИРИНА 5 10 1,60 М ВЫСОТА 8 9 2,60 кг ВЕС ВЕС 1036 фунтов РАЗМЕР 11.000 X 16 11-00-16 ГИДРАВЛИЧЕСКАЯ СИСТЕМА МАКСИМАЛЬНОЕ РАБОЧЕЕ ДАВЛЕНИЕ 3000 PSI 206.ЦИЛИНДР ВНУТРЕННИЙ ОТВЕРСТИЕ, 9 БАР, ХОД ХОД ДВА 7 X 6 178 X 152 ММ ВЫСОКОГО ОТВЕРСТИЯ X ХОД ДВА 9 X 11 229 X 274 мм
3
DMI 6-20 СТАНДАРТНЫЙ / ВЫДВИЖЕННЫЙ ТРУБОГИБЫВАЮЩАЯ МАШИНА CATPILL 9000 DATA 9000 4,4 99,5 л. с. (ДИЗЕЛЬ)
с. (ДИЗЕЛЬ)
* НЕСТАНДАРТНЫЙ РАЗМЕР ДЛЯ API 5L — ** НЕТ ОГРАНИЧЕНИЙ
НАД ТРУБЫ
MX. ТОЛЩИНА СТЕНЫ ПО МАРКАМ
РЕКОМЕНДУЕМЫЕ ДЮЙМЫ ИЗГИБА
дюймов / мм X52 X60 X65 X70
ГРАДУСОВ НА ДУГУ
НОЖКА
РАДИУС НОЖНИКОВ
МАКСИМАЛЬНОЕ СОЕДИНЕНИЕ 40 ФУТОВ
03
.625 .406 .375 .312 0,90 69 27,00 18/457 .938 .562 .500 .469 1,10 52 33,00 16/406 1,250 .750 .688 .625 1,50 38 45,00 14/356 1,575 * .938 .875 .812 1,70 34 51.00 12/324 1.890 * 1.125 1.000 1.000 2.30 25 69.00 10/273 2.000 * 1.210 * 1.185 * 1.165 * 2.80 20 84.00 08/219. ** 2.000 1.210 * 1.185 * 3.80 15 114.00 06/168. **. **. ** 1,210 * 4,50 13 135,00
НАД ТРУБЫ РАДИУС МАТРИЦЫ НА ДУГОВУЮ ЛАПКУ
ИЛИ 30,5 см В МАТРИЦЕ (2)
РЕКОМЕНДУЕТСЯ НА ARC
ЛАПКА
ИЛИ 30,5 см ТРУБЫ
РЕКОМЕНДУЕТСЯ ИЗГИБ НА 40 ФУТОВ.ИЛИ 12,48 МЕТРА
СОЕДИНИТЕЛЬ В см фут-метрах
20 50,8 30-4 10,16 1,70 0,9 27
18 45,7 27-0 8,25 2,07 1,1 33
16 40,6 21-4 6,50 2,84 1,5 45
14 35,6 16-4 4,97 3,52 1,7 51
12 3/4 32,4 12-9 3,88 4,50 2,3 69
10 3/4 27,3 10-9 3,28 5,35 2,8 84
8 5/8 21,9 8-7 2,64 7,75 3,8 114
6 5 / 8 16,8 6-7 2,03 8,63 4,5 135
4
ТРУБОГИБНАЯ МАШИНА
Модель расширенная 6-20 PBM
1. Инструкции по эксплуатации и техническому обслуживанию
Инструкции по эксплуатации и техническому обслуживанию
1.1 Введение Трубогибочная машина с удлиненной трубой от 6 до 20 дюймов была разработана для гибки труб от 6 до 20 дюймов. Его НЕ следует использовать для сгибания или выпрямления изогнутых или изогнутых труб. Органы управления (1) и дроссельная заслонка (2) находятся со стороны, с которой работает машина. См. Изображения:
(1) (2)
Когда оператор стоит лицом к машине, передняя часть машины (или сторона с жесткой спинкой) находится слева.Задняя часть машины (или конец башмака Pin Up) находится справа. Трактор (или рабочая сторона) находится напротив оператора.
Место работы оператора
Pinup Жесткая спина
5
1.2 Компоненты
Примечание: Фактические изображения компонентов могут отличаться из-за улучшений конструкции (формы резервуаров и т. Д.)
1.2.1 Гидравлика: Гидравлическая система состоит из из:
Vickers с приводом от двигателя Гидравлические цилиндры лопастного насоса
Ручное управление
Клапаны
Запорный клапан гидравлического бака
Резервуар или гидравлический бак Гидравлический фильтр
Ramsey Winch
Насос обеспечивает гидравлическое питание для пяти гидроцилиндров, четыре из которых находятся на жесткой спине, а один — на башмаке в стиле булавки.![]() Он также обеспечивает гидравлическую мощность для оправки гидравлической заглушки. Ручные клапаны управляют системой.
Он также обеспечивает гидравлическую мощность для оправки гидравлической заглушки. Ручные клапаны управляют системой.
6
1.2.2 Набор для гибки
Матрица: Матрица представляет собой стальную отливку, обработанную с внутренней стороны до заданного радиуса по ее длине. Он удерживается на верхней части машины стержнем диаметром 1 дюйм. Он свободно свисает, когда труба не изгибается. Он функционирует как точка опоры, вокруг которой изгибается труба. Для каждого размера трубы требуются разные штампы.
STIFFBACK: Ригель представляет собой стальной полукруг длиной примерно десять футов.Его вытесняют четыре гидроцилиндра: два забортных и два внутренних. Сначала приводятся в действие внутренние цилиндры, которые вдавливают трубу в матрицу. Когда давление увеличивается, а движение внутренних цилиндров уменьшается, внешние цилиндры автоматически поднимаются. Это создает усилие, необходимое для изгиба трубы.
ОБУВЬ PINUP: Pinup представляет собой полукруглый башмак в задней части станка, который поддерживает трубу при изгибе.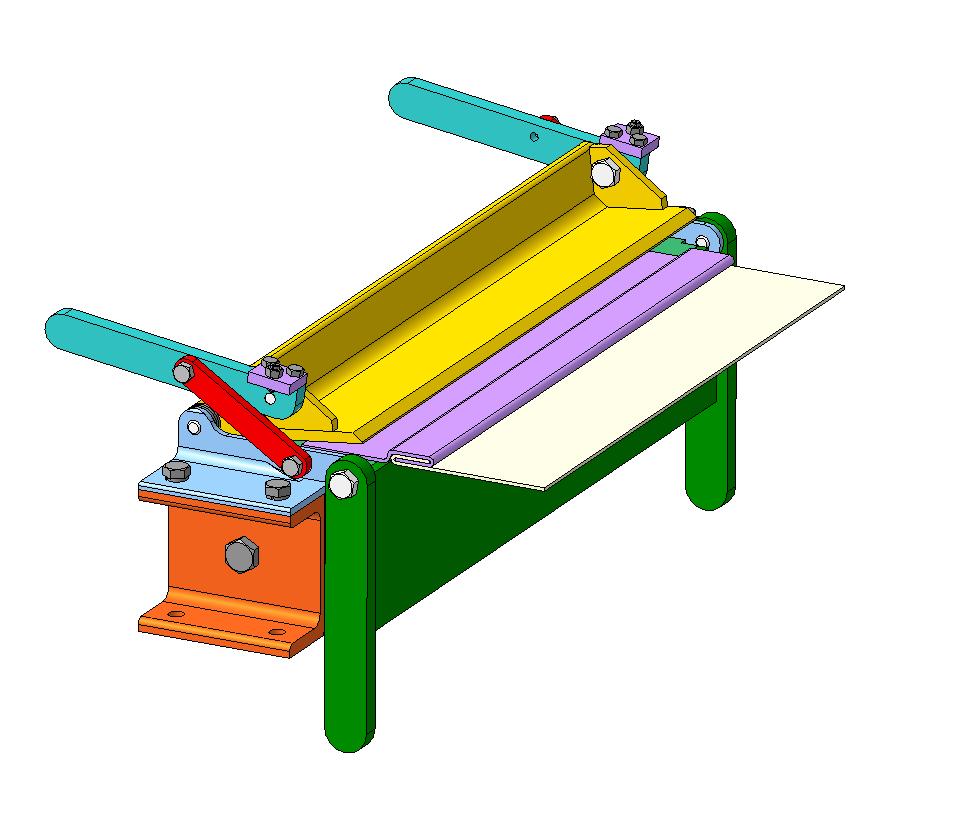 Он опирается на подставку, которая скользит по клиновой конструкции. Когда клин перемещается внутрь или наружу с помощью гидравлического цилиндра (pinup), люлька поднимает или опускает башмак pinup.
Он опирается на подставку, которая скользит по клиновой конструкции. Когда клин перемещается внутрь или наружу с помощью гидравлического цилиндра (pinup), люлька поднимает или опускает башмак pinup.
1.2.3 Подъемный язычок
Подъемный язычок прикреплен к передней-нижней стороне жесткой спинки шарнирным механизмом. Он используется вместе с тягово-сцепным устройством трактора для перемещения машины из одного места в другое.
1.2.4 Трубный ролик
Трубный ролик прикреплен к подъемному язычку. Он регулируется вверх и вниз с помощью двух рядов скоб. Каждый набор отверстий соответствует одному размеру трубы. Труба, проходящая через гибочный станок, будет свободно перемещаться по этому ролику, если он правильно отрегулирован.
7
1.3 Органы управления 1.3.1 Дроссельная заслонка двигателя Bender:
(См. Конкретную группу управления двигателем. Все модели не одинаковы.)
1.3.2 Гидравлические регулирующие клапаны:
Три четырехходовых клапана используются для управления функциями гибки труб, как описано ниже. Некоторые машины имеют четвертый клапан для управления дорном. Все клапаны отцентрованы пружиной в нейтральное положение.
Некоторые машины имеют четвертый клапан для управления дорном. Все клапаны отцентрованы пружиной в нейтральное положение.
Гидравлический регулирующий клапан лебедки, толкая рычаг клапана вперед (от оператора), лебедка заводится.При перемещении рычага клапана назад (к оператору) лебедка раскручивается. Гидравлический клапан перемещения оправки, используемый для раскрытия и втягивания оправки. Клапан управления жесткой спиной, толкая рычаг клапана вперед (от оператора), перемещает жесткую спину вверх. Оттягивание рычага клапана назад (к оператору) перемещает жесткую спину вниз. Клапан управления кеглей, толкая рычаг клапана вперед (от оператора) перемещает башмак кегли вверх. При перемещении рычага клапана назад через нейтральное положение (к оператору) башмак опускается вниз.
. ПРИМЕЧАНИЕ
Если кабель, замененный на барабане в полевых условиях, не соответствует оригинальной намотке, клапан будет работать в обратном направлении.
1.3.3 Контроль давления:
Манометр гибочного станка
Давление гибочного станка A
Ручной SMT станок для захвата и установки
Хорошо, теперь вы можете подумать: «Боже мой, этот проект слишком дорог для меня» . …. Ну, если это так, я должен сказать, что вы, вероятно, ошибаетесь. Гравировальный станок с ЧПУ, который я взломал, относительно дешев, особенно если вы покупаете его прямо из Китая (он поставляется в виде плоской упаковки). Кроме того, здесь нет автоматизации, поэтому не требуется компьютер или G-код.
…. Ну, если это так, я должен сказать, что вы, вероятно, ошибаетесь. Гравировальный станок с ЧПУ, который я взломал, относительно дешев, особенно если вы покупаете его прямо из Китая (он поставляется в виде плоской упаковки). Кроме того, здесь нет автоматизации, поэтому не требуется компьютер или G-код.
Это устройство с ручным управлением — набор ползунков, ручек и кнопок используется для захвата, перемещения компонентов и их размещения — так что все это делается пальцами, глядя на небольшой видеоэкран микроскопического устройства.
Настоящие детали ЧПУ поступают из гравировального комплекта, который сам по себе относительно дешев и прост в сборке. Печатная плата проста в сборке и, конечно же, не имеет деталей для поверхностного монтажа. Серьезно, если ваши руки недостаточно устойчивы для работы с компонентами SMT или вы просто не хотите испортить сложное изготовление платы, то эта машина может быть решением.
Вот один пример: вы хотите использовать наиболее эффективные и экономически эффективные компоненты, и вы либо новичок, либо слегка инвалид, как я.У вас есть печатная плата, требующая 50 компонентов SMT, и вы наклеиваете припой через трафарет и начинаете сначала собирать самые сложные компоненты с помощью набора пинцета и большой удачи. На десятом компоненте вы случайно испачкаете припой из-за неточного позиционирования и вам придется начинать все заново с нуля. Это действительно совсем не весело!
Вот второй пример: Сегодня я хотел создать печатную плату полосового фильтра RF. Я использовал программное обеспечение для разработки фильтра и проверки допусков, необходимых для компонентов, прежде чем я их закажу.Поработав с цифрами некоторое время, я понял, что некоторые компоненты должны быть очень жесткими с точки зрения допусков … и угадайте, что … они доступны только в пакете 0402 по приличной цене. допуски, что означает, что компонент имеет длину 1 мм! Пинцет? ….. Забудь об этом!
Вы можете спросить: «Зачем тратить силы на создание собственного контроллера печатной платы?» Это правильный вопрос, поскольку существует множество решений для 3-х осевых контроллеров ЧПУ, но……… Нам нужно четыре оси! Проведя почти целый день в поисках подходящих 4-х осевых контроллеров, будь то GBRL, ПК или что-то еще, я постоянно упирался в пустую стену. Мне действительно не удалось найти простой 4-осевой контроллер ЧПУ, и меня поразило отсутствие готового решения. Четвертая ось необходима для вращения компонента SMT, иначе нам пришлось бы вручную вращать заполняемую плату, что было бы большой проблемой в пословице.
Мое решение: спроектировать и собрать простой 4-осевой контроллер с красивыми большими ползунками для ручного управления.
Вещей с меткой «Машинка для рисования»
Робот для рисования — Arduino Uno + CNC Shield + GRBL
Генриарнольд
27 мая 2017 г.
6079
6716
1729 г.
ПОЛЯРНЫЙ ДРАУБОТ
от daGHIZmo
1 мая 2015 г.
3698
4092
162
Машина для рисования
по Cyul
23 апреля 2016 г.
1469
1543
361
4xiDraw Машина для рисования
по мизану
26 марта 2016 г.
1105
1290
473
Робот для рисования DRAWbot 2020
по wsolstice69
11 июня 2017 г.
621
737
235
Полярграф — Детали и инструкции
Джоларами
3 декабря 2014 г.
477
494
20
SeXYDraw (еще одна машина для рисования)
по jorgerobles
Гибка труб: от CAD до производства
Потребность в прецизионных изогнутых трубках
Изрядное количество промышленного оборудования потребляет значительное количество металлических труб.Некоторые из этих трубок изгибаются в определенные формы, как это часто описывается на двухмерных чертежах. 2D-чертеж содержит необходимую информацию, используемую для программирования трубогибочного станка с ЧПУ. Средства программирования этой информации, содержащейся на чертеже, в гибочном станке с ЧПУ, меняются. Производители теперь начинают экспортировать созданные в САПР твердые модели изогнутых труб прямо из системы САПР прямо в трубогибочные станки с ЧПУ.
Исторический обзор — что питает трубогибочный станок с ЧПУ
Большинство современных трубогибочных станков программируются с использованием LRA (a.k.a. YBC) данные. L — расстояние между изгибами, R — угол поворота плоскости между изгибами, а A — угол изгиба. Добавьте к этому радиус центральной линии (CLR), и теперь у вас будет достаточно информации, чтобы описать изогнутый профиль для большинства гибочных станков с ЧПУ.
Чаще всего данные LRA извлекаются из двухмерного чертежа, который отправляется в цех. В этом случае машинный программист вводит данные LRA в контроллер через клавиатуру и дисплей. Некоторые производители помогают упростить процесс ввода данных, позволяя программисту вводить данные через среду Windows.
Иногда данные гибочного станка LRA не отображаются на чертеже. Другой распространенный формат, отправляемый в цех на чертеже, — это точки данных XYZ. Точки данных XYZ основаны на декартовой системе координат. Именно эти точки данных описывают различные точки вдоль профиля трубы. Однако большинство гибочных станков не запускаются непосредственно из точек данных XYZ.
Обычный способ преобразования XYZ в данные гибки
Система преобразования данных гибочного станка XYZ в LRA часто встречается в большинстве современных контроллеров ЧПУ.Бесплатные конвертеры данных XYZ в LRA также можно найти в Интернете. Процесс часто требует, чтобы программист вводил точки данных XYZ в среду Windows через человеческий интерфейс.
После ввода точек данных XYZ, включая CLR, программное обеспечение гибочного станка может преобразовать данные XYZ в данные гибочного станка LRA. Сам процесс преобразования требует небольшой математической обработки векторов. Однако все это происходит в фоновом режиме, и в течение одной или двух миллисекунд таблица данных гибочного устройства LRA обновляется преобразованными данными.
Еще один способ получить данные LRA в гибочный станок — это использовать КИМ. Этот подход требует измерения трубы после того, как она была сформирована. Скорректированные данные изгиба затем отправляются обратно в гибочную машину для дальнейшей обработки. Тем не менее, где-то до измерения трубы на КИМ исходная запрограммированная информация должна была быть введена в контроллер гибочных станков через какой-то человеческий интерфейс.
Данные военных и LRA Bender
Не во всех чертежах трубы для описания трубы используются данные LRA или XYZ.Военные используют данные изгиба трубы, которые описывают, как изготавливать трубу на трубогибочном станке ручного типа. Чтобы управлять трубогибом с ЧПУ с данными Boeing, программист может ввести данные, предоставленные Boeing, в интерфейс Windows, см. Ниже.
Этот интерфейс, присутствующий в некоторых высокопроизводительных контроллерах ЧПУ, используется для генерации данных LRA, которые управляют трубогибочным станком с ЧПУ.
Однако, как и во всех предыдущих методах ввода данных, описанных выше, программист должен вручную ввести данные Boeing в контроллер гибочного станка.Это требует времени и чревато человеческой ошибкой.
Передовое программирование для 21 века
Из вышесказанного ясно, что, по крайней мере, установленный процесс получения данных гибочного станка в контроллер гибочного станка в первый раз предполагает, что программист вводит ряд значений. В этом больше нет необходимости.
Средняя система САПР сегодня (Pro / E, Solid Works, Solid Edge, Inventor и т. Д.) Может выводить стандартный файл STEP. Файл STEP, относящийся к изогнутой трубе, представляет собой файл, который описывает многочисленные свойства, которые может использовать контроллер машины для гибки труб.Например, из файла STEP можно извлечь следующие свойства:
- Тип материала
- Закалка материала
- Информация о сварном шве
- Диаметр трубы и толщина стенки
- Радиус осевой линии
- Геометрические данные
- Каталожный номер
- Допуски
Безусловно, самым большим преимуществом импорта файла STEP в трубогиб с ЧПУ является отсутствие ошибок ввода данных.Ошибок нет, потому что импортированный файл STEP содержит необходимую информацию о гнуть трубке.
Из файла STEP контроллер гибочного станка с ЧПУ может извлечь тип материала, толщину стенки, внешний диаметр, радиус центральной линии и данные гибочного станка LRA. С помощью этой информации можно определить информацию о пружинении еще до того, как деталь будет изогнута. Этот процесс чтения в файле STEP может сэкономить время не только в среде прототипа, но и в цехе мелкосерийного производства.
Иногда программирование станка в первый раз может занять гораздо больше времени, чем, скажем, запуск 20 деталей. Вопрос в том, насколько сложна эта деталь для программирования. Контроллер ЧПУ, который может считывать файл STEP, созданный в САПР, не различает при преобразовании детали с 2 гибками из детали с 20 гибками; это занимает самое большее несколько миллисекунд.
Для чтения в файле STEP обычно используется формат файла filename.stp. В раскрывающемся меню Windows File выберите формат файла STEP, выберите имя файла STEP, и все.
Недостатки
Единственный самый большой недостаток использования конвертера файлов STEP — это стоимость, связанная с отслеживанием версии файла STEP, отправляемого на гибочный станок с ЧПУ. Этот процесс требует дополнительных усилий по управлению базой данных между проектированием и производством.
Заключение
Как ни крути, трубка будет гнуться. Использование конвертера файлов STEP для устранения ошибок ввода данных может иметь большое значение для сокращения времени цикла снятия изогнутой трубы со станка.Для детали с двумя изгибами преобразование файла STEP может оказаться излишним. Однако с увеличением количества изгибов увеличивается время, необходимое для ввода необходимых данных из 2D-чертежа.
Другой способ взглянуть на это: сколько времени вы стояли там, пытаясь выяснить правильное вращение плоскости между изгибами? Это возможность считывать данные прямо из системы CAD прямо в трубогиб. Все сводится к тому, где вы хотите проводить время; вводя данные LRA о нашем текущем производстве.
Об авторе
Джордж Винтон, P.E. проектирует и производит оборудование для производства труб с ЧПУ для Winton Machine в Сувани, Джорджия. С ним можно связаться по адресу [email protected] или 888.321.1499 .
О машинах, которые мы производим
Все наши машины для изготовления полужестких коаксиалов и трубок в Winton разрабатываются, производятся и тестируются на собственном предприятии. У нас есть большая линейка стандартных продуктов, а также возможность разработать лучшее решение для нужд наших клиентов.